- You are here:
-
Home

-
Part X. Industries Based on Biological Resources
- Lumber

71. Lumber
Chapter Editors: Paul Demers and Kay Teschke
Table of Contents
Tables and Figures
General Profile
Paul Demers
Major Sectors and Processes: Occupational Hazards and Controls
Hugh Davies, Paul Demers, Timo Kauppinen and Kay Teschke
Disease and Injury Patterns
Paul Demers
Environmental and Public Health Issues
Kay Teschke and Anya Keefe
Tables
Click a link below to view the table in the article context.
1. Estimated wood production in 1990
2. Estimated production of lumber for the 10 largest world producers
3. OHS hazards by lumber industry process area
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.






General Profile
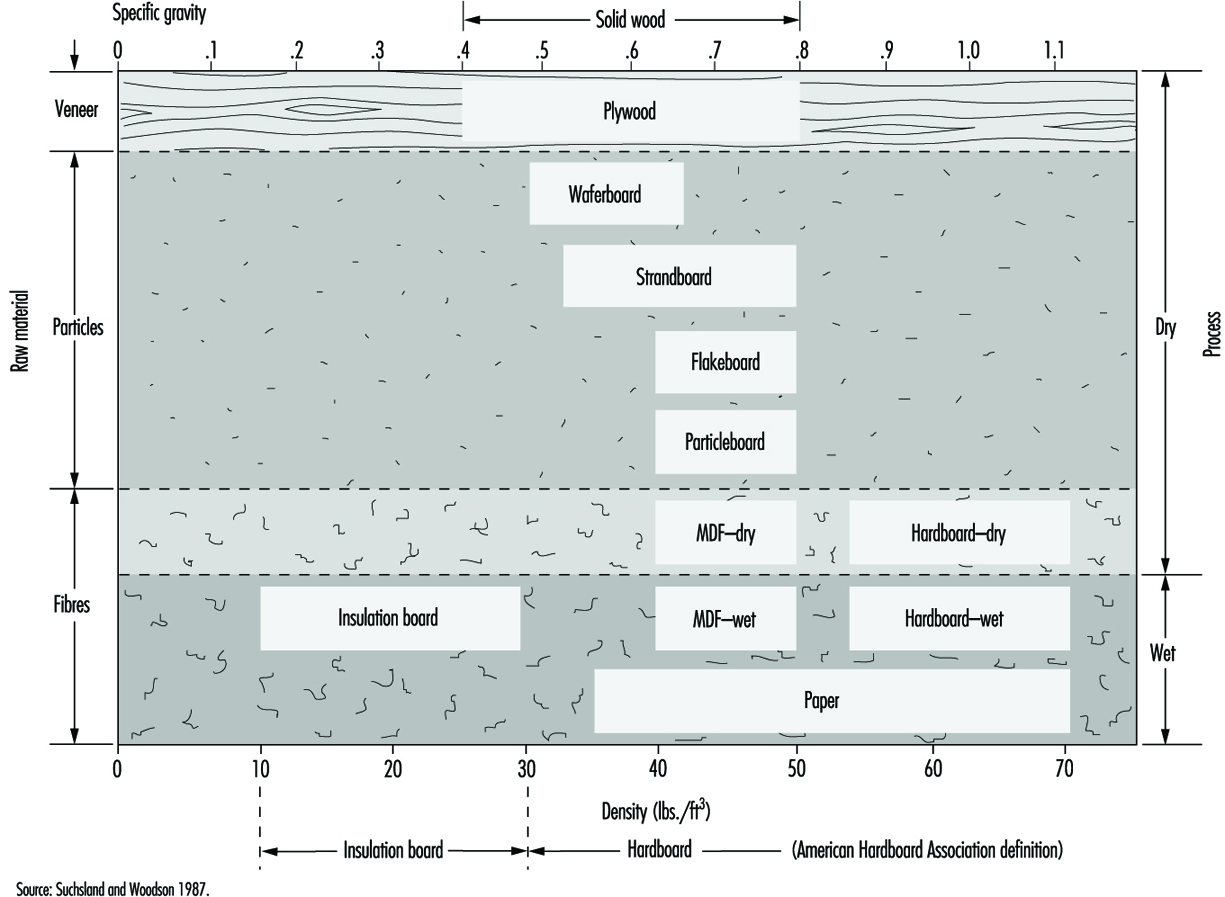
The lumber industry is a major natural resource-based industry around the world. Trees are harvested, for a variety of purposes, in the majority of countries. This chapter focuses on the processing of wood in order to produce solid wood boards and manufactured boards in sawmills and related settings. The term manufactured boards is used to refer to lumber composed of wood elements of varying sizes, from veneers down to fibres, which are held together by either additive chemical adhesives or “natural” chemical bonds. The relationship between the various types of manufactured boards is displayed in figure 1. Because of differences in process and associated hazards, manufactured boards are divided here into three categories: plywood, particleboard and fibreboard. The term particleboard is used to refer to any sheet material manufactured from small pieces of wood such as chips, flakes, splinters, strands or shreds, while the term fibreboard is used for all panels produced from wood fibres, including hardboard, medium-density fibreboard (MDF) and insulation board. The other major industrial use for wood is the manufacture of paper and related products, which is covered in the chapter Pulp and paper industry.
Figure 1. Classification of manufactured boards by particle size, density and process type.
The sawmill industry has existed in simple forms for hundreds of years, although significant advances in sawmill technology have been made this century by the introduction of electric power, improvements in saw design and, most recently, the automation of sorting and other operations. The basic techniques for making plywood have also existed for many centuries, but the term plywood did not enter into common usage until the 1920s, and its manufacture did not become commercially important until this century. The other manufactured board industries, including particleboard, waferboard, oriented strandboard, insulation board, medium-density fibreboard and hardboard, are all relatively new industries which first became commercially important after the Second World War.
Solid wood and manufactured boards may be produced from a wide variety of tree species. Species are selected on the basis of the shape and size of the tree, the physical characteristics of the wood itself, such as strength or resistance to decay, and the aesthetic qualities of the wood. Hardwood is the common name given to broad-leaved trees, which are classified botanically as angiosperms, while softwood is the common name given to conifers, which are classified botanically as gymnosperms. Many hardwoods and some softwoods which grow in tropical regions are commonly referred to as tropical or exotic woods. Although the majority of wood harvested worldwide (58% by volume) is from non-conifers, much of this is consumed as fuel, so that the majority used for industrial purposes (69%) is from conifers (FAO 1993). This may in part reflect the distribution of forests in relation to industrial development. The largest softwood forests are located in the northern regions of North America, Europe and Asia, while the major hardwood forests are located in both tropical and temperate regions.
Almost all wood destined for use in the manufacture of wood products and structures is first processed in sawmills. Thus, sawmills exist in all regions of the world where wood is used for industrial purposes. Table 1 presents 1990 statistics regarding the volume of wood harvested for fuel and industrial purposes in the major wood-producing countries on each continent, as well as volumes harvested for saw and veneer logs, a sub-category of industrial wood and the raw material for the industries described in this chapter. In developed countries the majority of wood harvested is used for industrial purposes, which includes wood used for saw and veneer logs, pulpwood, chips, particles and residues. In 1990, three countries—the United States, the former USSR and Canada - produced over half of the world’s total industrial wood as well as over half of the logs destined for saw and veneer mills. However, in many of the developing countries in Asia, Africa and South America the majority of wood harvested is used for fuel.
Table 1. Estimated wood production in 1990 (1,000 m3)
|
Wood used for |
Total wood used for |
Saw and veneer logs |
|
|
NORTH AMERICA |
137,450 |
613,790 |
408,174 |
|
United States |
82,900 |
426,900 |
249,200 |
|
Canada |
6,834 |
174,415 |
123,400 |
|
Mexico |
22,619 |
7,886 |
5,793 |
|
EUROPE |
49,393 |
345,111 |
202,617 |
|
Germany |
4,366 |
80,341 |
21,655 |
|
Sweden |
4,400 |
49,071 |
22,600 |
|
Finland |
2,984 |
40,571 |
18,679 |
|
France |
9,800 |
34,932 |
23,300 |
|
Austria |
2,770 |
14,811 |
10,751 |
|
Norway |
549 |
10,898 |
5,322 |
|
United Kingdom |
250 |
6,310 |
3,750 |
|
FORMER USSR |
81,100 |
304,300 |
137,300 |
|
ASIA |
796,258 |
251,971 |
166,508 |
|
China |
188,477 |
91,538 |
45,303 |
|
Malaysia |
6,902 |
40,388 |
39,066 |
|
Indonesia |
136,615 |
29,315 |
26,199 |
|
Japan |
103 |
29,300 |
18,377 |
|
India |
238,268 |
24,420 |
18,350 |
|
SOUTH AMERICA |
192,996 |
105,533 |
58,592 |
|
Brazil |
150,826 |
74,478 |
37,968 |
|
Chile |
6,374 |
12,060 |
7,401 |
|
Colombia |
13,507 |
2,673 |
1,960 |
|
AFRICA |
392,597 |
58,412 |
23,971 |
|
South Africa |
7,000 |
13,008 |
5,193 |
|
Nigeria |
90,882 |
7,868 |
5,589 |
|
Cameroon |
10,085 |
3,160 |
2,363 |
|
Cote d’Ivoire |
8,509 |
2,903 |
2,146 |
|
OCEANIA |
8,552 |
32,514 |
18,534 |
|
Australia |
7,153 |
17,213 |
8,516 |
|
New Zealand |
50 |
11,948 |
6,848 |
|
Papua New Guinea |
5,533 |
2,655 |
2,480 |
|
WORLD |
1,658,297 |
1,711,629 |
935,668 |
1 Includes wood used for saw and veneer logs, pulpwood, chips, particles and residues.
Source: FAO 1993.
Table 2 lists the world’s major producers of solid wood lumber, plywood, particleboard and fibreboard. The three largest producers of industrial wood overall also account for over half of world production of solid wood boards, and rank among the top five in each of the manufactured board categories. The volume of manufactured boards produced worldwide is relatively small compared to the volume of solid wood boards, but the manufactured board industries are growing at a faster rate. While the production of solid wood boards increased by 13% between 1980 and 1990, the volumes of plywood, particleboard and fibreboard increased by 21%, 25% and 19%, respectively.
Table 2. Estimated production of lumber by sector for the 10 largest world producers (1,000 m3)
|
Solid wood boards |
Plywood boards |
Particleboard |
Fibreboard |
||||
|
Country |
Volume |
Country |
Volume |
Country |
Volume |
Country |
Volume |
|
USA |
109,800 |
USA |
18,771 |
Germany |
7,109 |
USA |
6,438 |
|
Former USSR |
105,000 |
Indonesia |
7,435 |
USA |
6,877 |
Former USSR |
4,160 |
|
Canada |
54,906 |
Japan |
6,415 |
Former USSR |
6,397 |
China |
1,209 |
|
Japan |
29,781 |
Canada |
1,971 |
Canada |
3,112 |
Japan |
923 |
|
China |
23,160 |
Former USSR |
1,744 |
Italy |
3,050 |
Canada |
774 |
|
India |
17,460 |
Malaysia |
1,363 |
France |
2,464 |
Brazil |
698 |
|
Brazil |
17,179 |
Brazil |
1,300 |
Belgium-Luxembourg |
2,222 |
Poland |
501 |
|
Germany |
14,726 |
China |
1,272 |
Spain |
1,790 |
Germany |
499 |
|
Sweden |
12,018 |
Korea |
1,124 |
Austria |
1,529 |
New Zealand |
443 |
|
France |
10,960 |
Finland |
643 |
United Kingdom |
1,517 |
Spain |
430 |
|
World |
505,468 |
World |
47,814 |
World |
50,388 |
World |
20,248 |
Source: FAO 1993.
The proportion of workers in the entire workforce employed in wood products industries is generally 1% or less, even in countries with a large forest industry, such as the United States (0.6%), Canada (0.9%), Sweden (0.8%), Finland (1.2%), Malaysia (0.4%), Indonesia (1.4%) and Brazil (0.4%) (ILO 1993). While some sawmills may be located near urban areas, most tend to be located near the forests that supply their logs, and many are located in small, often isolated communities where they may be the only major source of employment and the most important component of the local economy.
Hundreds of thousands of workers are employed in the lumber industry worldwide, although exact international figures are difficult to estimate. In the United States in 1987 there were 180,000 sawmill and planer mill workers, 59,000 plywood workers and 18,000 workers employed in the production of particleboard and fibreboard (Bureau of the Census 1987). In Canada in 1991 there were 68,400 sawmill and planer mill workers and 8,500 plywood workers (Statistics Canada 1993). Even though wood production is increasing, the number of sawmill workers is decreasing due to mechanization and automation. The number of sawmill and planer mill workers in the United States was 17% higher in 1977 than in 1987, and in Canada there were 13% more in 1986 than in 1991. Similar reductions have been observed in other countries, such as Sweden, where smaller, less efficient operations are being eliminated in favour of mills with much larger capacities and modern equipment. The majority of jobs eliminated have been lower-skilled jobs, such as those involving the manual sorting or feeding of lumber.
Major Sectors and Processes: Occupational Hazards and Controls
Sawmill Process
Sawmills can vary greatly in size. The smallest are either stationary or portable units consisting of a circular saw headrig, a simple log carriage and a two-saw edger (see descriptions below) powered by a diesel or gasoline engine and operated by as few as one or two workers. The largest mills are permanent structures, have much more elaborate and specialized equipment, and can employ over 1,000 workers. Depending on the size of the mill and the climate of the region, operations may be performed outdoors or indoors. While the type and size of logs determine to a large degree what types of equipment are needed, the equipment in sawmills can also vary considerably based on the age and size of the mill as well as the type and quality of boards produced. Below is a description of some of the processes conducted in a typical sawmill.
After transport to a sawmill, logs are stored on land, in water bodies adjacent to the mill or in ponds constructed for storage purposes (see figure 1 and figure 2). The logs are sorted according to quality, species or other characteristics. Fungicides and insecticides may be used in land-based log storage areas if the logs will be stored for a long time until further processing. A cut-off saw is used to even up the ends of the logs either before or after debarking and prior to further processing in the sawmill. The removal of bark from a log may be accomplished by a number of methods. Mechanical methods include peripheral milling by rotating logs against knives; ring debarking, in which tool points are pressed against the log; wood-to-wood abrasion, which pounds the logs against themselves in a rotating drum; and using chains to tear away the bark. Bark may also be removed hydraulically by using high-pressure water jets. After debarking and between all operations within the sawmill, logs and boards are moved from one operation to the next using a system of conveyors, belts and rollers. In large sawmills these systems can become quite complex (see figure 3).
Figure 1. Chip loading with water storage of logs in background
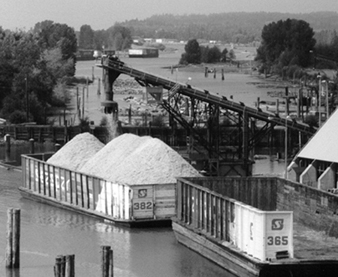
Source: Canadian Forest Products Ltd.
Figure 2. Longs entering a sawmill; storage and kilns in background

Source: Canadian Forest Products Ltd.
Figure 3. Mill interior; conveyor belts and rollers transport wood
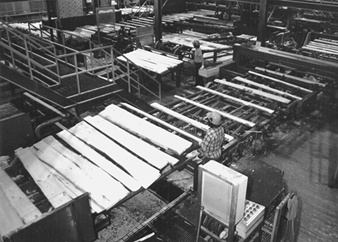
British Columbia Ministry of Forests
The first phase of sawmilling, sometimes referred to as primary breakdown, is performed at a headrig. The headrig is a large, stationary circular saw or band-saw used to cut the log longitudinally. The log is transported back and forth through the headrig using a travelling carriage which can rotate the log for the optimum cut. Multiple band-saw headrigs may also be used, especially for smaller logs. The products of the headrig are a cant (the square centre of the log), a series of slabs (the rounded outer edges of the log) and, in some cases, large boards. Lasers and x rays are becoming common in sawmills for use as viewing and cutting guides in order to optimize wood use and the size and types of boards produced.
In secondary breakdown, the cant and large boards or slabs are further processed into functional lumber sizes. Multiple parallel saw blades are usually used for these operations - for example, quad saws with four linked circular saws, or gang saws which may be of the sash or circular saw type. Boards are cut to the proper width using edgers, consisting of at least two parallel saws, and to the proper length using trim saws. Edging and trimming are usually performed using circular saws, though edgers sometimes are band-saws. Manual chain-saws are usually available in sawmills for freeing lumber caught in the system because it is bent or flared. In modern sawmills, each operation (i.e., headrig, edger) will generally have a single operator, often stationed within an enclosed booth. In addition, workers may be stationed between operations in later stages of secondary breakdown in order to manually ensure that the boards are properly positioned for subsequent operations.
After processing in the sawmill, the boards are graded, sorted according to dimensions and quality, then stacked by hand or machine (see figure 4). When lumber is manually handled, this area is referred to as a “green chain”. Automated sorting bins have been installed in many modern mills to replace labour-intensive manual sorting. In order to increase airflow to assist in drying, small pieces of wood may be placed between the boards as they are being stacked.
Figure 4. Fork-lift with load

Canadian Forest Productions Ltd.
Construction grades of lumber may be seasoned in the open air outdoors or dried in kilns, depending on local weather conditions and the wetness of the green lumber; but finishing grades are more commonly kiln dried. There are many kinds of kilns. Compartment kilns and high-temperature kilns are serial kilns. In continuous kilns, stacked bundles can move through the kiln in a perpendicular or parallel position, and the direction of air movement can be perpendicular or parallel to the boards. Asbestos has been used as an insulating material for steam pipes in kilns.
Prior to storage of green lumber, especially in wet or humid locales, fungicides may be applied to prevent growth of fungi which stain wood blue or black (sapstain). Fungicides may be applied in the production line (usually by spraying) or after bundling lumber (usually in dip tanks). The sodium salt of pentachlorophenol was introduced in the 1940s for the control of sapstain, and was replaced in the 1960s by the more water soluble tetrachlorophenate. Chlorophenate use has largely been discontinued because of concern regarding health effects and contamination with polychlorinated dibenzo-p-dioxins. Substitutes include didecyldimethyl ammonium chloride, 3-iodo-2-propynyl butyl carbamate, azaconazole, borax and 2-(thiocyanomethylthio)benzthiazole, most of which have been little studied among user workforces. Often lumber, especially that which has been kiln dried, does not need to be treated. In addition, wood of some tree species, such as Western red cedar, is not susceptible to sapstain fungi.
Either before or after drying, the wood is marketable as green or rough lumber; however, the lumber must be further processed for most industrial uses. Lumber is cut to final size and surfaced in a planing mill. Planers are used to reduce the wood to standard marketable sizes and to smooth the surface. The planer head is a series of cutting blades mounted on a cylinder which revolves at high speed. The operation is generally power fed and performed parallel to the wood grain. Often planing is performed simultaneously on two sides of the board. Planers which operate on four sides are called matchers. Moulders are sometimes used to round the edges of the wood.
After final processing, the wood must be sorted, stacked and bundled in preparation for shipping. Increasingly, these operations are being automated. In some specialized mills, wood may be further treated with chemical agents used as wood preservatives or fire retardants, or for protection of the surface from mechanical wear or weathering. For example, railroad ties, pilings, fence posts, telephone poles or other wood expected to be in contact with soil or water may be pressure treated with chromated or ammoniacal copper arsenate, pentachlorophenol or creosote in petroleum oil. Stains and colourants may also be used for marketability, and paints may be used to seal the ends of boards or to add company marks.
Large amounts of dust and debris are generated by saws and other wood-processing operations in sawmills. In many sawmills the slabs and other large pieces of wood are chipped. Chippers are generally large rotating discs with straight blades imbedded in the face, and slots for the chips to pass through. The chips are produced when logs or mill wastes are introduced to the blades using inclined gravity feed, horizontal self-feed or controlled power feeding. Generally the cutting action of the chipper is perpendicular to the blades. Different designs are used for whole logs than for slabs, edgings and other pieces of waste wood. It is common for a chipper to be integrated into the headrig to chip unusable slabs. Separate chippers to handle waste from the rest of the mill are also used. Wood chips and sawdust may be sold for pulp, reconstituted board manufacturing, landscaping, fuel or other uses. Bark, wood chips, sawdust and other material may also be burned either as fuel or as waste.
Large, modern sawmills will typically have a sizeable maintenance staff which includes clean-up workers, millwrights (industrial mechanics), carpenters, electricians and other skilled workers. Waste material may collect on machinery, conveyors and floors if sawmill operations are not equipped with local exhaust ventilation or the equipment is not operating properly. Clean-up operations are often performed using compressed air to remove wood dust and dirt from machinery, floors and other surfaces. Saws must be regularly inspected for broken teeth, cracks or other defects, and must be properly balanced to prevent vibration. This is done by a trade that is unique to the wood industries - saw filers, who are responsible for the re-toothing, sharpening and other maintenance of circular saws and band-saws.
Sawmill Health and Safety Hazards
Table 1 indicates the major types of occupational health and safety hazards found in the major process areas of a typical sawmill. There are many serious safety hazards within sawmills. Machine guarding is necessary at the point of operation for saws and other cutting devices as well as for gears, belts, chains, sprockets and nip points on conveyors, belts and rollers. Anti-kickback devices are necessary on many operations, such as circular saws, to prevent jammed lumber from being ejected from machines. Guard rails are necessary on walkways adjacent to operations or crossing over conveyors and other production lines. Proper housekeeping is necessary to prevent dangerous accumulation of wood dust and debris, which could result in falls as well as presenting a fire and explosion hazard. Many areas which require clean-up and routine maintenance are located in hazardous areas which would normally be inaccessible during times when the sawmill is in operation. Proper adherence to machinery lock-out procedures is extremely important during maintenance, repair and clean-up operations. Mobile equipment should be equipped with audible warning signals and lights. Traffic lanes and pedestrian walkways should be clearly marked. Reflective vests are also necessary to increase the visibility of pedestrians.
Table 1. Occupational health and safety hazards by lumber industry process area
|
Process area |
Safety hazards |
Physical hazards |
Dust/chemical hazards |
Biological hazards |
|
Yard and pond |
Mobile equipment;* unsecure logs/lumber;* conveyor belts |
Noise; temperate |
Road dust, other |
Mould and bacteria* |
|
Debarking |
Elevated walk-ways; machine kick-back; unsecure logs/lumber;* |
Noise |
Wood dust; road dust; |
Mould and bacteria* |
|
Sawing, trimming, |
Elevated walk-ways; machine kick-back;* unsecure logs/lumber; |
Noise;* repetitive strain |
Wood dust;* volatile |
Mould and bacteria |
|
Kiln drying |
Mobile equipment |
Temperature extremes |
Volatile wood |
Mould and bacteria |
|
Planing |
Elevated walk-ways; machine kick-back;* unsecure logs/lumber; |
Noise;* repetitive |
Wood dust;* volatile |
|
|
Sorting and grading |
Elevated walk-ways; unsecure logs/lumber; conveyor belts;* |
Noise; repetitive strain |
Wood dust; pesticides |
|
|
Chipping and related operations |
Elevated walk-ways; machine kick-back; conveyor belts; saws/ |
Noise* |
Wood dust;* volatile |
Mould and bacteria* |
|
Veneer cutting |
Elevated walk-ways; mobile equipment; conveyor belts; |
Noise* |
Wood dust; volatile wood |
Mould and bacteria* |
|
Veneer drying |
Mobile equipment; slivers |
Temperature extremes; |
Volatile wood components; |
Mould and bacteria |
|
Glue mixing and |
Repetitive strain injuries |
Formaldehyde;* other resin |
||
|
Hot press |
Mobile equipment; slivers; failure to lock-out machinery* |
Noise; repetitive strain |
Volatile wood components; |
|
|
Panel sanding |
Mobile equipment; saws/cutting equipment; flying debris; |
Noise;* repetitive strain |
Wood dust; formaldehyde; |
|
|
Clean-up operations |
Elevated walk-ways; conveyor belts;* flying debris;* slivers; |
Noise |
Wood dust;* formaldehyde; |
Mould and bacteria* |
|
Saw filing |
Elevated walk-ways; saws/cutting equipment; flying debris; |
Noise |
Metal fumes* |
|
|
Other maintenance |
Elevated walk-ways; mobile equipment;* failure to lock-out |
Wood dust; asbestos; |
||
|
Packing and shipping |
Elevated walk-ways; mobile equipment;* unsecure logs/lumber; |
Noise; temperature |
Road dust, other |
* Signifies high degree of hazard.
Sorting, grading and some other operations may involve the manual handling of boards and other heavy pieces of wood. Ergonomic design of the conveyors and receiving bins, and proper material-handling techniques should be used to help prevent back and upper extremity injuries. Gloves are necessary to prevent splinters, puncture wounds and contact with preservatives. Panels of safety glass or similar material should be placed between operators and points of operation because of the risk of eye and other injuries from wood dust, chips and other debris ejected from saws. Laser beams are also potential ocular hazards, and areas using Class II, III or IV lasers should be identified and warning signs posted. Safety glasses, hardhats and steel-toed boots are standard personal protective gear that should be worn during most sawmill operations.
Noise is a hazard in most areas of sawmills from debarking, sawing, edging, trimming, planing and chipping operations, as well as from logs striking each other on conveyors, rollers and drop-sorters. Feasible engineering controls to reduce noise levels include sound-proof booths for operators, enclosure of cutting machines with sound-absorbent material at the in- and out-feeds, and construction of sound barriers of acoustical materials. Other engineering controls are also possible. For example, idle running noise from circular saws may be reduced by purchasing saws with a suitable tooth shape or adjusting the speed of rotation. The installation of absorbing material on walls and ceilings may aid in reducing reflected noise throughout the mill, though source control would be necessary where noise exposure is direct.
Workers in almost all areas of the sawmill have the potential for exposure to particulate matter. Debarking operations involve little or no exposure to wood dust, since the goal is to leave the wood intact, but exposure to airborne soil, bark and biological agents, such as bacteria and fungi, is possible. Workers in almost all sawing, chipping and planing areas have the potential for exposure to wood dust. The heat generated by these operations may cause exposure to the volatile elements of the wood, such as monoterpenes, aldehydes, ketones and others, which will vary by tree species and temperature. Some of the highest wood dust exposures may occur among workers using compressed air for clean-up. Workers near kiln drying operations are likely to be exposed to wood volatiles. In addition, there is a potential for exposure to pathogenic fungi and bacteria, which grow at temperatures below 70°C. Exposure to bacteria and fungi is also possible during the handling of wood chips and waste, and the transport of logs in the yard.
Feasible engineering controls, such as local exhaust ventilation, exist to control the levels of airborne contaminants, and it may be possible to combine noise- and dust-control measures. For example, enclosed booths may reduce both noise and dust exposures (as well as preventing eye and other injuries). However, booths provide protection only to the operator, and controlling exposures at the source through enclosure of operations is preferable. Enclosure of planing operations has become increasingly common and has had the effect of reducing exposure to both noise and dust among persons who do not have to enter the enclosed areas. Vacuum and wet clean-up methods have been used in some mills, usually by clean-up contractors, but are not in general use. Exposure to fungi and bacteria may be controlled by reducing or increasing kiln temperatures and taking other steps to eliminate the conditions which promote the growth of these micro-organisms.
Other potentially hazardous exposures exist within sawmills. Exposure to cold and hot temperature extremes is possible near points where materials enter or leave the building, and heat is also a potential hazard in kiln areas. High humidity may be a problem when sawing wet logs. Exposure to fungicides is primarily via the dermal route and may occur if the boards are handled while still wet during grading, sorting and other operations. Appropriate gloves and aprons are necessary when handling boards that are wet with fungicides. Local exhaust ventilation with spray curtains and mist eliminators should be used in spraying operations. Exposure to carbon monoxide and other combustion products is possible from mobile equipment used to move logs and lumber within storage areas and to load semi-trailers or railroad cars. Saw filers may be exposed to hazardous levels of metal fumes including cobalt, chromium and lead from grinding, welding and soldering operations. Local exhaust ventilation as well as machine guarding are necessary.
Veneer and Plywood Mill Processes
The term plywood is used for panels consisting of three or more veneers which have been glued together. The term is also used to refer to panels with a core of solid wood strips or particleboard with top and bottom veneer surfaces. Plywood can be made from a variety of trees, including both conifers and non-conifers.
Veneers are usually created directly from debarked whole logs using rotary peeling. A rotary peeler is a lathe-like machine used to cut veneers, thin sheets of wood, from whole logs using a shearing action. The log is rotated against a pressure bar as it hits a cutting knife to produce a thin sheet between 0.25 and 5 mm in thickness. The logs used in this process may be soaked in hot water or steamed to soften them prior to peeling. The edges of the sheet are usually trimmed by knives attached to the pressure bar. Decorative veneers may be created by slicing a cant (the square centre of the log) using a pressure arm and blade in a manner similar to peeling. After either peeling or slicing, the veneers are collected on long, flat trays or rolled onto reels. The veneer is clipped into functional lengths using a guillotine-like machine, and dried using artificial heating or natural ventilation. The dried panels are inspected and, if necessary, patched using small pieces or strips of wood and formaldehyde-based resins. If the dried veneers are smaller than a standard-size panel, they may be spliced together. This is done by applying a liquid formaldehyde-based adhesive to the edges, pressing the edges together, and applying heat to cure the resin.
To produce the panels, veneers are roller- or spray-coated with formaldehyde-based resins, then placed between two unglued veneers with their grains in the perpendicular direction. The veneers are transferred to a hot press, where they are subjected to both pressure and heat to cure the resin. Phenol-resin adhesives are widely used to produce softwood plywood for severe service conditions, such as for construction and boat building. Urea-resin adhesives are used extensively in producing hardwood plywood for furniture and interior panelling; these can be fortified with melamine resin to increase their strength. The plywood industry has used formaldehyde-based glues in assembling of plywood for over 30 years. Prior to the introduction of formaldehyde-based resins in the 1940s, soybean and blood-albumen adhesives were used, and cold pressing of panels was common. These methods may still be used, but are increasingly rare.
The panels are cut to the proper dimensions using circular saws and are surfaced using large drum or belt sanders. Additional machining may also be performed in order to give the plywood special characteristics. In some cases, pesticides such as chlorophenols, lindane, aldrin, heptachlor, chloronaphthalenes and tributyltin oxide may be added to glues or used to treat the surface of panels. Other surface treatments may include the application of light petroleum oils (for concrete-form panels), paints, stains, lacquers and varnishes. These surface treatments may be performed at separate locations. Veneers and panels are often transported between operations using mobile equipment.
Veneer and Plywood Mill Hazards
Table 1 indicates the major types of occupational health and safety hazards found in the major process areas of a typical plywood mill. Many of the safety hazards in plywood mills are similar to those in sawmills, and the control measures are also similar. This section deals with only those issues which differ from sawmill operations.
Both dermal and respiratory exposure to formaldehyde and other components of glues, resins and adhesives is possible among workers in glue preparation, splicing, patching, sanding and hot pressing operations, and among workers nearby. Urea-based resins more readily release formaldehyde during curing than phenol-based ones; however, improvements in resin formulation have reduced exposures. Proper local exhaust ventilation and the use of appropriate gloves and other protective equipment are necessary to reduce respiratory and dermal exposure to formaldehyde and other resin components.
The wood used to produce veneers is wet, and the peeling and clipping operations do not generally produce much dust. The highest wood dust exposures during the production of plywood occur during the sanding, machining and sawing necessary to finish the plywood. Sanding, in particular, can produce large amounts of fine dust because as much as 10 to 15% of the board may be removed during surfacing. These processes should be enclosed and have local exhaust ventilation; hand sanders should have integral exhaust to a vacuum bag. If local exhaust is not present or it is not functioning properly, significant exposure to wood dust may occur. Vacuum and wet clean-up methods are more commonly found in plywood mills because the fine size of the dust makes other methods less effective. Unless noise control measures are in place, noise levels from sanding, sawing and machining operations are likely to exceed 90 dBA.
When veneers are dried, a number of chemical constituents of the wood may be released, including monoterpenes, resin acids, aldehydes and ketones. The types and amounts of chemical released depend on the species of tree and veneer dryer temperature. Proper exhaust ventilation and the prompt repair of veneer dryer leaks are necessary. Exposure to engine exhaust from fork-lifts may occur throughout plywood mills, and mobile equipment also presents a safety hazard. Pesticides mixed in glues are only slightly volatile and should not be detectable in workroom air, with the exception of chloronaphthalenes, which evaporate substantially. Exposure to pesticides may occur through the skin.
Other Manufactured Board Industries
This group of industries, including the manufacture of particleboard, waferboard, strandboard, insulation board, fibreboard and hardboard, produces boards consisting of wood elements of varying sizes, ranging from large flakes or wafers to fibres, held together by resinous glues or, in the case of wet process fibreboard, “natural” bonding between fibres. In the simplest sense, boards are created using a two-step process. The first step is the generation of the elements either directly from whole logs or as a waste by-product of other wood industries, such as sawmills. The second step is their recombination into sheet or panel form using chemical adhesives.
Particleboard, flakeboard, strandboard and waferboard are made from chips of wood of varying sizes and shapes using similar processes. Particleboard and flakeboard are made from small wood elements and are often used to make wood-veneered or plastic-laminated panels for the manufacture of furniture, cabinets and other wood products. Most elements may be made directly from wood waste. Waferboard and strandboard are made from very large particles - wood shavings and strands, respectively - and are primarily used for structural applications. The elements are generally made directly from logs using a machine containing a series of rotating knives which peel thin wafers. The design can be similar to a chipper, except the wood must be fed to the flaker with the grain oriented parallel to the knives. Peripheral milling designs can also be used. Water-saturated wood works best for these processes and, because the wood must be oriented, short logs are often used.
Before making sheets or panels, the elements must be sorted by size and grade, and then dried using artificial means, to a closely controlled moisture content. The dried elements are mixed with an adhesive and laid out in mats. Both phenol-formaldehyde and urea-formaldehyde resins are used. As is the case with plywood, phenolic resins are likely to be used for panels destined for applications requiring durability under adverse conditions, while the urea-formaldehyde resins are used for less demanding, interior applications. Melamine formaldehyde resins may also be used to increase durability, but rarely are because they are more expensive. In recent decades a new industry has emerged to produce reconstituted lumber for various structural uses as beams, supports and other weight-bearing elements. While the manufacturing processes used may be similar to particleboard, isocyanate-based resins are used because of the added strength needed.
The mats are divided into panel-sized sections, generally using an automated compressed air source or a straight blade. This operation is done in an enclosure so that the excess mat material can be recycled. The panels are formed into sheets by curing the thermosetting resin using a hot press in a manner similar to plywood. Afterwards the panels are cooled and trimmed to size. If necessary, sanders may be used to finish the surface. For example, reconstituted boards which are to be covered with a wood veneer or plastic laminate must be sanded to produce a relatively smooth, even surface. While drum sanders were used early in the industry, wide belt sanders are now generally used. Surface coatings may also be applied.
Fibreboards (including insulation board, medium-density fibreboard (MDF) and hardboard) are panels consisting of bonded wood fibres. Their production varies somewhat from particle- and other manufactured boards (see figure 5). To create the fibres, short logs or wood chips are reduced (pulped) in a manner similar to that used for producing pulp for the paper industry (see the chapter Paper and pulp industry). In general, a mechanical pulping process is used in which chips are soaked in hot water and then mechanically ground. Fibreboards can vary greatly in density, from low-density insulation boards to hardboards, and can be made from either conifers or non-conifers. Non-conifers generally make better hardboards, while conifers make better insulation boards. The processes involved in pulping have a minor chemical effect on the ground wood, removing a small amount of the lignin and extractive materials.
Figure 5. Classification of manufactured boards by particle size, density and process type
Two different processes, wet and dry, may be used to bond the fibres and create the panels. Hardboard (high density fibreboard) and MDF can be produced by “wet” or “dry” processes, while insulation board (low density fibreboard) can be produced only by the wet process. The wet process was developed first, and extends from paper production, while the dry process was developed later and stems from particleboard techniques. In the wet process, a slurry of pulp and water is distributed on a screen to form a mat. Afterwards, the mat is pressed, dried, cut and surfaced. The boards created by wet processes are held together by adhesive-like wood components and the formation of hydrogen bonds. The dry process is similar, except that the fibres are distributed on the mat after addition of a binder (either a thermosetting resin, thermoplastic resin or a drying oil) to form a bond between the fibres. Generally, either phenol-formaldehyde or urea-formaldehyde resins are used during the manufacture of dry-process fibreboard. A number of other chemicals may be used as additives, including inorganic salts as fire retardants and fungicides as preservatives.
In general, the health and safety hazards in the particleboard and related manufactured board industries are quite similar to those in the plywood industry, with the exception of pulping operations for fibreboard production (see table 1). Exposure to wood dust is possible during the processing to create the elements and may vary greatly depending on the moisture content of the wood and the nature of the processes. The highest wood dust exposures would be expected during the cutting and finishing of panels, especially during sanding operations if engineering controls are not in place or not functioning properly. Most sanders are enclosed systems, and large capacity air systems are needed to remove the dust generated. Exposure to wood dust, as well as fungi and bacteria, is also possible during the chipping and grinding of dried wood and among workers involved in the transport of chips from storage to processing areas. Very high noise exposures are possible near all sanding, chipping, grinding and related wood-processing operations. Exposure to formaldehyde and other resin constituents is possible during the mixing of glues, laying of the mat and the hot pressing operations. The control measures for limiting exposure to safety hazards, wood dust, noise and formaldehyde in the manufactured board industries are similar to those for the plywood and sawmill industries.
Disease and Injury Patterns
Injuries
Sawmills and other lumber mills are extremely hazardous work environments due to the nature of the process, which involves the movement and cutting of large, very heavy pieces of wood at relatively high speeds. Even when good engineering controls are in place, strict adherence to safety rules and procedures is necessary. There are a number of general factors which may contribute to the risk of injury. Poor housekeeping can increase the risk of slips, trips and falls, and wood dust may pose a fire or explosion hazard. The high noise levels have been a cause of injuries due to the reduced ability of workers to communicate and hear audible warning signals. Many large mills operate on multiple shifts, and the hours of work, particularly changes in shift, can increase the probability of accidents.
Some common causes of fatal or very serious injuries are being struck by mobile equipment; falls from elevated walkways and platforms; failure to de-energize or lockout equipment during maintenance or attempts to remove jams; kick-backs from saws, edgers and planers; and drowning in log ponds or waterways. Newly hired workers are at increased risk. For example, in an analysis of the causes of 37 sawmill fatalities between 1985 and 1994 in British Columbia, Canada, 13 (35%) of the fatalities occurred within the first year of employment, and 5 of these occurred within the first week of employment (4 on the first day) (Howard 1995).
There is also a high risk of injuries which are not life threatening. Eye injuries may result from particles and small pieces of wood or debris ejected from machinery. Splinters, cuts and puncture wounds can result from contact between lumber and unprotected skin. Strains, sprains and other musculoskeletal injuries can result from attempts to push, pull or lift heavy materials during sorting, grading and other operations.
Non-Malignant Diseases
Workers in sawmills and related industries are exposed to a variety of respiratory hazards, including wood dust, the volatile components of wood, airborne moulds and bacteria, and formaldehyde. A number of studies have examined respiratory health among sawmill, plywood, particleboard and strandboard workers. The focus of the sawmill studies has generally been on wood dust, while the focus of the plywood and particleboard studies has primarily been on formaldehyde exposure.
Occupational exposure to wood dust has been associated with a broad range of upper- and lower-respiratory effects. Because of the particle sizes generated by operations in the lumber industries, the nose is a natural site for the effects of wood dust exposure. A wide variety of sino-nasal effects have been reported, including rhinitis, sinusitis, nasal obstruction, nasal hypersecretion and impaired mucociliary clearance. Lower-respiratory effects, including asthma, chronic bronchitis and chronic airflow obstruction, have also been associated with exposure to wood dust. Both upper- and lower-respiratory effects have been associated with both softwood and hardwood tree species from both temperate and tropical climates. For example, occupational asthma has been found to be associated with exposure to dust from African maple, African zebra, ash, California redwood, cedar of Lebanon, Central American walnut, Eastern white cedar, ebony, iroko, mahogany, oak, ramin and Western red cedar as well as other tree species.
Wood is primarily composed of cellulose, polyoses and lignin, but also contains a variety of biologically active organic compounds such as monoterpenes, tropolones, resin acids (diterpenes), fatty acids, phenols, tannins, flavinoids, quinones, lignanes and stilbenes. Because health effects have been found to vary by species of tree, it is suspected they may be due to these naturally occurring chemicals, referred to as extractives, which also vary by species. In some cases specific extractives have been identified as the cause of the health effects associated with exposure to wood. For example, plicatic acid, which occurs naturally in Western red cedar and Eastern white cedar, is responsible for asthma and other allergenic effects in humans. While higher-molecular-weight extractives remain with the dust during woodworking operations, other, lighter-weight extractives, such as the monoterpenes, are easily volatilized during kiln drying, sawing and trimming operations. The monoterpenes (such as α-pinene, β-pinene, d3-carene and limonene) are major components of the resin from many common softwoods and are associated with mouth and throat irritation, shortness of breath, and impaired lung function.
The moulds which grow on timber are another natural, wood-related exposure with potentially harmful effects. Exposure to moulds among sawmill workers appears to be common in regions where the climate is sufficiently damp and warm for moulds to grow. Cases of extrinsic allergic alveolitis, also referred to as hypersensitivity pneumonitis, have been observed among sawmill workers in Scandinavia, Great Britain and North America (Halpin et al. 1994). A much more common, although less serious, effect of exposure to moulds is inhalation fever, also referred to as organic dust toxic syndrome, consisting of acute attacks of fever, malaise, muscular pain and cough. The prevalence of inhalation fever among Swedish wood trimmers has been estimated to be between 5 and 20% in the past, although rates are likely to be much lower now due to the introduction of preventive measures.
Respiratory effects are also possible from exposure to chemicals used as adhesives in the lumber industry. Formaldehyde is an irritant and can cause inflammation of the nose and throat. Acute effects on lung function have been observed and chronic effects are suspected. Exposure has also been reported to cause asthma and chronic bronchitis.
The irritant or allergenic effects of wood dust, formaldehyde and other exposures are not limited to the respiratory system. For example, studies reporting nasal symptoms have often reported an increased prevalence of eye irritation. Dermatitis has been found to be associated with dust from over 100 different species of trees including some common hardwoods, softwoods and tropical species. Formaldehyde is also a skin irritant and can cause allergic contact dermatitis. In addition, a number of the anti-sapstain fungicides used on softwoods have also been found to cause eye and skin irritation.
Workers in sawmills and other lumber industries have a high risk for noise-related hearing loss. For example, in a recent survey in a United States sawmill, 72.5% of workers exhibited some degree of hearing impairment at one or more audiometric test frequencies (Tharr 1991). Workers in the vicinity of saws and other wood processing machinery are typically exposed to levels above 90 or 95 dBA. Despite this well recognized hazard, attempts to reduce noise levels are relatively rare (with the exception of planer mill enclosures), and new cases of noise-induced hearing loss continue to occur.
Cancer
Work in the lumber industries may entail exposure to both known and suspected carcinogens. Wood dust, the most common exposure in the lumber industries, has been classified as a human carcinogen (International Agency for Research on Cancer (IARC) - Group 1). Very high relative risks of sino-nasal cancer, particularly sino-nasal adenocarcinoma, have been observed among workers exposed to high levels of dust from hardwoods, such as beech, oak and mahogany, in the furniture industry. The evidence for softwood dust is less conclusive, and smaller excess risks have been observed. There is evidence of an excess risk among workers in sawmills and related industries based on a pooled re-analysis of the raw data from 12 sino-nasal cancer case-control studies (IARC 1995). Sino-nasal cancer is a relatively rare cancer in almost all regions of the world, with a crude annual incidence rate of approximately 1 per 100,000 population. Ten per cent of all sino-nasal cancers are thought to be adenocarcinomas. Although associations between wood dust and other, more common, cancers have been observed in some studies, the results have been much less consistent than for sino-nasal cancer.
Formaldehyde, a common exposure among workers in the plywood, particleboard and related industries, has been classified as a probable human carcinogen (IARC - Group 2A). Formaldehyde has been found to cause cancer in animals, and excesses of both nasopharyngeal and sino-nasal cancer have been observed in some studies of humans, but the results have been inconsistent. Pentachlorophenol and tetrachlorophenol pesticides, until recently commonly used in the wood industries, are known to be contaminated with furans and dioxins. Pentachlorophenol and 2,3,7,8-tetrachlorodibenzo-para-dioxin have been classified as possible human carcinogens (IARC - Group 2B). Some studies have found an association between chlorophenols and the risk of non-Hodgkin lymphoma and soft-tissue sarcoma. The results for non-Hodgkin lymphoma have been more consistent than for soft-tissue sarcoma. Other potential carcinogenic exposures which may affect some workers in the lumber industries include asbestos (IARC - Group 1), which is used for insulation of steam pipes and kilns, diesel exhaust (IARC - Group 2A) from mobile equipment, and creosote (IARC - Group 2A), which is used as a wood preservative for railroad ties and telephone poles.
Relatively few studies of cancer among workers specifically employed in sawmills, plywood mills or related board manufacturing industries have been performed. The largest was a cohort study of over 26,000 Canadian sawmill workers conducted by Hertzman and colleagues (1997) in order to examine the risk of cancer associated with exposure to chlorophenol pesticides. A twofold excess of sino-nasal cancer and a smaller excess of non-Hodgkin lymphoma were observed. The excess of non-Hodgkin lymphoma appeared to be associated with exposure to chlorophenates. The remaining studies have been much smaller. Jäppinen, Pukkala and Tola (1989) studied 1,223 Finnish sawmill workers and observed excesses of skin, mouth and pharyngeal cancers, and lymphomas and leukaemias.
Blair, Stewart and Hoover (1990) and Robinson and colleagues (1986) conducted studies of 2,309 and 2,283 US plywood mill workers, respectively. In an analysis of pooled data from the two plywood cohorts, excesses were observed for nasopharyngeal cancer, multiple myeloma, Hodgkin’s disease and non-Hodgkin’s lymphoma. It is unclear from the results of these studies which, if any, occupational exposures may have been responsible for the excesses observed. The smaller studies have lacked the power to examine the risk of rare cancers, and many of the excesses were based on very small numbers. For example, no sino-nasal cancers were observed, but only 0.3 were expected in the smaller sawmill study, and 0.3 and 0.1 were expected in the plywood mill studies.
Environmental and Public Health Issues
Use and Disposal of Wood Waste
By-products of the lumber industry which can cause environmental problems may include air emissions, liquid effluent and solid wastes. Most of these problems arise from waste wood, which may include wood chips or sawdust from milling operations, bark from debarking operations and log debris in waterways where logs are stored.
Sawdust and other process dust presents a fire and explosion hazard in mills. To minimize this hazard, dust may be removed by manual means or, preferably, gathered by local exhaust ventilation systems and collected in bag houses or cyclones. Larger wood waste is chipped. Most of the sawdust and chips produced in the lumber industry can be used in other wood products (e.g., particleboard, pulp and paper). Efficient use of this type of wood waste is becoming more common as the expense of waste disposal rises, and as forest companies become more vertically integrated. Some types of wood waste, especially fine dust and bark, are not as easily used in other wood products, so other means of disposal must be sought.
Bark can represent a high proportion of tree volume, especially in regions where the logs harvested are of small diameter. Bark and fine sawdust, and, in some operations, all wood waste including chips, may be burned (see figure 1). Older style operations have used inefficient burning techniques (e.g., beehive burners, teepee burners) which produce a range of incomplete organic combustion products. Particulate air pollution, which can produce “fog”, is a common complaint in the vicinity of these burners. In sawmills where chlorophenols are used, there is also concern about dioxin and furan production in these burners. Some modern sawmills use enclosed temperature-controlled power boilers to produce steam for kilns or power for the mill or other electricity users. Others sell their wood waste to pulp and paper mills, where it is burned to meet their high power requirements (see the chapter Paper and pulp industry). Boilers and other burners usually must meet particulate emission control standards using systems such as electrostatic precipitators and wet scrubbers. To minimize burning of wood waste, other uses can be found for bark and fine sawdust, including as compost or mulch in landscaping, agriculture, surface mine revegetation and forest renewal, or as extenders in commercial products. In addition, use of thin-kerf saws in the mill can result in dramatic reductions in sawdust production.
Figure 1. Conveyor belts transport waste to a beehive burner

Leanne Van Zwieten
Bark, logs and other wood debris may sink in water-based log storage areas, blanketing the bottom and killing benthic organisms. To minimize this problem, logs in booms can be bundled together and the bundles broken apart on land, where the debris can be easily collected. Even with this modification, sunken debris needs to be dredged from time to time. Recovered logs are available for lumber, but other waste requires disposal. Land-based disposal and deep-water dumping have both been used in the industry. Hydraulic debarking effluent can cause similar problems - thus the trend to mechanical systems.
Chip piles can create storm-water run-off problems since the leachate from wood includes resin and fatty acids and phenolics which are acutely toxic to fish. Landfill disposal of wood waste also produces leachate, requiring mitigation measures to protect ground and surface waters.
Antisapstain and Wood Preservation Fungicides
Wood treatment with fungicides to prevent the growth of sapstain organisms has led to contamination of nearby waterways (sometimes with large fish kills), as well as contamination of the soil on site. Treatment systems which involve driving bundled lumber through large, uncovered dip tanks and drainage in the sawmill yard allow rainfall overflows and widespread travel of runoff. Covered dip tanks with automated dipping elevators, spray booths in the production line, and containment berms around both the treatment system and the lumber drying area greatly reduce the potential for and impact of spills. However, although antisapstain spray booths minimize environmental exposure potential, they may entail more downstream worker exposure than dip tanks that treat finished bundled lumber.
Environmental impacts appear to have been reduced by the new generation of fungicides that have replaced chlorophenols. Although toxicity to aquatic organisms may be the same, certain substitute fungicides bind more strongly to wood, making them less bioavailable, and they are more easily degraded in the environment. In addition, the greater expense of many of the substitutes and the cost of disposal has encouraged recycling of liquid waste and other waste minimization procedures.
Thermal and pressure treatment of wood for long-term resistance to fungi and insects has traditionally been done in more enclosed facilities than antisapstain treatment, and therefore tends not to produce the same liquid waste problems. Disposal of solid wastes including sludge from treatment and storage tanks presents similar problems for both processes. Options may include contained storage in leak-proof containers in a bermed impermeable area, burial in a secure, hydrogeologically isolated hazardous-waste landfill or incineration at high temperatures (e.g., 1,000°C) with specified residence times (e.g., 2 seconds).
Special Issues in Plywood and Particleboard Operations
Veneer dryers in plywood mills can produce a characteristic blue haze made up of volatile wood extractives such as terpenes and resin acids. This tends to be more of a problem inside plants, but can also be present in the dryer water-vapour plumes. Particleboard and plywood mills often burn wood waste to produce heat for the presses. Vapour and particulate control methods, respectively, can be used for these airborne emissions.
Wash water and other liquid effluents from plywood and particleboard mills can contain the formaldehyde resins used as glues; however, it is now common practice for waste water to be recycled for making up the glue mixtures.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."