This article is adapted from the 3rd edition “Encyclopaedia of Occupational Health” articles “Food industries”, by M Malagié; “Frozen food industry”, by G. Jenson; and “Canning and food preserving”, by J.C. Graham, which were revised by Donald L. Smith.
The term food industries covers a series of industrial activities directed at the processing, conversion, preparation, preservation and packaging of foodstuffs (see table 1). The raw materials used are generally of vegetable or animal origin and produced by agriculture, farming, breeding and fishing. This article provides an overview of the complex of food industries. Other articles in this chapter and Encyclopaedia deal with particular food industry sectors and particular hazards.
Table 1. The food industries, their raw materials and processes
|
Industry |
Materials processed |
Storage requirements |
Processing techniques |
Preserving techniques |
Packaging of finished products |
|
Meat processing and preserving |
Beef, lamb, pork, poultry |
Cold stores |
Slaughtering, cutting up, boning, comminuting, cooking |
Salting, smoking, refrigeration, deep-freezing, sterilization |
Loose or in cans, cardboard |
|
Fish processing |
All types of fish |
Cold stores or salted loose or in barrels |
Heading, gutting, filleting, cooking |
Deep-freezing, drying, smoking, sterilization |
Loose in refrigerated containers or in cans |
|
Fruit and vegetable preserving |
Fresh fruit and vegetables |
Processed immediately; fruits may be stabilized with sulphur dioxide |
Blanching or cooking, grinding, vacuum- concentration of juices |
Sterilization, pasteurization, drying, dehydration, lyophilization (freeze drying) |
Bags, cans or glass or plastic bottles |
|
Milling |
Grains |
Silos may be fumigated in storage |
Grinding, sifting, milling, rolling |
Drying cooking or baking |
Silos (conveyed pneumatically), sacks or bags to other processes, or boxed for retail trade |
|
Baking |
Flour and other dry goods, water, oils |
Silos, super sacks and bags |
Kneading, fermentation, laminating surface treatments of seasoning |
Baking, cutting surface treatments and packaging |
Packaged for wholesale trades, restaurants and retail markets |
|
Biscuit making |
Flour, cream, butter, sugar, fruit and seasoning |
Silos, super sacks and bags |
Mixing, kneading, laminating moulding |
Baking, cutting surface treatments and packaging |
Bags, boxes for institutional and retail trades |
|
Pasta manufacture |
Flour, eggs |
Silos |
Kneading, grinding, cutting, extrusion or moulding |
Drying |
Bags, packets |
|
Sugar processing and refining |
Sugar beet, sugar cane |
Silos |
Crushing, maceration, vacuum concentration, centrifuging, drying |
Vacuum cooking |
Bags, packets |
|
Chocolate making and confectionery |
Cocoa bean sugar, fats |
Silos, sacks, conditioned chambers |
Roasting, grinding, mixing, conching, moulding |
– |
Packets |
|
Brewing |
Barley, hops |
Silos, tanks, conditioned cellars |
Grain milling, malting, brewing, filter pressing, fermentation |
Pasteurization |
Bottles, cans, barrels |
|
Distilling and manufacture of other beverages |
Fruit, grain, carbonated water |
Silos, tanks, vats |
Distillation, blending, aeration |
Pasteurization |
Barrels, bottles, cans |
|
Milk and milk products processing |
Milk, sugar, other constituents |
Immediate processing; subsequently in ripening vats, conditioned vats, cold store |
Skimming, churning (butter), coagulation (cheese), ripening |
Pasteurization, sterilization or concentration, desiccation |
Bottles, plastic wrapping, boxes (cheese) or unpacked |
|
Processing of oils and fats |
Groundnuts, olives, dates, other fruit and grain, animal or vegetable fats |
Silos, tanks, cold stores |
Milling, solvent or steam extraction, filter pressing |
Pasteurization where necessary |
Bottles, packets, cans |
The food industry today has become highly diversified, with manufacturing ranging from small, traditional, family-run activities that are highly labour intensive, to large, capital-intensive and highly mechanized industrial processes. Many food industries depend almost entirely on local agriculture or fishing. In the past, this meant seasonal production and hiring of seasonal workers. Improvements in food processing and preservation technologies have taken some of the pressure off workers to process food quickly to prevent spoilage. This has resulted in a decrease in seasonal employment fluctuations. However, certain industries still have seasonal activities, such as fresh fruit and vegetable processing and increases in production of baked goods, chocolate and so forth for holiday seasons. Seasonal workers are often women and foreign workers.
The world’s food product output has been increasing. World exports of food products in 1989 totalled US$290 billion, a 30% increase over 1981. Industrialized market economy countries had a 67% share of this export. Much of this increase can be attributed to an increased demand for processed food and drink, especially in developing countries where the market has not yet been saturated.
This increase in output of food and drink products, however, has not resulted in increased employment because of intensified competition, which has resulted in decreased employment in many food industries, especially in industrialized countries. This is due to increased productivity and mechanization in many of these industries.
Demographic pressure, uneven distribution of agricultural resources and the need to insure preservation of food products to facilitate their better distribution explain the rapid technical evolution in the food industries. Constant economic and marketing pressures drive the industry to provide new and different products for market, while other operations may make the same product in the same way for decades. Even highly industrialized facilities often resort to seemingly archaic techniques when starting new products or processes. In practice, to satisfy population requirements, there is a need not only for a sufficient quantity of foodstuffs, which presupposes an increase of production, but also strict control of sanitation to obtain the quality essential to maintain the health of the community. Only modernization of techniques justified by production volumes in a stable production environment will eliminate manual handling hazards. In spite of the extreme diversity of the food industries, the preparation processes can be divided into handling and storage of raw materials, extraction, processing, preservation and packaging.
Handling and Storage
Manipulation of the raw materials, the ingredients during processing and the finished products is varied and diverse. The current trend is to minimize manual handling by mechanization, through “continuous processing” and automation. Mechanical handling may involve: self-propelled in-plant transport with or without palletization or super or bulk sacks (often containing several thousand pounds of dry powder material); conveyor belts (e.g., with beets, grain and fruit); bucket elevators (e.g., with grain and fish); spiral conveyors (e.g., with confectionery and flour); air fluming (e.g., for unloading grain, sugar or nuts and for transport of flours).
Storage of raw materials is most important in a seasonal industry (e.g., sugar refining, brewing, grain processing and canning). It is usually done in silos, tanks, cellars, bins or cold stores. Storage of the finished products varies according to their nature (liquid or solid), the method of preserving and the method of packaging (loose, in sack or super sack, in bundles, boxes or bottles); and the respective premises must be planned to suit the conditions of handling and preserving (traffic aisles, ease of access, temperature and humidity suited to product, cold-storage installations). Commodities may be held in oxygen-deficient atmospheres or under fumigation while in storage or just before shipment.
Extraction
To extract a specific food product from fruit, cereals or liquids, any of the following methods may be used: crushing, pounding or grinding, extraction by heat (direct or indirect), extraction by solvents, drying and filtration.
Crushing, pounding and grinding are usually preparatory operations—for example, the crushing of cocoa beans and the slicing of sugar beet. In other cases it may be the actual extraction process, as in flour milling.
Heat can be used directly as a means of preparation by extraction, as in roasting (e.g., cocoa, coffee and chicory); in manufacturing it is usually used directly or indirectly in the form of steam (e.g., extraction of edible oils or extraction of sweet juice from thin slices of beet in the sugar industry).
Oils can be extracted equally well by combining and mixing the crushed fruit with solvents that are later eliminated by filtering and reheating. The separation of liquid products is carried out by centrifuging (turbines in a sugar refinery) or by filtering through filter presses in breweries and in oil and fat production.
Production Processes
Operations in processing food products are extremely varied and can be described only after individual study of each industry, but the following general procedures are used: fermentation, cooking, dehydration and distillation.
Fermentation, obtained usually by addition of a micro-organism to the previously prepared product, is practiced in bakeries, breweries, the wine and spirits industry and the cheese products industry. (See also the chapter Beverage industry.)
Cooking occurs in many manufacturing operations: canning and preserving of meat, fish, vegetables and fruits; ready-to-serve meat-processing plants (e.g., chicken nuggets); in bakeries, biscuit making, breweries; and so on. In other cases, cooking is done in a vacuum-sealed container and produces a concentration of the product (e.g., sugar refining and tomato-paste production).
Besides the drying of products by the sun, as with many tropical fruits, dehydration can be carried out in hot air (fixed dryers or drying tunnels), by contact (on a drying drum heated by steam, such as in the instant-coffee industry and the tea industry), vacuum drying (often combined with filtering) and lyophilization (freeze drying), where the product is first frozen solid and then dried by vacuum in a heated chamber.
Distillation is used in the making of spirits. The fermented liquid, treated to separate grain or fruit, is vaporized in a still; the condensed vapour is then collected as liquid ethyl alcohol.
Preservation Processes
It is important to prevent any deterioration of food products, as much for the quality of the products as for the more serious risk of contamination or threat to the consumers’ health.
There are six basic methods of food preservation:
- radiation sterilization
- antibiotic sterilization
- chemical action
- dehydration
- refrigeration.
Briefly, the first three methods destroy microbial life; the latter merely inhibit growth. Raw ingredients such as fish and meat, fruit or vegetables are taken fresh and preserved by one of the above methods, or a mixture of different foods are processed to form a product or dish, which is then preserved. Such products include soups, meat dishes and puddings.
Food preservation goes back to the last Ice Age, about 15,000 BC, when Cro-Magnon humans discovered for the first time a way of preserving food by smoking it. The evidence for this lies in the caves at Les Eyzies in the Dordogne in France, where this way of life is well portrayed in carvings, engravings and paintings. From then to the present day, although many methods have been used and still are, heat remains one of the principal cornerstones of food preservation.
High-temperature processes can destroy bacteria, depending on the cooking temperature and duration. Sterilization (mainly used in canneries) involves submitting the already canned product to the action of steam, generally in a closed container such as an autoclave or continuous cooker. Pasteurization—the term is particularly reserved for liquids such as fruit juice, beer, milk or cream—is carried out at a lower temperature and for a short time. Smoking is carried out mainly on fish, ham and bacon, assuring dehydration and giving a distinctive flavor.
Ionizing radiation sterilization is used heavily on spices in some countries to reduce wastage and spoilage. “Radiation pasteurization” using much lower doses enables the refrigerated shelf life of many foods to be considerably extended. However, sterilizing canned foods with radiation requires such high dosage that unacceptable flavours and odours result.
Ionizing radiation has two other well recognized uses in the food industry—the screening of food packs for foreign matter and monitoring to detect underfilling.
Microwave sterilization is another type of electromagnetic emission that is currently finding use in the food industry. It is used for rapidly thawing raw frozen ingredients before further processing, as well as for heating frozen cooked foods in 2 to 3 minutes. Such a method, with its low moisture content loss, preserves the appearance and flavour of the food.
Drying is a common preservation process. Sun drying is the oldest and most widely used method of food preservation. Today foodstuffs may be dried in air, superheated steam, in vacuum, in inert gas and by direct application of heat. Many types of dryers exist, the particular type being dependent on the nature of the material, the desired form of finished product and so on. Dehydration is a process in which heat is transferred into the water in the food, which is vapourized. The water vapour is then removed.
Low-temperature processes involve storage in a cold store (the temperature determined by the nature of the products), freezing and deep-freezing, which allows foodstuffs to be preserved in their naturally fresh state, by various methods of slow or rapid freezing.
With freeze drying, the material to be dried is frozen and placed in a sealed chamber. The chamber pressure is reduced and maintained at a value below 1 mm Hg. Heat is applied to the material, the surface ice heats up and the resultant water vapour is drawn off by the vacuum system. As the ice boundary recedes into the material, the ice sublimes in situ and the water percolates to the surface through the pore structure of the material.
Intermediate-moisture foods are foodstuffs that contain relatively large amounts of water (5 to 30%) and yet do not support microbial growth. The technology, which is difficult, is a spin-off from space travel. Open-shelf stability is achieved by suitable control of acidity, redox potential, humectants and preservatives. Most developments to date have been in foods for pet animals.
Whatever the preservation process, the food to be preserved has first to be prepared. Meat preservation involves a butchery department; fish needs cleaning and gutting, filleting, curing and so on. Before fruit and vegetables can be preserved they have to be washed, cleaned, blanched, perhaps graded, peeled, stalked, shelled and stoned. Many of the ingredients have to be chopped, sliced, minced or pressed.
Packaging
There are many methods of packaging food, including canning, aseptic packaging and frozen packaging.
Canning
The conventional method of canning is based on the original work of Appert in France, for which in 1810 the French government awarded him a prize of 12,000 francs. He preserved food in glass containers. In Dartford, England, in 1812, Donkin and Hall set up the first cannery using tinned iron containers.
Today the world uses several million tonnes of tinplate annually for the canning industry, and a substantial amount of preserved food is packed into glass jars. The process of canning consists of taking cleaned food, raw or partly cooked but not intentionally sterilized, and packing it into a can that is sealed with a lid. The can is then heated, usually by steam under pressure, to a certain temperature for a period of time to allow penetration of the heat to the centre of the can, destroying the microbial life. The can is then cooled in air or chlorinated water, after which it is labelled and packed.
Changes in processing have occurred over the years. Continuous sterilizers cause less damage to cans by impact and allow cooling and drying in a closed atmosphere. Foods can also be heat preserved in retortable pouches. These are bags of small cross-sectional area made from laminates of aluminium and heat-sealable plastics. The process is the same as for conventional canning, but better taste properties are claimed for the products because sterilization times can be reduced. Very careful control of the retorting process is essential to avoid damage to the heat seals with subsequent bacterial spoilage.
Aseptic packaging
There have been recent developments in the aseptic packaging of food. The process is fundamentally different from conventional canning. In the aseptic method the food container and closure are sterilized separately, and the filling and closing are done in a sterile atmosphere. Product quality is optimal because heat treatment of the foodstuff can be controlled precisely and is independent of the size or material of the container. Of concern is employee exposure to the sterilizing agents. It is likely that the method will become more widely used because overall it should result in energy savings. To date most progress has been made with liquids and purées sterilized by the so-called HTST process, in which the product is heated to a high temperature for a few seconds. Developments on particulate foodstuffs will follow. One likely benefit in food factories will be the reduction of noise if rigid metallic containers are replaced. Such containers may also cause problems by contaminating preserved food with lead and tin. These are minimized by new-type two-piece containers drawn from lacquered tinplate and three-piece containers with welded instead of soldered side seams.
Frozen packaging
The frozen food industry utilizes all methods of deep-freezing fresh food at temperatures below their freezing point, thus forming ice crystals in the watery tissues. The food may be frozen raw or partially cooked (e.g., animal carcasses or made-up meat dishes, fish or fish products, vegetables, fruits, poultry, eggs, ready-made meals, bread and cakes). Frozen perishable products can be transported over long distances and stored for processing and/or sale when demand arises, and seasonal products can be available at all times.
Food for freezing must be in prime condition and prepared under strict hygienic control. Packaging materials should be vapour- and aroma-proof and resistant to low temperatures. The quality of the product depends on the rate of freezing: if too slow, the structure of the food may be damaged by large ice crystals and enzymatic and microbiological properties destroyed. Small items, such as shrimps and peas, can be frozen quickly, which makes for an improvement in quality.
The various methods of freezing include: air freezing, blast freezing, fluid-bed freezing, fluid freezing, contact freezing, liqui-freezing and dehydro-freezing.
Air freezing in its simplest form involves placing food in trays on shelves in a cold store at approximately –30 ºC for a time varying from a few hours to 3 days, depending on size. Blast freezing, a more complicated technique, uses a rapidly circulating stream of cold air, sometimes combined with cold spirals, which removes heat by means of radiation. Temperatures range between –40 and –50 ºC, and the maximum air speed is 5 m/s. Blast freezing may be carried out in tunnel freezers, often equipped with conveyors to carry the food through to cold-storage rooms. When the freezer is adjacent to the cold store, the tunnel is often closed with an air curtain instead of doors.
Fluid-bed freezing is used for chopped or sliced vegetables, peas and so on, which are placed on a perforated belt through which a stream of air is blown. Each item is coated with ice and thus retains its shape and separateness. The frozen vegetables may be stored in large containers and repackaged when needed in small units. In fluid freezing (one of the oldest known methods) the food, usually fish, is immersed in a strong solution of brine. Salt may penetrate unwrapped goods and even wrappings, affecting the flavour and hastening rancidity. This method had declined in use but is now gaining ground again as more effective plastic wrapping materials are developed. Poultry is frozen by a combination of the fluid- and air-freezing methods. Each bird, packed in polyethylene or similar material, is first sprayed or immersed in a fluid to freeze its outer layer; the inside is afterwards frozen in a blast freezer.
Contact freezing is the common method for foodstuffs packed in cartons, which are placed between hollow shelves through which a cooling fluid is circulated; the shelves are pressed flat against the cartons, usually by hydraulic pressure.
In liqui-freezing, the product is placed on a conveyor belt which is passed through a tank of liquid nitrogen (or occasionally liquid carbon dioxide) or through a tunnel where liquid nitrogen is sprayed. Freezing occurs at a temperature as low as –196 ºC, and not every type of product or wrapping can withstand this cold. Dehydro-freezing, which removes some of the water before freezing, is used for certain vegetables and fruits. A considerable reduction of weight is achieved, involving lower transport, storage and wrapping costs.
During cold storage, the product must be kept at a temperature of –25 to –30 ºC, and good air circulation must be maintained. Transport of frozen goods has to be in refrigerated wagons, lorries, ships and so on, and during loading and unloading, the goods must be exposed to as little heat as possible. Usually, firms producing frozen food also prepare the raw material, but sometimes this treatment is carried out in separate establishments. In beef and poultry operations, carbon dioxide is often used to cool and preserve product during shipping.
Hazards and Their Prevention
Injury hazards
The most common causes of injuries in the food industry are hand tools, especially knives; operation of machinery; collisions with moving or stationary objects; falls or slips; and burns.
Injuries caused by knives in meat and fish preparation can be minimized by design and maintenance, adequate work areas, selection of the right knife for the job, provision of tough protective gloves and aprons and correct training of workers on both the sharpening and the use of the knife. Mechanical cutting devices also pose a hazard, and good maintenance and adequate training of workers is critical to prevent injuries (see figure 1).
Figure 1. Carving frozen whale meat on a band saw without adequate machine guarding and electrical precautions, Japan, 1989
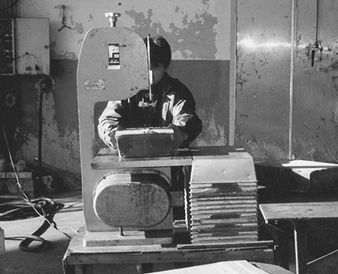
L. Manderson
Although accidents involving transmission machinery are relatively infrequent, they are likely to be serious. Risks related to machines and handling systems must be studied individually in each industry. Handling problems can be addressed by close examination of injury history for each particular process and by use of appropriate personal protection, such as foot and leg protection, hand and arm protection and eye and face protection. Risks from machinery can be prevented by secure machinery guarding. Mechanical handling equipment, especially conveyors, is widely employed, and particular attention should be paid to in-running nips on such equipment. Filling and closing machines should be totally enclosed except for the intake and discharge openings. The intakes of conveyor belts and drums, as well as pulleys and gearing, should be securely protected. To prevent cuts in canning, for example, effective arrangements for clearing up sharp tin or broken glass are required. Serious injury due to the inadvertent start-up of transmission machinery during cleaning or maintenance can be avoided by strict lockout/tagout procedures.
Falling accidents are most often caused by:
- The state of the floor. Accidents are possible when floors are uneven, wet or made slippery by the type of surface; by products; by fatty, oily or dusty waste; or, in cold rooms, from humid air condensing on the floors. Anti-slip floors help to prevent slips. Finding the proper surface and cleaning regimen, along with good housekeeping and proper footwear, will help prevent many falls. Curbs around machines containing water will prevent water flowing onto the floor. Good drainage should be provided to remove rapidly any accumulating liquids or spillage that occurs.
- Uncovered pits or drainage channels. Maintenance of covers or barricading of the hazard is necessary.
- Work at heights. Provision of safe means of access to equipment and storage areas, sound ladders and fall protection (including body harnesses and lifelines) can prevent many hazards.
- Steam or dust. Operations that generate steam or dust may not only make the floor slippery but also prevent good visibility.
- Insufficient or inconsistent lighting. Illumination needs to be bright enough for employees to be able to observe the process. The perception of inadequate lighting occurs when warehouses appear dark compared to production areas and people’s eyes do not adjust when moving from one light level to the other.
Burns and scalds from hot liquors and cooking equipment are common; similar injuries arise from steam and hot water used in equipment cleaning. Even more serious accidents can occur due to explosion of boilers or autoclaves due to lack of regular examination, poor employee training, poor procedures or poor maintenance. All steam equipment needs regular and careful maintenance to prevent major explosion or minor leaks.
Electrical installations, especially in wet or damp places, require proper grounding and good maintenance to control the common hazard of electrical shock. In addition to proper grounds, outlets protected with ground fault interrupters (GFIs) are effective in protecting from electrical shock. Proper electrical classification for hazardous environments is critical. Often flavours, extracts and dusty flammable powders such as grain dust, corn starch or sugar (thought of as foodstuffs rather than hazardous chemicals) may require classified electrical equipment to eliminate ignition during process upsets or excursions. Fires may also occur if welding is done around explosive/combustible organic dusts in grain elevators and mills. Explosions may also occur in gas or oil-fired ovens or cooking processes if they are not installed, operated or maintained correctly; provided with the essential safety devices; or if proper safety procedures are not followed (especially in open flame operations).
Strict product sanitation control is vital at all stages of food processing, including in slaughterhouses. Personal and industrial hygiene practices are most important in guarding against infection or contamination of the products. The premises and equipment should be designed to encourage personal hygiene through good, conveniently situated and sanitary washing facilities, showerbaths when necessary, provision and laundering of suitable protective clothing and provision of barrier creams and lotions, where appropriate.
Strict equipment sanitation is also vital to all stages of food processing. During the regular operation of most facilities, safety standards are effective to control equipment hazards. During the sanitation cycle, equipment must be opened up, guards removed and interlock systems disabled. A frustration is that the equipment is designed to run, but clean-up is often an afterthought. A disproportional share of the most serious injuries happen during this part of the process. Injuries are commonly caused by exposure to in-running nip points, hot water, chemicals and acid or base splashes, or by cleaning moving equipment. Dangerous high-pressure hoses which carry hot water also pose a hazard. Lack of equipment-specific procedures, lack of training and the low experience level of the typical new employee pressed into a cleaning job can add to the problem. The hazard is increased when equipment to be cleaned is located in areas that are not easily accessible. An effective lockout/tagout programme is essential. Current best practice to help control the problem is designing of clean-in-place facilities. Some equipment is designed to be self-cleaning by use of high-pressure spray balls and self-scrubbing systems, but too often manual labour is required to address trouble spots. In the meat and poultry industries, for example, all cleaning is manual.
Health hazards
Infections and infectious or parasitic diseases spread by animals or the waste products of animals used in manufacture are common occupational problems in the food industry. These zoonoses include anthrax, brucellosis, the leptospiroses, tularemia, bovine tuberculosis, glanders, erysipeloid, Q fever, foot-and-mouth disease, rabies and so on. Some food handlers may be subject to a wide variety of skin infections, including anthrax, actinomycosis and erysipeloid. Certain dried fruits are infested with mites; this can affect workers in sorting operations.
Apart from specific prophylactic vaccination against infectious diseases, proper gloves, good personal hygiene and the sanitary facilities to enable this (which are a prerequisite of any food industry as a protection to the product) are the most valuable preventive measures. Good washing facilities, including showers, and appropriate protective clothing are essential. Efficient medical care, especially for treatment of minor injuries, is an equally important requirement.
Contact dermatitis and allergies of the skin or respiratory system caused by organic products, animal or vegetable, are also common. Primary dermatitis can be caused by irritants such as acids, alkalis, detergents and water used in cleaning; friction from fruit picking and packing; and the handling of sugar, which is much used in food manufacture. Secondary sensitization results from the handling of many fruits and vegetables. Organic dusts from grain or flour can also cause respiratory diseases (e.g., “baker’s asthma”) and must be controlled. Too often the food industry considers the ingredients they use to be merely ingredients, rather than chemicals that can have health effects when employees are exposed to either industrial strengths or industrial quantities of “normal” household kitchen ingredients.
Cumulative trauma disorders
Many of the meat, poultry, fish and food processing plants involve highly repetitious and forceful work. The very nature of the products is such that manual labour often is needed to manipulate product when inspecting or loading fragile products into packaging or during the scale-up of a product before high-volume equipment is purchased or installed. Further, handling of boxes for shipping can cause back injuries. Three things to watch for are tasks involving extreme postures, high forces or high levels of repetition. Combinations of more than one factor make the problem more critical. Early detection and treatment of affected workers is desirable. Ergonomic redesign of equipment and other changes discussed in specific articles in this chapter will decrease the incidence of these hazards.
Refrigerants such as anhydrous ammonia, methyl chloride and other halogenated aliphatic hydrocarbons used in freezing and cold storage bring risks of poisoning and chemical burns. Emergency planning in addition to the normal fire planning is important. Training of workers in evacuation procedures is also necessary. Escape-type respiratory protection may be needed during evacuation from some areas of the facility. For some chemicals, sensors in the building are used to provide early warning to all employees through a central alarm system to signal the need to evacuate. Worker reactions to increases in ammonia levels must be taken seriously, and affected workers must be evacuated and treated. Ammonia leaks warrant strict attention and contiuous monitoring. Evacuation may be required if levels start to rise, before dangerous levels are reached. A central assembly point should be selected so that those who are evacuated are not in danger of being downwind of the refrigerant leak. Chemical protective clothing will be needed to aggressively approach the system leak to contain the release. Anhydrous ammonia and the less frequently used refrigerants, such as propane, butane, ethane and ethylene, are also flammable and explosive. Leaks from pipes are usually due to inadequate maintenance and can be prevented with adequate attention. Adequate measures should be taken for explosion prevention and firefighting.
Pesticides, fumigants and other hazardous materials must be kept under strict control and used only according to the manufacturer’s guidance. Organophosphate pesticides should only be used when accompanied with biological monitoring to assure the control of exposure.
The traditional tin/lead soldering of the side seam of a food can and the awareness of the problem of lead levels in food products have resulted in studies of environmental lead levels in can-making units and blood lead levels in workers. Evidence has shown both to be raised, but neither the environmental threshold limit value (TLV) nor the currently acceptable blood lead levels have ever been found to be exceeded. Thus, the results are consistent with a “low risk” lead process.
Carbon dioxide, used in cooling refrigerated products that are to be shipped, must also be kept under strict controls. Adequate ventilation must be provided over dry ice bins to prevent the gas from causing ill effects.
Exposure to cold can range from handling and storage of raw materials in winter or in processing and store rooms cooled with “still air”, to extremes of cold in air-blast refrigeration of raw materials, as in the ice cream and frozen foods industry. Cold-store workers may suffer impairment of health through exposure to cold if adequate protective clothing is not supplied. Exposure to cold is most critical for employees with sedentary jobs in very cold environments. Barriers should be used to deflect cold breezes from workers standing near fans used to circulate air. Job rotation to more active or warmer locations is advisable. In large tunnel freezing plants, it may be fatal for workers to stay in the rapidly moving stream of air, even if dressed in polar clothing. It is particularly important to prohibit entry into a tunnel freezer in operation and to make effective interlocking arrangements or use confined-space entry protocol to ensure that freezers cannot be started up while workers are still inside them. Warm lunchrooms and provision of hot drinks will mitigate the effects of cold work.
Heat, often combined with high humidity in cooking and sterilizing, can produce an equally intolerable physical environment, where heat stroke and heat exhaustion are an issue. These conditions are found especially in processing that entails evaporation of solutions, such as tomato paste production, often in countries where hot conditions already prevail. It is also prevalent on kill floors of slaughterhouses. Effective ventilation systems are essential, with special attention to condensation problems. Air conditioning may be necessary in some areas.
A serious health hazard in most modern plants, especially with canning, is exposure to noise. Putting additional high-speed machines in a limited space continues to drive noise levels up, despite best efforts to keep them below 85 dBA. The manufacture, conveying and filling of cans at speeds of up to 1,000 per minute leads to exposure of operators to a noise level of up to 100 dBA at frequencies ranging from 500 to 4,000 Hz, a dose equivalent of about 96 dBA, which if uncontrolled will lead in many cases to noise-induced deafness over a working lifetime. Certain engineering techniques can lead to some noise reduction; these include sound-absorbent mounting, magnetic elevators, nylon-coated cables and speed-matching in can conveyor systems. However, some radical change in the industry, such as the use of plastic containers, is the only hope for the future of producing a reasonably noise-free environment. At present, a hearing conservation programme based on audiometric examinations, hearing-protection equipment and education should be instituted. Noise refuges and personal ear protection should be provided.
Where ionizing radiation is used, the full precautions applicable to such work (e.g., radiation protection, hazard monitoring, health screening and periodic medical examinations) are necessary.
Medical supervision of workers is desirable; many food factories are small and membership in a group medical service may be the most effective way of securing this.
Health and safety committees that effectively involve the entire organization, including production operators, in the development of plant programmes is the key to a safe operation. Too often the food industry is not considered to be particularly hazardous, and a feeling of complacency develops. Often materials used are ones that people are familiar with and hence individuals may not understand the hazards that can arise when industrial strengths or quantities are employed. Plant employees who understand that safety rules and procedures are in place to protect their health and safety and not simply to meet government requirements are key to the development of a quality safety programme. Management must establish practices and policies that will allow employees to develop those beliefs.