Head Injuries
Head injuries are fairly common in industry and account for 3 to 6% of all industrial injuries in industrialized countries. They are often severe and result in an average lost time of about three weeks. The injuries sustained are generally the result of blows caused by the impact of angular objects such as tools or bolts falling from a height of several metres; in other cases, workers may strike their heads in a fall to a floor or suffer a collision between some fixed object and their heads.
A number of different types of injury have been recorded:
- perforation of the skull resulting from the application of an excessive force to a very localized area, as for example in the case of direct contact with a pointed or sharp-edged object
- fracture of the skull or of the cervical vertebrae occurring when an excessive force is applied on a larger area, stressing the skull beyond the limits of its elasticity or compressing the cervical portion of the spine
- brain lesions without fracture of the skull resulting from the brain being displaced suddenly within the skull, which may lead to contusion, concussion, haemorrhage of the brain or circulatory problems.
Understanding the physical parameters that account for these various types of injury is difficult, although of fundamental importance, and there is considerable disagreement in the extensive literature published on this subject. Some specialists consider that the force involved is the principal factor to be considered, while others claim that it is a matter of energy, or of the quantity of movement; further opinions relate the brain injury to acceleration, to acceleration rate, or to a specific shock index such as HIC, GSI, WSTC. In most cases, each one of these factors is likely to be involved to a greater or lesser extent. It may be concluded that our knowledge of the mechanisms of shocks to the head is still only partial and controversial. The shock tolerance of the head is determined by means of experimentation on cadavers or on animals, and it is not easy to extrapolate these values to a living human subject.
On the basis of the results of analyses of accidents sustained by building workers wearing safety helmets, however, it seems that head injuries due to shocks occur when the quantity of energy involved in the shock is in excess of about 100 J.
Other types of injuries are less frequent but should not be overlooked. They include burns resulting from splashes of hot or corrosive liquids or molten material, or electrical shocks resulting from accidental contact of the head with exposed conductive parts.
Safety Helmets
The chief purpose of a safety helmet is to protect the head of the wearer against hazards, mechanical shocks. It may in addition provide protection against other for example, mechanical, thermal and electrical.
A safety helmet should fulfil the following requirements in order to reduce the harmful effects of shocks to the head:
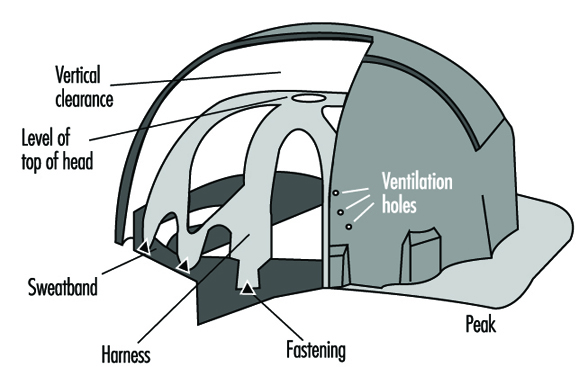
- It should limit the pressure applied to the skull by spreading the load over the largest possible surface. This is achieved by providing a sufficiently large harness that closely match various skull shapes, together with a hard shell strong enough to prevent the head from coming into direct contact with accidentally falling objects and to provide protection if the wearer’s head should hit a hard surface (figure 1). The shell must therefore resist deformation and perforation.
- It should deflect falling objects by having a suitably smooth and rounded shape. A helmet with protruding ridges tends to arrest falling objects rather than to deflect them and thus retain slightly more kinetic energy than helmets which are perfectly smooth.
- It should dissipate and disperse the energy that may be transmitted to it in such a way that the energy is not passed totally to the head and neck. This is achieved by means of the harness, which must be securely fixed to the hard shell so that it can absorb a shock without being detached from the shell. The harness must also be flexible enough to undergo deformation under impact without touching the inside surface of the shell. This deformation, which absorbs most of the energy of a shock, is limited by the minimum amount of clearance between the hard shell and the skull and by the maximum elongation of the harness before it breaks. Thus the rigidity or stiffness of the harness should be the result of a compromise between the maximum amount of energy that it is designed to absorb and the progressive rate at which the shock is to be allowed to be transmitted to the head.
Figure 1. Example of essential elements of safety helmet construction
 Other requirements may apply to helmets used for particular tasks. These include protection against splashes of molten metal in the iron and steel industry and protection against electrical shock by direct contact in the case of helmets used by electrical technicians.
Other requirements may apply to helmets used for particular tasks. These include protection against splashes of molten metal in the iron and steel industry and protection against electrical shock by direct contact in the case of helmets used by electrical technicians.
Materials used in the manufacture of helmets and harnesses should retain their protective qualities over a long period of time and under all foreseeable climatic conditions, including sun, rain, heat, bela-freezing temperature, and so on. Helmets should also have a fairly good resistance to flame and should not break if dropped onto a hard surface from a height of a few metres.
Performance Tests
ISO International Standard No. 3873-1977 was published in 1977 as a result of the work of the subcommittee dealing especially with “industrial safety helmets”. This standard, approved by practically all the member states of the ISO, sets out the essential features required of a safety helmet together with the related testing methods. These tests may be divided into two groups (see table 1), namely:
- obligatory tests, to be applied to all types of helmets for whatever use they may be intended: shock-absorbing capacity, resistance to perforation and resistance to flame
- optional tests, intended to be applied to safety helmets designed for special groups of users: dielectric strength, resistance to lateral deformation and resistance to low temperature.
Table 1. Safety helmets: testing requirements of ISO Standard 3873-1977
|
Characteristic |
Description |
Criteria |
|
Obligatory tests |
||
|
Absorption of shocks |
A hemispherical mass of 5 kg is allowed to fall from a height of |
The maximum force measured should not exceed 500 daN. |
|
The test is repeated on a helmet at temperatures of –10°, +50°C and under wet conditions., |
||
|
Resistance to penetration |
The helmet is struck within a zone of 100 mm in diameter on its uppermost point using a conical punch weighing 3 kg and a tip angle of 60°. |
The tip of the punch must not come into contact with the false (dummy) head. |
|
Test to be performed under the conditions which gave the worst results in the shock test., |
||
|
Resistance to flame |
The helmet is exposed for 10 s to a Bunsen burner flame of 10 mm in diameter using propane. |
The outer shell should not continue to burn more than 5 s after it has been withdrawn from the flame. |
|
Optional tests |
||
|
Dielectric strength |
The helmet is filled with a solution of NaCl and is itself immersed in a bath of the same solution. The electric leakage under an applied voltage of 1200 V, 50 Hz is measured. |
The leakage current should not be greater than 1.2 mA. |
|
Lateral rigidity |
The helmet is placed sideways between two parallel plates and subjected to a compressive pressure of 430 N |
The deformation under load should not exceed 40 mm, and the permanent deformation should not be more than 15 mm. |
|
Low-temperature test |
The helmet is subject to the shock and penetration tests at a temperature of -20°C. |
The helmet must fulfil the foregoing requirements for these two tests. |
The resistance to ageing of the plastic materials used in the manufacture of helmets is not specified in ISO No. 3873-1977. Such a specification should be required for helmets made out of plastic materials. A simple test consists in exposing the helmets to a high-pressure, quartz-envelope 450 watt xenon lamp over a period of 400 hours at a distance of 15 cm, followed by a check to ensure that the helmet can still withstand the appropriate penetration test.
It is recommended that helmets intended for use in the iron and steel industry be subjected to a test for resistance to splashes of molten metal. A quick way of carrying out this test is to allow 300 grams of molten metal at 1,300°C to drop onto the top of a helmet and to check that none has passed through to the interior.
The European Standard EN 397 adopted in 1995 specifies requirements and test methods for these two important characteristics.
Selection of a Safety Helmet
The ideal helmet providing protection and perfect comfort in every situation has yet to be designed. Protection and comfort are indeed often conflicting requirements. As regards protection, in selecting a helmet, the hazards against which protection is required and the conditions under which the helmet will be used must be considered with specific attention to the characteristics of the available safety products.
General considerations
It is advisable to choose helmets complying with the recommendations of ISO Standard No. 3873 (or its equivalent). The European Standard EN 397-1993 is used as a reference for the certification of helmets in application of the 89/686/EEC directive: equipment undergoing such certification, as is the case with almost all personal protective equipment, is submitted to a mandatory third party certification before being put onto the European market. In any case, helmets should meet the following requirements:
- A good safety helmet for general use should have a strong shell able to resist deformation or puncture (in the case of plastics, the shell wall should be not less than 2 mm in thickness), a harness fixed in such a way as to ensure that there is always a minimum clearance of 40 to 50 mm between its upper side and the shell, and an adjustable headband fitted to the cradle to ensure a close and stable fit (see figure 1).
- The best protection against perforation is provided by helmets made of thermoplastic materials (polycarbonates, ABS, polyethylene and polycarbonate–glass fibre) and fitted with a good harness. Helmets made of light metal alloys do not stand up well to puncture by pointed or sharp-edged objects.
- Helmets with protruding parts inside the shell should not be used, as these may cause serious injuries in the case of a sideways blow; they should be fitted with a lateral protective padding that must be neither flammable nor subject to melting under the effect of heat. A padding made of fairly rigid and flame resistant foam, 10 to 15 mm thick and at least 4 cm wide will serve this purpose.
- Helmets made of polyethylene, polypropylene or ABS tend to lose their mechanical strength under the effects of heat, cold and particularly heavy exposure to sunlight or ultraviolet (UV) radiation. If such helmets are regularly used in the open air or near UV sources like welding stations, they should be replaced at least every three years. Under such conditions, it is recommended that polycarbonate, polyester or polycarbonate–glass fibre helmets be used, as these have a better resistance to ageing. In any case, any evidence of discoloration, cracks, shredding of fibres or of creaking when the helmet is twisted, should cause the helmet to be discarded.
- Any helmet that has been submitted to a heavy blow, even if there are no evident signs of damage, should be discarded.
Special considerations
Helmets made of light alloys or having a brim along the sides should not be used in workplaces where there is a hazard of molten metal splashes. In such cases, the use of polyester–glass fibre, phenol textile, polycarbonate–glass fibre or polycarbonate helmets is recommended.
Where there is a hazard of contact with exposed conductive parts, only helmets made of thermoplastic material should be used. They should not have ventilation holes and no metal parts such as rivets should appear on the outside of the shell.
Helmets for persons working overhead, particularly steel framework erectors, should be provided with chin straps. The straps should be about 20 mm in width and should be such that the helmet is held firmly in place at all times.
Helmets made largely of polyethene are not recommended for use at high temperatures. In such cases, polycarbonate, polycarbonate–glass fibre, phenol textile, or polyester–glass fibre helmets are more suitable. The harness should be made of woven fabric. Where there is no hazard of contact with exposed conductive parts, ventilation holes in the helmet shell may be provided.
Situations where there is a crushing hazard call for helmets made of glass–fibre reinforced polyester or polycarbonate having a rim with a width of not less than 15 mm.
Comfort considerations
In addition to safety, consideration should also be given to the physiological aspects of comfort for the wearer.
The helmet should be as light as possible, certainly not more than 400 grams in weight. Its harness should be flexible and permeable to liquid and should not irritate or injure the wearer; for this reason, harnesses of woven fabric are to be preferred to those made of polyethene. A full or half leather sweatband should be incorporated not only in order to provide sweat absorption but also to reduce skin irritation; it should be replaced several times during the life of the helmet for hygienic reasons. To ensure better thermal comfort, the shell should be of a light colour and have ventilation holes with a surface range of 150 to 450 mm2. Careful adjustment of the helmet to fit the wearer is necessary in order to ensure its stability and to prevent its slipping and reducing the field of vision. Various helmet shapes are available, the most common being the “cap” shape with a peak and a brim around the sides; for work in quarries and on demolition sites, the “hat” type of helmet with a wider brim provides better protection. A “skull-cap” shaped helmet without a peak or a brim is particularly suitable for persons working overhead as this pattern precludes a possible loss of balance caused by the peak or brim coming into contact with joists or girders among which the worker may have to move.
Accessories and Other Protective Headgear
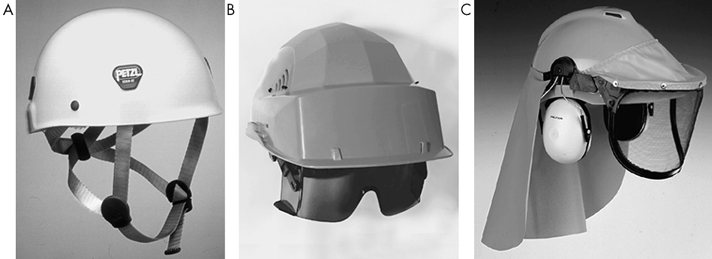
Helmets may be fitted with eye or face shields made of plastic material, metallic mesh or optical filters; hearing protectors, chin straps and nape straps to keep the helmet firmly in position; and woollen neck protectors or hoods against wind or cold (figure 2). For use in mines and underground quarries, attachments for a headlamp and a cable holder are fitted.
Figure 2. Example of safety helmet with chin strap (a), optical filter (b) and woolen neck protector against wind and cold (c)
Other types of protective headgear include those designed for protection against dirt, dust, scratches and bumps. Sometimes known as “bump caps,” these are made of light plastic material or linen. For persons working near machine tools such as drills, lathes, spooling machines and so forth, where there is a risk of the hair being caught, linen caps with a net, peaked hair nets or even scarves or turbans may be used, provided that they have no exposed loose ends.
Hygiene and Maintenance
All protective headgear should be cleaned and checked regularly. If splits or cracks appear, or if a helmet shows signs of ageing or deterioration of the harness, the helmet should be discarded. Cleaning and disinfection are particularly important if the wearer sweats excessively or if more than one person share the same headgear.
Substances adhering to a helmet such as chalk, cement, glue or resin may be removed mechanically or by using an appropriate solvent that does not attack the shell material. Warm water with a detergent may be used with a hard brush.
For disinfecting headgear, articles should be dipped into a suitable disinfecting solution such as a 5% formalin solution or a sodium hypochlorite solution.