- You are here:
-
Home

-
Contents (2)
-
Part XVII. Services and Trade
-
Transport Industry and Warehousing
-
Storage
- Pittman, Alexander

Pittman, Alexander
Environmental and Public Health Issues
Because the pulp and paper industry is a large consumer of natural resources (i.e., wood, water and energy), it can be a major contributor to water, air and soil pollution problems and has come under a great deal of scrutiny in recent years. This concern appears to be warranted, considering the quantity of water pollutants generated per tonne of pulp (e.g., 55 kg of biological oxygen demand, 70 kg of suspended solids, and up to 8 kg of organochlorine compounds) and the amount of pulp produced globally on an annual basis (approximately 180 million tonnes in 1994). In addition, only about 35% of used paper is recycled, and waste paper is a major contributor to total worldwide solid waste (about 150 million of 500 million tonnes annually).
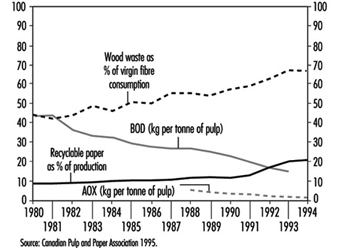
Historically, pollution control was not considered in the design of pulp and paper mills. Many of the processes used in the industry were developed with little regard for minimizing effluent volume and pollutant concentration. Since the 1970s, pollution abatement technologies have become integral components of mill design in Europe, North America and other parts of the world. Figure 1 illustrates trends over the period 1980 to 1994 in Canadian pulp and paper mills in response to some of these environmental concerns: increased use of wood waste products and recyclable paper as fibre sources; and decreased oxygen demand and chlorinated organics in wastewater.
Figure 1. Environmental indicators in Canadian pulp and paper mills, 1980 to 1994, showing use of wood waste and recyclable paper in production, and biological oxygen demand (BOD) and organochlorine compounds (AOX) in wastewater effluent.
This article discusses the major environmental issues associated with the pulp and paper process, identifies the sources of pollution within the process and briefly describes control technologies, including both external treatment and in-plant modifications. Issues arising from wood waste and anti-sapstain fungicides are dealt with in more detail in the chapter Lumber.
Air Pollution Issues
Air emissions of oxidized sulphur compounds from pulp and paper mills have caused damage to vegetation, and emissions of reduced sulphur compounds have generated complaints about “rotten egg” odours. Studies among residents of pulp mill communities, in particular children, have shown respiratory effects related to particulate emissions, and mucous membrane irritation and headache thought to be related to reduced sulphur compounds. Of the pulping processes, those with the greatest potential to cause air pollution problems are chemical methods, in particular kraft pulping.
Sulphur oxides are emitted at the highest rates from sulphite operations, especially those using calcium or magnesium bases. The major sources include batch digester blows, evaporators and liquor preparation, with washing, screening and recovery operations contributing lesser amounts. Kraft recovery furnaces are also a source of sulphur dioxide, as are power boilers which use high-sulphur coal or oil as fuel.
Reduced sulphur compounds, including hydrogen sulphide, methyl mercaptan, dimethyl sulphide and dimethyl disulphide, are almost exclusively associated with kraft pulping, and give these mills their characteristic odour. The major sources include the recovery furnace, digester blow, digester relief valves, and washer vents, though evaporators, smelt tanks, slakers, the lime kiln and waste water may also contribute. Some sulphite operations use reducing environments in their recovery furnaces and may have associated reduced sulphur odour problems.
Sulphur gases emitted by the recovery boiler are best controlled by reducing emissions at the source. Controls include black liquor oxidation, reduction in liquor sulphidity, low-odour recovery boilers and proper operation of the recovery furnace. Sulphur gases from digester blow, digester relief valves and liquor evaporation can be collected and incinerated - for example, in the lime kiln. Combustion flue gases can be collected using scrubbers.
Nitrogen oxides are produced as products of high-temperature combustion, and may arise in any mill with a recovery boiler, power boiler or lime kiln, depending on the operating conditions. The formation of nitrogen oxides can be controlled by regulating temperatures, air-fuel ratios and residence time in the combustion zone. Other gaseous compounds are minor contributors to mill air pollution (e.g., carbon monoxide from incomplete combustion, chloroform from bleaching operations, and volatile organics from digester relief and liquor evaporation).
Particulates arise mainly from combustion operations, though smelt-dissolving tanks can also be a minor source. More than 50% of pulp mill particulate is very fine (less than 1 μm in diameter). This fine material includes sodium sulphate (Na2SO4) and sodium carbonate (Na2CO3) from recovery furnaces, lime kilns and smelt-dissolving tanks, and NaCl from burning by-products of logs which have been stored in salt water. Lime kiln emissions include a significant amount of coarse particulates due to entrainment of calcium salts and sublimation of sodium compounds. Coarse particulate may also include fly ash and organic combustion products, especially from power boilers. Reduction of particulate concentrations can be achieved by passing flue gases through electrostatic precipitators or scrubbers. Recent innovations in power boiler technology include fluidized bed incinerators which burn at very high temperatures, result in more efficient energy conversion, and allow burning of less uniform wood waste.
Water Pollution Issues
Contaminated wastewater from pulp and paper mills can cause death of aquatic organisms, allow bioaccumulation of toxic compounds in fish, and impair the taste of downstream drinking water. Pulp and paper wastewater effluents are characterized on the basis of physical, chemical or biological characteristics, with the most important being solids content, oxygen demand and toxicity.
The solids content of wastewater is typically classified on the basis of the fraction that is suspended (versus dissolved), the fraction of suspended solids that is settleable, and the fractions of either that are volatile. The settleable fraction is the most objectionable because it may form a dense sludge blanket close to the discharge point, which rapidly depletes dissolved oxygen in the receiving water and allows the proliferation of anaerobic bacteria which generate methane and reduced sulphur gases. Although non-settleable solids are usually diluted by the receiving water and are therefore of less concern, they may transport toxic organic compounds to aquatic organisms. Suspended solids discharged from pulp and paper mills include bark particles, wood fibre, sand, grit from mechanical pulp grinders, papermaking additives, liquor dregs, by-products of water treatment processes and microbial cells from secondary treatment operations.
Wood derivatives dissolved in the pulping liquors, including oligosaccharides, simple sugars, low-molecular-weight lignin derivatives, acetic acid and solubilized cellulose fibres, are the main contributors to both biological oxygen demand (BOD) and chemical oxygen demand (COD). Compounds which are toxic to aquatic organisms include chlorinated organics (AOX; from bleaching, especially kraft pulp); resin acids; unsaturated fatty acids; diterpene alcohols (especially from debarking and mechanical pulping); juvabiones (especially from sulphite and mechanical pulping); lignin degradation products (especially from sulphite pulping); synthetic organics, such as slimicides, oils and greases; and process chemicals, papermaking additives and oxidized metals. The chlorinated organics have been of particular concern, because they are acutely toxic to marine organisms and may bioaccumulate. This group of compounds, including the polychlorinated dibenzo-p-dioxins, have been the major impetus for minimizing chlorine use in pulp bleaching.
The amount and sources of suspended solids, oxygen demand and toxic discharges are process-dependent (table 1). Due to the solubilization of wood extractives with little or no chemical and resin acid recovery, both sulphite and CTMP pulping generate acutely toxic effluents with high BOD. Kraft mills historically used more chlorine for bleaching, and their effluents were more toxic; however, effluents from kraft mills which have eliminated Cl2 in bleaching and use secondary treatment typically exhibit little acute toxicity if any, and subacute toxicity has been greatly reduced.
Table 1. Total suspended solids and BOD associated with the untreated (raw) effluent of various pulping processes
|
Pulping Process |
Total Suspended Solids (kg/tonne) |
BOD (kg/tonne) |
|
Groundwood |
50–70 |
10–20 |
|
TMP |
45–50 |
25–50 |
|
CTMP |
50–55 |
40–95 |
|
Kraft, unbleached |
20–25 |
15–30 |
|
Kraft, bleached |
70–85 |
20–50 |
|
Sulphite, low-yield |
30–90 |
40–125 |
|
Sulphite, high-yield |
90–95 |
140–250 |
|
De-inking, non-tissue |
175–180 |
10–80 |
|
Waste paper |
110–115 |
5–15 |
Suspended solids have become less of a problem because most mills utilize primary clarification (e.g., gravity sedimentation or dissolved air flotation), which removes 80 to 95% of the settleable solids. Secondary wastewater treatment technologies such as aerated lagoons, activated sludge systems and biological filtration are used for reducing BOD, COD and chlorinated organics in the effluent.
In-plant process modifications to reduce settleable solids, BOD and toxicity include dry debarking and log conveying, improved chip screening to allow uniform cooking, extended delignification during pulping, changes to digestion chemical recovery operations, alternative bleaching technologies, high-efficiency pulp washing, fibre recovery from whitewater and improved spill containment. However, process upsets (particularly if they result in intentional sewering of liquors) and operational changes (particularly the use of unseasoned wood with a higher percentage of extractives) may still cause periodic toxicity breakthroughs.
A relatively recent pollution control strategy to eliminate water pollution entirely is the “closed mill” concept. Such mills are an attractive alternative in locations that lack large water sources to act as process-supply or effluent-receiving streams. Closed systems have been successfully implemented in CTMP and sodium-base sulphite mills. What distinguishes closed mills is that liquid effluent is evaporated and the condensate is treated, filtered, then reused. Other features of closed mills are enclosed screen rooms, counter-current washing in the bleach plant, and salt control systems. Although this approach is effective at minimizing water pollution, it is not yet clear how worker exposures will be affected by concentrating all contaminant streams within the mill. Corrosion is a major issue facing mills using closed systems, and bacteria and endotoxin concentrations are increased in recycled process water.
Solids Handling
The composition of solids (sludges) removed from liquid effluent treatment systems varies, depending on their source. Solids from primary treatment principally consist of cellulose fibres. The major component of solids from secondary treatment is microbial cells. If the mill uses chlorinated bleaching agents, both primary and secondary solids may also contain chlorinated organic compounds, an important consideration in determining the extent of treatment required.
Prior to disposal, sludges are thickened in gravity sedimentation units and mechanically dewatered in centrifuges, vacuum filters or belt or screw presses. Sludges from primary treatment are relatively easy to dewater. Secondary sludges contain a large quantity of intracellular water and exist in a matrix of slime; therefore they require the addition of chemical flocculants. Once sufficiently dewatered, sludge is disposed of in land-based applications (e.g., spread on arable or forested land, used as compost or as a soil conditioner) or incinerated. Although incineration is more costly and can contribute to air pollution problems, it may be advantageous because it can destroy or reduce toxic materials (e.g., chlorinated organics) that could create serious environmental problems if they were to leach into the groundwater from land-based applications.
Solid wastes can be generated in other mill operations. Ash from power boilers can be used in road beds, as construction material and as a dust suppressant. Waste from lime kilns can be used to modify soil acidity and improve soil chemistry.
Environmental and Public Health Issues
Educational institutions are responsible for ensuring that their facilities and practices are in conformity with environmental and public health legislation and comply with accepted standards of care towards their employees, students and the surrounding community. Students are not generally covered under occupational health and safety legislation, but educational institutions must exercise diligence towards their students to at least the same degree as is required by legislation designed to protect workers. In addition, teaching institutions have a moral responsibility to educate their students on matters of personal, public, occupational and environmental safety which relate to them and to their activities.
Colleges and Universities
Large institutions such as college and university campuses may be compared to large towns or small cities in terms of the size of the population, geographic area, type of basic services required and complexity of activities being carried out. In addition to the occupational health and safety hazards found within such institutions (covered in the chapter Public and government services), there is a vast range of other concerns, relating to large populations living, working and studying in a defined area, that need to be addressed.
Waste management on campus is often a complex challenge. Environmental legislation in many jurisdictions requires stringent control of water and gas emissions from teaching, research and service activities. In certain situations external community concerns may require public relations attention.
Chemical and solid waste disposal programmes must take into consideration occupational, environmental and community health concerns. Most large institutions have comprehensive programmes for the management of the wide variety of wastes produced: toxic chemicals, radioisotopes, lead, asbestos, biomedical waste as well as trash, wet garbage and construction materials. One problem is the coordination of waste management programmes on campuses due to the large number of different departments, which often have poor communication with each other.
Colleges and universities differ from industry in the amounts and types of hazardous waste produced. Campus laboratories, for example, usually produce small amounts of many different hazardous chemicals. Methods of hazardous waste control can include neutralization of acids and alkalis, small-scale solvent recovery by distillation and “lab” packing, where small containers of compatible hazardous chemicals are placed in drums and separated by sawdust or other packing materials to prevent breakage. Since campuses can generate large quantities of paper, glass, metal and plastic waste, recycling programmes can usually be implemented as a demonstration of community responsibility and as part of the educational mission.
A few institutions located within urban areas may rely heavily upon external community resources for essential services such as police, fire protection and emergency response. The vast majority of medium-size and larger institutions establish their own public safety services to service their campus communities, often working in close cooperation with external resources. In many college towns, the institution is the largest employer and consequently may be expected to provide protection to the population which supports it.
Colleges and universities are no longer entirely remote or separate from the communities in which they are located. Education has become more accessible to a larger sector of society: women, mature students and the disabled. The very nature of educational institutions puts them at particular risk: a vulnerable population where the exchange of ideas and differing opinions is valued, but where the concept of academic freedom may not always be balanced with professional responsibility. In recent years educational institutions have reported more acts of violence toward educational community members, coming from the external community or erupting from within. Acts of violence perpetrated against individual members of the educational community are no longer extremely rare events. Campuses are frequent sites for demonstrations, large public assemblies, political and sports events where public safety and crowd control need to be considered. The adequacy of security and public safety services and emergency response and disaster recovery plans and capabilities needs to be constantly evaluated and periodically updated to meet community needs. Hazard identification and controls must be taken into consideration for sports programmes, field trips and a variety of sponsored recreational activities. Emergency medical service needs to be available even for off-campus activities. Personal safety is best managed through hazard reporting and education programmes.
Public health issues associated with campus life, such as control of communicable diseases, sanitation of food services and residence facilities, provision of fresh water, clean air and uncontaminated soil, must be addressed. Programmes for inspection, evaluation and control are required. Education of students in this regard is usually the responsibility of student service personnel, but occupational health and safety professionals are often involved. Education regarding sexually transmitted diseases, drug and alcohol abuse, blood-borne pathogens, stress and mental illness is particularly important in a campus community, where risky behaviour may increase the probability of exposure to associated hazards. Medical and psychological services must be available.
Elementary and Secondary Schools
Grade schools have many of the same environmental and public health issues as colleges and universities, only on a smaller scale. Often, however, schools and school districts do not have effective waste management programmes. A serious problem faced by many schools is the disposal of explosive ether and picric acid that have been stored in school laboratories for many years (National Research Council 1993). Attempts to dispose of these materials by unqualified personnel have caused explosions in several instances. One problem is that school districts can have many schools separated by several miles. This can create difficulties in centralizing hazardous waste programmes by having to transport hazardous waste on public roads.
Environmental and Public Health Issues
All human activity has an environmental impact. The magnitude and consequences of each impact varies, and environmental laws have been created to regulate and minimize these impacts.
Electrical power generation has several major potential and actual environmental hazards, including air emissions and water and soil contamination (table 1). Fossil fuel plants have been a particular concern because of their emissions into the air of nitrogen oxides (see “Ozone” below), sulphur oxides and the “acid rain” question, carbon dioxide (see “Global climate change” below) and particulates, which have recently been implicated as contributing to respiratory problems.
Table 1. Major potential environmental hazards of power generation
|
Type of plant |
Air |
Water* |
Soil |
|
Fossil fuel |
NO2 |
PCBs |
Ash |
|
SO2 |
Solvents |
Asbestos |
|
|
Particulates |
Metals |
PCBs |
|
|
CO |
Oil |
Solvents |
|
|
CO2 |
Acids/bases |
Metals |
|
|
Volatile organic compounds |
Hydrocarbons |
Oil |
|
|
Acids/bases |
|||
|
Hydrocarbons |
|||
|
Nuclear |
Same as above plus radioactive emission |
||
|
Hydro |
Chiefly leachate from soils to water behind dams Disturbance of wildlife habitat |
* Should include such “local” effects as increases in temperature of the body of water receiving plant discharges and reductions in fish population due to the mechanical effects of feedwater intake systems.
The concerns with nuclear plants have been with the long-term storage of nuclear waste, and the possibility of catastrophic accidents involving the release of radioactive contaminants into the air. The 1986 accident at Chernobyl, in Ukraine, is a classic example of what can happen when inadequate precautions are taken with nuclear plants.
With hydroelectric power plants, the main concerns have been leaching of metals and disturbance of both water and land wildlife habitats. This is discussed in the article “Hydroelectric power generation” in this chapter.
Electromagnetic Fields
Research efforts regarding electromagnetic fields (EMF) around the world have been growing since the study by Wertheimer and Leeper was published in 1979. That study suggested an association between childhood cancer and utility wires situated near homes. Studies since that publication have been inconclusive and have not confirmed causality. In fact, these subsequent studies have pointed to areas where greater understanding and better data are needed to be able to start to draw reasonable conclusions out of these epidemiological studies. Some of the difficulties of performing a good epidemiological study are related to the problems of assessment (i.e., the measurement of exposure, source characterization and levels of magnetic fields in the residences). Even though the most recent study released by the National Research Council of the National Academy of Sciences (1996) determined that there was not enough evidence to consider electric and magnetic fields threatening to human health, the issue will probably remain in the public’s eye until the widespread anxiety is alleviated by future studies and research which show no effect.
Global Climate Change
Over the past few years public awareness has increased concerning the impact that humans are having on the global climate. Approximately half of all greenhouse emissions from human activity are thought to be carbon dioxide (CO2). Much research on this issue on a national and international level has been and continues to be done. Because utility operations make significant contributions to the release of CO2 to the atmosphere, any rulemaking for the control of CO2 releases has the potential to impact the power generation industry in serious ways. The UN Framework Convention on Climate Change, the US Climate Change Action Plan and the Energy Policy Act of 1992 have created strong driving forces for the power industry to comprehend just how it might have to respond to future legislation.
Presently, some examples of the areas of study taking place are: the modelling of emissions, determining the effects of climate change, determining the costs associated with any climate change management plans, how humans might benefit by reducing greenhouse gas emissions, and predicting climate change.
A major reason for concern about climate change is the possible negative impacts on ecological systems. It is believed that systems that are not managed are the most sensitive and have the highest probability for significant impact on a global scale.
Hazardous Air Pollutants
The US Environmental Protection Administration (EPA) has sent to the US Congress an Interim Report on Utility Hazardous Air Pollutants, which had been required by the 1990 Clean Air Act Amendments. The EPA was to analyse the risks from fossil fuel-fired steam electric generating facilities. EPA concluded that these releases do not constitute a public health hazard. The report delayed conclusions about mercury pending additional studies. A comprehensive Electric Power Research Institute (EPRI) study of fossil-fired power plants indicates that greater than 99.5% of the fossil power plants do not yield cancer risks above the 1 in 1 million threshold (Lamarre 1995). This compares with the risk due to all emission sources, which has been reported to have been as high as 2,700 cases per year.
Ozone
Reduction of ozone levels in air is a major concern in many countries. Nitrogen oxides (NOx) and volatile organic compounds (VOCs) produce ozone. Because fossil fuel power plants contribute a large component of the world’s total NOx emissions, they can expect tighter control measures as countries tighten environmental standards. This will continue until the inputs for the photochemical grid models that are used for modelling tropospheric ozone transport are more accurately defined.
Site Remediations
Utilities are having to come to terms with the potential costs of manufactured gas plant (MGP) site remediation. The sites were originally created through the production of gas from coal, coke or oil, which resulted in onsite disposal of coal tar and other by-products in large lagoons or ponds, or in the use of offsite for land disposal. Disposal sites of this nature have the potential to contaminate groundwater and soil. Determining the extent of groundwater and soil contamination at these sites and the means to ameliorate it in a cost-effective manner will keep this issue unresolved for some time.
Environmental and Public Health Issues
Adapted from UNEP and IISI 1997 and an unpublished article by Jerry Spiegel.
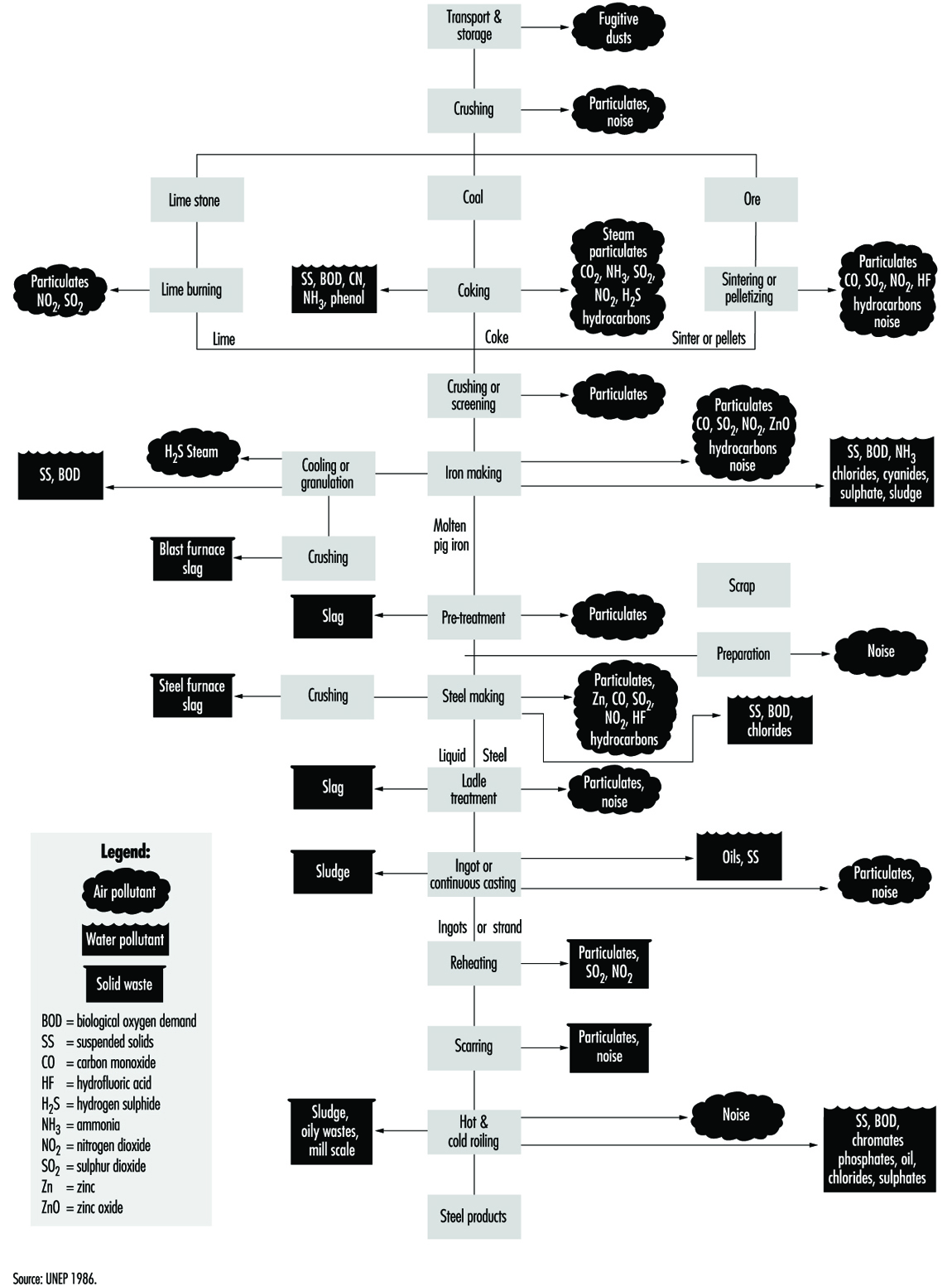
Because of the sheer volume and complexity of its operations and its extensive use of energy and raw materials, the iron and steel industry, like other “heavy” industries, has the potential of having a significant impact on the environment and the population of nearby communities. Figure 1 summarizes the pollutants and wastes generated by its major production processes. They comprise three primary categories: air pollutants, waste water contaminants and solid wastes.
Figure 1. Flow chart of pollutants & wastes generated by different processes
Historically, investigations of the public health impact of the iron and steel industry have concentrated on the localized effects in the densely populated local areas in which steel production has been concentrated and particularly in specific regions where acute air pollution episodes have been experienced, such as the Donora and Meuse valleys, and the triangle between Poland, the former Czechoslovakia and the former German Democratic Republic (WHO 1992).
Air Pollutants
Air pollutants from iron- and steel-making operations have historically been an environmental concern. These pollutants include gaseous substances such as oxides of sulphur, nitrogen dioxide and carbon monoxide. In addition, particulates such as soot and dust, which may contain iron oxides, have been the focus of controls. Emissions from coke ovens and from coke oven by-product plants have been a concern, but the continuous improvements in the technology of steel-making and of emissions control during the past two decades, coupled with more stringent government regulations, have significantly reduced such emissions in North America, Western Europe and Japan. Total pollution control costs, over half of which relate to air emissions, have been estimated to range from 1 to 3% of total production costs; air- pollution control installations have represented approximately 10 to 20% of total plant investments. Such costs create a barrier to the global application of state-of-the-art controls in developing countries and for older, economically marginal enterprises.
Air pollutants vary with the particular process, the engineering and construction of the plant, the raw materials employed, the sources and amounts of the energy required, the extent to which waste products are recycled into the process and the efficiency of the pollution controls. For example, the introduction of basic-oxygen steel making has permitted the collection and recycling of waste gases in a controlled manner, reducing the amounts to be exhausted, while the use of the continuous-casting process has reduced the consumption of energy, resulting in a reduction of emissions. This has increased product yield and improved quality.
Sulphur dioxide
The amount of sulphur dioxide, formed largely in the combustion processes, depends primarily on the sulphur content of the fossil fuel employed. Both coke and coke-oven gas used as fuels are major sources of sulphur dioxide. In the atmosphere, sulphur dioxide may react with oxygen radicals and water to form a sulphuric acid aerosol and, in combination with ammonia, may form an ammonium sulphate aerosol. The health effects attributed to sulphur oxides are not only due to the sulphur dioxide but also to its tendency to form such respirable aerosols. In addition, sulphur dioxide may be adsorbed onto particulates, many of which are in the respirable range. Such potential exposures may be reduced not only by use of fuels with low sulphur content but also by reduction of the concentration of the particulates. The increased use of electric furnaces has decreased the emission of sulphur oxides by eliminating the need for coke, but this has passed on this pollution control burden to the plants generating electricity. Desulphurization of coke-oven gas is achieved by the removal of reduced sulphur compounds, primarily hydrogen sulphide, prior to combustion.
Nitrogen oxides
Like the sulphur oxides, oxides of nitrogen, primarily nitrogen oxide and nitrogen dioxide, are formed in fuel combustion processes. They react with oxygen and volatile organic compounds (VOCs) in the presence of ultraviolet (UV) radiation to form ozone. They also combine with water to form nitric acid, which, in turn, combines with ammonia to form ammonium nitrate. These may also form respirable aerosols which can be removed from the atmosphere through wet or dry deposition.
Particulate matter
Particulate matter, the most visible form of pollution, is a varying, complex mixture of organic and inorganic materials. Dust may be blown from stockpiles of iron ore, coal, coke and limestone or it may enter the air during their loading and transport. Coarse materials generate dust when they are rubbed together or crushed under vehicles. Fine particles are generated in the sintering, smelting and melting processes, particularly when molten iron comes in contact with air to form iron oxide. Coke ovens produce fine coal coke and tar emissions. Potential health effects depend on the number of particles in the respirable range, the chemical composition of the dust and the duration and concentration of exposure.
Sharp reductions in the levels of particulate pollution have been achieved. For example, by using electrostatic precipitators to clean dry waste gases in oxygen steel making, one German steel works decreased the level of emitted dust from 9.3 kg/t of crude steel in 1960 to 5.3 kg/t in 1975 and to somewhat less than 1 kg/t by 1990. The cost, however, was a marked rise in energy consumption. Other methods of particulate pollution control include the use of wet scrubbers, bag houses and cyclones (which are effective only against large particles).
Heavy metals
Metals such as cadmium, lead, zinc, mercury, manganese, nickel and chromium can be emitted from a furnace as a dust, fume or vapour or they may be adsorbed by particulates. Health effects, which are described elsewhere in this Encyclopaedia, depend on the level and duration of exposure.
Organic emissions
Organic emissions from primary steel operations may include benzene, toluene, xylene, solvents, PAHs, dioxins and phenols. The scrap steel used as raw material may include a variety of these substances, depending on its source and the way it was used (e.g., paint and other coatings, other metals and lubricants). Not all of these organic pollutants are captured by the conventional gas cleaning systems.
Radioactivity
In recent years, there have been reports of instances in which radioactive materials have inadvertently been included in the scrap steel. The physicochemical properties of the nuclides (e.g., melting and boiling temperatures and affinity for oxygen) will determine what happens to them in the steel making process. There may be an amount sufficient to contaminate the steel products, the by-products and the various types of wastes and thus require a costly clean-up and disposal. There is also the potential contamination of the steel-making equipment, with resultant potential exposure of the steel workers. However, many steel operations have installed sensitive radiation detectors to screen all purchased steel scrap.
Carbon dioxide
Although it has no effect on human health or ecosystems at the usual atmospheric levels, carbon dioxide is important because of its contribution to the “greenhouse effect”, which is associated with global warming. The steel industry is a major generator of carbon dioxide, more from the use of carbon as a reducing agent in the production of iron from iron ore than from its use as a source of energy. By 1990, through a variety of measures for blast furnace coke rate reduction, waste-heat recovery and energy saving, carbon dioxide emissions by the iron and steel industry had been reduced to 47% of the levels in 1960.
Ozone
Ozone, a major constituent of atmospheric smog near the surface of the earth, is a secondary pollutant formed in air by the photochemical reaction of sunlight on nitrogen oxides, facilitated to a varying degree, depending on their structure and reactivity, by a range of VOCs. The major source of ozone precursors is motor vehicle exhausts, but some are also generated by iron and steel plants as well as by other industries. As a result of atmospheric and topographic conditions, the ozone reaction may take place at great distances from their source.
Waste Water Contaminants
Steel works discharge large volumes of water to lakes, rivers and streams, with additional volumes being vaporized while cooling coke or steel. Waste water retained in unsealed or leaking holding ponds can seep through and may contaminate the local water table and underground streams. These may also be contaminated by the leaching of rainwater through piles of raw materials or accumulations of solid wastes. Contaminants include suspended solids, heavy metals and oils and greases. Temperature changes in natural waters due to discharge of higher temperature process water (70% of steel-making process water is used for cooling) may affect the ecosystems of these waters. Consequently, cooling treatment prior to discharge is essential and can be achieved through application of available technology.
Suspended solids
Suspended solids (SS) are the main waterborne pollutants discharged during steel production. They comprise mainly iron oxides from scale formation during processing; coal, biological sludge, metallic hydroxides and other solids may also be present. These are largely non-toxic in aqueous environments at normal discharge levels. Their presence at higher levels may lead to discolouration of streams, de-oxygenation and silting.
Heavy metals
Steel-making process water may contain high levels of zinc and manganese, while discharges from cold-rolling and coatings areas may contain zinc, cadmium, aluminium, copper and chromium. These metals are naturally present in the aquatic environment; it is their presence at higher than usual concentrations that creates concern about potential effects on humans and the ecosystems. These concerns are increased by the fact that, unlike many organic pollutants, these heavy metals do not biodegrade to harmless end products and may become concentrated in sediments and in the tissues of fish and other aquatic life. Further, by being combined with other contaminants (e.g., ammonia, organic compounds, oils, cyanides, alkalis, solvents and acids), their potential toxicity may be increased.
Oils and greases
Oils and greases may be present in waste water in both soluble and insoluble forms. Most heavy oils and greases are insoluble and are relatively easily removed. They may become emulsified, however, by contact with detergents or alkalis or by being agitated. Emulsified oils are routinely used as part of the process in cold mills. Except for causing discolouration of the water surface, small quantities of most aliphatic oil compounds are innocuous. Monohydric aromatic oil compounds, however, may be toxic. Further, oil components may contain such toxicants as PCBs, lead and other heavy metals. In addition to the question of toxicity, the biological and chemical oxygen demand (BOD and COD) of oils and other organic compounds can decrease the oxygen content of the water, thus affecting the viability of aquatic life.
Solid Wastes
Much of the solid waste produced in steel making is reusable. The process of producing coke, for example, gives rise to coal derivatives which are important raw materials for the chemical industry. Many by-products (e.g., coke dust) can be fed back into the production processes. Slag produced when the impurities present in coal and iron ore melt and combine with the lime used as a flux in smelting can be used in a number of ways: land fill for reclamation projects, in road building and as raw material for sintering plants that supply blast furnaces. Steel, regardless of grade, size, use or length of time in service, is completely recyclable and can be recycled repeatedly without any degradation of its mechanical, physical or metallurgical properties. The recycling rate is estimated to be 90%. Table 1presents an overview of the degree to which the Japanese steel making industry has achieved the recycling of waste materials.
Table 1. Waste generated and recycled in steel production in Japan
|
Generation (A) |
Landfill (B) |
Re-use |
|
|
Slag Blast furnaces |
24,717 |
712 |
97.1 |
|
Dust |
4,763 |
238 |
95.0 |
|
Sludge |
519 |
204 |
60.7 |
|
Waste oil |
81 |
||
|
Total |
41,519 |
3,570 |
91.4 |
Source: IISI 1992.
Energy Conservation
Energy conservation is desirable not only for economic reasons but also for reducing pollution at energy-supply facilities such as electric utilities. The amount of energy consumed in steel production varies widely with the processes used and the mix of scrap metal and iron ore in the feed material. The energy intensity of United States scrap-based plants in 1988 averaged 21.1 gigajoules per tonne while the Japanese plants consumed about 25% less. A model International Iron and Steel Institute (IISI) scrap-based plant required only 10.1 gigajoules per tonne (IISI 1992).
Increases in the cost of energy have stimulated development of energy- and materials-saving technologies. Low-energy gases, such as by-product gases produced in the blast-furnace and coke-oven processes, are recovered, cleaned and used as a fuel. Consumption of coke and auxiliary fuel by the German steel industry, which averaged 830 kg/tonne in 1960, was reduced to 510 kg/tonne in 1990. The Japanese steel industry was able to reduce its share of total Japanese energy consumption from 20.5% in 1973 to about 7% in 1988. The United States steel industry has made major investments in energy conservation. The average mill has reduced energy consumption by 45% since 1975 through process modification, new technology and restructuring (carbon dioxide emissions have fallen proportionately).
Facing the Future
Traditionally, governments, trade associations and individual industries have approached environmental concerns on a media-specific basis, dealing separately, for example, with air, water and waste disposal problems. While useful, this has sometimes merely shifted the problem from one environmental area to another, as in the case of costly waste water treatment which leaves the subsequent problem of disposing of the treatment sludge, which can also cause serious ground water pollution.
In recent years, however, the international steel industry has addressed this problem through Integrated Pollution Control, which has further developed into Total Environmental Risk Management, a programme that looks at all impacts simultaneously and addresses the priority areas systematically. A second development of equal importance has been a focus on preventive rather than remedial action. This addresses such issues as plant siting, site preparation, plant layout and equipment, specification of day-to-day management responsibilities, and the assurance of adequate staff and resources to monitor compliance with environmental regulations and report the results to appropriate authorities.
The Industry and Environment Centre, established in 1975 by the United Nations Environment Programme (UNEP), aims to encourage cooperation between the industries and governments in order to promote environmentally sound industrial development. Its goals include:
- encouragement of the incorporation of environmental criteria in industrial development plans
- facilitation of the implementation of procedures and principles for the protection of the environment
- promotion of the use of safe and clean techniques
- stimulation of the exchange of information and experience throughout the world.
The UNEP works closely with the IISI, the first international industry association devoted to a single industry. The IISI’s members include publicly- and privately-owned steel-producing companies and national and regional steel industry associations, federations and research institutes in the 51 countries which, together, account for over 70% of the total world steel production. IISI, often in concert with UNEP, produces statements of environmental policy and principles and technical reports such as the one on which much of this article has been based (UNEP and IISI 1997). Together, they are working to address the economic, social, moral, personal, management and technological factors that influence compliance with environmental principles, policies and regulations.
Environmental and Public Health Issues
The overriding principal behind regulating air emissions, water discharge and waste is protection of the public health and providing for the general welfare of the populace. Usually, the “populace” are considered to be those people living or working within the general area of the facility. However, wind currents may transport air pollutants from one area to another and even across national borders; discharges to water bodies may similarly travel nationally and internationally; and waste may be shipped across the country or the world.
Shipyards conduct a large variety of operations in the process of constructing or repairing ships and boats. Many of these operations emit water and air pollutants which are known or suspected to have detrimental effects on humans through direct physiological and or metabolic damage, such as cancer and lead poisoning. Pollutants may also act indirectly as mutagens (which damage future generations by affecting the biochemistry of reproduction) or teratogens (which damage the foetus after conception).
Both air and water pollutants have the potential to have secondary effects on humans. Air pollutants can fall into the water, affecting quality of the receiving stream or affecting crops and therefore the consuming public. Pollutants discharged directly to receiving streams may degrade the water quality to the point that drinking or even swimming in the water is a health risk. Water, ground and air pollution may also affect the marine life in the receiving stream, which may ultimately affect humans.
Air Quality
Air emissions can result from practically any operation involved in the construction, maintenance or repair of ships and boats. Air pollutants that are regulated in many countries include sulphur oxides, nitrogen oxides, carbon monoxide, particulates (smoke, soot, dust and so on), lead and volatile organic compounds (VOCs). Shipbuilding and ship repair activities which produce “oxide” criteria pollutants include combustion sources such as boilers and heat for metal treatment, generators and furnaces. Particulates are seen as the smoke from combustion, as well as dust from woodworking, sand- or grit-blasting operations, sanding, grinding and buffing.
Lead ingots may in some instances have to be partially melted and reformed to mould into shapes for radiation protection on nuclear-powered vessels. Lead dust may be present in paint removed from vessels being overhauled or repaired.
Hazardous air pollutants (HAPs) are chemical compounds which are known or suspected to be harmful to humans. HAPs are produced in many shipyard operations, such as foundry and electroplating operations, which may emit chromium and other metallic compounds.
Some VOCs, such as naphtha and alcohol, used as solvents for paints, thinners and cleaners, as well as many glues and adhesives, are not HAPs. Other solvents used primarily in painting operations, such as xylene and toluene, as well as several chlorinated compounds most often used as solvents and cleaners, especially trichloroethylene, methylene chloride and 1,1,1-trichloroethane, are HAPs.
Water Quality
Since ships and boats are constructed on waterways, shipyards must meet the water quality criteria of their government-issued permits before they discharge any industrial waste waters to the adjacent waters. Most US shipyards, for example, have implemented a programme called “Best Management Practices” (BMPs), considered to be a major compilation of control technologies to help shipyards meet the discharge requirements of their permits.
Another control technology used in shipyards that have graving docks is a dam and baffle system. The dam stops the solids from getting to the sump and being pumped out to the adjacent waters. The baffle system keeps oil and floating debris out of the sump.
Storm water monitoring has recently been added to many shipyard permits. Facilities must have a storm water pollution prevention plan which implements different control technologies to eliminate pollutants from going into the adjacent water whenever there is rain.
Many ship and boat building facilities will also discharge some of their industrial wastewater to the sewage system. These facilities must meet the water-quality criteria of their local sewage regulations whenever they discharge to the sewer. Some shipyards are constructing their own pretreatment plants which are designed to meet local water-quality criteria. There are usually two different types of pretreatment facilities. One pretreatment facility is designed primarily to remove toxic metals from industrial wastewater, and the second type of pretreatment facility is designed primarily to remove petroleum products from the wastewater.
Waste Management
Different segments of the shipbuilding process produce their own types of waste that must be disposed of in accordance with regulations. Steel cutting and shaping generates wastes such as scrap metal from steel plate cutting and shaping, paint and solvent from coating the steel and spent abrasive from the removal of oxidation and unwanted coatings. Scrap metal poses no inherent environmental hazard and can be recycled. However, paint and solvent waste is flammable, and spent abrasive may be toxic depending on the characteristics of the unwanted coating.
As the steel is fabricated into modules, piping is added. Preparing the piping for the modules generates wastes such as acidic and caustic wastewater from pipe cleaning. This wastewater requires special treatment to remove its corrosive characteristics and contaminants such as oil and dirt.
Concurrent to the steel fabrication, electrical, machinery, piping and ventilation components are prepared for the outfitting phase of the ship’s construction. These operations generate wastes such as metal-cutting lubricants and coolants, degreasers and electroplating wastewaters. Metal-cutting lubricants and coolants, as well as degreasers, must be treated to remove the dirt and oils prior to discharge of the water. Electroplating wastewaters are toxic and may contain compounds of cyanide that require special treatment.
Ships in need of repair usually need to unload wastes that were generated during the ship’s cruise. Bilge wastewater must be treated to remove oil contamination. Sanitary wastewater must be discharged to a sewage system where it undergoes biological treatment. Even garbage and trash may be subject to special treatment in order to comply with regulations preventing the introduction of foreign plants and animals.
Environmental and Public Health Issues
All rubber products start out as a “rubber compound”. Rubber compounds start with a rubber polymer, either natural or one of the many synthetic polymers, fillers, plasticizers, anti-oxidants, process aids, activators, accelerators and curatives. Many of the chemical ingredients are classified as hazardous or toxic chemicals, and some may be listed as carcinogens. Handling and processing of these chemicals create both environmental and safety concerns.
Hazardous Waste
Ventilation systems and dust collectors are necessary for workers handling and weighing the rubber chemicals and for workers mixing and processing the uncured rubber compound. Personal protection equipment may also be necessary for these workers. The material collected in the dust collectors must be tested to determine whether it is a hazardous waste. It would be a hazardous waste if it is reactive, corrosive, flammable or contains chemicals that are listed hazardous as wastes.
Hazardous waste must be listed on a manifest and sent for disposal at a hazardous wastesite. Non-hazardous waste can go to local sanitary landfills or may have to go to an industrial landfill, depending on applicable environmental regulations.
Air Pollution
Some rubber products require a rubber cement application in the manufacturing process. Rubber cements are made by mixing the uncured rubber compound with a solvent. The solvents used in this process are usually classified as volatile organic compounds (VOCs). Processes that use VOCs must have some type of emission-control equipment. This equipment can be a solvent recovery system or a thermal oxidizer. A thermal oxidizer is an incineration system that destroys the VOCs by combustion and usually requires a fuel supplement such as natural gas. Without emission control equipment the VOCs can cause health concerns in the factory and in the community. If the VOCs are photochemically reactive, they will affect the ozone layer.
When rubber parts are cured and the curing vessel is opened, curing fumes rush out of the vessel and from the rubber part. These fumes will be in the form of smoke, steam or both. Curing fumes can carry unreacted chemicals, plasticizers, mould lubes and other materials out into the atmosphere. Emission controls are needed.
Ground and Water Pollution
Storage and handling of VOCs must be done with extreme caution. In past years, VOCs were stored in underground storage tanks, which in some cases resulted in leaks or spills. Leaks and/or spills around underground storage tanks generally result in soil and groundwater contamination, which triggers expensive soil and groundwater remediation. The best storage choice is above-ground tanks with good secondary containment for spill prevention.
Waste Rubber
Every manufacturing process has process and finished goods scrap. Some of the process scrap can be reprocessed in the intended product or other product processes. However, once the rubber is cured or vulcanized, it can no longer be reprocessed. All cured process and finished goods scrap becomes waste material. Disposal of scrap or waste rubber products has become a worldwide problem.
Every household and business in the world uses some type of rubber product. Most rubber products are classified as non-hazardous materials and therefore would be non-hazardous waste. However, rubber products such as tyres, hose and other tubular products create an environmental problem as related to disposal after their useful life.
Tyres and tubular products cannot be buried in a landfill because the void areas trap air, which causes the products to rise to the surface over time. Shredding the rubber products eliminates this problem; however, shredding requires special equipment and is very expensive.
Smoldering tyre fires can generate large amounts of irritating smoke that can contain a wide variety of toxic chemicals and particulates.
Incineration of Scrap Rubber
One of the options for disposing of scrap rubber products and process scrap rubber from the manufacturing processes is incineration. Incineration might initially seem to be the best solution for disposal of the numerous “worn out” rubber products that exist in the world today. Some rubber-manufacturing companies have looked at incineration as a means of disposing of scrap rubber parts as well as cured and uncured rubber-process scrap. In theory, the rubber could be burned to generate steam that could be used back in the factory.
Unfortunately, it is not that simple. The incinerator must be designed so as to handle air emissions and would most likely require scrubbers to remove such contaminants as chlorine. Chlorine emissions generally would come from burning products and scrap that contain chloroprene polymers. The scrubbers generate an acidic discharge that may have to be neutralized prior to discharge.
Almost all rubber compounds contain some type of fillers, either carbon blacks, clays, calcium carbonates or hydrated silica compounds. When these rubber compounds are burned, they generate ash equivalent to the filler loading in the rubber compound. The ash is collected either by wet scrubbers or dry scrubbers. Both methods must be analysed for heavy metals prior to disposal. Wet scrubbers most likely will produce a wastewater that contains 10 to 50 ppm zinc. This much zinc being discharged into a sewage system will create problems at the treatment plant. If this occurs, then a treatment system for the removal of zinc must be installed. This treatment system then generates a zinc-containing sludge that must be shipped out for disposal.
Dry scrubbers generate an ash that must be collected for disposal. Both wet and dry ash is difficult to handle, and disposal can be a problem since most landfills do not accept this type of waste. Both wet and dry ash can be very alkaline if the rubber compounds being burned are heavily loaded with calcium carbonate.
Finally, the amount of steam generated is not enough to supply the full amount necessary to operate a rubber-manufacturing facility. The scrap rubber supply is inconsistent, and efforts are currently underway to reduce scrap, which would reduce the fuel supply. The maintenance cost of an incinerator designed to burn rubber scrap and rubber products is also very high.
When all of these costs are taken into consideration, incineration of scrap rubber may be the least cost-effective method of disposal.
Conclusion
Perhaps the best solution to environmental and health concerns associated with manufacturing rubber products would be good engineering control for producing and compounding powdered chemicals used in rubber compounds, and recycling programmes for all uncured and cured rubber process scrap and products. The powdered chemicals collected in dust-collector systems could be added back to rubber compounds with the appropriate engineering controls, which would eliminate the landfilling of these chemicals.
Controlling the environmental and health issues in the rubber industry can be done, but it will not come easy or be free. The cost associated with controlling environmental and health problems must be added back to the cost of rubber products.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."