- You are here:
-
Home

-
Contents (2)
-
Part XVII. Services and Trade
-
Transport Industry and Warehousing
- Storage

McCann, Michael
Address: 77 Seventh Avenue #PhG, New York, New York 10011-6645
Country: United States
Phone: 1 (212) 255-0615
Fax: 1 (212) 691-5490
E-mail: michael.mccann@worldnet.alt.net
Past position(s): Executive Director, Center for Safety in the Arts
Education: BSc, 1964, University of Calgary, Country: Canada; PhD, 1972, Columbia University
Areas of interest: Arts and crafts; entertainment; education; small shops; Internet; health and safety information
Environmental Protection and Public Health Issues
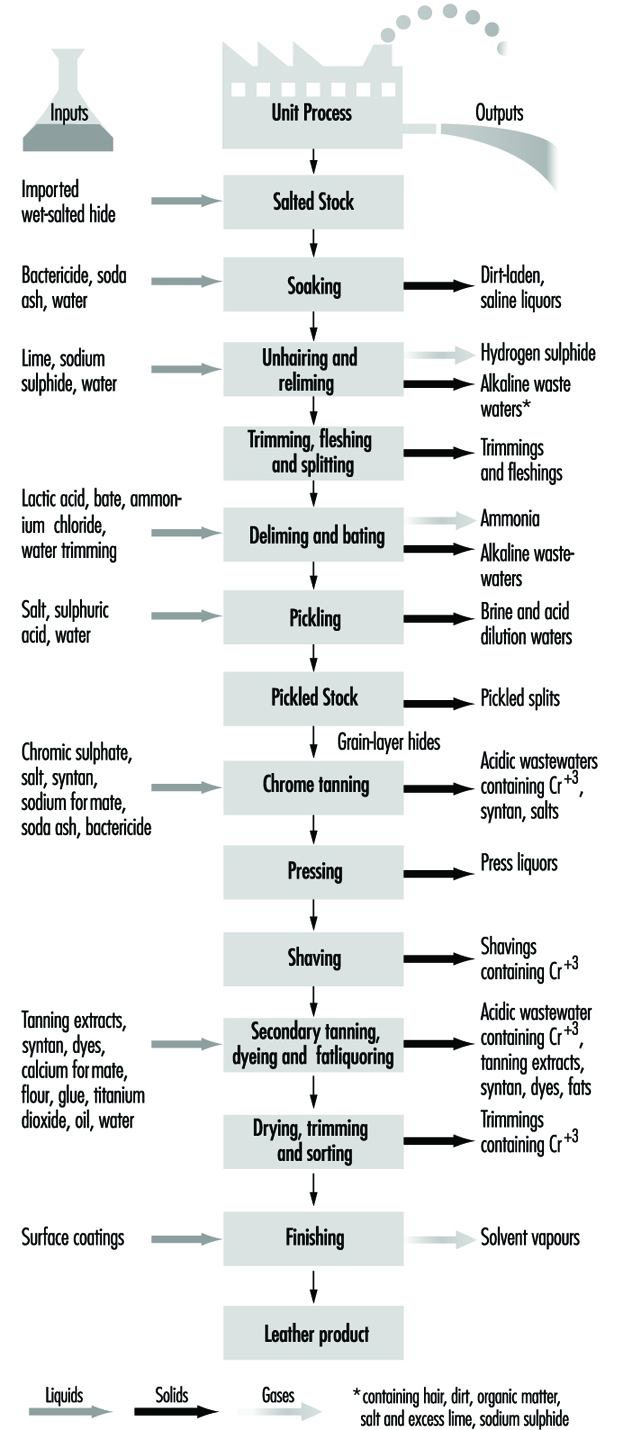
The treatment and processing of animal skins and hides can be a source of considerable environmental impact. Discharged wastewater contains pollutants from the hides, products from their decomposition and chemicals and various spent solutions used for hide preparation and during the tanning process. Solid wastes and some atmospheric emissions also may arise.
The major public concern over tanneries has traditionally been about odours and water pollution from untreated discharges. Other issues have arisen more recently from the increasing use of synthetic chemicals such as pesticides, solvents, dyes, finishing agents and new processing chemicals which introduce problems of toxicity and persistence.
Simple measures intended to control pollution can themselves create secondary cross-media environmental impacts such as groundwater pollution, soil contamination, sludge dumping and chemical poisoning.
Tanning technology that is now available, based on a lower chemical and water consumption, has less impact on the environment than traditional processes. However, many obstacles remain to its widespread application.
Figure 1 presents the different wastes and environmental impacts associated with the various processes used in the tanning industry.
Figure 1. Environmental impacts & tannery operations
Pollution Control
Water pollution control
Untreated tannery wastes in surface waters can bring about a rapid deterioration of their physical, chemical and biological properties. Simple end-of-pipe effluent treatment processes can remove over 50% of suspended solids and biochemical oxygen demand (BOD) of effluent. More sophisticated measures are capable of higher levels of treatment.
As tannery effluents contain several chemical constituents that need to be treated, a sequence of treatment processes in turn must be used. Flow segregation is useful to allow separate treatment of concentrated waste streams.
Table 1 summarizes technological choices available for treatment of tannery effluents.
Table 1. Technological choices for treatment of tannery effluents
|
Pre-treatment settling |
Mechanical screening to remove coarse material Flow equalization (balancing) |
|
Primary treatment |
Sulphide removal from beamhouse effluents Chromium removal from tanning effluents Physical-chemical treatment for BOD removal and neutralization |
|
Secondary treatment |
Biological treatment Activated sludge (oxidation ditch) Activated sludge (conventional) Lagooning (aerated, facultative or anaerobic) |
|
Tertiary treatment |
Nitrification and denitrification |
|
Sedimentation and sludge handling |
Different shapes and dimensions of tanks and basins |
Air pollution control
Air emissions fall into three broad groups: odours, solvent vapours from finishing operations and gas emissions from the incineration of wastes.
Biological decomposition of organic matter as well as sulphide and ammonia emissions from wastewaters are responsible for the characteristic objectionable odours arising from tanneries. The siting of installations has been an issue because of the odours that have historically been associated with tanneries. Reduction of these odours is more a question of operational maintenance than of technology.
Solvent and other vapours from the finishing operations vary with the type of chemicals used and the technical methods employed to reduce their generation and release. Up to 30% of the solvent used may be wasted through emissions, while modern processes are available to reduce this to around 3% in many cases.
The practice by many tanneries of incinerating solid wastes and offcuts raises the importance of adopting good incinerator design and following careful operating practices.
Waste management
Treatment of sludge constitutes the largest disposal problem, apart from effluent. Sludges of organic composition, if free from chrome or sulphides, have value as a soil conditioner as well as a small fertilizer effect from nitrogenous compounds contained therein. These benefits are best realized by ploughing immediately after application. Agricultural use of chrome-containing soils has been a matter of controversy in various jurisdictions, where guidelines have determined acceptable applications.
Various markets exist for the conversion of trimmings and fleshings into by-products used for a variety of purposes, including the production of gelatin, glue, leatherboard, tallow grease and proteins for animal feed. Process effluents, subject to suitable treatment and quality control, are sometimes used for irrigation where water is in short supply and/or effluent disposal is severely restricted.
To avoid problems of leachate generation and odour, only solids and dewatered sludges should be disposed of at landfill sites. Care must be taken to ensure that tannery wastes do not react with other industrial residues, such as acidic wastes, which can react to create toxic hydrogen sulphide gas. Incineration under uncontrolled conditions may lead to unacceptable emissions and is not recommended.
Pollution Prevention
Improving production technologies to increase environmental performance can achieve a number of objectives, such as:
- increasing the efficiency of chemical utilization
- reducing water or energy consumption
- recovering or recycling rejected materials.
Water consumption can vary considerably, ranging from less than 25 l/kg of raw hide to greater than 80 l/kg. Water use efficiency can be improved through the application of techniques such as increased volume control of processing waters, “batch” versus “running water” washes, low float modification of existing equipment; low float techniques using updated equipment, re-use of wastewater in less critical processes and recycling of individual process liquors.
Traditional soaking and unhairing account for over 50% of the BOD and chemical oxygen demand (COD) loads in typical tanning effluents. Various methods can be employed to substitute for sulphide, to recycle lime/sulphide liquors and to incorporate hair-saving techniques.
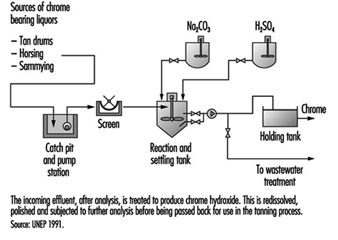
Reduction in chromium pollution can be achieved through measures to increase the levels of chrome that are fixed in the tanning bath and reduce the amounts that are “bled out” in subsequent processes. Other methods to reduce release of chromium are through direct recycling of used chrome liquors (which also reduces salinity of waste effluent) and the treatment of collected chrome-bearing liquors with alkali to precipitate the chromium as hydroxide, which can then be recycled. An illustration of a communal chrome recovery operation is shown in figure 2.
Figure 2. Flow chart for a communal plant for chrome recovery
Where vegetable tanning is employed, preconditioning of hides can enhance the penetration and fixation of hides and contribute to decreased tannin concentrations in effluents. Other tanning agents such as titanium have been used as substitutes for chromium to produce salts of generally lower toxicity and to generate sludges that are inert and safer to handle.
Environmental Protection and Public Health Issues
Overview
The food industry is directly dependent on the natural environment for a supply of raw materials to produce contaminant-free products for human consumption. Due to the extensive processing of a great volume of materials, potential impact on the environment is considerable. This is also true of the beverage industry.
Environmental concern with respect to the food industry focuses more on organic pollutant loadings than on the impact of toxic substances. If pollutant loadings are inadequately prevented or controlled, they will strain community pollution control infrastructure or produce negative impacts on local ecosystems. Production techniques that control product losses serve the double function of improving yield and efficiency while at the same time reducing potential waste and pollution problems.
While the availability of potable water is essential, the food-processing industry also requires very large volumes of water for a wide variety of non-consumption uses, such as for initial cleaning of raw material, fluming, blanching, pasteurizing, cleaning of processing equipment and cooling of finished product. Water uses are identified by quality criteria for different applications, with the highest quality uses often requiring separate treatment to assure complete freedom from odour and taste and to ensure uniform conditions.
The processing of very large volumes of material introduces a potentially great solid waste problem in the production phase. Packaging waste has been the subject of increasing concern with regard to the post-consumer phase of a product’s life cycle. In certain branches of the food industry, processing activities are also associated with potential air emissions and odour control problems.
Despite considerable variation among specific industry sub-sectors, approaches to the prevention and control of pollution share many general characteristics.
Water Pollution Control
The food-processing industry has a raw waste effluent before treatment that is extremely high in soluble organic matter. Even small, seasonal plants are likely to have waste loads comparable to those of populations of 15,000 to 25,000, with large plants approximating the population-equivalent waste load of a quarter of a million people. If a stream or waterway receiving effluent is too small and organic waste too large in volume, the organic waste will utilize the dissolved oxygen in the process of being stabilized and will pollute or degrade the water body by reducing the dissolved oxygen value below that required by normal aquatic organisms. In most cases the waste from food-processing plants is amenable to biological treatment.
The strength of wastewater varies considerably according to plant, specific process and raw product characteristics. From an economic point of view, it is normally less costly to treat a high-strength, low-volume waste than a large-volume, diluted waste. For this reason, effluent with a high biological oxygen demand (BOD), such as the blood of chickens or meat, should be kept out of poultry and meatpacking plant sewers to reduce pollution load, and retained in containers for separate disposal in a by-products or rendering plant.
Waste streams with extreme pH (acidity) values should be carefully considered because of their effect on biological treatment. The combination of acid and basic waste streams may result in neutralization, and, where possible, cooperation with adjacent industries may be very beneficial.
The liquid portion of food-processing waste is normally screened or separated after settling, as a preliminary step in any treatment process, so that these wastes can be disposed of as garbage or combined with other solids in a by-products recovery programme.
The treatment of wastewater can be accomplished by a variety of physical, chemical and biological methods. As secondary processes are more expensive, maximum use of primary treatment is critical in reducing loads. Primary treatment includes processes such as settling or plain sedimentation, filtration (single, dual and multi-media), flocculation, flotation, centrifugation ion exchange, reverse osmosis, carbon absorption and chemical precipitation. Settling facilities range from simple settling ponds to sophisticated clarifiers designed specifically for the particular waste stream characteristics.
The use of biological secondary treatment to follow primary treatment is frequently a necessity to reach wastewater effluent standards. As most food and beverage industry wastewaters contain mainly biodegradable organic pollutants, biological processes used as secondary treatment seek to reduce the BOD of the waste stream by mixing higher concentrations of organisms and oxygen in the waste stream to provide rapid oxidation and stabilization of the waste stream prior to their discharge back to the environment.
Techniques and combinations of techniques may be adapted to address specific waste situations. For example, for dairy wastes, anaerobic treatment to remove the major portion of the pollutant load, with aerobic post-treatment to further reduce the residual BOD and chemical oxygen demand (COD) down to low values and remove nutrients biologically, has proven to be effective. The biogas mixture of methane (CH4) and CO2 that is produced from anaerobic treatment can be captured and used as an alternative to fossil fuels or as a source for electrical power generation (typically 0.30 m3 biogas per kg of COD removed).
Other secondary methods that are widely used include the activated sludge process, aerobic trickling filters, spray irrigation and the use of a variety of ponds and lagoons. Odour nuisances have been associated with ponds of inadequate depth. Odours from anaerobic processes can be removed by the use of soil filters that can oxidize objectionable polar gases.
Air Pollution Control
Air pollution from the food industry generally revolves around the question of objectionable odours rather than toxic air emissions, with a few exceptions. For this reason, for example, many cities have regulated the location of slaughterhouses under their health codes. Isolation is one obvious way to reduce community complaints about odours. However, this does not remove the odour. Odour control measures such as absorbers or scrubbers may sometimes be necessary.
One major health concern in the food industries is leaks of ammonia gas from refrigeration units. Ammonia is a severe eye and respiratory irritant, and a major leak into the environment could require evacuation of local residents. A leak control plan and emergency procedures are necessary.
Food processes that use solvents (e.g., edible oil processing) may emit solvent vapours into the atmosphere. Closed systems and recycling of solvents is the best method of control. Industries such as sugar-cane refining, which use sulphuric acid and other acids, may release sulphur oxides and other contaminants into the atmosphere. Controls such as scrubbers should be used.
Solid Waste Management
Solid waste can be quite considerable. Tomato waste for canning, for example, may represent 15 to 30% of total quantity of product processed; with peas and corn, waste is in excess of 75%. By isolating solid wastes, the concentration of soluble organics in wastewater may be reduced and the drier solid wastes may be more easily used for by-product or feeding purposes and as fuel.
Utilization of process by-products in a manner that provides income will reduce the total cost of waste treatment and eventually the cost of the final product. Waste solids should be evaluated as sources of food for plants and animals. A growing emphasis has been devoted to the development of markets for by-products or for the compost produced by converting waste organic materials to an innocuous humus. Table 1 provides examples of uses for by-products from the food industry.
Table 1. Examples of uses for by-products from the food industry
|
Method |
Examples |
|
Anaerobic digestion |
Digestion by mixed bacteria population to yield methane and CO2 |
|
Animal feed |
Directly, after pressing or drying, as fodder ensiling or as supplement |
|
Composting |
Natural microbiological process in which organic components decompose under controlled aerobic conditions |
|
Edible fibre |
Method for utilizing organic solids by filtering and hydration |
|
Fermentation |
Combination of starch, sugar and alcohol-bearing substances |
|
Incineration |
Burning of biomass as fuel |
|
Pyrolysis |
Transformation of nut shells and fruit pits into charcoal briquets |
|
Soil amendment |
Fertilizing of soils with low nutrient and organic matter content |
Source: Adapted from Merlo and Rose 1992.
Water Reuse and Effluent Reduction
Extensive dependence on water by food-processing industries has encouraged the development of conservation and reuse programmes, especially in locations of water scarcity. Reuse of process water can provide substantial reductions in both water consumption and waste load, with reuse in many lower-quality applications not requiring biological treatment. However, any potential for anaerobic fermentation of organic solids must be avoided so that corrosive, odourous decomposition products do not affect equipment, work environment or product quality. Bacterial growth can be controlled by disinfection and by changing environmental factors such as pH and temperature.
Table 2 presents typical water reuse ratios. Factors such as the location of sprays, water temperature and pressure are key factors influencing the volume of water required for processing operations. For example, water used as a cooling medium to cool cans and for air conditioning may later be used for primary washing of vegetables and other products. The same water later may be used for fluming waste material, and finally a portion of it may be used to cool ashes in the powerhouse.
Table 2. Typical water reuse ratios for different industry sub-sectors
|
Sub-sectors |
Reuse ratios |
|
Beet sugar |
1.48 |
|
Cane sugar |
1.26 |
|
Corn and wheat milling |
1.22 |
|
Distilling |
1.51 |
|
Food processing |
1.19 |
|
Meat |
4.03 |
|
Poultry processing |
7.56 |
Water conservation techniques and waste prevention techniques include the use of high-pressure sprays for clean-up, elimination of excessive overflow from washing and soaking tanks, substitution of mechanical conveyors for water flumes, use of automatic shut-off valves on water hoses, separation of can cooling water from the composite waste flow and recirculation of can cooling water.
Pollution loads at processing plants can be reduced through modified processing methods. For example, most pollution load generated from fruit and vegetable processing originates in the peeling and blanching operations. By moving from conventional water or steam blanching to a hot gas blanching process, pollution loads can be reduced by as much as 99.9%. Similarly, dry caustic peeling can cut BOD by more than 90% in comparison to conventional peeling processes.
Energy Conservation
Energy needs have risen with the increased sophistication of the food industry. Energy is required for a wide a variety of equipment such as gas-fired ovens; dryers; steam boilers; electrical motors; refrigeration units; and heating, ventilation and air-conditioning systems.
As the cost of energy has risen, there has been a trend to install heat recovery equipment to conserve energy and to investigate the feasibility of alternative energy sources in various food-processing situations such as cheese processing, food dehydration and water heating. Energy conservation, waste minimization and water conservation are all mutually supportive strategies.
Consumer Health Issues
The increasing separation of the consumer from the food- production sector that has accompanied urbanization globally has resulted in a loss of the traditional means used by the consumer to ensure the quality and safety of food, making the consumer dependent on a functional and responsible food-processing industry. Increased dependence on food processing has created the possibility of exposure to pathogen-contaminated food from a single production facility. To provide protection from this threat, extensive regulatory structures have been established, especially in the industrialized countries, to protect public health and to regulate the use of additives and other chemicals. Harmonization of regulations and standards across borders is emerging as an issue to ensure the free flow of food among all the world’s countries.
Dairy industry wastewater treatment
The dairy industry is made up of a large number of relatively small plants supplying products such as milk, cheese, cottage cheese, sour cream, ice cream, whey solids and lactose.
The dairy industry has long been a proponent of aerobic biological wastewater treatment. Many dairy plants have invested heavily in activated sludge, biotower, sequencing batch reactor and package treatment systems. Interest in water and energy conservation has led many dairy facilities to reduce water consumption. This trend, with the presence of normally high-strength wastewater streams in dairy plants, has resulted in the design and construction of numerous anaerobic wastewater treatment systems.
Environmental Protection and Public Health Issues
Visual Arts
The visual arts produce a wide range of potential environmental problems and raise a number of public health issues. The visual arts use a broad range of chemicals and techniques which can create air and water pollution problems similar to that of the comparable industrial processes, only on a much smaller scale.
Hazardous waste produced by artists can include: (1) toxic and extremely toxic wastes, including solvents, lead compounds, chromates and cyanide solutions; (2) flammable waste, including flammable and combustible liquids (e.g., rags soaked with oil and turpentine), oxidizing substances such as potassium chlorate and dichromates, and ignitable compressed gases; (3) corrosive waste, including acids with a pH less than 2 and alkalis with a pH greater than 12; and (4) reactive wastes, such as organic peroxides, cyanide solutions and sulphide solutions. Artists and artisans are less likely, however, to know how to dispose of this waste or even to know what is hazardous. The most common method of waste disposal for artists is pouring down the sink or onto the ground, tossing in the garbage or evaporation. Although the individual amounts of pollutants are small, cumulatively they can result in significant pollution.
In the United States and Canada and many other countries, artists working in their homes are usually exempted from industrial hazardous waste regulations under a household hazardous waste exemption. Many localities, however, do provide special household hazardous waste days when households can bring their hazardous waste to a central site for collection. However, even in countries which do regulate artists as small businesses, there is little enforcement of hazardous waste regulations for these cottage industries.
Types of waste management methods available include many of the same ones used by industry, including source reduction, waste separation and concentration, recycling, energy and material recovery, incineration or treatment, and secure land disposal. Some of these methods are more available to artists than others.
The best way of managing hazardous waste is to actually eliminate or minimize its production by substituting materials which are less toxic—for example, using lead-free glazes instead of leaded glazes in pottery and enamelling, and using water-based screen printing inks and other coating materials instead of solvent-based ones.
Separating hazardous materials from non-hazardous materials—for example, separating solvent-based paints and water-based paints—can be a simple method to reduce the amount of hazardous waste and prevent it from contaminating regular garbage.
Traditional industrial methods of concentration, such as evaporation of large volumes of photographic wastes, are usually not feasible for artists.
Recycling can involve the reusing of materials (such as solvents used for oil painting cleanup) by the individual, or the passing of unwanted materials to someone else who can use them. Large printmaking facilities, which generate many solvent- or oil-soaked rags, can contract for laundering and reuse them.
Treatment can involve several processes. The most common one used by artists is neutralization of acids or alkaline solutions. Incineration is usually restricted to burning wood dust. Evaporation of solvents is also commonly done. This reduces the amount of hazardous waste potentially contaminating water supplies, although it does contaminate the atmosphere to some degree.
The least favourable option is secure land disposal in a proper hazardous waste disposal site. This is usually not a viable option for artists, especially in developing countries.
A public health issue that is common to many of the visual arts is the problem of the exposure of children to toxic chemicals found in many art materials, including those intended for use by children. Examples include solvents in permanent felt-tip markers and lead in ceramic glazes. Children and other family members can be exposed to hazardous substances and conditions in the home.
A widespread problem in many countries is lead poisoning, including fatalities from cooking and storing food in containers that have been made with lead-containing pottery glazes. In the commercial industry, the problem of lead leaching from glazed pottery has been mostly eliminated through government regulations and good quality control. The World Health Organization has standards for lead and cadmium leaching from pottery intended for food and drink use. The cost of the testing required, however, is not feasible for craft potters, and therefore craft potters should use only lead-free glazes for food and drink containers.
Performing and Media Arts
Theatres, scenery shops and motion picture and television production areas also can produce hazardous waste, since they use many of the same chemicals as are used in the visual arts. The same solutions apply. In particular, the widespread shift from solvent-based paints to water-based paints has greatly decreased the amount of solvent pollution.
One of the main public health issues for theatres (and other places of public assembly) is fire safety. Many theatres and other performance spaces, especially small, non-commercial ones, do not meet applicable fire codes and are dangerously overcrowded. There have been many disastrous fires with numerous fatalities in the performing arts. The use of fogs and smokes for special effects in theatre and opera can also pose the risk of asthma attacks in asthmatic audience members in the front of the theatre if the building does not have adequate exhaust ventilation to prevent the fog or smoke from affecting the audience.
Entertainment Industry
Entertainment industries such as amusement and theme parks can face all the solid waste and other pollution problems of a small town. Zoos, circuses and other types of entertainment involving animals can have many of the same pollution problems as livestock raising, but on a smaller scale.
A public health concern at all entertainment events where food is sold is the possibility of developing salmonella poisoning, hepatitis or other diseases if there are not adequate public health controls.
Crowd control is another major public health concern in many large entertainment events, such as certain types of popular concerts and sports events. Widespread use of drugs and alcohol, overcrowding, allowing extensive standing room (festival seating) and lack of adequate preplanning have led to many incidents involving riots and panic, with resulting multiple injuries and fatalities. In addition, lack of adequate construction standards has caused fires and collapses of seating areas in several countries. There is a need for better regulations and provision of proper crowd control measures in these situations.
Visitors to parks and zoos can also present hazards to themselves. There have been many incidents where zoo visitors have been maimed or killed after entering animal enclosures. Visitors who get too close to wild animals in the parks have also experienced attacks, many of which have been fatal. The problems of inexperienced parks visitors getting lost, caught in storms, or falling from mountains is also a constant public health risk which can use up extensive resources for rescue.
The sex industry, especially prostitution, is particularly infamous for the possibility of patrons being robbed and possibly contracting sexually transmitted diseases. This is particularly true in countries where prostitution is not legally controlled. Criminal activities are often associated with prostitution.
Bullfighting and Rodeos
Bullfighting, or the corrida as it is commonly called, is popular in Spain, Spanish-speaking countries in Latin America (especially Mexico), southern France and Portugal. It is highly ritualized, with pageants, well-defined ceremonies and colourful traditional costumes. Matadors are highly respected and often begin their training at an early age in an informal apprenticeship system.
Rodeos, on the other hand, are a more recent sports event. They are an outgrowth of skills contests between cowboys illustrating their everyday activities. Today, rodeos are formalized sports events popular in the western United States, western Canada and Mexico. Professional rodeo cowboys (and some cowgirls) travel the rodeo circuit from one rodeo to another. The most common rodeo events are bronco riding, bull riding, steer wrestling (bulldogging) and calf roping.
Bullfights. Participants in a bullfight include the matadors, their assistants (the banderilleros and picadors) and the bulls. When the bull first enters the arena from the bull pen gate, the matador attracts its attention with a series of passes with his large cape. The bull is attracted by the movement of the cape, not the colour, since bulls are colour-blind. The matador’s reputation is based on how close he gets to the horns of the bull. These fighting bulls have been bred and trained for centuries for their aggressiveness. The next part of the bullfight involves the weakening of the bull by mounted picadors placing lances in the bull, and then banderilleros, working on foot, placing barbed sticks called banderillas in the bull’s shoulder in order to lower the bull’s head for the kill.
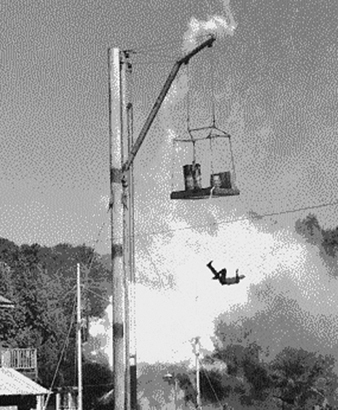
The final stage of the fight involves the matador trying to kill the bull by inserting his sword blade between the shoulder blades of the bull into the aorta. This stage involves many formalized passes with the cape before the final kill. The greater the risks taken by the matador, the greater the acclaim, and of course the greater the risk of being gored (see figure 1). Bullfighters generally receive at least one goring per season, which could involve as many as 100 bullfights per year per matador.
Figure 1. Bullfighting.

El Pais
The primary hazard facing the matadors and their assistants is being gored or even killed by the bull. Another potential hazard is tetanus from being gored. One epidemiological study in Madrid, Spain, indicated that only 14.9% of bullfighting professionals had complete anti-tetanus vaccination, while 52.5% had suffered occupational injuries (Dominguez et al. 1987). Few precautions are taken. The mounted picadors wear steel leg armour. Otherwise, the bullfighting professionals depend on the training and skills of themselves and their horses. One essential precaution is adequate planning for onsite emergency medical care (see “Motion picture and television production” in this chapter).
Rodeos. The most hazardous common rodeo events are bronco or bull riding and steer wrestling. In bronco or bull riding, the purpose is to stay on the bucking animal for a predetermined time. Bronco riding can be either bareback or with a saddle. In steer wrestling, a rider on horseback attempts to throw the steer to the ground by diving off the horse, grabbing the bull by its horns and wrenching it to the ground. Calf roping involves roping a calf from horseback, jumping off the horse and then hog-tying the front and back legs of the calf together in the shortest possible time.
Besides the rodeo contestants, those at risk include the pickup riders or outriders, whose role is to rescue the thrown rider and capture the animal, and the rodeo clowns, whose job is to distract the animal, especially bulls, to give the thrown rider a chance to escape (figure 2). They do this while on foot and dressed in a colourful costume to attract the animal’s attention. Hazards include being trampled, being gored by the bull’s horns, injuries from being bucked off, knee injuries from jumping off the horse, elbow injuries in bronco and bull riders from holding on to the animal with one hand and facial injuries from bulls tossing their heads back. Injuries also occur from bronco or bull riders being smashed against the sides of the chute while waiting for the gate to open and the animal to be released. Severe injuries and fatalities are not infrequent. Bull riders sustain 37% of all rodeo-related injuries (Griffin et al. 1989). In particular, brain and spinal cord injuries are of concern (MMWR 1996). One study of 39 professional rodeo cowboys showed a total of 76 elbow abnormalities in 29 bronco and bull riders (Griffin et al. 1989). They concluded that the injuries were a result of constant hyperextension of the arm gripping the animal, as well as injuries in falls.
Figure 2. Rodeo clown distracting a bull from a fallen rider.

Dan Hubbell
The main way of preventing injuries lies in the skills of the rodeo cowboys, pickup riders and rodeo clowns. Well-trained horses are also essential. Taping elbows and wearing elbow pads has also been recommended for bronco and bull riding. Safety vests, mouth guards and safety helmets are rare, but becoming more accepted. Face masks have occasionally been used for bull riding. As in bullfighting, an essential precaution is adequate planning for on-site emergency medical care.
In both rodeos and bullfighting, of course, the animal keepers, feeders and so on are also at risk. For more information on this aspect, see “Zoos and aquariums” in this chapter.
Motion Picture and Television Production
The motion picture and television industry is found throughout the world. Motion picture production can take place in fixed studios, on large commercial studio lots or on location anywhere. Film production companies range in size from large corporations’ own studios to small companies that rent space in commercial studios. The production of television shows, soap operas, videos and commercials has much in common with motion picture production.
Motion picture production involves many stages and a crew of interacting specialists. The planning stages include obtaining a finished script, determining the budget and schedule, choosing types of location and studios, designing the scene-by-scene appearance of the film, selecting costumes, planning sequence of action and camera locations and lighting schemes.
Once the planning is completed, the detailed process of choosing the location, building sets, gathering the props, arranging the lighting and hiring the actors, stunt performers, special effects operators and other needed support personnel begins. Filming follows the preproduction stage. The final step is film processing and editing, which is not discussed in this article.
Motion picture and television production can involve a wide variety of chemical, electrical and other hazards, many of which are unique to the film industry.
Hazards and Precautions
Filming location
Filming in a studio or on a studio lot has the advantage of permanent facilities and equipment, including ventilation systems, power, lighting, scene shops, costume shops and more control over environmental conditions. Studios can be very large in order to accommodate a variety of filming situations.
Filming on location, especially outdoors in remote locations, is more difficult and hazardous than in a studio because transportation, communications, power, food, water, medical services, living quarters and so on must be provided. Filming on location can expose the film crew and actors to a wide variety of hazardous conditions, including wild animals, poisonous reptiles and plants, civil unrest, climate extremes and adverse local weather conditions, communicable diseases, contaminated food and water, structurally unsafe buildings, and buildings contaminated with asbestos, lead, biological hazards and so on. Filming on water, in the mountains, in deserts and other dangerous locales poses obvious hazards.
The initial survey of possible filming locations should involve evaluating these and other potential hazards to determine the need for special precautions or alternative locations.
Fabricating scenery for motion pictures can involve constructing or modifying a building or buildings, building of indoor and outdoor sets and so on. These can be full size or scaled down. Stages and scenery should be strong enough to bear the loads under consideration (see “Scenery shops” in this chapter).
Life safety
Basic life safety includes ensuring adequate exits, keeping access routes and exits marked and clear of equipment and electrical cables and removal or proper storage and handling of combustible materials, flammable liquids and compressed gases. Dry vegetation around outdoor locations and combustible materials used in filming such as sawdust and tents must be removed or flame-proofed.
Automobiles, boats, helicopters and other means of transportation are common on film locations and a cause of many accidents and fatalities, both when used for transportation and while filming. It is essential that all drivers of vehicles and aircraft be fully qualified and obey all relevant laws and regulations.
Scaffolding and rigging
On location and in studios, lights are rigged to sets, scaffolding or permanent overhead grids, or are free standing. Rigging is also used to fly scenery or people for special effects. Hazards include collapsing scaffolds, falling lights and other equipment and failures of rigging systems.
Precautions for scaffolds include safe construction, guardrails and toeboards, proper supporting of rolling scaffolds and securing of all equipment. Construction, operation, maintenance, inspection and repair of rigging systems should be done only by properly trained and qualified persons. Only assigned personnel should have access to work areas such as scaffolds and catwalks.
Electrical and lighting equipment
Large amounts of power are usually needed for camera lights and everyday electrical needs on a set. In the past direct current (DC) power was used, but alternating current (AC) power is common today. Often, and especially on location, independent sources of power are used. Examples of electrical hazards include shorting of electrical wiring or equipment, inadequate wiring, deteriorated wiring or equipment, inadequate grounding of equipment and working in wet locations. Tie-ins to the power sources and un-ties at the end of filming are two of the most dangerous activities.
All electrical work should be done by licensed electricians and should follow standard electrical safety practices and codes. Safer direct current should be used around water when possible, or ground fault circuit interrupters installed.
Lighting can pose both electrical and health hazards. High-voltage gas discharge lamps such as neons, metal halide lamps and carbon arc lamps are especially hazardous and can pose electrical, ultraviolet radiation and toxic fume hazards.
Lighting equipment should be kept in good condition, regularly inspected and adequately secured to prevent lights from tipping or falling. It is particularly important to check high-voltage discharge lamps for lens cracks that could leak ultraviolet radiation.
Cameras
Camera crews can film in many hazardous situations, including shooting from a helicopter, moving vehicle, camera crane or side of a mountain. Basic types of camera mountings include fixed tripods, dollies for mobile cameras, camera cranes for high shots and insert camera cars for shots of moving vehicles. There have been several fatalities among camera operators while filming under unsafe conditions or near stunts and special effects.
Basic precautions for camera cranes include testing of lift controls, ensuring a stable surface for the crane base and pedestal; properly laid tracking surfaces, ensuring safe distances from high-tension electrical wires; and body harnesses where required.
Insert camera cars that have been engineered for mounting of cameras and towing of the vehicle to be filmed are recommended instead of mounting cameras on the outside of the vehicle being filmed. Special precautions include having a safety checklist, limiting the number of personnel on the car, rigging done by experts, abort procedures and having a dedicated radio communications procedure.
Actors, extras and stand-ins
See the article “Actors” in this chapter.
Costumes
Costumes are made and cared for by wardrobe attendants, who may be exposed to a wide variety of dyes and paints, hazardous solvents, aerosol sprays and so on, often without ventilation.
Hazardous chlorinated cleaning solvents should be replaced with safer solvents such as mineral spirits. Adequate local exhaust ventilation should be used when spraying dyes or using solvent-containing materials. Mixing of powders should be done in an enclosed glove box.
Special effects
A wide variety of special effects are used in motion picture production to simulate real events that would otherwise be too dangerous, impractical or expensive to execute. These include fogs, smoke, fire, pyrotechnics, firearms, snow, rain, wind, computer-generated effects and miniature or scaled-down sets. Many of these have significant hazards. Other hazardous special effects can involve the use of lasers, toxic chemicals such as mercury to give silvery effects, flying objects or people with rigging and electric hazards associated with rain and other water effects. Appropriate precautions would need to be taken with such special effects.
General precautions for hazardous special effects include adequate preplanning, having written safety procedures, using adequately trained and experienced operators and the least hazardous special effects possible, coordinating with the fire department and other emergency services, making everyone aware of the intended use of special effects (and being able to refuse to participate), not allowing children in the vicinity, running detailed rehearsals with testing of the effects, clearing the set of all but essential personnel, having a dedicated emergency communications system, minimizing the number of retakes and having procedures ready to abort production.
Pyrotechnics are used to create effects involving explosions, fires, light, smoke and sound concussions. Pyrotechnics materials are usually low explosives (mostly Class B), including flash powder, flash paper, gun cotton, black powder and smokeless powder. They are used in bullet hits (squibs), blank cartridges, flash pots, fuses, mortars, smoke pots and many more. Class A high explosives, such as dynamite, should not be used, although detonating cord is sometimes used. The major problems associated with pyrotechnics include premature triggering of the pyrotechnic effect; causing a fire by using larger quantities than needed; lack of adequate fire extinguishing capabilities; and having inadequately trained and experienced pyrotechnics operators.
In addition to the general precautions, special precautions for explosives used in pyrotechnics include proper storage, the use of appropriate type and in smallest amounts necessary to achieve the effect, and testing them in the absence of spectators. When pyrotechnics are used smoking should be banned and firefighting equipment and trained personnel should be on hand. The materials should be set off by electronic firing controls and adequate ventilation is needed.
The uses of fire effects range from ordinary gas stoves and fireplaces to the destructive fires involved in burning cars, houses, forests and even people (figure 1). In some cases, fires can be simulated by flickering lights and other electronic effects. Materials used to create fire effects include propane gas burners, rubber cement, gasoline and kerosene. They are often used in conjunction with pyrotechnic special effects. Hazards are directly related to the fire getting out of control and the heat they generate. Poor maintenance of fire generating equipment and the excessive use of flammable materials or the presence of other unintended combustible materials, and improper storage of combustible and flammable liquids and gases are all risks. Inexperienced special effects operators can also be a cause of accidents as well.
Figure 1. Fire special effect

William Avery
Special precautions are similar to those needed for pyrotechnics, such as replacing gasoline, rubber cement and other flammable substances with the safer combustible gels and liquid fuels which have been developed in recent years. All materials in the fire area should be non-combustible or flame-proofed. This precaution includes flame-proofed costumes for actors in the vicinity.
Fogs and smoke effects are common in filming. Dry ice (carbon dioxide), liquid nitrogen, petroleum distillates, zinc chloride smoke generators (which might also contain chlorinated hydrocarbons), ammonium chloride, mineral oil, glycol fogs and water mists are common fog-generating substances. Some materials used, such as petroleum distillates and zinc chloride, are severe respiratory irritants and can cause chemical pneumonia. Dry ice, liquid nitrogen and water mists represent the least chemical hazards, although they can displace oxygen in enclosed areas, possibly making the air unfit for supporting life, especially in enclosed areas. Microbiological contamination can be a problem associated with water-mist generating systems. Some evidence is forthcoming that respiratory irritation is possible from those fogs and smokes that were thought to be safest, such as mineral oil and glycols.
Special precautions include eliminating the most hazardous fogs and smoke; using a fog with the machine designed for it; limiting duration of use, including limiting the number of retakes; and avoiding use in enclosed spaces. Fogs should be exhausted as soon as possible. Respiratory protection for the camera crew should be provided.
Firearms are common in films. All types of firearms are used, ranging from antique firearms to shotguns and machine guns. In many countries (not including the United States) live ammunition is banned. However, blank ammunition, which is commonly used in conjunction with live bullet hits in order to simulate actual bullet impacts, has caused many injuries and fatalities. Blank ammunition used to consist of a metal casing with a percussion primer and smokeless powder topped with a paper wad, which could be ejected at high velocity when fired. Some modern safety blanks use special plastic inserts with a primer and flash powder, giving only a flash and noise. Blank ammunition is commonly used in conjunction with bullet hits (squibs), consisting of a plastic-cased detonator imbedded in the object to be struck by the bullet to simulate actual bullet impacts. Hazards, besides the use of live ammunition, include the effects of use of blanks at close range, mixing up live and blank ammunition or using the wrong ammunition in a firearm. Improperly modified firearms can be dangerous, as can the lack of adequate training in the use of blank-firing firearms.
Live ammunition and unmodified firearms should be banned from a set and non-firing facsimile weapons used whenever possible. Firearms that can actually fire a bullet should not be used, only proper safety blanks. Firearms should be checked regularly by the property master or other firearms expert. Firearms should be locked away, as should all ammunition. Guns should never be pointed at actors in a scene, and the camera crew and others in close proximity to the set should be protected with shields from blanks fired from weapons.
Stunts
A stunt can be defined as any action sequence that involves a greater than normal risk of injury to performers or others on the set. With increasing demands for realism in films, stunts have become very common. Examples of potentially hazardous stunts include high falls, fights, helicopter scenes, car chases, fires and explosions. About half the fatalities occurring during filming are stunt-related, often also involving special effects.
Stunts can endanger not only the stunt performer but often the camera crew and other performers may be injured as well. Most of the general precautions described for special effects also apply to stunts. In addition, the stunt performer should be experienced in the type of stunt being filmed. A stunt coordinator should be in charge of all stunts since a person cannot perform a stunt and be in adequate control of safety, especially when there are several stunt performers.
Aircraft, especially helicopters, have been involved in the most serious multiple fatality accidents in motion picture production. Pilots are often not adequately qualified for stunt flying. Acrobatic manoeuvres, hovering close to the ground, flying too close to sets using pyrotechnics and filming from helicopters with open doors or from the pontoons without adequate fall protection are some of the most dangerous situations. See the article “Helicopters” elsewhere in the Encyclopaedia.
One precaution is to employ an independent aviation consultant, in addition to the pilot, to recommend and oversee safety procedures. Restriction of personnel within 50 feet of grounded aircraft and clear written procedures for filming on ground near aircraft with their engines running or during aircraft landings or takeoffs are other safety measures. Coordination with any pyrotechnics or other hazardous special effects operators is essential, as are procedures to ensure the safety of camera operators filming from aircraft. Procedures for aborting an operation are needed.
Vehicle action sequences have also been a source of many accidents and fatalities. Special effects, such as explosions, crashes, driving into rivers and car chase scenes with multiple cars, are the most common cause of accidents. Motorcycle scenes can be even more hazardous than automobiles because the operator of the motorcycle suffers from the lack of personal protection.
Special precautions include using camera cars. Using stunt drivers for all cars in a stunt scene can lower the accident rate, as can special training for non-stunt passengers. Other safety rules include proper safety equipment, inspection of all ramps and other equipment to be used during a stunt, using dummies in cars during crashes, explosions and other extremely high risk sequences and not driving cars directly towards cameras if there is a camera operator behind the camera. See figure 2 for an example of using dummies in a roller coaster stunt. Adequate ventilation is needed for automobiles that are being filmed indoors with engines running. Stunt motorcycles should be equipped with a deadman switch so that the motor shuts off when the rider separates from the motorcycle.
Figure 2. Using dummies for a roller coaster stunt.

William Avery
Stunts using fire and explosion place performers at higher risk and require special precautions beyond those used just for the special effects. Protection for stunt performers directly exposed to flames includes wearing a protective barrier gel (e.g., Zel Jel) on the hair, the skin, clothing and so on. Proper protective clothing, including fireproof suits under costumes; flame-resistant gloves and boots; and sometimes hidden oxygen tanks, should be supplied. Specially trained personnel equipped with carbon dioxide fire extinguishers should be on hand in case of an emergency.
Fight scenes can involve performers in fistfights or other unarmed combat or the use of knives, swords, firearms and other combat equipment. Many film and stage fights do not involve the use of stunt performers, thus increasing the risk of injury because of the lack of training.
Simulated weapons, such as knives and swords with retractable blades, are one safeguard. Weapons should be stored carefully. Training is key. The performer should know how to fall and how to use specific weapons. Adequate choreography and rehearsals of the fights is needed, as is proper protective clothing and equipment. A blow should never be aimed directly at an actor. If a fight involves a high degree of hazard, such as falling down a flight of stairs or crashing through a window, a professional stunt double should be used.
Falls in stunts can range from falling down a flight of stairs to falling off a horse, being thrown through the air by a trampoline or ratchet catapult system, or a high fall off a cliff or building (figure 3). There have been many injuries and fatalities from poorly prepared falls.
Figure 3. High fall stunt.
Only experienced stunt performers should attempt fall stunts. When possible, the fall should be simulated. For example, falling down a flight of stairs can be filmed a few stairs at a time so the stunt performer is never out of control, or a fall off a tall building simulated by a fall of a few feet onto a net and using a dummy for the rest of the fall. Precautions for high falls involve a high fall coordinator and a specialized fall/arrest system for safe deceleration. Falls of more than 15 feet require two safety spotters. Other precautions for falls include airbags, crash pads of canvas filled with sponge rubber, sand pits and so on, depending on the type of fall. Testing of all equipment is crucial.
Animal scenes are potentially very hazardous because of the unpredictability of animals. Some animals, such as large cats, can attack if startled. Large animals like horses can be a hazard just because of their size. Dangerous, untrained or unhealthy animals should not be used on sets. Venomous reptiles such as rattlesnakes are particularly hazardous. In addition to the hazards to personnel, the health and safety of the animals should be considered.
Only trained animal handlers should be allowed to work with animals. Adequate conditions for the animals are needed, as is basic animal safety equipment, such as fire extinguishers, fire hoses, nets and tranquilizing equipment. Animals should be allowed adequate time to become familiar with the set, and only required personnel should be permitted on the set. Conditions that could upset animals should be eliminated and animals kept from exposure to loud noises or light flashes whenever possible, thus ensuring the animals will not be injured and will not become unmanageable. Certain situations—for example, those using venomous reptiles or large numbers of horses—will require special precautions.
Water stunts can include diving, filming in fast-moving water, speedboat stunts and sea battles. Hazards include drowning, hypothermia in cold water, underwater obstructions and contaminated water. Emergency teams, including certified safety divers, should be on hand for all water stunts. Diver certification for all performers or camera operators using self-contained underwater breathing apparatus (SCUBA) and provision of standby breathing equipment are other precautions. Emergency decompression procedures for dives over 10 m should be in place. Safety pickup boats for rescue and proper safety equipment, such as use of nets and ropes in fast-moving water, are needed.
Health and Safety Programmes
Most major film studios have a full-time health and safety officer to oversee the health and safety programme. Problems of responsibility and authority can occur, however, when a studio rents facilities to a production company, as is increasingly common. Most production companies do not have a health and safety programme. A health and safety officer, with authority to establish safety procedures and to ensure they are carried out, is essential. There is a need to coordinate the activities of others charged with production planning, such as stunt coordinators, special effects operators, firearms experts and the key grip (who is usually the individual most responsible for the safety of sets, cameras, scaffolding, etc.), each of whom has specialized safety knowledge and experience. A health and safety committee that meets regularly with representatives from all departments and unions can provide a conduit between the management and employees. Many unions have an independent health and safety committee which can be a source of health and safety expertise.
Medical services
Both non-emergency and emergency medical services are essential during film production. Many film studios have a permanent medical department, but most production companies do not. The first step in determining the degree of on-location medical services to be provided is a needs assessment, to identify potential medical risks, including the need for vaccination in certain countries, possible local endemic diseases, evaluation of local environmental and climate conditions, and an evaluation of the quality of local medical resources. The second, pre-planning stage involves a detailed analysis of major risks and availability of adequate emergency and other medical care in order to determine what type of emergency planning is essential. In situations where there are high risks and/or remote locations, trained emergency physicians would be needed on location. Where there is quick access to adequate emergency facilities, paramedics or emergency medical technicians with advanced training would suffice. In addition, adequate emergency transportation should be arranged beforehand. There have been several fatalities due to the lack of adequate emergency transportation (Carlson 1989; McCann 1989).
Standards
There are few occupational safety and health regulations aimed specifically at the film production industry. However, many general regulations, such as those affecting fire safety, electrical hazards, scaffolding, lifts, welding and so on, are applicable. Local fire departments generally require special fire permits for filming and may require that standby fire personnel be present on filming sites.
Many productions have special requirements for the licensing of certain special effects operators, such as pyrotechnicians, laser operators and firearms users. There can be regulations and permits required for specific situations, such as the sale, storage and use of pyrotechnics, and the use of firearms.
Scenery Shops
Theatres, motion pictures, television, theme and amusement parks and similar entertainment enterprises all build and paint scenery and make props for their presentations. In many cases, these are made in-house. There are also commercial scenic shops that specialize in making large scenery which is then transported to the site. The major difference between making scenery backstage in a small theatre and building huge sets or even houses for a motion picture, for example, is the scale of the work and who does the work. In small theatres, there is little division of tasks, whereas in larger facilities, there would be a division of labour among carpenters, scenic painters, welders, prop makers and so on.
The scenery for a theatre play, motion picture set or television studio might look realistic, but is often an illusion. The walls of a room are usually not solid but are composed of lightweight flats (panels of painted canvas stretched on wooden frames). Background scenery often consists of backdrops (huge curtains painted to represent the background) which can be lowered and raised for different scenes. Other solid-looking props, such as trees, rocks, vases, mouldings, sculptures and so forth, might be made out of papier mâché, plaster, polyurethane foam or other materials. Today, a wide variety of materials are used to make scenery, including wood, metal, plastics, synthetic fabrics, paper and other modern industrial products. For scenery which performers will walk or climb on, the structures must be solid and meet proper safety standards.
The basic processes and chemicals used for making sets and props tend to be similar for the various types of entertainment facilities. Outdoor sets, however, can often use heavy construction materials such as cement on a large scale, which would be impractical inside due to smaller load-bearing capacities. The degree of hazard depends on the types and amounts of chemicals used, and the precautions taken. A theatre might use quarts of polyurethane foam resin for making small props, while the inside of a tunnel in a theme park set might use hundreds of gallons of the resin. Small in-house shops tend to have less awareness of the hazards, and overcrowding often creates additional hazards due to the proximity of incompatible processes such as welding and use of flammable solvents.
Woodworking
Wood, plywood, particle board and Plexiglas are commonly used in constructing sets. Hazards include: accidents with woodworking machinery, power tools and hand tools; electrical shock; fire from combustible wood dust; and toxic effects from inhalation of wood dust, formaldehyde and methyl methacrylate decomposition products from machining plywood, particle board and Plexiglas, and solvents used with contact adhesives.
Precautions include machine guards, proper electrical safety, housekeeping and adequate storage to reduce fire hazards, dust collectors, adequate ventilation and eye protection.
Welding, Cutting and Brazing
Steel and aluminium frameworks are commonly used for the construction of sets. These are often welded using oxyacetylene torches and arc welders of various types. Injury hazards include fire from flying sparks, fire and explosion from compressed gases, and electrical shock from arc welders; health hazards include metal fumes, fluxes, welding gases (ozone, nitrogen oxides, carbon monoxide) and ultraviolet radiation.
Precautions include removal or protection of combustible materials, proper storage and handling of compressed gas cylinders, electrical safety, adequate ventilation and personal protective equipment.
Scenic Painting
Paints, lacquers, varnishes, dye solutions and other coatings are used for painting scenery flats and fabric drops. The paints and dye solutions can be either solvent based or water based. Powdered pigments and dyes are usually mixed in the shop, with the use of lead chromate pigments still being common. Large flats and drops are often sprayed. Solvents are used for dissolving dyes and resins, thinning, removing paint and other coatings and for cleaning tools, brushes and even hands. Hazards include skin contact with solvents and inhalation of solvent vapours, spray mists and powdered dyes and pigments. Solvents are also fire hazards, particularly when sprayed.
Precautions include elimination of lead pigments, using water-based paints and dyes, adequate ventilation for use of solvents, respiratory protection for spraying, proper storage and handling of flammable liquids and proper disposal of waste solvents and paints.
Plastic Resins
Polyurethane foam resins, epoxy resins, polyester resins and other resins are commonly used to make large sets and props. Spraying of polyurethane foam resins containing diphenylmethane diisocyanate (MDI) is particularly dangerous, with hazards of chemical pneumonia and asthma. Epoxy resins, polyester resins and solvents have skin, eye and inhalation hazards, and are fire hazards.
Precautions include substitution of safer materials (such as cement or celastic instead of spray polyurethane foams, or water-based materials to replace solvent-based types), local exhaust ventilation, proper storage and handling, proper disposal of waste materials and adequate personal protective equipment.
Props and Models
Plastic resins are also used to make body armour, face masks, breakaway glass and other props and models, as are wood, plaster, metal, plastics and so on. A variety of water-based and solvent-based adhesives are also used. Solvents are used in cleanup. Precautions are similar to those already discussed.
Woodworking
Woodworking is practised as an art form and utilitarian craft all over the world. It includes wood sculpture, furniture and cabinet making (figure 1), musical instrument making and so on. Techniques include carving (figure 2), laminating, joining, sawing, sanding, paint removing, painting and finishing. Woodworking uses a large number of different types of hard and soft woods, including many exotic tropical woods, plywood and composition boards, and sometimes woods treated with pesticides and wood preservatives.
Figure 1. Furniture making.

Figure 2. Carving wood with hand tools.

Hazards and Precautions
Woods
Many woods are hazardous, especially tropical hardwoods. Types of reactions can include skin allergies and irritation from the sap, wood dust or sometimes the wood, as well as conjunctivitis, respiratory allergies, hypersensitivity pneumonia and toxic reactions. Inhalation of hardwood dust is associated with a particular type of nasal and nasal sinus cancer (adenocarcinoma). See the chapter Woodworking industry.
Precautions include avoiding use of sensitizing woods for people who have a history of allergies, or for objects where people would be in frequent contact with the wood, and controlling dust levels by using local exhaust ventilation or wearing a toxic-dust respirator. When handling woods that can cause skin irritation or allergies, the artist should wear gloves or apply a barrier cream. Hands should be washed carefully after work.
Plywoods and composition board
Plywood and composition board (e.g., particle board) are made by gluing thin sheets of wood, or wood dust and chips, together with either urea-formaldehyde glues or phenol-formaldehyde glues. These materials can emit unreacted formaldehyde for some years after manufacture, with composition board emitting more formaldehyde. Heating these materials or machining them can cause decomposition of the glue to release formaldehyde. Formaldehyde is a skin, eye and respiratory irritant and strong sensitizer, and a probable human carcinogen.
Precautions include using low-formaldehyde products whenever possible, not storing large amounts of plywood or composition board in the shop, and using dust collectors connected to woodworking machines that are exhausted to the outside.
Wood preservatives and other treatments
Pesticides and preservatives are often applied to wood when it is being timbered, processed or shipped. Pentachlorophenol and its salts, creosote and chromated copper arsenate (CCA) have been banned for sale in the United States as wood preservatives because of possible carcinogenicity and reproductive hazards. They can, however, still be found in older woods, and chromated copper arsenate is still allowed as a commercial treatment (e.g., “green” lumber, playground equipment and other outdoor uses). A variety of other chemicals can be used in treating wood, including fire retardants and bleaches.
Precautions include not handling woods that have been treated with pentachlorophenol or creosote, using local exhaust ventilation when machining CCA-treated wood or wearing a respirator with high-efficiency filters. Wood that has been treated with creosote, pentachlorophenol or chromated copper arsenate should not be burned.
Carving and machining wood
Woods can be hand carved with chisels, rasps, hand saws, sandpaper and the like, or they can be machined with electric saws, sanders and other woodworking machines. Hazards include exposure to wood dusts, excessive noise levels from woodworking machines, accidents from using tools and machines, electrical shock or fire from faulty wiring, and wood fires. Vibrating tools—for example, chain saws—can cause “white fingers” (Raynaud’s phenomenon), involving numbness of the fingers and hands.
Precautions include equipping woodworking machines with dust collectors (figure 3) and machine guards, cleaning up sawdust to avoid fire hazards, wearing goggles (and sometimes face shields) and reducing noise. Using the appropriate machine for the desired operation, and repairing defective machines immediately; keeping hand tools sharpened, and using them safely; keeping all electrical equipment and wiring in good repair, and avoiding extension cords which can be tripped over; not wearing ties, long loose hair, loose sleeves or other items that could catch in machinery are some other precautions.
Figure 3. Woodworking machines with dust collector.

Michael McCann
Gluing wood
A variety of glues are used for laminating and joining wood, including contact adhesives, casein glue, epoxy glues, formaldehyde-resin glues, hide glues, white glue (polyvinyl acetate emulsion) and the cyanoacrylate “instant” glues. Many of these contain toxic solvents or other chemicals, and can be skin, eye and respiratory hazards.
Precautions include avoiding formaldehyde resin glues; using water-based glues rather then solvent-type glues; wearing gloves or barrier creams when using epoxy glues, solvent-based adhesives or formaldehyde-resin glues; and having good ventilation when using epoxy glues, cyanoacrylate glues and solvent-based glues. Sources of ignition should be avoided when using flammable solvents.
Painting and finishing
Wood can be painted with most types of paint; can be stained, lacquered or varnished; and can be treated with linseed or other types of oil. Other materials that are used in finishing wood include shellacs, polyurethane coatings and waxes. Many materials are sprayed. Some woodworkers mix their own paints from dry pigments. Hazards include inhalation of toxic pigment powder (especially lead chromate pigments), skin and inhalation hazards from solvents, fire hazards from flammable solvents, and spontaneous combustion from rags soaked with oil or turpentine.
Precautions include using ready-made paints rather than mixing your own; avoiding eating, drinking or smoking in the work area; using water-based paints rather than solvent-based ones; and placing oil- and solvent-soaked rags in self-closing oily-waste cans, or even a pail of water.
Precautions with solvents include wearing gloves and goggles, as well as having adequate ventilation; doing the operation outside; or wearing a respirator with organic vapour cartridges. Materials should be brushed on whenever possible, to avoid the hazards of spraying. Spraying finishes inside an explosion-proof spray booth, or wearing a respirator with organic vapour cartridges and spray filters; avoiding open flames, lit cigarettes and other sources of ignition (e.g., lit pilot lights) in the area when applying flammable finishes, or when spraying, are other precautions to be taken.
Paint stripping
Stripping old paint and varnish from wood and furniture is done with paint and varnish removers containing a wide variety of toxic and often flammable solvents. “Non-flammable” paint strippers contain methylene chloride. Caustic soda (sodium hydroxide), acids, blowtorches and heat guns are also used to remove old paint. Old stains on wood are often removed with bleaches, which can contain corrosive alkalis and oxalic acid, hydrogen peroxide or hypochlorite. Heat guns and torches can vaporize the paint, possibly causing lead poisoning with lead-based paint, and are a fire hazard.
See the previous section for precautions with solvent-based paint strippers. Gloves and goggles should be worn when handling caustic soda, oxalic acid bleaches or chlorine-type bleaches. An eyewash fountain and emergency shower should be available. Avoid using torches or heat guns to remove lead-containing paint.
Entertainment and the Arts
Entertainment and the arts have been a part of human history ever since prehistoric people drew cave paintings of animals they hunted or acted out in song and dance the success of the hunt. Every culture from earliest times has had its own style of visual and performing arts, and decorated everyday objects like clothing, pottery and furniture. Modern technology and more leisure time has led to a major part of the world’s economy being devoted to satisfying the need for people to see or own beautiful objects and to be entertained.
The entertainment industry is a miscellaneous grouping of non-commercial institutions and commercial companies that provide these cultural, amusement and recreational activities for people. By contrast, artists and craftspeople are workers who create artwork or handicrafts for their own pleasure or for sale. They usually work alone or in groups of fewer than ten people, often organized around families.
The people who make this entertainment and art possible—artists and craftspeople, actors, musicians, circus performers, park attendants, museum conservators, professional sports players, technicians and others—often face occupational hazards that can result in injuries and illnesses. This chapter will discuss the nature of those occupational hazards. It will not discuss the hazards to people doing arts and crafts as hobbies or attending these entertainment events, although in many instances the hazards will be similar.
Entertainment and the arts can be thought of as a microcosm of all industry. The occupational hazards encountered are, in most instances, similar to those found in more conventional industries, and the same types of precautions can be used, although costs may be prohibitive factors for some engineering controls in the arts and crafts. In these instances, emphasis should be on substitution of safer materials and processes. Table 1 lists standard types of precautions associated with the various hazards found in the arts and entertainment industries.
Table 1. Precautions associated with hazards in the arts and entertainment industries.
|
Hazard |
Precautions |
|
Chemical hazards |
|
|
General |
Training in hazards and precautions Substitution of safer materials Engineering controls Adequate storage and handling No eating, drinking or smoking in work areas Personal protective equipment Spill and leak control procedures Safe disposal of hazardous materials |
|
Airborne contaminants (vapours, gases, spray mists, fogs, dusts, fumes, smoke) |
Enclosure Dilution or local exhaust ventilation Respiratory protection |
|
Liquids |
Cover containers Gloves and other personal protective clothing Splash goggles and face shields as needed Eyewash fountain and emergency showers when needed |
|
Powders |
Purchasing in liquid or paste form Glove boxes Local exhaust ventilation Wet mopping or vacuuming Respiratory protection |
|
Solids |
Gloves |
|
Physical hazards |
|
|
Noise |
Quieter machinery Proper maintenance Sound dampening Isolation and enclosure Hearing protectors |
|
Ultraviolet radiation |
Enclosure Skin protection and UV goggles |
|
Infrared radiation |
Skin protection and infrared goggles |
|
Lasers |
Using lowest-power laser possible Enclosure Beam restrictions and proper emergency cutoffs Laser goggles |
|
Heat |
Acclimatization Light, loose clothing Rest breaks in cool areas Adequate liquid intake |
|
Cold |
Warm clothing Rest breaks in heated areas |
|
Electrical hazards |
Adequate wiring Properly grounded equipment Ground fault circuit interrupters where needed Insulated tools, gloves, etc. |
|
Ergonomic hazards |
Ergonomic tools, instruments, etc., of proper size Properly designed work stations Proper posture Rest breaks |
|
Safety hazards |
|
|
Machinery |
Machine guards Accessible stop switch Good maintenance |
|
Flying particles (e.g., grinders) |
Enclosure Eye and face protection as needed |
|
Slips and falls |
Clean and dry walking and working surfaces Fall protection for elevated work Guardrails and toeboards on scaffolds, catwalks, etc. |
|
Falling objects |
Safety hats Safety shoes |
|
Fire hazards |
Proper exit routes Proper fire extinguishers, sprinklers, etc. Fire drills Removal of combustible debris Fireproofing of exposed materials Proper storage of flammable liquids and compressed gases Grounding and bonding when dispensing flammable liquids Removal of sources of ignition around flammables Proper disposal of solvent- and oil-soaked rags |
|
Biological hazards |
|
|
Moulds |
Humidity control Removal of standing water Cleanup after flooding |
|
Bacteria, viruses |
Vaccination where appropriate Universal precautions Disinfection of contaminated materials, surfaces |
Arts and Crafts
Artists and craftspeople are usually self-employed, and the work is done in homes, studios or backyards, using small amounts of capital and equipment. Skills are often handed down from generation to generation in an informal apprenticeship system, particularly in developing countries (McCann 1996). In industrialized countries, artists and craftspeople often learn their trade in schools.
Today, arts and crafts involve millions of people across the world. In many countries, craftwork is a major part of the economy. However, few statistics are available on the number of artists and craftspeople. In the United States, estimates gathered from a variety of sources indicate there are at least 500,000 professional artists, craftspeople and art teachers. In Mexico, it has been estimated that there are 5,000 families involved in the home-based pottery industry alone. The Pan American Health Organization found that 24% of the workforce in Latin America from 1980 to 1990 were self-employed (PAHO 1994). Other studies of the informal sector have found similar or higher percentages (WHO 1976; Henao 1994). What percentage of these are artists and craftspeople is unknown.
Arts and crafts evolve with the technology available and many artists and craftspeople adopt modern chemicals and processes for their work, including plastics, resins, lasers, photography and so on (McCann 1992a; Rossol 1994). Table 2 shows the range of physical and chemical hazards found in art processes.
Table 2. Hazards of art techniques
|
Technique |
Material/process |
Hazard |
|
Airbrush |
Pigments Solvents |
Lead, cadmium, manganese, cobalt, mercury, etc. Mineral spirits, turpentine |
|
Batik |
Wax Dyes |
Fire, wax, decomposition fumes See Dyeing |
|
Ceramics |
Clay dust Glazes Slip casting Kiln firing |
Silica Silica, lead, cadmium and other toxic metals Talc, asbestiform materials Sulphur dioxide, carbon monoxide, fluorides, infrared radiation, burns |
|
Commercial art |
Rubber cement Permanent markers Spray adhesives Airbrushing Typography Photostats, proofs |
N-hexane, heptane, fire Xylene, propyl alcohol N-hexane, heptane, 1,1,1-trichloroethane, fire See Airbrush See Photography Alkali, propyl alcohol |
|
Computer art |
Ergonomics Video display |
Carpal tunnel syndrome, tendinitis, poorly designed work stations Glare, Elf radiation |
|
Drawing |
Spray fixatives |
N-hexane, other solvents |
|
Dyeing |
Dyes Mordants Dyeing assistants |
Fibre-reactive dyes, benzidine dyes, naphthol dyes, basic dyes, disperse dyes, vat dyes Ammonium dichromate, copper sulphate, ferrous sulphate, oxalic acid, etc. Acids, alkalis, sodium hydrosulphite |
|
Electroplating |
Gold, silver Other metals |
Cyanide salts, hydrogen cyanide, electrical hazards Cyanide salts, acids, electrical hazards |
|
Enamelling |
Enamels Kiln firing |
Lead, cadmium, arsenic, cobalt, etc. Infrared radiation, burns |
|
Fibre arts |
See also Batik, Weaving Animal fibres Synthetic fibres Vegetable fibres |
Anthrax and other infectious agents Formaldehyde Moulds, allergens, dust |
|
Forging |
Hammering Hot forge |
Noise Carbon monoxide, polycyclic aromatic hydrocarbons, infrared radiation, burns |
|
Glassblowing |
Batch process Furnaces Colouring Etching Sandblasting |
Lead, silica, arsenic, etc. Heat, infrared radiation, burns Metal fumes Hydrofluoric acid, ammonium hydrogen fluoride Silica |
|
Holography (see also Photography) |
Lasers Developing |
Non-ionizing radiation, electrical hazards Bromine, pyrogallol |
|
Intaglio |
Acid etching Solvents Aquatint Photoetching |
Hydrochloric and nitric acids, nitrogen dioxide, chlorine gas, potassium chlorate Alcohol, mineral spirits, kerosene Rosin dust, dust explosion Glycol ethers, xylene |
|
Jewellery |
Silver soldering Pickling baths Gold reclaiming |
Cadmium fumes, fluoride fluxes Acids, sulphur oxides Mercury, lead, cyanide |
|
Lapidary |
Quartz gemstones Cutting, grinding |
Silica Noise, silica |
|
Lithography |
Solvents Acids Talc Photolithography |
Mineral spirits, isophorone, cyclohexanone, kerosene, gasoline, methylene chloride, etc. Nitric, phosphoric, hydrofluoric, hydrochloric, etc. Asbestiform materials Dichromates, solvents |
|
Lost wax casting |
Investment Wax burnout Crucible furnace Metal pouring Sandblasting |
Cristobalite Wax decomposition fumes, carbon monoxide Carbon monoxide, metal fumes Metal fumes, infrared radiation, molten metal, burns Silica |
|
Painting |
Pigments Oil, alkyd Acrylic |
Lead, cadmium, mercury, cobalt, manganese compounds, etc. Mineral spirits, turpentine Trace amounts ammonia, formaldehyde |
|
Papermaking |
Fibre separation Beaters Bleaching Additives |
Boiling alkali Noise, injuries, electrical Chlorine bleach Pigments, dyes, etc. |
|
Pastels |
Pigment dusts |
See Painting Pigments |
|
Photography |
Developing bath Stop bath Fixing bath Intensifier Toning Colour processes Platinum printing |
Hydroquinone, monomethyl-p-aminophenol sulphate, alkalis Acetic acid Sulphur dioxide, ammonia Dichromates, hydrochloric acid Selenium compounds, hydrogen sulphide, uranium nitrate, sulphur dioxide, gold salts Formaldehyde, solvents, colour developers, sulphur dioxide Platinum salts, lead, acids, oxalates |
|
Relief printing |
Solvents Pigments |
Mineral spirits See Painting Pigments |
|
Screen printing |
Pigments Solvents Photoemulsions |
Lead, cadmium, manganese and other pigments Mineral spirits, toluene, xylene Ammonium dichromate |
|
Sculpture, clay |
See Ceramics |
|
|
Sculpture, lasers |
Lasers |
Non-ionizing radiation, electrical hazards |
|
Sculpture, neon |
Neon tubes |
Mercury, cadmium phosphors, electrical hazards, ultraviolet radiation |
|
Sculpture, plastics |
Epoxy resin Polyester resin Polyurethane resins Acrylic resins Plastic fabrication |
Amines, diglycidyl ethers Styrene, methyl methacrylate, methyl ethyl ketone peroxide Isocyanates, organotin compounds, amines, mineral spirits Methyl methacrylate, benzoyl peroxide Heat decomposition products (e.g., carbon monoxide, hydrogen chloride, hydrogen cyanide, etc.) |
|
Sculpture, stone |
Marble Soapstone Granite, sandstone Pneumatic tools |
Nuisance dust Silica, talc, asbestiform materials Silica Vibration, noise |
|
Stained glass |
Lead came Colourants Soldering Etching |
Lead Lead-based compounds Lead, zinc chloride fumes Hydrofluoric acid, ammonium hydrogen fluoride |
|
Weaving |
Looms Dyes |
Ergonomic problems See Dyeing |
|
Welding |
General Oxyacetylene Arc Metal fumes |
Metal fumes, burns, sparks Carbon monoxide, nitrogen oxides, compressed gases Ozone, nitrogen dioxide, fluoride and other flux fumes, ultraviolet and infrared radiation, electrical hazards Oxides of copper, zinc, lead, nickel, etc. |
|
Woodworking |
Machining Glues Paint strippers Paints and finishes Preservatives |
Injuries, wood dust, noise, fire Formaldehyde, epoxy, solvents Methylene chloride, toluene, methyl alcohol, etc. Mineral spirits, toluene, turpentine, ethyl alcohol, etc. Chromated copper arsenate, pentachlorophenol, creosote |
Source: Adapted from McCann 1992a.
The arts and crafts industry, like much of the informal sector, is almost completely unregulated and is often exempted from workers’ compensation laws and other occupational safety and health regulations. In many countries, government agencies responsible for occupational safety and health are unaware of the risks facing artists and craftspeople, and occupational health services do not reach out to this group of workers. Special attention is needed to find ways to educate artists and craftspeople about the hazards and precautions needed with their materials and processes, and to make occupational health services available to them.
Health problems and disease patterns
Few epidemiological studies have been done on workers in the visual arts. This is mostly due to the decentralized and often unregistered nature of most of these industries. Much of the data that are available come from individual case reports in the literature.
The traditional arts and crafts can result in the same occupational diseases and injuries found in larger-scale industry, as evidenced by such old terms as potter’s rot, weaver’s back and painter’s colic. The hazards of such crafts as pottery, metalworking and weaving were first described by Bernardino Ramazzini almost three centuries ago (Ramazzini 1713). Modern materials and processes also are causing occupational illnesses and injuries.
Lead poisoning is still one of the most common occupational illnesses among artists and craftspeople, with examples of lead poisoning being found in:
- a stained-glass artist in the United States (Feldman and Sedman 1975)
- potters and their families in Mexico (Ballestros, Zuniga and Cardenas 1983; Cornell 1988) and Barbados (Koplan et al. 1977)
- families in Sri Lanka recovering gold and silver from jeweller’s waste using a molten lead procedure (Ramakrishna et al. 1982).
Other examples of occupational illnesses in the arts and crafts include:
- chromium sensitization in a fibre artist (MMWR 1982)
- neuropathy in a silk-screen artist (Prockup 1978)
- heart attacks from methylene chloride in a furniture refinisher (Stewart and Hake 1976)
- respiratory problems in photographers (Kipen and Lerman 1986)
- mesothelioma in jewellers (Driscoll et al. 1988)
- silicosis and other respiratory diseases in agate workers in India (Rastogi et al. 1991)
- asthma from carving ivory from elephant tusks in Africa (Armstrong, Neill and Mossop 1988)
- respiratory problems and ergonomic problems among carpet weavers in India (Das, Shukla and Ory 1992)
- as many as 93 cases of peripheral neuropathy from the use of hexane-based adhesives in sandal-making in Japan in the late 1960s (Sofue et al. 1968)
- paralysis in 44 apprentice shoemakers in Morocco due to glues containing tri-orthocresyl phosphate (Balafrej et al. 1984)
- leg, arm and back pain and other occupational health problems in home-based workers making ready-made garments in India (Chaterjee 1990).
A major problem in the arts and crafts is the prevalent lack of knowledge of hazards, materials and processes and how to work safely. Individuals who do develop occupational diseases often do not realize the connection between their illness and their exposures to hazardous materials, and are less likely to obtain proper medical assistance. In addition, whole families can be at risk—not only those adults and children actively working with the materials, but also younger children and infants who are present, since these arts and crafts are commonly done in the home (McCann et al. 1986; Knishkowy and Baker 1986).
A proportionate mortality ratio (PMR) study of 1,746 White professional artists by the United States National Cancer Institute found significant elevations in deaths of painters, and to a lesser degree for other artists, from arteriosclerotic heart disease and from cancers of all sites combined. For male painters, rates of leukaemia and cancers of the bladder, kidney and colorectum were significantly elevated. Proportionate cancer mortality rates were also elevated, but to a lesser degree. A case control study of bladder cancer patients found an overall relative risk estimate of 2.5 for artistic painters, confirming the results found in the PMR study (Miller, Silverman and Blair 1986). For other male artists, PMRs for colorectal and kidney cancer were significantly elevated.
Performing and Media Arts
Traditionally, the performing arts include theatre, dance, opera, music, storytelling and other cultural events that people would come to see. With music, the type of performance and their venue can vary widely: individuals performing music on the street, in taverns and bars, or in formalized concert halls; small musical groups playing in small bars and clubs; and large orchestras performing in large concert halls. Theatre and dance companies can be of several types, including: small informal groups associated with schools or universities; non-commercial theatres, which are usually subsidized by governments or private sponsors; and commercial theatres. Performing arts groups may also tour from one location to another.
Modern technology has seen the growth of the media arts, such as the print media, radio, television, motion pictures, videotapes and so on, which enable the performing arts, stories and other events to be recorded or broadcast. Today the media arts are a multi-billion-dollar industry.
Workers in the performing and media arts include the performers themselves—actors, musicians, dancers, reporters and others visible to the public. In addition, there are the technical crews and front office people—stage carpenters, scenic artists, electricians, special effects experts, motion picture or television camera crews, ticket sellers and others—who work backstage, behind the cameras and on other non-performing jobs.
Health effects and disease patterns
Actors, musicians, dancers, singers and other performers are also subject to occupational injuries and illnesses, which can include accidents, fire hazards, repetitive strain injuries, skin irritation and allergies, respiratory irritation, performance anxiety (stage fright) and stress. Many of these types of injuries are specific to particular groups of performers, and are discussed in separate articles. Even minor physical problems can often affect a performer’s peak performance capability, and subsequently end in lost time and even lost jobs. In recent years, the prevention, diagnosis and treatment of injuries to performers has led to the new field of arts medicine, originally an offshoot of sports medicine. (See “History of performing arts medicine” in this chapter.)
A PMR study of screen and stage actors found significant elevations for lung, oesophagus and bladder cancers in women, with the rate for stage actresses 3.8 times that of screen actresses (Depue and Kagey 1985). Male actors had significant PMR (but not proportionate cancer mortality ratio) increases for pancreatic and colon cancer; testicular cancer was twice the expected rate by both methods. PMRs for suicide and non–motor vehicle accidents were significantly elevated for both men and women, and the PMR for cirrhosis of the liver was elevated in men.
A recent survey of injuries among 313 performers in 23 Broadway shows in New York City found that 55.5% reported at least one injury, with a mean of 1.08 injuries per performer (Evans et al. 1996). For Broadway dancers, the most frequent sites of injury were the lower extremities (52%), back (22%) and neck (12%), with raked or slanted stages being a significant contributing factor. For actors, the most frequent sites of injuries were lower extremities (38%), the lower back (15%) and vocal cords (17%). The use of fogs and smoke on stage was listed as a major cause for the last.
In 1991, the United States National Institute for Occupational Safety and Health investigated the health effects of the use of smoke and fogs in four Broadway shows (Burr et al. 1994). All the shows used glycol-type fogs, although one also used mineral oil. A questionnaire survey of 134 actors in these shows with a control group of 90 actors in five shows not using fogs found significantly higher levels of symptoms in actors exposed to fogs, including upper-respiratory symptoms such as nasal symptoms and irritation of mucous membranes, and lower-respiratory symptoms such as coughing, wheezing, breathlessness and chest tightness. A follow-up study could not demonstrate a correlation between fog exposure and asthma, possibly due to the low number of responses.
The motion picture production industry has a high accident rate, and in California is classified as high risk, mostly as a result of stunts. During the 1980s, there were over 40 fatalities in American-produced motion pictures (McCann 1991). California statistics for 1980–1988 show an incidence of 1.5 fatalities per 1,000 injuries, compared to the California average of 0.5 for the same period.
A large number of studies have shown that dancers have high overuse and acute injury rates. Ballet dancers, for example, have high incidences of overuse syndrome (63%), stress fractures (26%) and major (51%) or minor (48%) problems during their professional careers (Hamilton and Hamilton 1991). One questionnaire study of 141 dancers (80 females), 18 to 37 years old, from seven professional ballet and modern dance companies in the United Kingdom, found that 118 (84%) of the dancers reported at least one dance-related injury that affected their dancing, 59 (42%) in the last six months (Bowling 1989). Seventy-four (53%) reported that they were suffering from at least one chronic injury that was giving them pain. The back, neck and ankles were the most common sites of injury.
As with dancers, musicians have a high incidence of overuse syndrome. A 1986 questionnaire survey by the International Conference of Symphony and Opera Musicians of 4,025 members from 48 American orchestras showed medical problems affecting performance in 76% of the 2,212 respondents, with severe medical problems in 36% (Fishbein 1988). The most common problem was overuse syndrome, reported by 78% of string players. A 1986 study of eight orchestras in Australia, the United States and England found a 64% occurrence of overuse syndrome, 42% of which involved a significant level of symptoms (Frye 1986).
Hearing loss among rock musicians has had significant press coverage. Hearing loss is also found, however, among classical musicians. In one study, sound level measurements at the Lyric Theatre and Concert Hall in Gothenberg, Sweden, averaged 83 to 89 dBA. Hearing tests of 139 male and female musicians from both theatres indicated that 59 musicians (43%) showed worse pure tone thresholds than would be expected for their age, with brass wind instrumentalists showing the greatest loss (Axelsson and Lindgren 1981).
A 1994-1996 study of sound level measurements in the orchestra pits of 9 Broadway shows in New York City showed average sound levels from 84 to 101 dBA, with a normal showtime of 2½ hours (Babin 1996).
The carpenters, scenic artists, electricians, camera crews and other technical support workers face, in addition to many safety hazards, a wide variety of chemical hazards from materials used in scene shops, prop shops and costume shops. Many of the same materials are used in the visual arts. However, there are no available injury or illness statistics on these workers.
Entertainment
The “Entertainment” section of the chapter covers a variety of entertainment industries that are not covered under “Arts and Crafts” and “Performing and Media Arts”, including: museums and art galleries; zoos and aquariums; parks and botanical gardens; circuses, amusement and theme parks; bullfighting and rodeos; professional sports; the sex industry; and nightlife entertainment.
Health effects and disease patterns
There are a wide variety of types of workers involved in the entertainment industry, including performers, technicians, museum conservators, animal handlers, park rangers, restaurant workers, cleaning and maintenance personnel and many more. Many of the hazards found in the arts and crafts and performing and media arts are also found among particular groups of entertainment workers. Additional hazards such as cleaning products, toxic plants, dangerous animals, AIDS, zoonoses, hazardous drugs, violence and so forth are also occupational hazards to particular groups of entertainment workers. Because of the disparateness of the various industries, there are no overall injury and illness statistics. The individual articles include relevant injury and illness statistics, where available.
Elementary and Secondary Schools
Elementary and secondary schools employ many different types of personnel, including teachers, teachers’ aides, administrators, clerical personnel, maintenance personnel, cafeteria personnel, nurses and many others required to keep a school functioning. In general, school personnel face all the potential hazards found in normal indoor and office environments, including indoor air pollution, poor lighting, inadequate heating or cooling, use of office machines, slips and falls, ergonomics problems from poorly designed office furniture and fire hazards. Precautions are the standard ones developed for this type of indoor environment, although building and fire codes usually have specific requirements for schools because of the large number of children present. Other general concerns found in schools include asbestos (especially among custodial and maintenance workers), chipping lead paint, pesticides and herbicides, radon and electromagnetic fields (especially for schools built near high-voltage transmission power lines). Eye and respiratory complaints related to the painting of rooms and the tarring of school roofs while the building is occupied are also a common problem. Painting and tarring should be done when the building is not occupied.
Basic academic duties required of all teachers include: lesson preparation, which can include the development of learning strategies, copying of lecture notes and the making of visual aids such as illustrations, graphs and the like; lecturing, which requires presenting information in an organized fashion that arouses the attention and concentration of students, and can involve the use of blackboards, film projectors, overhead projectors and computers; writing, giving and grading examinations; and individual counselling of students. Most of this instruction takes place in classrooms. In addition, teachers with specialities in science, arts, vocational education, physical education and other areas will conduct much of their teaching in facilities such as laboratories, art studios, theatres, gymnasiums and the like. Teachers may also take students on class trips outside the school to locations such as museums and zoos.
Teachers also have special duties, which can include supervision of students in hallways and the cafeteria; attending meetings with administrators, parents and others; organization and supervision of after-school leisure and other activities; and other administrative duties. In addition, teachers attend conferences and other educational events in order to keep current with their field and advance their career.
There are specific hazards facing all teachers. Infectious diseases such as tuberculosis, measles and chicken pox can easily spread throughout a school. Vaccinations (both of students and teachers), tuberculosis testing and other standard public health measures are essential (see table 1). Overcrowded classrooms, classroom noise, overloaded schedules, inadequate facilities, career advancement questions, job security and general lack of control over working conditions contribute to major stress problems, absenteeism and burnout in teachers. Solutions include both institutional changes to improve working conditions and stress reduction programmes where possible. A growing problem, especially in urban environments, is violence against teachers by students and, sometimes, intruders. In the United States, many secondary-level students, especially in urban schools, carry weapons, including guns. In schools where violence is a problem, organized violence-prevention programmes are essential. Teachers’ aides face many of the same hazards.
Table 1. Infectious diseases affecting day-care workers and teachers.
|
Disease |
Where found |
Mode of transmission |
Comments |
|
Amoebiasis |
Especially tropics and subtropics |
Water and food contaminated with infected faeces |
Use good food and water sanitation. |
|
Chicken pox |
Worldwide |
Generally person- to-person direct contact, but also possible by airborne respiratory droplets |
Chicken pox is more serious in adults than children; risk of birth defects; reportable disease in most countries. |
|
Cytomegalovirus (CMV) |
Worldwide |
Airborne respiratory droplets; contact with urine, saliva or blood |
Highly contagious; risk of birth defects. |
|
Erythema infectiosum (Parvovirus-B- 19) |
Worldwide |
Direct person-to- person contact or airborne respiratory droplets |
Mildly contagious; risk to foetus during pregnancy. |
|
Gastroenteritis, bacterial (Salmonella, Shigella, Campylobacter) |
Worldwide |
Person-to-person transmission, food or water via faecal- oral route |
Use good food and water sanitation; require strict handwashing procedures; reportable disease in most countries. |
|
Gastroenteritis, viral (Rotaviruses) |
Worldwide |
Person-to-person transmission, food or water via faecal- oral route; also by inhalation of dust containing virus |
Use good food and water sanitation. |
|
German measles (rubella) |
Worldwide |
Airborne respiratory droplets; direct contact with infected people |
Risk of birth defects; all children and employees should be vaccinated; reportable disease in most countries. |
|
Giardiasis (intestinal parasite) |
Worldwide, but especially tropics and subtropics |
Contaminated food and water; also possible by person- to-person transmission |
Use good food and water sanitation; reportable disease in most countries. |
|
Hepatitis A virus |
Worldwide, but especially Mediterranean areas and developing countries |
Faecal-oral transmission, especially contaminated food and water; also possible by direct person-to-person contact |
Risk of spontaneous abortions and stillbirths; use good food and water sanitation; reportable disease in most countries. |
|
Hepatitis B virus |
Worldwide, especially Asia and Africa |
Sexual contact, contact of broken skin or mucous membranes with blood or other body fluids |
Higher incidence in institutionalized children (e.g., developmentally disabled); vaccination recommended in high-risk situations; use universal precautions for all exposures to blood and other body fluids; reportable disease in most countries. |
|
Herpes Simplex Type I and II |
Worldwide |
Contact with mucous membranes |
extremely contagious; common in adults and age group 10 to 20 years. |
|
Human Immune Deficiency Virus (HIV) infection |
Worldwide |
Sexual contact, contact of broken skin or mucous membranes with blood or other body fluids |
Leads to Acquired Immune Deficiency Syndrome (AIDS); use universal precautions for all exposures to blood and body fluids (e.g., nosebleeds); anonymous reporting of disease required in most countries. |
|
Infectious mononucleosis Epstein-Barr virus) |
Worldwide |
Airborne respiratory droplets; direct contact with saliva |
Especially common in age group 10 to 20 years. |
|
Influenza |
Worldwide |
Airborne respiratory droplets |
Highly contagious; high-risk individuals should get immunization shots. |
|
Measles |
Worldwide |
Airborne respiratory droplets |
Highly contagious, but for adults mostly a risk to non-immunized individuals working with unvaccinated children; reportable disease in most countries. |
|
Meningococcus meningitis bacterial) |
Mostly tropical Africa and Brazil |
Airborne respiratory droplets, especially close contact |
Reportable disease in most countries. |
|
Mumps |
Worldwide |
Airborne respiratory droplets and contact with saliva |
Highly contagious; exclude infected children; may cause infertility in adults; outbreaks reportable in some countries. |
|
Mycoplasma infections |
Worldwide |
Airborne transmission after close contact |
A major cause of primary atypical pneumonia; mainly affects children aged 5 to 15 years. |
|
Pertussis (whooping cough) |
Worldwide |
Airborne respiratory droplets |
Not as severe in adults; all children under 7 years should be immunized. |
|
Scabies |
Worldwide |
Direct skin-to-skin contact |
Infectious skin disease caused by mites |
|
Streptococcus infections |
Worldwide |
Direct person-to-person contact |
Strep throat, scarlet fever and community-acquired pneumonia are examples of infections. |
|
Tuberculosis (respiratory) |
Worldwide |
Airborne respiratory droplets |
Highly infectious; tuberculosis screening should be conducted for all day care workers; a reportable disease in most countries. |
Teachers in specialized classes can have additional occupational hazards, including chemical exposures, machinery hazards, accidents, electrical hazards, excessive noise levels, radiation and fire, depending on the particular classroom. Figure 1 shows an industrial arts metal shop in a high school, and figure 2 shows a high school science lab with fume hoods and an emergency shower. Table 2 summarizes special precautions, particularly substitution of safer materials, for use in schools. Information on standard precautions can be found in the chapters relevant to the process (e.g., Entertainment and the arts and Safe handling of chemicals).
Figure 1. Industrial arts metal shop in a high school.
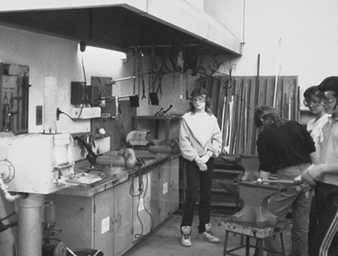
Michael McCann
Figure 2. High school science laboratory with fume hoods and an emergency shower.

Michael McCann
Table 2. Hazards and precautions for particular classes.
|
Class |
Activity/Subject |
Hazards |
Precautions |
|||
|
Elementary Classes |
||||||
|
Science |
Animal handling
Plants
Chemicals
Equipment
|
Bites and scratches, zoonoses, parasites
Allergies, poisonous plants
Skin and eye problems, toxic reactions, allergies
Electrical hazards, safety hazards |
Allow only live, healthy animals. Handle animals with heavy gloves. Avoid animals which can carry disease-transmitting insects and parasites. Avoid plants which are known to be poisonous or cause allergic reaction. Avoid using toxic chemicals with children. Wear proper personal protective equipment when doing teacher demonstrations with toxic chemicals. Follow standard electrical safety procedures. Ensure all equipment is properly guarded. Store all equipment, tools, etc., properly. |
|||
|
Art |
Painting and drawing
Photography
Textile and fibre arts
Printmaking
Woodworking
Ceramics |
Pigments, solvents
Photochemicals
Dyes
Acids, solvents
Cutting tools
Tools
Glues
Silica, toxic metals, heat, kiln fumes |
Use only non-toxic art materials. Avoid solvents, acids, alkalis, spray cans, chemical dyes, etc. Use only children’s paints. Do not use pastels, dry pigments. Do not do photo processing. Send out film for developing or use Polaroid cameras or blueprint paper and sunlight. Avoid synthetic dyes; use natural dyes such as onion skins, tea, spinach, etc. Use water-based block printing inks. Use linoleum cuts instead of woodcuts. Use soft woods and hand tools only. Use water-based glues. Use wet clay only, and wet mop. Paint pottery rather than using ceramic glazes. Do not fire kiln inside classroom.
|
|||
|
Secondary Classes |
||||||
|
Chemistry |
General
Organic chemistry
Inorganic chemistry
Analytical chemistry
Storage |
Solvents
Peroxides and explosives
Acids and bases
Hydrogen sulphide
Incompatibilities
Flammability |
All school laboratories should have the following: laboratory hood if toxic, volatile chemicals are used; eyewash fountains; emergency showers (if concentrated acids, bases or other corrosive chemicals are present); first aid kits; proper fire extinguishers; protective goggles, gloves and lab coats; proper disposal receptacles and procedures; spill control kit. Avoid carcinogens, mutagens and highly toxic chemicals like mercury, lead, cadmium, chlorine gas, etc.
Use only in laboratory hood. Use least toxic solvents. Do semi-micro- or microscale experiments.
Do not use explosives or chemicals such as ether, which can form explosive peroxides.
Avoid concentrated acids and bases when possible.
Do not use hydrogen sulphide. Use substitutes.
Avoid alphabetical storage, which can place incompatible chemicals in close proximity. Store chemicals by compatible groups.
Store flammable and combustible liquids in approved flammable-storage cabinets. |
|||
|
Biology |
Dissection
Anaesthetizing insects
Drawing of blood
Microscopy
Culturing bacteria |
Formaldehyde
Ether, cyanide
HIV, Hepatitis B
Stains
Pathogens |
Do not dissect specimens preserved in formaldehyde. Use smaller, freeze-dried animals, training films and videotapes, etc.
Use ethyl alcohol for anaesthetization of insects. Refrigerate insects for counting.
Avoid if possible. Use sterile lancets for blood typing under close supervision.
Avoid skin contact with iodine and gentian violet.
Use sterile technique with all bacteria, assuming there could be contamination by pathogenic bacteria. |
|||
|
Physical sciences |
Radioisotopes
Electricity and magnetism
Lasers |
Ionizing radiation
Electrical hazards
Eye and skin damage, electrical hazards |
Use radioisotopes only in “exempt” quantities not requiring a license. Only trained teachers should use these. Develop a radiation safety programme.
Follow standard electrical safety procedures.
Use only low-power (Class I) lasers. Never look directly into a laser beam or pass the beam across face or body. Lasers should have a key lock. |
|||
|
Earth sciences |
Geology
Water pollution
Atmosphere
Volcanoes
Solar observation |
Flying chips
Infection, toxic chemicals
Mercury manometers
Ammonium dichromate
Infrared radiation |
Crush rocks in canvas bag to prevent flying chips. Wear protective goggles.
Do not take sewage samples because of infection risk. Avoid hazardous chemicals in field testing of water pollution.
Use oil or water manometers. If mercury manometers are used for demonstration, have mercury spill control kit.
Do not use ammonium dichromate and magnesium to simulate volcanoes.
Never view sun directly with eyes or through lenses. |
|||
|
Art and Industrial Arts |
All
Painting and drawing
Photography
Textile and fibre arts |
General
Pigments, solvents
Photochemicals, acids, sulphur dioxide
Dyes, dyeing assistants, wax fumes |
Avoid most dangerous chemicals and processes. Have proper ventilation. See also precautions under Chemistry
Avoid lead and cadmium pigments. Avoid oil paints unless cleanup is done with vegetable oil. Use spray fixatives outside.
Avoid colour processing and toning. Have dilution ventilation for darkroom. Have eyewash fountain. Use water instead of acetic acid for stop bath.
Use aqueous liquid dyes or mix dyes in glove box. Avoid dichromate mordants. Do not use solvents to remove wax in batik. Have ventilation if ironing out wax. |
|||
|
|
Papermaking
Printmaking
Woodworking
Ceramics
Sculpture
Jewelry
|
Alkali, beaters
Solvents
Acids, potassium chlorate
Dichromates
Woods and wood dust
Machinery and tools
Noise
Glues
Paints and finishes
Lead, silica, toxic metals, kiln fumes
Silica, plastics resins, dust
Soldering fumes, acids |
Do not boil lye. Use rotten or mulched plant materials, or recycle paper and cardboard. Use large blender instead of more dangerous industrial beaters to prepare paper pulp. Use water-based instead of solvent-based silk screen inks. Clean intaglio press beds nd inking slabs with vegetable oil and dishwashing liquid instead of solvents. Use cut paper stencils instead of lacquer stencils for silk screen printing.
Use ferric chloride to etch copper plates instead of Dutch mordant or nitric acid on zinc plates. If using nitric acid etching, have emergency shower and eyewash fountain and local exhaust ventilation.
Use diazo instead of dichromate photoemulsions. Use citric acid fountain solutions in lithography to replace dichromates.
Have dust collection system for woodworking machines. Avoid irritating and allergenic hardwoods, preserved woods (e.g., chromated copper arsenate treated).Clean up wood dust to remove fire hazards.
Have machine guards. Have key locks and panic button.
Reduce noise levels or wear hearing protectors.
Use water-based glues when possible. Avoid formaldehyde/resorcinol glues, solvent-based glues.
Use water-based paints and finishes. Use shellac based on ethyl alcohol rather than methyl alcohol.
Purchase wet clay. Do not use lead glazes. Buy prepared glazes rather than mixing dry glazes. Spray glazes only in spray booth. Fire kiln outside or have local exhaust ventilation. Wear infrared goggles when looking into hot kiln.
Use only hand tools for stone sculpture to reduce dust levels. Do not use sandstone, granite or soapstone, which might contain silica or asbestos. Do not use highly toxic polyester, epoxy or polyurethane resins. Have ventilation if heating plastics to remove decomposition products. Wet mop or vacuum dusts. Avoid cadmium silver solders and fluoride fluxes. Use sodium hydrogen sulphate rather than sulphuric acid for pickling. Have local exhaust ventilation. |
|||
|
|
Enameling
Lost wax casting
Stained glass
Welding
Commercial art |
Lead, burns, infrared radiation
Metal fumes, silica, infrared radiation, heat
Lead, acid fluxes
Metal fumes, ozone, nitrogen dioxide, electrical and fire hazards
Solvents, photochemicals, video display terminals |
Use only lead-free enamels. Ventilate enameling kiln. Have heat-protective gloves and clothing, and infrared goggles.
Use 50/50 30-mesh sand/plaster instead of cristobalite investments. Have local exhaust ventilation for wax burnout kiln and casting operation. Wear heat-protective clothing and gloves.
Use copper foil technique rather than lead came. Use lead- and antimony-free solders. Avoid lead glass paints. Use acid- and rosin-free soldering fluxes.
Do not weld metals coated with zinc, lead paints, or alloys with hazardous metals (nickel, chromium, etc.). Weld only metals of known composition.
Use double-sided tape instead of rubber cement. Use heptane-based, not hexane rubber cements. Have spray booths for air brushing. Use water-based or alcohol-based permanent markers instead of xylene types. See Photography section for photoprocesses. Have proper ergonomic chairs, lighting, etc., for computers. |
|||
|
Performing Arts |
Theatre
Dance
Music |
Solvents, paints, welding fumes, isocyanates, safety, fire
Acute injuries Repetitive strain injuries
Musculoskeletal injuries (e.g., carpal tunnel syndrome)
Noise
Vocal strain |
Use water-based paints and dyes. Do not use polyurethane spray foams. Separate welding from other areas. Have safe rigging procedures. Avoid pyrotechnics, firearms, fog and smoke, and other hazardous special effects. Fireproof all stage scenery. Mark all trap doors, pits and elevations.
Have a proper dance floor. Avoid full schedules after period of inactivity. Assure proper warm-up before and cool-down after dance activity. Allow sufficient recovery time after injuries.
Use proper sized instruments. Have adequate instrument supports. Allow sufficient recovery time after injuries.
Keep sound levels at acceptable levels. Wear musician’s ear plugs if needed. Position speakers to minimize noise levels. Use sound-absorbing materials on walls. Assure adequate warm-up. Provide proper vocal training and conditioning. |
|||
|
Automotive Mechanics |
Brake drums
Degreasing
Car motors
Welding
Painting |
Asbestos
Solvents
Carbon monoxide
Solvents, pigments |
Do not clean brake drums unless approved equipment is used.
Use water-based detergents. Use parts cleaner
Have tailpipe exhaust.
See above.
Spray paint only in spray booth, or outdoors with respiratory protection.
|
|||
|
Home Economics |
Food and nutrition |
Electrical hazards
Knives and other sharp utensils
Fire and burns
Cleaning products |
Follow standard electrical safety rules.
Always cut away from body. Keep knives sharpened.
Have stove hoods with grease filters that exhaust to outside. Wear protective gloves with hot objects.
Wear goggles, gloves and apron with acidic or basic cleaning products. |
|||
Teachers in special education programmes can sometimes be at greater risk. Examples of hazards include violence from emotionally disturbed students and transmission of infections such as hepatitis A, B and C from institutionalized, developmentally disabled students (Clemens et al. 1992).
Preschool Programmes
Child-care, which involves the physical care and often education of young children, takes many forms in different parts of the world. In many countries where extended families are common, grandparents and other female relatives care for young children when the mother has to work. In countries where the nuclear family and/or single parents predominate and the mother is working, the care of healthy children below school age often occurs in private or public day-care centres or nursery schools outside the home. In many countries - for example, Sweden - these child-care facilities are operated by municipalities. In the United States, most child-care facilities are private, although they are usually regulated by local health departments. An exception is the Head Start Program for preschool children, which is funded by the government.
Staffing of child-care facilities usually depends on the number of children involved and the nature of the facility. For small numbers of children (usually less than 12), the child-care facility might be a home where the children include the preschool children of the caregiver. The staff can include one or more qualified adult assistants to meet staff-to-child ratio requirements. Larger, more formal child-care facilities include day-care centres and nursery schools. The staff members for these are usually required to have more education and can include a qualified director, trained teachers, nursing staff under the supervision of a physician, kitchen staff (nutrition specialists, food service managers and cooks) and other personnel, such as transportation staff and maintenance staff. The premises of the day-care centre should have such amenities as an outdoor play area, cloakroom, reception area, indoor classroom and play area, kitchen, sanitary facilities, administrative rooms, laundry room and so on.
Staff duties include supervision of children in all their activities, changing diapers of infants, emotional nurturing of the children, teaching, food preparation and service, recognition of signs of illness and/or safety hazards and many other functions.
Day-care workers face many of the same hazards found in normal indoor environments, including indoor air pollution, poor lighting, inadequate temperature control, slips and falls and fire hazards. (See the article “Elementary and Secondary Schools”.) Stress (often resulting in burnout) and infections, however, are the major hazards for day-care workers. The lifting and carrying of children and exposure to possibly hazardous art supplies are other hazards.
Stress
Causes of stress in day-care workers include: high responsibility for the welfare of children without adequate pay and recognition; a perception of being unskilled even though many day-care workers have above-average education; image problems due to highly publicized incidents of day-care workers mistreating and abusing children, which have resulted in innocent day-care workers being fingerprinted and treated as potential criminals; and poor working conditions. The latter include low staff-to-child ratios, continual noise, lack of adequate time and facilities for meals and breaks separate from the children and inadequate mechanisms for parent-worker interaction, which can result in unnecessary and possibly unfair pressure and criticism from parents.
Preventive measures to reduce stress in day-care workers include: higher wages and better benefits; higher staff-to-child ratios to allow job rotation, rest breaks, sick leave and better performance, with resulting increase in job satisfaction; establishing formal mechanisms for parent-worker communications and cooperation (possibly including a parent-workers health and safety committee); and improved working conditions, such as adult-size chairs, regular “quiet” times, a separate workers’ break area and so on.
Infections
Infectious diseases, such as diarrhoeal diseases, streptococcal and meningococcal infections, rubella, cytomegalovirus and respiratory infections, are major occupational hazards of day-care workers (see table 1). A study of day-care workers in Belgium found an increased risk of hepatitis A (Abdo and Chriske 1990). Up to 30% of the 25,000 cases of hepatitis A reported annually in the United States have been linked to day-care centres. Some organisms causing diarrhoeal diseases, such as Giardia lamblia, which causes giardiasis, are extremely infectious. Outbreaks can occur in day-care centres serving affluent populations as well as those serving poor areas (Polis et al. 1986). Some infections - for example, German measles and cytomegalovirus - can be especially hazardous for pregnant women, or women planning to have children, because of the risk of birth defects caused by the virus.
Sick children can spread diseases, as can children who have no overt symptoms but are carrying an illness. The most common routes of exposure are faecal-oral and respiratory. Young children usually have poor personal hygiene habits. Hand-to-mouth and toy-to-mouth contact are common. Handling contaminated toys and food is one type of entry route. Some organisms can live on inanimate objects for extended periods ranging from hours to weeks. Food can also be a vector if the food handler has contaminated hands or is ill. Inhalation of airborne respiratory droplets due to sneezing and coughing without protection such as tissues can result in transmission of infections. Such air-borne aerosols can remain suspended in the air for hours.
Day care employees working with children under the age of three years, especially if the children are not toilet-trained, are at greatest risk, particularly when changing and handling soiled diapers which are contaminated by disease-bearing organisms.
Precautions include: convenient facilities for handwashing; regular handwashing by children and staff members; changing diapers in designated areas which are regularly disinfected; disposal of soiled diapers in closed, plastic-lined receptacles which are emptied frequently; separating food preparation areas from other areas; frequent washing of toys, play areas, blankets and other items that could become contaminated; good ventilation; adequate staff-to-child ratios to allow proper implementation of a hygiene programme; a policy of excluding, isolating or restricting sick children, depending on the illness; and adequate sick-leave policies to allow sick day-care workers to stay home.
Adapted from Women’s Occupational Health Resource Center 1987
Copper, Lead and Zinc Smelting and Refining
Adapted from EPA 1995.
Copper
Copper is mined in both open pits and underground mines, depending upon the ore grade and the nature of the ore deposit. Copper ore typically contains less that 1% copper in the form of sulphide minerals. Once the ore is delivered above the ground, it is crushed and ground to a powdery fineness and then concentrated for further processing. In the concentration process, ground ore is slurried with water, chemical reagents are added and air is blown through the slurry. The air bubbles attach themselves to the copper minerals and are then skimmed off the top of the flotation cells. The concentrate contains between 20 and 30% copper. The tailings, or gangue minerals, from the ore fall to the bottom of the cells and are removed, dewatered by thickeners and transported as a slurry to a tailings pond for disposal. All water used in this operation, from dewatering thickeners and the tailings pond, is recovered and recycled back into the process.
Copper can be produced either pyrometallurgically or hydrometallurgically depending upon the ore-type used as a charge. The ore concentrates, which contain copper sulphide and iron sulphide minerals, are treated by pyrometallurgical processes to yield high purity copper products. Oxide ores, which contain copper oxide minerals that may occur in other parts of the mine, together with other oxidized waste materials, are treated by hydrometallurgical processes to yield high purity copper products.
Copper conversion from the ore to metal is accomplished by smelting. During smelting the concentrates are dried and fed into one of several different types of furnaces. There the sulphide minerals are partially oxidized and melted to yield a layer of matte, a mixed copper-iron sulphide and slag, an upper layer of waste.
The matte is further processed by converting. The slag is tapped from the furnace and stored or discarded in slag piles onsite. A small amount of slag is sold for railroad ballast and for sand blasting grit. A third product of the smelting process is sulphur dioxide, a gas which is collected, purified and made into sulphuric acid for sale or for use in hydrometallurgical leaching operations.
Following smelting, the copper matte is fed into a converter. During this process the copper matte is poured into a horizontal cylindrical vessel (approximately 10ґ4 m) fitted with a row of pipes. The pipes, known as tuyères, project into the cylinder and are used to introduce air into the converter. Lime and silica are added to the copper matte to react with the iron oxide produced in the process to form slag. Scrap copper may also be added to the converter. The furnace is rotated so that the tuyères are submerged, and air is blown into the molten matte causing the remainder of the iron sulphide to react with oxygen to form iron oxide and sulphur dioxide. Then the converter is rotated to pour off the iron silicate slag.
Once all of the iron is removed, the converter is rotated back and given a second blow of air during which the remainder of the sulphur is oxidized and removed from the copper sulphide. The converter is then rotated to pour off the molten copper, which at this point is called blister copper (so named because if allowed to solidify at this point, it will have a bumpy surface due to the presence of gaseous oxygen and sulphur). Sulphur dioxide from the converters is collected and fed into the gas purification system together with that from the smelting furnace and made into sulphuric acid. Due to its residual copper content, slag is recycled back to the smelting furnace.
Blister copper, containing a minimum of 98.5% copper, is refined to high purity copper in two steps. The first step is fire refining, in which the molten blister copper is poured into a cylindrical furnace, similar in appearance to a converter, where first air and then natural gas or propane are blown through the melt to remove the last of the sulphur and any residual oxygen from the copper. The molten copper is then poured into a casting wheel to form anodes pure enough for electrorefining.
In electrorefining, the copper anodes are loaded into electrolytic cells and interspaced with copper starting sheets, or cathodes, in a bath of copper sulphate solution. When a direct current is passed through the cell the copper is dissolved from the anode, transported through the electrolyte and re-deposited on the cathode starting sheets. When the cathodes have built-up to sufficient thickness they are removed from the electrolytic cell and a new set of starting sheets is put in their place. Solid impurities in the anodes fall to the bottom of the cell as a sludge where they are ultimately collected and processed for the recovery of precious metals such as gold and silver. This material is known as anode slime.
The cathodes removed from the electrolytic cell are the primary product of the copper producer and contain 99.99% copper. These may be sold to wire-rod mills as cathodes or processed further to a product called rod. In manufacturing rod, cathodes are melted in a shaft furnace and the molten copper is poured onto a casting wheel to form a bar suitable for rolling into a 3/8 inch diameter continuous rod. This rod product is shipped to wire mills where it is extruded into various sizes of copper wire.
In the hydrometallurgical process, the oxidized ores and waste materials are leached with sulphuric acid from the smelting process. Leaching is performed in situ, or in specially prepared piles by distributing acid across the top and allowing it to percolate down through the material where it is collected. The ground under the leach pads is lined with an acid-proof, impermeable plastic material to prevent leach liquor from contaminating groundwater. Once the copper-rich solutions are collected they can be processed by either of two processes—the cementation process or the solvent extraction/electrowinning process (SXEW). In the cementation process (which is rarely used today), the copper in the acidic solution is deposited on the surface of scrap iron in exchange for the iron. When sufficient copper has been cemented out, the copper-rich iron is put into the smelter together with the ore concentrates for copper recovery via the pyrometallurgical route.
In the SXEW process, the pregnant leach solution (PLS) is concentrated by solvent extraction, which extracts copper but not impurity metals (iron and other impurities). The copper-laden organic solution is then separated from the leachate in a settling tank. Sulphuric acid is added to the pregnant organic mixture, which strips the copper into an electrolytic solution. The leachate, containing the iron and other impurities, is returned to the leaching operation where its acid is used for further leaching. The copper-rich strip solution is passed into an electrolytic cell known as an electrowinning cell. An electrowinning cell differs from an electrorefining cell in that it uses a permanent, insoluble anode. The copper in solution is then plated onto a starting sheet cathode in much the same manner as it is on the cathode in an electrorefining cell. The copper-depleted electrolyte is returned to the solvent extraction process where it is used to strip more copper from the organic solution. The cathodes produced from the electrowinning process are then sold or made into rods in the same manner as those produced from the electrorefining process.
Electrowinning cells are used also for the preparation of starting sheets for both the electrorefining and electrowinning processes by plating the copper onto either stainless steel or titanium cathodes and then stripping off the plated copper.
Hazards and their prevention
The major hazards are exposure to ore dusts during ore processing and smelting, metal fumes (including copper, lead and arsenic) during smelting, sulphur dioxide and carbon monoxide during most smelting operations, noise from crushing and grinding operations and from furnaces, heat stress from the furnaces and sulphuric acid and electrical hazards during electrolytic processes.
Precautions include: LEV for dusts during transfer operations; local exhaust and dilution ventilation for sulphur dioxide and carbon monoxide; a noise control and hearing protection programme; protective clothing and shields, rest breaks and fluids for heat stress; and LEV, PPE and electrical precautions for electrolytic processes. Respiratory protection is commonly worn to protect against dusts, fumes and sulphur dioxide.
Table 1 lists environmental pollutants for various steps in copper smelting and refining.
Table 1. Process materials inputs and pollution outputs for copper smelting and refining
|
Process |
Material input |
Air emissions |
Process wastes |
Other wastes |
|
Copper concentration |
Copper ore, water, chemical reagents, thickeners |
Flotation wastewaters |
Tailings containing waste minerals such as limestone and quartz |
|
|
Copper leaching |
Copper concentrate, sulphuric acid |
Uncontrolled leachate |
Heap leach waste |
|
|
Copper smelting |
Copper concentrate, siliceous flux |
Sulphur dioxide, particulate matter containing arsenic, antimony, cadmium, lead, mercury and zinc |
Acid plant blowdown slurry/sludge, slag containing iron sulphides, silica |
|
|
Copper conversion |
Copper matte, scrap copper, siliceous flux |
Sulphur dioxide, particulate matter containing arsenic, antimony, cadmium, lead, mercury and zinc |
Acid plant blowdown slurry/sludge, slag containing iron sulphides, silica |
|
|
Electrolytic copper refining |
Blister copper, sulphuric acid |
Slimes containing impurities such as gold, silver, antimony, arsenic, bismuth, iron, lead, nickel, selenium, sulphur and zinc |
Lead
The primary lead production process consists of four steps: sintering, smelting, drossing and pyrometallurgical refining. To begin, a feedstock comprising mainly of lead concentrate in the form of lead sulphide is fed into a sintering machine. Other raw materials may be added including iron, silica, limestone flux, coke, soda, ash, pyrite, zinc, caustic and particulates gathered from pollution control devices. In the sintering machine the lead feedstock is subjected to blasts of hot air which burn off the sulphur, creating sulphur dioxide. The lead oxide material existing after this process contains about 9% of its weight in carbon. The sinter is then fed along with coke, various recycled and cleanup materials, limestone and other fluxing agents into a blast furnace for reducing, where the carbon acts as a fuel and smelts or melts the lead material. The molten lead flows to the bottom of the furnace where four layers form: “speiss” (the lightest material, basically arsenic and antimony); “matte” (copper sulphide and other metal sulphides); blast furnace slag (primarily silicates); and lead bullion (98% lead, by weight). All layers are then drained off. The speiss and matte are sold to copper smelters for recovery of copper and precious metals. The blast furnace slag which contains zinc, iron, silica and lime is stored in piles and partially recycled. Sulphur oxide emissions are generated in blast furnaces from small quantities of residual lead sulphide and lead sulphates in the sinter feed.
Rough lead bullion from the blast furnace usually requires preliminary treatment in kettles before undergoing refining operations. During drossing, the bullion is agitated in a drossing kettle and cooled to just above its freezing point (370 to 425°C). A dross, which is composed of lead oxide, along with copper, antimony and other elements, floats to the top and solidifies above the molten lead.
The dross is removed and fed into a dross furnace for recovery of the non-lead useful metals. To enhance copper recovery, drossed lead bullion is treated by adding sulphur-bearing materials, zinc, and/or aluminium, lowering the copper content to approximately 0.01%.
During the fourth step, the lead bullion is refined using pyrometallurgical methods to remove any remaining non-lead saleable materials (e.g., gold, silver, bismuth, zinc, and metal oxides such as antimony, arsenic, tin and copper oxide). The lead is refined in a cast iron kettle by five stages. Antimony, tin and arsenic are removed first. Then zinc is added and gold and silver are removed in the zinc slag. Next, the lead is refined by vacuum removal (distillation) of zinc. Refining continues with the addition of calcium and magnesium. These two materials combine with bismuth to form an insoluble compound that is skimmed from the kettle. In the final step caustic soda and/or nitrates may be added to the lead to remove any remaining traces of metal impurities. The refined lead will have a purity of 99.90 to 99.99% and may be mixed with other metals to form alloys or it may be directly cast into shapes.
Hazards and their prevention
The major hazards are exposure to ore dusts during ore processing and smelting, metal fumes (including lead, arsenic and antimony) during smelting, sulphur dioxide and carbon monoxide during most smelting operations, noise from grinding and crushing operations and from furnaces, and heat stress from the furnaces.
Precautions include: LEV for dusts during transfer operations; local exhaust and dilution ventilation for sulphur dioxide and carbon monoxide; a noise control and hearing protection programme; and protective clothing and shields, rest breaks and fluids for heat stress. Respiratory protection is commonly worn to protect against dusts, fumes and sulphur dioxide. Biological monitoring for lead is essential.
Table 2 lists environmental pollutants for various steps in lead smelting and refining.
Table 2. Process materials inputs and pollution outputs for lead smelting and refining
|
Process |
Material input |
Air emissions |
Process wastes |
Other wastes |
|
Lead sintering |
Lead ore, iron, silica, limestone flux, coke, soda, ash, pyrite, zinc, caustic, baghouse dust |
Sulphur dioxide, particulate matter contain-ing cadmium and lead |
||
|
Lead smelting |
Lead sinter, coke |
Sulphur dioxide, particulate matter contain-ing cadmium and lead |
Plant washdown wastewater, slag granulation water |
Slag containing impurities such as zinc, iron, silica and lime, surface impoundment solids |
|
Lead drossing |
Lead bullion, soda ash, sulphur, baghouse dust, coke |
Slag containing such impurities as copper, surface impoundment solids |
||
|
Lead refining |
Lead drossing bullion |
Zinc
Zinc concentrate is produced by separating the ore, which may contain as little as 2% zinc, from waste rock by crushing and flotation, a process normally performed at the mining site. The zinc concentrate is then reduced to zinc metal in one of two ways: either pyrometallurgically by distillation (retorting in a furnace) or hydrometallurgically by electrowinning. The latter accounts for approximately 80% of total zinc refining.
Four processing stages are generally used in hydrometallurgic zinc refining: calcining, leaching, purification and electrowinning. Calcining, or roasting, is a high-temperature process (700 to 1000 °C) that converts zinc sulphide concentrate to an impure zinc oxide called calcine. Roaster types include multiple-hearth, suspension or fluidized-bed. In general, calcining begins with the mixing of zinc-containing materials with coal. This mixture is then heated, or roasted, to vaporize the zinc oxide which is then moved out of the reaction chamber with the resulting gas stream. The gas stream is directed to the baghouse (filter) area where the zinc oxide is captured in baghouse dust.
All of the calcining processes generate sulphur dioxide, which is controlled and converted to sulphuric acid as a marketable process by-product.
Electrolytic processing of desulphurized calcine consists of three basic steps: leaching, purification and electrolysis. Leaching refers to the dissolving of the captured calcine in a solution of sulphuric acid to form a zinc sulphate solution. The calcine may be leached once or twice. In the double-leach method, the calcine is dissolved in a slightly acidic solution to remove the sulphates. The calcine is then leached a second time in a stronger solution which dissolves the zinc. This second leaching step is actually the beginning of the third step of purification because many of the iron impurities drop out of the solution as well as the zinc.
After leaching, the solution is purified in two or more stages by adding zinc dust. The solution is purified as the dust forces deleterious elements to precipitate so that they can be filtered out. Purification is usually conducted in large agitation tanks. The process takes place at temperatures ranging from 40 to 85°C and pressures ranging from atmospheric to 2.4 atmospheres. The elements recovered during purification include copper as a cake and cadmium as a metal. After purification the solution is ready for the final step, electrowinning.
Zinc electrowinning takes place in an electrolytic cell and involves running an electric current from a lead-silver alloy anode through the aqueous zinc solution. This process charges the suspended zinc and forces it to deposit onto an aluminium cathode which is immersed in the solution. Every 24 to 48 hours, each cell is shut down, the zinc-coated cathodes removed and rinsed, and the zinc mechanically stripped from the aluminium plates. The zinc concentrate is then melted and cast into ingots and is often as high as 99.995% pure.
Electrolytic zinc smelters contain as many as several hundred cells. A portion of the electrical energy is converted into heat, which increases the temperature of the electrolyte. Electrolytic cells operate at temperature ranges from 30 to 35°C at atmospheric pressure. During electrowinning a portion of the electrolyte passes through cooling towers to decrease its temperature and to evaporate the water it collects during the process.
Hazards and their prevention
The major hazards are exposure to ore dusts during ore processing and smelting, metal fumes (including zinc and lead) during refining and roasting, sulphur dioxide and carbon monoxide during most smelting operations, noise from crushing and grinding operations and from furnaces, heat stress from the furnaces and sulphuric acid and electrical hazards during electrolytic processes.
Precautions include: LEV for dusts during transfer operations; local exhaust and dilution ventilation for sulphur dioxide and carbon monoxide; a noise control and hearing protection programme; protective clothing and shields, rest breaks and fluids for heat stress; and LEV, PPE, and electrical precautions for electrolytic processes. Respiratory protection is commonly worn to protect against dusts, fumes and sulphur dioxide.
Table 3 lists environmental pollutants for various steps in zinc smelting and refining.
Table 3. Process materials inputs and pollution outputs for zinc smelting and refining
|
Process |
Material input |
Air emissions |
Process wastes |
Other wastes |
|
Zinc calcining |
Zinc ore, coke |
Sulphur dioxide, particulate matter containing zinc and lead |
Acid plant blowdown slurry |
|
|
Zinc leaching |
Zinc calcine, sulphuric acid, limestone, spent electrolyte |
Wastewaters containing sulphuric acid |
||
|
Zinc purification |
Zinc-acid solution, zinc dust |
Wastewaters containing sulphuric acid, iron |
Copper cake, cadmium |
|
|
Zinc electrowinning |
Zinc in a sulphuric acid/aqueous solution, lead-silver alloy anodes, aluminium cathodes, barium carbonate or strontium, colloidal additives |
Dilute sulphuric acid |
Electrolytic cell slimes/sludges |
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."