Distilled spirits can be produced from any number of materials, such as fermented mashes of cereal grains, fermented fruit juices, sugar cane juice, molasses, honey and cactus juice. Fermentation for making wine and beer can be traced back to between 5000 and 6000 BC; however, the history of distillation is much more recent. Although it is uncertain where distillation originated, it was known to alchemists and began to spread in use throughout the thirteenth and fourteenth century. Early uses were primarily pharmaceutical.
Process Overview
Alcoholic beverages are divided into two groups, depending on their mode of preparation: fermented beverages, such as wine and beer, and distilled beverages, such as whisky and brandy. Liqueurs are basically prepared by blending juices or extracts of fruits, nuts or other food products. Wine and beer making are discussed in separate articles in this chapter.
The phases of activity in distilled spirits production include receiving of grain, milling, cooking, fermentation, distillation, storage, blending and bottling (see figure 1).
Figure 1. Production flow chart for distilled spirits manufacturing.
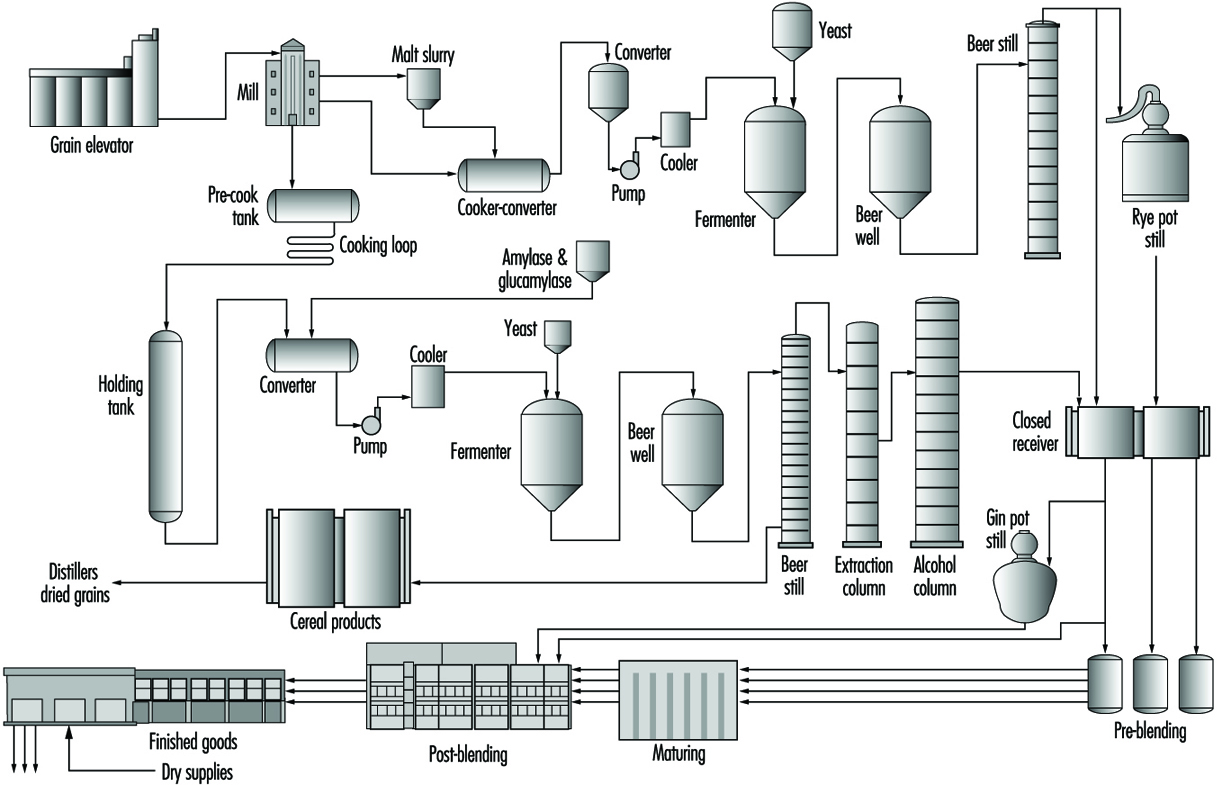
The grain elevator receives and weighs incoming grains and places them in the appropriate bins. Milling consists of grinding the grains necessary for the mash bill. The mash bill is the recipe for the fermentation process.
The cookers receive meal from the mill and slurries with backslop, water and ammonia at a set pH (acidity) and temperature. The starch is solubilized using steam-jet cooking. Enzymes are added to break down starch to smaller starch molecules, reducing mash viscosity. The resulting mash is cooled to fermentation temperature.
Fermentation is the process of converting sugars to alcohol and carbon dioxide by the activities of yeast. Fermenters are cooled to optimum temperature conditions for the yeast, since the reactions that take place are exothermic in nature. Sanitation is important: the biological systems of fermentation are in constant competition with unwanted bacteria that can produce undesirable flavour components.
Distillation type will depend on the spirit being produced. Pot stills are generally used when a particular “character” is required for a product such as cognac and scotches, whereas continuous multicolumn distillation is generally used to produce more neutral spirits which can be used as blenders or neutral grain spirits.
By-product recovery is a very important aspect of the operation of a modern distillery. The residual (fermented and de-alcoholized) grain is rich in protein, vitamins, fibre and fats, and it can be further processed into a valuable animal feed supplement. These processes generally consist of centrifuging, evaporation, drying and mixing.
Whiskies, brandies and rums are aged (matured) in charred oak barrels. Maturation takes place over a number of years to produce the final characteristics that distinguish these products. Once these products have been matured, they are blended and filtered and then packaged as finished products for consumer use.
The bottling room is separated from the rest of the facility, protecting the product from any possible contaminants. The highly automated filling operation requires monitoring for continuous efficiency. Empty bottles are transported by conveyor to the filling machines.
Packaging is the final step prior to warehousing. This process has become automated, although there is a fair amount of manual packing, depending on size of bottle and type of packaging. The packaged product then enters a palletizing machine, which automatically stacks boxes on pallets, which are then removed by fork-lift trucks to warehouses for storage.
Health and Safety Issues
The most obvious safety concern in grain-handling facilities is the threat of dust fires and explosions. High concentrations of grain dust can be explosive; therefore, good housekeeping is the single most important factor in reducing risk of grain dust explosion. Some grains, if damp or kept in storage for a long period, will generate heat, thus becoming a fire hazard. Rotating the grain from bin to bin or adopting a “just-in-time” grain delivery procedure will eliminate this hazard.
Exposure to vapours and gases released throughout the production of distilled spirits is a possible hazard. During the fermentation process, refrigerant gases may cause toxic and explosive risks. Therefore, adequate ventilation and strict maintenance, including the use of intrinsically safe equipment such as air tools, are essential. Particularly significant are the risks of asphyxiation from the vapours of alcohol and carbon dioxide released by the fermentation process, especially when the liquids are transported and decanted into reservoirs, and in confined spaces where ventilation is inadequate. Respirators should be worn by workers in this process. The accompanying box describes some hazards of confined-space entry, which is also discussed elsewhere in this Encyclopaedia.
Hazardous materials such as varsol (mineral spirit), caustics, acids and many other solvents and cleaners are used throughout the facility. Employees must be trained to handle these products safely. A yearly review of a workplace hazardous materials information system, such as the Canadian WHMIS, can provide the opportunity for such ongoing training. Workers must be educated on the use of material data safety sheets (MSDSs), which are information sheets available from suppliers, giving information on the contents of the hazardous product and the related health hazards, emergency action, first aid and so on. It is imperative that every worker who is exposed or likely to be exposed to a hazardous material be trained and then provided with an annual review of the handling of hazardous material. In many countries it is required that MSDSs be available at every location where there are controlled substances and should be made convenient for all workers to access. In addition to employee training, eye wash stations, showers and first aid stations should be made available throughout the plant in order to minimize injury to anyone who is accidentally exposed to a hazardous chemical.
Fork-lift trucks are used in many different processes in the plant. The two most common uses are for transfer of barrels for maturing storage and handling of the finished product. There should be a preventive maintenance programme in place for the fork-lifts as well as a safety programme that ensures that all drivers understand fork-lift safety principles. All drivers should be licenced to operate a fork-lift truck.
The occupational hazards associated with the bottling process are similar to those in most bottling facilities. Repetitive-strain injuries such as tendinitis and carpal tunnel syndrome are the most common injuries, resulting from the repetitive work required for packing bottles and operating labellers. However, the frequency of these occupational injuries has declined; this may be due to the technological changes in the plant that have made jobs less labour intensive, including the automation of packing and the use of computerized equipment.
PPE is common throughout the bottling facility. It is mandatory for bottling room employees to wear safety glasses for eye protection, and ear protection where they are exposed to high noise levels. There should be a safety shoe programme in place, with employees expected to wear steel-toed shoes. If a hazard cannot be eliminated at the source (through engineering) or along the path (through barriers), then PPE must be used for the safety of the worker.
There are many key methods in creating a safe work environment. A company must have a health and safety policy and should convey this via a safety manual that outlines safety procedures. Also, monthly plant inspections can prevent hazards and minimize injuries. Communication with employees regarding safety practices is the most essential part of a successful safety programme.
Confined-space entry hazards in the beverage industry
A confined space is defined as a space in which, because of its construction, location, contents or the work activity therein, the accumulation of a hazardous gas, vapour, dust or fumes, or the creation of an oxygen-deficient atmosphere, may occur. Where confined-space entry could occur, it is imperative that a confined-space entry procedure be in place and that all workers be trained and educated on the procedure. Prior to entering a confined space, testing for oxygen deficiency, combustible gases and toxic gases should be conducted. Positive-pressure self-contained breathing apparatus (SCBA) or other approved respirators may have to be worn by workers during entry. Continuous monitoring is mandatory while personnel are inside the confined space. All personnel entering must be properly suited up with a safety harness, complete with shoulder and leg straps. A stand-by observer must be assigned and maintain constant surveillance of employees within a confined space, and a person adequately trained in artificial respiration must be conveniently available.
The beverage industry has many situations in which there are confined-space entry hazards. Examples of such situations include:
· mixing vats in the soft drink industry in which hazardous vapours or gases might be present
· grain bins in brewing and distilled spirits industries
· fermentation vats in brewing and wine making
· fermenters and stills in the distilled spirits industry.
These grain bins, fermenter tanks and so forth may have to be entered from time to time for cleaning, repairing and so on. During the fermentation process, in particular, there are risks of asphyxiation from the vapours of alcohol and carbon dioxide released by the fermentation process when confined spaces are entered where ventilation is inadequate (Giullemin and Horisberger 1994).
R.G. Aldi and Rita Seguin