- You are here:
-
Home

-
Contents (2)
-
Part XVII. Services and Trade
-
Transport Industry and Warehousing
-
Storage
- Gerecke, Kenneth

Bell, Ron
Address: Electrical and Control Systems Unit, Health and Safety Executive, Merseyside L20 3QZ
Country: United Kingdom
Phone: 44 151 951 4788
Fax: 44 151 951 4630
Past position(s): Chair, IEC Working Group on Functional Safety
Education: BSc
Areas of interest: Safety-related control systems
Technical Requirements for Safety-Related Systems Based on Electrical, Electronic and Programmable Electronic Devices
Machinery, process plants and other equipment can, if they malfunction, present risks from hazardous events such as fires, explosions, radiation overdoses and moving parts. One of the ways such plants, equipment and machinery can malfunction is from failures of electro-mechanical, electronic and programmable electronic (E/E/PE) devices used in the design of their control or safety systems. These failures can arise either from physical faults in the device (e.g., from wear and tear occurring randomly in time (random hardware failures)); or from systematic faults (e.g., errors made in the specification and design of a system that cause it to fail due to (1) some particular combination of inputs, (2) some environmental condition (3) incorrect or incomplete inputs from sensors, (4) incomplete or erroneous data entry by operators, and (5) potential systematic faults due to poor interface design).
Safety-Related Systems Failures
This article covers the functional safety of safety-related control systems, and considers the hardware and software technical requirements necessary to achieve the required safety integrity. The overall approach is in accordance with the proposed International Electrotechnical Commission Standard IEC 1508, Parts 2 and 3 (IEC 1993). The overall goal of draft international standard IEC 1508, Functional Safety: Safety-Related Systems, is to ensure that plant and equipment can be safety automated. A key objective in the development of the proposed international standard is to prevent or minimize the frequency of:
- failures of control systems triggering other events which in turn could lead to danger (e.g., control system fails, control is lost, process goes out of control resulting in a fire, release of toxic materials, etc.)
- failures in alarm and monitoring systems so that operators are not given information in a form that can be quickly identified and understood in order to carry out the necessary emergency actions
- undetected failures in protection systems, making them unavailable when needed for a safety action (e.g., a failed input card in an emergency shut-down system).
The article “Electrical, electronic and programmable electronic safety-related systems” sets out the general safety management approach embodied within Part 1 of IEC 1508 for assuring the safety of control and protection systems that are important to safety. This article describes the overall conceptual engineering design that is needed to reduce the risk of an accident to an acceptable level, including the role of any control or protection systems based on E/E/PE technology.
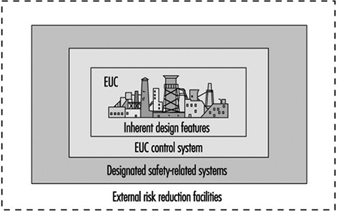
In figure 1, the risk from the equipment, process plant or machine (generally referred to as equipment under control (EUC) without protective devices) is marked at one end of the EUC Risk Scale, and the target level of risk that is needed to meet the required level of safety is at the other end. In between is shown the combination of safety-related systems and external risk reduction facilities needed to make up the required risk reduction. These can be of various types—mechanical (e.g., pressure relief valves), hydraulic, pneumatic, physical, as well as E/E/PE systems. Figure 2 emphasizes the role of each safety layer in protecting the EUC as the accident progresses.
Figure 1. Risk reduction: General concepts

Figure 2. Overall model: Protection layers
Provided that a hazard and risk analysis has been performed on the EUC as required in Part 1 of IEC 1508, the overall conceptual design for safety has been established and therefore the required functions and Safety Integrity Level (SIL) target for any E/E/PE control or protection system have been defined. The Safety Integrity Level target is defined with respect to a Target Failure Measure (see table 1).
Table 1. Safety Integrity Levels for protection systems: Target failure measures
Safety integrity Level Demand mode of operation (Probability of failure to perform its design function on demand)
4 10-5 ≤ × 10-4
3 10-4 ≤ × 10-3
2 10-3 ≤ × 10-2
1 10-2 ≤ × 10-1
Protection Systems
This paper outlines the technical requirements that the designer of an E/E/PE safety-related system should consider to satisfy the required Safety Integrity Level target. The focus is on a typical protection system utilizing programmable electronics in order to allow for a more in-depth discussion of the key issues with little loss in generality. A typical protection system is shown in figure 3, which depicts a single channel safety system with a secondary switch-off activated via a diagnostic device. In normal operation the unsafe condition of the EUC (e.g., overspeed in a machine, high temperature in a chemical plant) will be detected by the sensor and transmitted to the programmable electronics, which will command the actuators (via the output relays) to put the system into a safe state (e.g., removing power to electric motor of the machine, opening a valve to relieve pressure).
Figure 3. Typical protection system
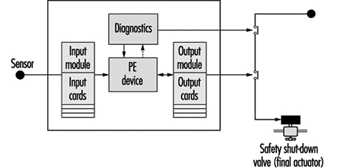
But what if there are failures in the protection system components? This is the function of the secondary switch-off, which is activated by the diagnostic (self-checking) feature of this design. However, the system is not completely fail-safe, as the design has only a certain probability of being available when being asked to carry out its safety function (it has a certain probability of failure on demand or a certain Safety Integrity Level). For example, the above design might be able to detect and tolerate certain types of output card failure, but it would not be able to withstand a failure of the input card. Therefore, its safety integrity will be much lower than that of a design with a higher-reliability input card, or improved diagnostics, or some combination of these.
There are other possible causes of card failures, including “traditional” physical faults in the hardware, systematic faults including errors in the requirements specification, implementation faults in the software and inadequate protection against environmental conditions (e.g., humidity). The diagnostics in this single-channel design may not cover all these types of faults, and therefore this will limit the Safety Integrity Level achieved in practice. (Coverage is a measure of the percentage of faults that a design can detect and handle safely.)
Technical Requirements
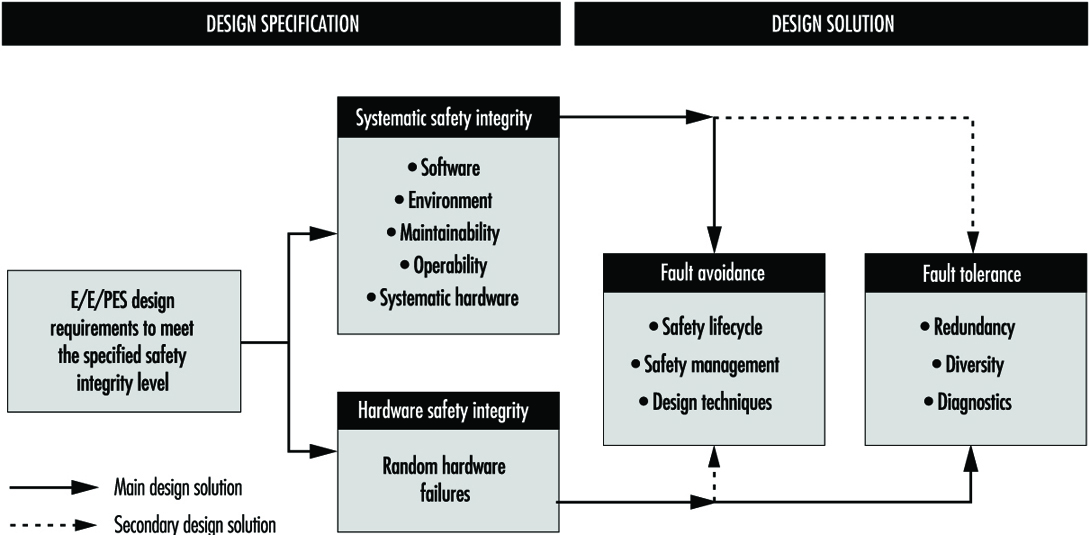
Parts 2 and 3 of draft IEC 1508 provide a framework for identifying the various potential causes of failure in hardware and software and for selecting design features that overcome those potential causes of failure appropriate to the required Safety Integrity Level of the safety-related system. For example, the overall technical approach for the protection system in figure 3 is shown in figure 4. The figure indicates the two basic strategies for overcoming faults and failures: (1) fault avoidance, where care is taken in to prevent faults being created; and (2) fault tolerance, where the design is created specifically to tolerate specified faults. The single-channel system mentioned above is an example of a (limited) fault tolerant design where diagnostics are used to detect certain faults and put the system into a safe state before a dangerous failure can occur.
Figure 4. Design specification: Design solution
Fault avoidance
Fault avoidance attempts to prevent faults being introduced into a system. The main approach is to use a systematic method of managing the project so that safety is treated as a definable and manageable quality of a system, during design and then subsequently during operation and maintenance. The approach, which is similar to quality assurance, is based on the concept of feedback and involves: (1) planning (defining safety objectives, identifying the ways and means to achieve the objectives); (2) measuring achievement against the plan during implementation and (3) applying feedback to correct for any deviations. Design reviews are a good example of a fault avoidance technique. In IEC 1508 this “quality” approach to fault avoidance is facilitated by the requirements to use a safety lifecycle and employ safety management procedures for both hardware and software. For the latter, these often manifest themselves as software quality assurance procedures such as those described in ISO 9000-3 (1990).
In addition, Parts 2 and 3 of IEC 1508 (concerning hardware and software, respectively) grade certain techniques or measures that are considered useful for fault avoidance during the various safety lifecycle phases. Table 2 gives an example from Part 3 for the design and development phase of software. The designer would use the table to assist in the selection of fault avoidance techniques, depending on the required Safety Integrity Level. With each technique or measure in the tables there is a recommendation for each Safety Integrity Level, 1 to 4. The range of recommendations covers Highly Recommended (HR), Recommended (R), Neutral—neither for or against (—) and Not Recommended (NR).
Table 2. Software design and development
|
Technique/measure |
SIL 1 |
SIL 2 |
SIL 3 |
SIL 4 |
|
1. Formal methods including, for example, CCS, CSP, HOL, LOTOS |
— |
R |
R |
HR |
|
2. Semi-formal methods |
HR |
HR |
HR |
HR |
|
3. Structured. Methodology including, for example, JSD, MASCOT, SADT, SSADM and YOURDON |
HR |
HR |
HR |
HR |
|
4. Modular approach |
HR |
HR |
HR |
HR |
|
5. Design and coding standards |
R |
HR |
HR |
HR |
HR = highly recommended; R = recommended; NR = not recommended;— = neutral: the technique/measure is neither for or against the SIL.
Note: a numbered technique/measure shall be selected according to the safety integrity level.
Fault tolerance
IEC 1508 requires increasing levels of fault tolerance as the safety integrity target increases. The standard recognizes, however, that fault tolerance is more important when systems (and the components that make up those systems) are complex (designated as Type B in IEC 1508). For less complex, “well proven” systems, the degree of fault tolerance can be relaxed.
Tolerance against random hardware faults
Table 3 shows the requirements for fault tolerance against random hardware failures in complex hardware components (e.g., microprocessors) when used in a protection system such as is shown in figure 3. The designer may need to consider an appropriate combination of diagnostics, fault tolerance and manual proof checks to overcome this class of fault, depending on the required Safety Integrity Level.
Table 3. Safety Integrity Level - Fault requirements for Type B components1
1 Safety-related undetected faults shall be detected by the proof check.
2 For components without on-line medium diagnostic coverage, the system shall be able to perform the safety function in the presence of a single fault. Safety-related undetected faults shall be detected by the proof check.
3 For components with on-line high diagnostic coverage, the system shall be able to perform the safety function in the presence of a single fault. For components without on-line high diagnostic coverage, the system shall be able to perform the safety function in the presence of two faults. Safety-related undetected faults shall be detected by the proof check.
4 The components shall be able to perform the safety function in the presence of two faults. Faults shall be detected with on-line high diagnostic coverage. Safety-related undetected faults shall be detected by the proof check. Quantitative hardware analysis shall be based on worst-case assumptions.
1Components whose failure modes are not well defined or testable, or for which there are poor failure data from field experience (e.g., programmable electronic components).
IEC 1508 aids the designer by providing design specification tables (see table 4) with design parameters indexed against the Safety Integrity Level for a number of commonly used protection system architectures.
Table 4. Requirements for Safety Integrity Level 2 - Programmable electronic system architectures for protection systems
|
PE system configuration |
Diagnostic coverage per channel |
Off-line proof test Interval (TI) |
Mean time to spurious trip |
|
Single PE, Single I/O, Ext. WD |
High |
6 months |
1.6 years |
|
Dual PE, Single I/O |
High |
6 months |
10 years |
|
Dual PE, Dual I/O, 2oo2 |
High |
3 months |
1,281 years |
|
Dual PE, Dual I/O, 1oo2 |
None |
2 months |
1.4 years |
|
Dual PE, Dual I/O, 1oo2 |
Low |
5 months |
1.0 years |
|
Dual PE, Dual I/O, 1oo2 |
Medium |
18 months |
0.8 years |
|
Dual PE, Dual I/O, 1oo2 |
High |
36 months |
0.8 years |
|
Dual PE, Dual I/O, 1oo2D |
None |
2 months |
1.9 years |
|
Dual PE, Dual I/O, 1oo2D |
Low |
4 months |
4.7 years |
|
Dual PE, Dual I/O, 1oo2D |
Medium |
18 months |
18 years |
|
Dual PE, Dual I/O, 1oo2D |
High |
48+ months |
168 years |
|
Triple PE, Triple I/O, IPC, 2oo3 |
None |
1 month |
20 years |
|
Triple PE, Triple I/O, IPC, 2oo3 |
Low |
3 months |
25 years |
|
Triple PE, Triple I/O, IPC, 2oo3 |
Medium |
12 months |
30 years |
|
Triple PE, Triple I/O, IPC, 2oo3 |
High |
48+ months |
168 years |
The first column of the table represents architectures with varying degrees of fault tolerance. In general, architectures placed near the bottom of the table have a higher degree of fault tolerance than those near the top. A 1oo2 (one out of two) system is able to withstand any one fault, as can 2oo3.
The second column describes the percentage coverage of any internal diagnostics. The higher the level of the diagnostics, the more faults will be trapped. In a protection system this is important because, provided the faulty component (e.g., an input card) is repaired within a reasonable time (often 8 hours), there is little loss in functional safety. (Note: this would not be the case for a continuous control system, because any fault is likely to cause an immediate unsafe condition and the potential for an incident.)
The third column shows the interval between proof tests. These are special tests that are required to be carried out to thoroughly exercise the protection system to ensure that there are no latent faults. Typically these are carried out by the equipment vendor during plant shutdown periods.
The fourth column shows the spurious trip rate. A spurious trip is one that causes the plant or equipment to shut down when there is no process deviation. The price for safety is often a higher spurious trip rate. A simple redundant protection system—1oo2—has, with all other design factors unchanged, a higher Safety Integrity Level but also a higher spurious trip rate than a single-channel (1oo1) system.
If one of the architectures in the table is not being used or if the designer wants to carry out a more fundamental analysis, then IEC 1508 allows this alternative. Reliability engineering techniques such as Markov modelling can then be used to calculate the hardware element of the Safety Integrity Level (Johnson 1989; Goble 1992).
Tolerance against systematic and common cause failures
This class of failure is very important in safety systems and is the limiting factor on the achievement of safety integrity. In a redundant system a component or subsystem, or even the whole system, is duplicated to achieve a high reliability from lower-reliability parts. Reliability improvement occurs because, statistically, the chance of two systems failing simultaneously by random faults will be the product of the reliabilities of the individual systems, and hence much lower. On the other hand, systematic and common cause faults cause redundant systems to fail coincidentally when, for example, a specification error in the software leads the duplicated parts to fail at the same time. Another example would be the failure of a common power supply to a redundant system.
IEC 1508 provides tables of engineering techniques ranked against the Safety Integrity Level considered effective in providing protection against systematic and common cause failures.
Examples of techniques providing defences against systematic failures are diversity and analytical redundancy. The basis of diversity is that if a designer implements a second channel in a redundant system using a different technology or software language, then faults in the redundant channels can be regarded as independent (i.e., a low probability of coincidental failure). However, particularly in the area of software-based systems, there is some suggestion that this technique may not be effective, as most mistakes are in the specification. Analytical redundancy attempts to exploit redundant information in the plant or machine to identify faults. For the other causes of systematic failure—for example, external stresses—the standard provides tables giving advice on good engineering practices (e.g., separation of signal and power cables) indexed against Safety Integrity Level.
Conclusions
Computer-based systems offer many advantages—not only economic, but also the potential for improving safety. However, the attention to detail required to realize this potential is significantly greater than is the case using conventional system components. This article has outlined the main technical requirements that a designer needs to take into account to successfully exploit this technology.
Electrical, Electronic and Programmable Electronic Safety-Related Control Systems
This article discusses the design and implementation of safety- related control systems which deal with all types of electrical, electronic and programmable-electronic systems (including computer-based systems). The overall approach is in accordance with proposed International Electrotechnical Commission (IEC) Standard 1508 (Functional Safety: Safety-Related
Systems) (IEC 1993).
Background
During the 1980s, computer-based systems—generically referred to as programmable electronic systems (PESs)—were increasingly being used to carry out safety functions. The primary driving forces behind this trend were (1) improved functionality and economic benefits (particularly considering the total life cycle of the device or system) and (2) the particular benefit of certain designs, which could be realized only when computer technology was used. During the early introduction of computer-based systems a number of findings were made:
- The introduction of computer control was poorly thought out and planned.
- Inadequate safety requirements were specified.
- Inadequate procedures were developed with respect to the validation of software.
- Evidence of poor workmanship was disclosed with respect to the standard of plant installation.
- Inadequate documentation was generated and not adequately validated with respect to what was actually in the plant (as distinct from what was thought to be in the plant).
- Less than fully effective operation and maintenance procedures had been established.
- There was evidently justified concern about the competence of persons to perform the duties required of them.
In order to solve these problems, several bodies published or began developing guidelines to enable the safe exploitation of PES technology. In the United Kingdom, the Health and Safety Executive (HSE) developed guidelines for programmable electronic systems used for safety-related applications, and in Germany, a draft standard (DIN 1990) was published. Within the European Community, an important element in the work on harmonized European Standards concerned with safety-related control systems (including those employing PESs) was started in connection with the requirements of the Machinery Directive. In the United States, the Instrument Society of America (ISA) has produced a standard on PESs for use in the process industries, and the Center for Chemical Process Safety (CCPS), a directorate of the American Institute of Chemical Engineers, has produced guidelines for the chemical process sector.
A major standards initiative is currently taking place within the IEC to develop a generically based international standard for electrical, electronic and programmable electronic (E/E/PES) safety-related systems that could be used by the many applications sectors, including the process, medical, transport and machinery sectors. The proposed IEC international standard comprises seven Parts under the general title IEC 1508. Functional safety of electrical/electronic/programmable electronic safety-related systems. The various Parts are as follows:
- Part 1.General requirements
- Part 2.Requirements for electrical, electronic and programmable electronic systems
- Part 3.Software requirements
- Part 4.Definitions
- Part 5.Examples of methods for the determination of safety integrity levels
- Part 6.Guidelines on the application of Parts 2 and 3
- Part 7.Overview of techniques and measures.
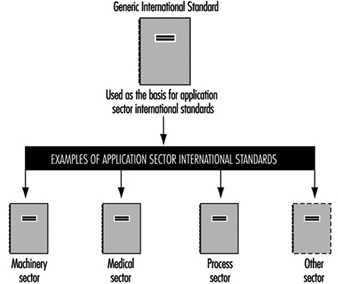
When finalized, this generically based International Standard will constitute an IEC basic safety publication covering functional safety for electrical, electronic and programmable electronic safety-related systems and will have implications for all IEC standards, covering all application sectors as regards the future design and use of electrical/electronic/programmable electronic safety-related systems. A major objective of the proposed standard is to facilitate the development of standards for the various sectors (see figure 1).
Figure 1. Generic and application sector standards
PES Benefits and Problems
The adoption of PESs for safety purposes had many potential advantages, but it was recognized that these would be achieved only if appropriate design and assessment methodologies were used, because: (1) many of the features of PESs do not enable the safety integrity (that is, the safety performance of the systems carrying out the required safety functions) to be predicted with the same degree of confidence that has traditionally been available for less complex hardware-based (“hardwired”) systems; (2) it was recognized that while testing was necessary for complex systems, it was not sufficient on its own. This meant that even if the PES was implementing relatively simple safety functions, the level of complexity of the programmable electronics was significantly greater than that of the hardwired systems they were replacing; and (3) this rise in complexity meant that the design and assessment methodologies had to be given much more consideration than previously, and that the level of personal competence required to achieve adequate levels of performance of the safety-related systems was subsequently greater.
The benefits of computer-based PESs include the following:
- the ability to perform on-line diagnostic proof checks on critical components at a frequency significantly higher than would otherwise be the case
- the potential to provide sophisticated safety interlocks
- the ability to provide diagnostic functions and condition monitoring which can be used to analyse and report on the performance of plant and machinery in real time
- the capability of comparing actual conditions of the plant with “ideal” model conditions
- the potential to provide better information to operators and hence to improve decision-making affecting safety
- the use of advanced control strategies to enable human operators to be located remotely from hazardous or hostile environments
- the ability to diagnose the control system from a remote location.
The use of computer-based systems in safety-related applications creates a number of problems which need to be adequately addressed, such as the following:
- The failure modes are complex and not always predictable.
- Testing the computer is necessary but is not sufficient in itself to establish that the safety functions will be performed with the degree of certainty required for the application.
- Microprocessors may have subtle variations between different batches, and therefore different batches may display different behaviour.
- Unprotected computer-based systems are particularly susceptible to electrical interference (radiated interference; electrical “spikes” in the mains supplies, electrostatic discharges, etc.).
- It is difficult and often impossible to quantify the probability of failure of complex safety-related systems incorporating software. Because no method of quantification has been widely accepted, software assurance has been based on procedures and standards which describe the methods to be used in the design, implementation and maintenance of the software.
Safety Systems under Consideration
The types of safety-related systems under consideration are electrical, electronic and programmable electronic systems (E/E/PESs). The system includes all elements, particularly signals extending from sensors or from other input devices on the equipment under control, and transmitted via data highways or other communication paths to the actuators or other output devices (see figure 2).
Figure 2. Electrical, electronic and programmable electronic system (E/E/PES)
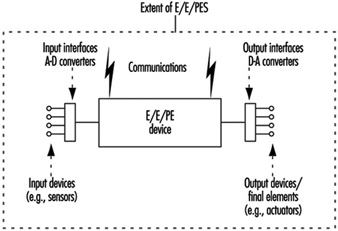
The term electrical, electronic and programmable electronic device has been used to encompass a wide variety of devices and covers the following three chief classes:
- electrical devices such as electro-mechanical relays
- electronic devices such as solid state electronic instruments and logic systems
- programmable electronic devices, which includes a wide variety of computer-based systems such as the following:
- microprocessors
- micro-controllers
- programmable controllers (PCs)
- application-specific integrated circuits (ASICs)
- programmable logic controllers (PLCs)
- other computer-based devices (e.g., “smart” sensors, transmitters and actuators).
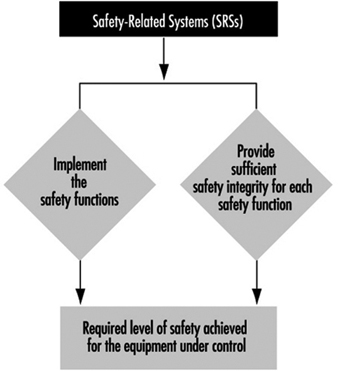
By definition, a safety-related system serves two purposes:
- It implements the required safety functions necessary to achieve a safe state for the equipment under control or maintains a safe state for the equipment under control. The safety-related system must perform those safety functions that are specified in the safety functions requirements specification for the system. For example, the safety functions requirements specification may state that when the temperature reaches a certain value x, valve y shall open to allow water to enter the vessel.
- It achieves, on its own or with other safety-related systems, the necessary level of safety integrity for the implementation of the required safety functions. The safety functions must be performed by the safety-related systems with the degree of confidence appropriate to the application in order to achieve the required level of safety for the equipment under control.
This concept is illustrated in figure 3.
Figure 3. Key features of safety-related systems
System Failures
In order to ensure safe operation of E/E/PES safety-related systems, it is necessary to recognize the various possible causes of safety-related system failure and to ensure that adequate precautions are taken against each. Failures are classified into two categories, as illustrated in figure 4.
Figure 4. Failure categories
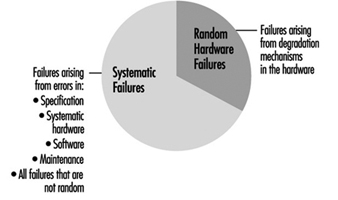
- Random hardware failures are those failures which result from a variety of normal degradation mechanisms in the hardware. There are many such mechanisms occurring at different rates in different components, and since manufacturing tolerances cause components to fail on account of these mechanisms after different times in operation, failures of a total item of equipment comprising many components occur at unpredictable (random) times. Measures of system reliability, such as the mean time between failures (MTBF), are valuable but are usually concerned only with random hardware failures and do not include systematic failures.
- Systematic failures arise from errors in the design, construction or use of a system which cause it to fail under some particular combination of inputs or under some particular environmental condition. If a system failure occurs when a particular set of circumstances arises, then whenever those circumstances arise in the future there will always be a system failure. Any failure of a safety-related system which does not arise from a random hardware failure is, by definition, a systematic failure. Systematic failures, in the context of E/E/PES safety-related systems, include:
- systematic failures due to errors or omissions in the safety functions requirements specification
- systematic failures due to errors in the design, manufacture, installation or operation of the hardware. These would include failures arising from environmental causes and human (e.g., operator) error
- systematic failures due to faults in the software
- systematic failures due to maintenance and modification errors.
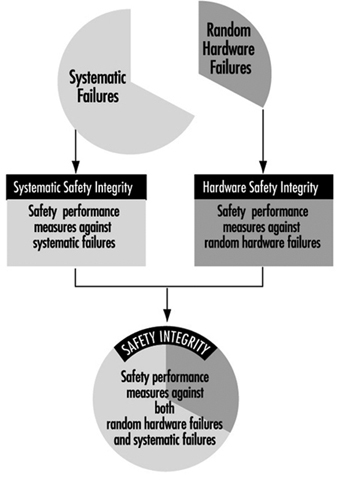
Protection of Safety-Related Systems
The terms that are used to indicate the precautionary measures required by a safety-related system to protect against random hardware failures and systematic failures are hardware safety integrity measures and systematic safety integrity measures respectively. Precautionary measures that a safety-related system can bring to bear against both random hardware failures and systematic failures are termed safety integrity. These concepts are illustrated in figure 5.
Figure 5. Safety performance terms
Within the proposed international standard IEC 1508 there are four levels of safety integrity, denoted Safety Integrity Levels 1, 2, 3 and 4. Safety Integrity Level 1 is the lowest safety integrity level and Safety Integrity Level 4 is the highest. The Safety Integrity Level (whether 1, 2, 3 or 4) for the safety-related system will depend upon the importance of the role the safety-related system is playing in achieving the required level of safety for the equipment under control. Several safety-related systems may be necessary—some of which may be based on pneumatic or hydraulic technology.
Design of Safety-Related Systems
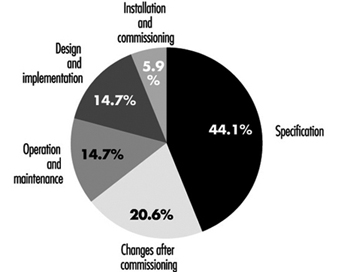
A recent analysis of 34 incidents involving control systems (HSE) found that 60% of all cases of failure had been “built in” before the safety-related control system had been put into use (figure 7). Consideration of all the safety life cycle phases is necessary if adequate safety-related systems are to be produced.
Figure 7. Primary cause (by phase) of control system failure
Functional safety of safety-related systems depends not only on ensuring that the technical requirements are properly specified but also in ensuring that the technical requirements are effectively implemented and that the initial design integrity is maintained throughout the life of the equipment. This can be realized only if an effective safety management system is in place and the people involved in any activity are competent with respect to the duties they have to perform. Particularly when complex safety-related systems are involved, it is essential that an adequate safety management system is in place. This leads to a strategy that ensures the following:
- An effective safety management system is in place.
- The technical requirements that are specified for the E/E/PES safety-related systems are sufficient to deal with both random hardware and systematic failure causes.
- The competence of the people involved is adequate for the duties they have to perform.
In order to address all the relevant technical requirements of functional safety in a systematic manner, the concept of the Safety Lifecycle has been developed. A simplified version of the Safety Lifecycle in the emerging international standard IEC 1508 is shown in figure 8. The key phases of the Safety Lifecycle are:
Figure 8. Role of the Safety Lifecycle in achieving functional safety
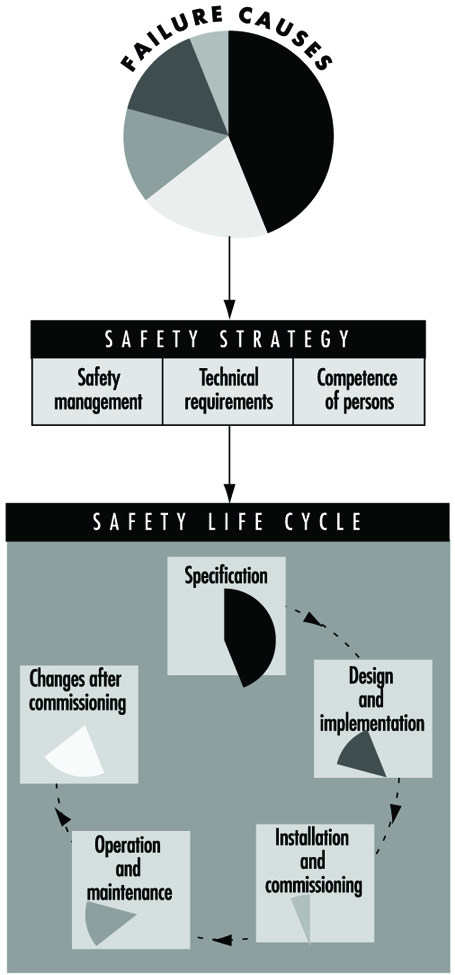
- specification
- design and implementation
- installation and commissioning
- operation and maintenance
- changes after commissioning.
Level of Safety
The design strategy for the achievement of adequate levels of safety integrity for the safety-related systems is illustrated in figure 9 and figure 10. A safety integrity level is based on the role the safety-related system is playing in the achievement of the overall level of safety for the equipment under control. The safety integrity level specifies the precautions that need to be taken into account in the design against both random hardware and systematic failures.
Figure 9. Role of safety integrity levels in the design process
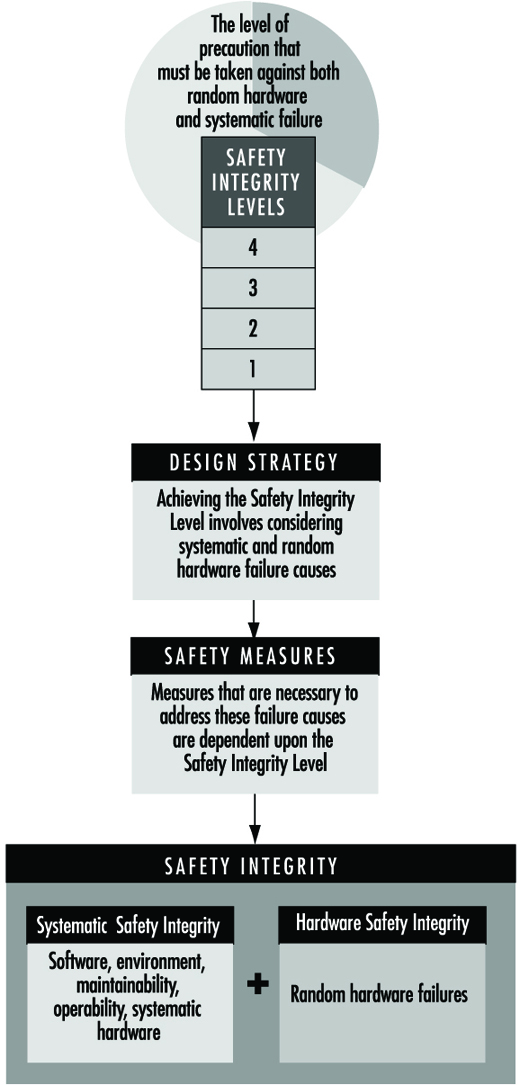
Figure 10. Role of the Safety Lifecycle in the specification and design process
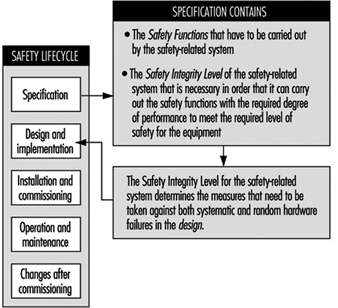
The concept of safety and level of safety applies to the equipment under control. The concept of functional safety applies to the safety-related systems. Functional safety for the safety-related systems has to be achieved if an adequate level of safety is to be achieved for the equipment that is giving rise to the hazard. The specified level of safety for a specific situation is a key factor in the safety integrity requirements specification for the safety-related systems.
The required level of safety will depend upon many factors—for example, the severity of injury, the number of people exposed to danger, the frequency with which people are exposed to danger and the duration of the exposure. Important factors will be the perception and views of those exposed to the hazardous event. In arriving at what constitutes an appropriate level of safety for a specific application, a number of inputs are considered, which include the following:
- legal requirements relevant to the specific application
- guidelines from the appropriate safety regulatory authority
- discussions and agreements with the different parties involved in the application
- industry standards
- national and international standards
- the best independent industrial, expert and scientific advice.
Summary
When designing and using safety-related systems, it must be remembered that it is the equipment under control that creates the potential hazard. The safety-related systems are designed to reduce the frequency (or probability) of the hazardous event and/or the consequences of the hazardous event. Once the level of safety has been set for the equipment, the safety integrity level for the safety-related system can be determined, and it is the safety integrity level that allows the designer to specify the precautions that need to be built into the design to be deployed against both random hardware and systematic failures.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."