- You are here:
-
Home

-
Contents (2)
-
Part XVII. Services and Trade
-
Transport Industry and Warehousing
-
Storage
- Gelpi, E.

Wang, Jung-Der
Address: National Taiwan University College of Public Health, 1, Jen-Ai Road, 1st Section
Taipei, Taiwan
Country: China
Phone: 886 2 356 2224
Fax: 886 2 322 4660
E-mail: jdwang@ntumc1.mc.ntu.edu.tw
Past position(s): President, Environmental and Occupational Medicine Association
Education: MB, 1975, National Taiwan University College of Medicine; MIH, 1979, Harvard University School of Public Health; ScD, 1982, Harvard University School of Public Health
Areas of interest: Diagnosis of environmental and occupational diseases; pollution prevention; health service evaluation and decision; epidemiological methods
Global Trends in the Textile Industry
Human beings have relied on clothing and food to survive ever since they appeared on earth. The clothing or textile industry thus began very early in human history. While early people used their hands to weave and knit cotton or wool into fabric or cloth, it was not until the late 18th and early 19th centuries that the Industrial Revolution changed the way of making clothes. People started to use various kinds of energy to supply power. Nevertheless, cotton, wool and cellulose fibres remained the major raw materials. Since the Second World War, the production of synthetic fibres developed by the petrochemical industry has increased tremendously. The consumption volume of synthetic fibres of world textile products in 1994 was 17.7 million tons, 48.2% of all fibres, and it is expected to exceed 50% after 2000 (see figure 1).
Figure 1. Change in fibre supply in the textile industry before 1994 and projected through 2004.
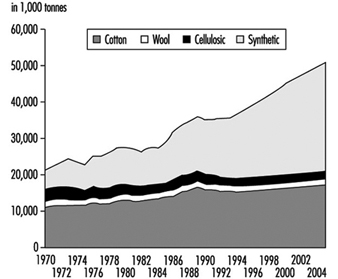
According to the world apparel fibre consumption survey by the Food and Agricultural Organization (FAO), the average annual rates of growth for textile consumption during 1969–89, 1979–89 and 1984–89 were 2.9%, 2.3% and 3.7% respectively. Based on the previous consumption trend, population growth, per capita GDP (gross domestic product) growth, and the increase of consumption of each textile product with rising income, the demand for textile products in 2000 and 2005 will be 42.2 million tons and 46.9 million tons, respectively, as shown in figure 1. The trend indicates that there is a consistent growing demand for textile products, and that the industry will still employ a large workforce.
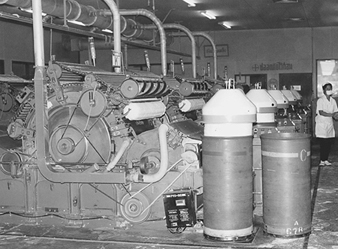
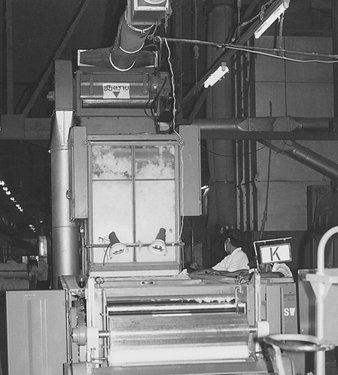
Another major change is the progressive automation of weaving and knitting, which, combined with rising labour costs, has shifted the industry from the developed to the developing countries. Although the production of yarn and fabric products, as well as some upstream synthetic fibres, has remained in more developed countries, a large proportion of the labour-intensive downstream apparel industry has already moved to the developing countries. The Asia-Pacific region’s textile and clothing industry now accounts for approximately 70% of the world production; table 1 indicates a shifting trend of employment in this region. Thus, the occupational safety and health of textile workers has become a major issue in developing countries; figure 2, figure 3, figure 4 and figure 5, illustrate some textile industry processes as they are carried out in the developing world.
Table 1. Numbers of enterprises and employees in textile and apparel industries of selected countries and territories in the Asia-Pacific area in 1985 and 1995.
|
Number of |
Year |
Australia |
China |
Hong Kong |
India |
Indonesia |
Korea, Republic of |
Malaysia |
New Zealand |
Pakistan |
|
Enterprises |
1985 |
2,535 |
45,500 |
13,114 |
13,435 |
1,929 |
12,310 |
376 |
2,803 |
1,357 |
|
Employees (x10³) |
1985 |
96 |
4,396 |
375 |
1,753 |
432 |
684 |
58 |
31 |
N.A. |

Wilawan Juengprasert, Ministry of Public Health, Thailand
Wilawan Juengprasert, Ministry of Public Health, Thailand
Wilawan Juengprasert, Ministry of Public Health, Thailand

Wilawan Juengprasert, Ministry of Public Health, Thailand
Jewellery
Jewellery manufacturing can include working with a variety of materials, such as precious and semi-precious stones, synthetic stones, shells, coral, pearls, precious metals, metal enamels and newer materials such as epoxy resins and vinyl polymers. These can be used to make rings, earrings, necklaces, pendants and a variety of other personal decorative items. Jewellery manufacturing shops vary in size, and different manufacturing processes may be adopted. Thus, health hazards may vary from one workshop to another.
Processes, Hazards and Precautions
Precious stones and settings
Much jewellery manufacturing involves the setting of precious stones into bases of precious metals or alloys of precious metals. Stones are initially cut into desired sizes, then polished. Base metals are cast, then ground and polished. Traditionally, the metal settings were made using “injection” mouldings. Alloys of low melting point, including alloys of cadmium and mercury, have also been used for metal casting. Recently, “lost wax” methods have been used to achieve a better quality of casting. Stones are held on metal bases using adhesives, soldering or mechanical clamping by parts of the metal frame. Metal bases are usually plated with precious metals.
Health hazards may result from exposure to metal fumes, wax fumes or dust of stones and metals, and visual impairment from poor lighting. Working with fine parts of jewellery items generally requires proper ventilation, adequate illumination and the use of magnifying lenses. In addition, proper ergonomic design in the workplace is recommended.
Stone cutting and polishing
Precious, semi-precious and synthetic stones (including diamond, jade, ruby, garnet, jasper, agate, travertine, opal, turquoise and amethyst) are usually cut to the desired size with small saws before setting. Injury hazards include abrasions and lacerations of the skin or eyes; other health hazards include dust inhalation (e.g., silicosis from quartz stones).
Precautions include proper ventilation, dust collectors, using magnifying lenses, local illumination, eye protection and ergonomic design of tools and working environments.
Lost wax metal casting
Rubber or silicon moulds are made from original moulds that are custom-made or designed by artists. Wax is subsequently injected into these moulds. Moulds (called investments) of plaster of Paris and/or silica are made to enclose these wax moulds. The whole investment is then heated in the kiln or oven to drain the wax out of the block, then filled with molten metal with the aid of centrifugation. The mould is shattered to recover the metal piece. This is polished, and also may be electroplated with a thin layer of precious metal.
Precious metals and their alloys, including gold, silver, platinum and copper as well as zinc and tin, are commonly used in constructing metal pieces. Injury hazards include fire or explosion from flammable gas used for melting metals, and burns from heated plaster casts or blocks, molten metal spillage, oxyacetylene torches or ovens; other health hazards include inhalation of metal fumes or dusts of silver, gold, zinc, lead, tin and so on.
Precautions include using alternative casting methods to lower the level of exposures and toxicity, proper local exhaust ventilation for metal dust and fumes, dust collectors, personal protective equipment including goggles, insulating gloves and working gowns, and proper storage of flammable gas.
Enamelling
Enamelling involves the fusion of pre-ground, powdered lead or borosilicate glass particles mixed with various coloured oxides onto a base metal to form an enamelled surface. Base metals can include silver, gold or copper. Common colourants include antimony, cadmium, cobalt, chromium, manganese, nickel and uranium.
Cleaning
The metal surface must first be cleaned with a torch or in a kiln to burn off oils and grease; it is then pickled with dilute nitric or sulphuric acid, or the safer sodium bisulphate, to remove firescale. Hazards include thermal and acid burns. Precautions include protective gloves, goggles and apron.
Application
Some enamellists grind and sift their enamels to obtain desired particle sizes. Application techniques include brushing, spraying, stencilling and sifting or wet packing of the enamel onto the metal surface. Inhalation of enamel powder or spray mist is the greatest hazard, particularly with lead-based enamels. Precautions include use of lead-free enamels and respiratory protection. In cloisonné, different enamel colours are separated by metal wires that have been soldered onto the metal. (See the discussion on silver soldering below). In champleve, designs are etched with ferric chloride or nitric acid, and depressed areas filled with enamels. Another technique involves applying enamels mixed with resin in turpentine. Ventilation and precautions to prevent skin contact are required.
Firing
The enamelled metal is then fired in a small kiln. Ventilation is required to remove toxic metal fumes, fluorides and decomposition products (from gums and other organic materials in the enamel). Other hazards include thermal burns and infrared radiation. Infrared goggles and heat-protective gloves are recommended.
The enamel piece can then be finished by such methods as filing the edges and grinding and sanding the enamelled surface. Standard precautions against dust inhalation and eye contact are needed.
Metal jewellery
Metal jewellery can be made by cutting, bending and otherwise fabricating metals, electroplating, anodizing, soldering, gluing, finishing and so on. Many of these processes are discussed in “Metalworking”. Some specific applications are discussed below.
Electroplating
Gold, silver, copper and strong acid as well as cyanide are used in the electroplating process. Injury hazards include electrical shock and burns from acid or alkali spillage; other health hazards include the inhalation of metal, acid and cyanide mist, organic solvents, as well as hydrogen cyanide gas.
Precautions include substitution of non-cyanide plating solutions, avoidance of mixing cyanide solution with acids, local exhaust ventilation, using a tank cover to reduce mist production, proper storage of chemicals, electrical precautions and adequate personal protective equipment.
Soldering or gluing
Soldering involves metals such as tin, lead, antimony, silver, cadmium, zinc and bismuth. Safety hazards include burns; other health hazards include the inhalation of metal fumes, including lead and cadmium (Baker et al. 1979), and fluoride and acid fluxes.
Using epoxy resin and quick-drying agents with solvents to bind stones and metal pieces is a common practice. Injury hazards from gluing include fire and explosion; other health hazards include the inhalation of solvents and skin contact with epoxy resin, other adhesives and solvents.
Precautions include avoidance of lead and cadmium solders, adequate local exhaust ventilation, proper storage of chemicals, adequate illumination and personal protective equipment.
Metal grinding and polishing
Rotating wheels and linear actuators of varied sizes are used for grinding, polishing and cutting. Injury hazards include skin abrasions; other health hazards include the inhalation of metal dusts, as well as repetitive motion, vibration, awkward position and forces.
Precautions include adequate local exhaust ventilation, dust collectors, goggles for eye protection and ergonomic designs for workplaces and tools.
Shells
Mother-of-pearl (from oyster shells) and coral, as well as abalone and other shells, can be made into jewellery by cutting, drilling, sawing, shaving, grinding, polishing, finishing and so on. Hazards include hand and eye injuries from flying particles and sharp edges, respiratory irritation and allergic reactions from inhalation of fine shell dust, and, in the case of mother-of-pearl, possible hypersensitivity pneumonia and ossification with inflammation of tissues covering the bones, especially in young people.
Precautions include cleaning shells thoroughly to remove organic matter, wet grinding and polishing techniques, and local exhaust ventilation or respiratory protection. Goggles should be worn to prevent eye injury.
Beads
Beads can be made from a variety of materials, including glass, plastic, seed, bone, shells, pearls, gemstones and so on. A newer material used for beads and other jewellery is heat-cured polyvinyl chloride (polymer clays). Hazards include inhalation of dust from drilling the holes for the string or wire used to hold the beads, and possible eye injuries. Precautions include wet drilling, ventilation or respiratory protection and goggles. The polymer clays can release hydrogen chloride, a respiratory irritant, if heated above recommended temperatures. Using cooking ovens for heat curing is not recommended. There has also been concern about plasticizers such as diethylhexyl phthalate, a possible carcinogen and reproductive toxin, present in these polymer clays.
Case Studies Illustrating Methodological Issues in the Surveillance of Occupational Diseases
The documentation of occupational diseases in a country like Taiwan is a challenge to an occupational physician. For lack of a system including material safety data sheets (MSDS), workers were usually not aware of the chemicals with which they work. Since many occupational diseases have long latencies and do not show any specific symptoms and signs until clinically evident, recognition and identification of the occupational origin are often very difficult.
To better control occupational diseases, we have accessed databases which provide a relatively complete list of industrial chemicals and a set of specific signs and/or symptoms. Combined with the epidemiological approach of conjectures and refutations (i.e., considering and ruling out all possible alternative explanations), we have documented more than ten kinds of occupational diseases and an outbreak of botulism. We recommend that a similar approach be applied to any other country in a similar situation, and that a system involving an identification sheet (e.g., MSDS) for each chemical be advocated and implemented as one means to enable prompt recognition and hence the prevention of occupational diseases.
Hepatitis in a Colour Printing Factory
Three workers from a colour printing factory were admitted to community hospitals in 1985 with manifestations of acute hepatitis. One of the three had superimposed acute renal failure. Since viral hepatitis has a high prevalence in Taiwan, we should consider a viral origin among the most likely aetiologies. Alcohol and drug use, as well as organic solvents in the workplace, should also be included. Because there was no system of MSDS in Taiwan, neither the employees nor the employer were aware of all the chemicals used in the factory (Wang 1991).
We had to compile a list of hepatotoxic and nephrotoxic agents from several toxicological databases. Then, we deduced all possible inferences from the above hypotheses. For example, if hepatitis A virus (HAV) were the aetiology, we should observe antibodies (HAV-IgM) among the affected workers; if hepatitis B virus were the aetiology, we should observe more hepatitis B surface antigens (HBsAg) carriers among the affected workers as compared with non-affected workers; if alcohol were the main aetiology, we should observe more alcohol abusers or chronic alcoholics among affected workers; if any toxic solvent (e.g., chloroform) were the aetiology, we should find it at the workplace.
We performed a comprehensive medical evaluation for each worker. The viral aetiology was easily refuted, as well as the alcohol hypothesis, because they could not be supported by the evidence.
Instead, 17 of 25 workers from the plant had abnormal liver function tests, and a significant association was found between the presence of abnormal liver function and a history of recently having worked inside any of three rooms in which an interconnecting air-conditioning system had been installed to cool the printing machines. The association remained after stratification by the carrier status of hepatitis B. It was later determined that the incident occurred following inadvertent use of a “cleaning agent” (which was carbon tetrachloride) to clean a pump in the printing machine. Moreover, a simulation test of the pump-cleaning operation revealed ambient air levels of carbon tetrachloride of 115 to 495 ppm, which could produce hepatic damage. In a further refutational attempt, by eliminating the carbon tetrachloride in the workplace, we found that no more new cases occurred, and all affected workers improved after removal from the workplace for 20 days. Therefore, we concluded that the outbreak was from the use of carbon tetrachloride.
Neurological Symptoms in a Colour Printing Factory
In September 1986, an apprentice in a colour printing factory in Chang-Hwa suddenly developed acute bilateral weakness and respiratory paralysis. The victim’s father alleged on the telephone that there were several other workers with similar symptoms. Since colour printing shops were once documented to have occupational diseases resulting from organic solvent exposures, we went to the worksite to determine the aetiology with an hypothesis of possible solvent intoxication in mind (Wang 1991).
Our common practice, however, was to consider all alternative conjectures, including other medical problems including the impaired function of upper motor neurones, lower motor neurones, as well as the neuromuscular junction. Again, we deduced outcome statements from the above hypotheses. For example, if any solvent reported to produce polyneuropathy (e.g., n-hexane, methyl butylketone, acrylamide) were the cause, it would also impair the nerve conduction velocity (NCV); if it were other medical problems involving upper motor neurones, there would be signs of impaired consciousness and/or involuntary movement.
Field observations disclosed that all affected workers had a clear consciousness throughout the clinical course. An NCV study of three affected workers showed intact lower motor neurones. There was no involuntary movement, no history of medication or bites prior to the appearance of symptoms, and the neostigmine test was negative. A significant association between illness and eating breakfast in the factory cafeteria on September 26 or 27 was found; seven of seven affected workers versus seven of 32 unaffected workers ate breakfast in the factory on these two days. A further testing effort showed that type A botulinum toxin was detected in canned peanuts manufactured by an unlicensed company, and its specimen also showed a full growth of Clostridium botulinum. A final refutational trial was the removal of such products from the commercial market, which resulted in no new cases. This investigation documented the first cases of botulism from a commercial food product in Taiwan.
Premalignant Skin Lesions among Paraquat Manufacturers
In June 1983, two workers from a paraquat manufacturing factory visited a dermatology clinic complaining of numerous bilateral hyperpigmented macules with hyperkeratotic changes on parts of their hands, neck and face exposed to the sun. Some skin specimens also showed Bowenoid changes. Since malignant and premalignant skin lesions were reported among bipyridyl manufacturing workers, an occupational cause was strongly suspected. However, we also had to consider other alternative causes (or hypotheses) of skin cancer such as exposure to ionizing radiation, coal tar, pitch, soot or any other polyaromatic hydrocarbons (PAH). To rule out all of these conjectures, we conducted a study in 1985, visiting all of the 28 factories which ever engaged in paraquat manufacturing or packaging and examining the manufacturing processes as well as the workers (Wang et al. 1987; Wang 1993).
We examined 228 workers and none of them had ever been exposed to the aforementioned skin carcinogens except sunlight and 4’-4’-bipyridine and its isomers. After excluding workers with multiple exposures, we found that one out of seven administrators and two out of 82 paraquat packaging workers developed hyperpigmented skin lesions, as compared with three out of three workers involved in only bipyridine crystallization and centrifugation. Moreover, all 17 workers with hyperkeratotic or Bowen’s lesions had a history of direct exposure to bipyridyl and its isomers. The longer the exposure to bipyridyls, the more likely the development of skin lesions, and this trend cannot be explained by sunlight or age as demonstrated by stratification and logistic regression analysis. Hence, the skin lesion was tentatively attributed to a combination of bipyridyl exposures and sunlight. We made further refutational attempts to follow up if any new case occurred after enclosing all processes involving bipyridyls exposure. No new case was found.
Discussion and Conclusions
The above three examples have illustrated the importance of adopting a refutational approach and a database of occupational diseases. The former makes us always consider alternative hypotheses in the same manner as the initial intuitional hypothesis, while the latter provides a detailed list of chemical agents which can guide us toward the true aetiology. One possible limitation of this approach is that we can consider only those alternative explanations which we can imagine. If our list of alternatives is incomplete, we may be left with no answer or a wrong answer. Therefore, a comprehensive database of occupational disease is crucial to the success of this strategy.
We used to construct our own database in a laborious manner. However, the recently published OSH-ROM databases, which contain the NIOSHTIC database of more than 160,000 abstracts, may be one of the most comprehensive for such a purpose, as discussed elsewhere in the Encyclopaedia. Furthermore, if a new occupational disease occurs, we might search such a database and rule out all known aetiological agents, and leave none unrefuted. In such a situation, we may try to identify or define the new agent (or occupational setting) as specifically as possible so that the problem can first be mitigated, and then test further hypotheses. The case of premalignant skin lesions among paraquat manufacturers is a good example of this kind.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."