Materials and Processing Operations
Black-and-white processing
In black-and-white photographic processing, exposed film or paper is removed from a light-tight container in a darkroom and sequentially immersed in water solutions of developer, stop bath and fixer. After a water washing, the film or paper is dried and ready for use. The developer reduces the light-exposed silver halide to metallic silver. The stop bath is a weakly acidic solution that neutralizes the alkaline developer and stops further reduction of the silver halide. The fixer solution forms a soluble complex with the unexposed silver halide, which is subsequently removed from the emulsion in the washing process together with various water-soluble salts, buffers and halide ions.
Colour processing
Colour processing is more complex than black-and-white processing, with additional steps required for processing most types of colour film, transparencies and paper. In short, instead of one silver halide layer, as in black-and-white films, there are three superimposed silver negatives; that is, a silver negative is produced for each of three sensitized layers. On contact with the colour developer, the exposed silver halide is converted to metallic silver while the oxidized developer reacts with a specific coupler in each layer to form the dye image.
Another difference in colour processing is the use of a bleach to remove the unwanted metallic silver from the emulsion by converting metallic silver to silver halide by means of an oxidizing agent. Subsequently, the silver halide is converted to a soluble silver complex, which is then removed by washing as in the case of black-and-white processing. In addition, colour processing procedures and materials vary depending on whether a colour transparency is being formed or whether colour negatives and colour prints are being processed.
General processing design
The essential steps in photoprocessing thus consist of passing the exposed film or paper through a series of processing tanks either by hand or in machine processors. Although the individual processes may be different, there are similarities in the types of procedures and equipment used in photoprocessing. For example, there will be a storage area for chemicals and raw materials and facilities for handling and sorting incoming exposed photographic materials. Facilities and equipment are necessary for measuring, weighing and mixing processing chemicals, and for supplying these solutions to the various processing tanks. In addition, a variety of pumping and metering devices are used to deliver processing solutions to tanks. A professional or photofinishing laboratory will typically utilize larger, more automated equipment that will process either film or paper. To produce a consistent product, the processors are temperature controlled and, in most cases, are replenished with fresh chemicals as sensitized product is run through the processor.
Larger operations may have quality-control laboratories for chemical determinations and measurement of photographic quality of materials being produced. Although the use of packaged chemical formulations may eliminate the need for measuring, weighing and maintaining a quality-control laboratory, many large photoprocessing facilities prefer to mix their own processing solutions from bulk quantities of the constituent chemicals.
Following the processing and drying of materials, protective lacquers or coatings may be applied to the finished product, and film-cleaning operations may take place. Finally, materials are inspected, packaged and prepared for shipment to the customer.
Potential Hazards and their Prevention
Unique darkroom hazards
The potential hazards in commercial photographic processing are similar to those in other types of chemical operations; however, a unique feature is the requirement that certain portions of the processing operations be conducted in darkness. Consequently, the processing operator must have a good understanding of the equipment and its potential hazards, and of precautionary measures in case of accidents. Safelights or infrared goggles are available and can be used to provide sufficient illumination for operator safety. All mechanical elements and live electrical parts must be enclosed and projecting machine parts must be covered. Safety locks should be installed to ensure that light does not enter the darkroom and should be designed so that they allow free passage of personnel.
Skin and eye hazards
Because of the wide variety of formulae used by various suppliers and different methods of packaging and mixing photoprocessing chemicals, only a few generalizations can be made regarding the types of chemical hazards present. A variety of strong acids and caustic materials may be encountered, especially in storage and mixing areas. Many photoprocessing chemicals are skin and eye irritants and, in some cases, may cause skin or eye burns following direct contact. The most frequent health issue in photoprocessing is the potential for contact dermatitis, which most commonly arises from skin contact with alkaline developer solutions. The dermatitis may be due to irritation caused by alkaline or acidic solutions, or, in some cases, to skin allergy.
Colour developers are aqueous solutions that usually contain derivatives of p-phenylenediamine, whereas black-and-white developers usually contain p-methyl-aminophenolsulphate (also known as Metol or KODAK ELON Developing Agent) and/or hydroquinone. Colour developers are more potent skin sensitizers and irritants than black-and-white developers and may also cause lichenoid reactions. In addition, other skin sensitizers such as formaldehyde, hydroxylamine sulphate and S-(2-(dimethylamino)-ethyl)-isothiouronium dihydrochloride are found in some photoprocessing solutions. The development of skin allergy is more likely to occur after repeated and prolonged contact with processing solutions. Persons with pre-existing skin diseases or skin irritation are often more susceptible to the effects of chemicals on the skin.
Avoiding skin contact is an important goal in photoprocessing areas. Neoprene gloves are recommended for reducing skin contact, especially in the mixing areas, where more concentrated solutions are encountered. Alternatively, nitrile gloves may be used when prolonged contact with photochemicals is not required. Gloves should be of sufficient thickness to prevent tears and leaks, and should be inspected and cleaned frequently, preferably by thorough washing of the outer and inner surfaces with a non-alkaline hand cleaner. It is particularly important that maintenance personnel be provided with protective gloves during repair or cleaning of the tanks and rack assemblies, and so on, since these may become coated with deposits of chemicals. Barrier creams are not appropriate for use with photochemicals because they are not impervious to all photochemicals and may contaminate processing solutions. A protective apron or lab coat should be worn in the darkroom, and frequent laundering of work clothing is desirable. For all reusable protective clothing, users should look for signs of permeation or degradation after each use and replace clothing as appropriate. Protective goggles and a face shield also should be used, especially in areas where concentrated photochemicals are handled.
If photoprocessing chemicals contact the skin, the affected area should be flushed quickly with copious amounts of water. Because materials such as developers are alkaline, washing with a non-alkaline hand cleaner (pH of 5.0 to 5.5) reduces the potential to develop dermatitis. Clothing should be changed immediately if there is any contamination with chemicals, and spills or splashes should be immediately cleaned up. Hand-washing facilities and provisions for rinsing the eyes are particularly important in the mixing and processing areas. Emergency shower facilities should also be available.
Inhalation hazards
In addition to potential skin and eye hazards, gases or vapours emitted from some photoprocessing solutions may present an inhalation hazard, as well as contribute to unpleasant odours, especially in poorly ventilated areas. Some colour processing solutions may release vapours such as acetic acid, triethanolamine and benzyl alcohol, or gases such as ammonia, formaldehyde and sulphur dioxide. These gases or vapours may be irritating to the respiratory tract and eyes, or, in some cases, may cause other health-related effects. The potential health-related effects of these gases or vapours is concentration dependent and is usually observed only at concentrations that exceed occupational exposure limits. However, because of a wide variation in individual susceptibility, some individuals—for example, persons with pre-existing medical conditions such as asthma—may experience effects at concentrations below occupational exposure limits.
Some photochemicals may be detectable by odour because of the chemical’s low odour threshold. Although the odour of a chemical is not necessarily indicative of a health hazard, strong odours or odours that are increasing in intensity may indicate that the ventilation system is inadequate and should be reviewed.
Appropriate photoprocessing ventilation incorporates both general dilution and local exhaust to exchange air at an acceptable rate per hour. Good ventilation offers the added benefit of making the working environment more comfortable. The amount of ventilation required varies according to room conditions, processing output, specific processors and processing chemicals. A ventilation engineer may be consulted to ensure optimum operation of room and local exhaust ventilation systems. High-temperature processing and nitrogen-burst agitation of tank solutions may increase the release of some chemicals to the ambient air. Processor speed, solution temperatures and solution agitation should be set at minimum suitable performance levels to reduce the potential release of gases or vapours from processing tanks.
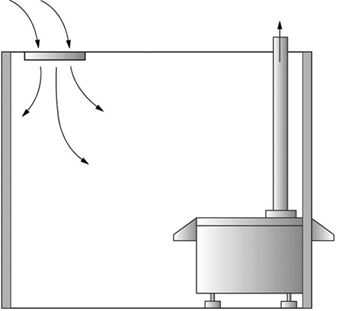
General room ventilation—for example, 4.25 m3/min supply and 4.8 m3/min exhaust (equivalent to 10 air changes per hour in a 3 x 3 x 3-metre room), with a minimum outside air replenishment rate of 0.15 m3/min per m2 floor area—is usually adequate for photographers who undertake basic photoprocessing. An exhaust rate higher than a supply rate produces a negative pressure in the room and reduces the opportunity for gases or vapours to escape to adjoining areas. The exhaust air should be discharged outside the building to avoid redistributing potential air contaminants within the building. If the processor tanks are enclosed and have an exhaust (see figure 1), the minimum air supply and exhaust rate can probably be reduced.
Figure 1. Enclosed-machine ventilation
Some operations (e.g., toning, film cleaning, mixing operations and special processing procedures) may require supplementary local exhaust ventilation or respiratory protection. Local exhaust is important because it reduces the concentration of airborne contaminants that might otherwise be recirculated by the general dilution ventilation system.
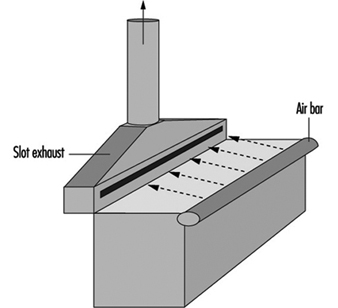
A lateral slot-type ventilation system for extracting vapours or gases at the surface of a tank may be used for some tanks. When designed and operated correctly, lateral slot-type exhausts draw clean air across the tank and remove contaminated air from the operator’s breathing zone and the surface of the processing tanks. Push-pull lateral slot-type exhausts are the most effective systems (see figure 2).
Figure 2. Open-tank with "push-pull" ventilation
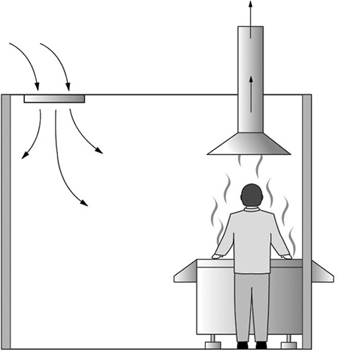
A hooded or canopy exhaust system (see figure 3) is not recommended because operators often lean over tanks with their heads under the hood. In this position, the hood draws vapours or gases into the operator’s breathing zone.
Figure 3. Overhead canopy exhaust
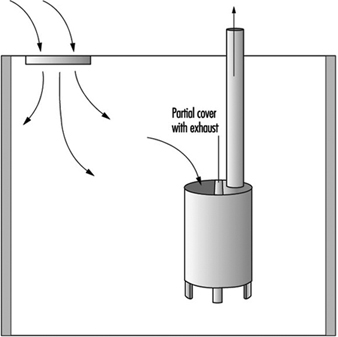
Split-tank covers with local exhaust attached to the stationary portion on mixing tanks may be used to supplement general room ventilation in mixing areas. Tank covers (tight-fitting covers or floating lids) should be used to prevent the release of potential air contaminants from storage and other tanks. A flexible exhaust may be attached to tank covers to facilitate the removal of volatile chemicals (see figure 4). As appropriate, automixers, which allow individual parts of multicomponent products to be added directly to and subsequently mixed in processors, should be used because they decrease the potential for operator exposure to photochemicals.
Figure 4. Chemical mixing tank exhaust
When mixing dry chemicals, the containers should be emptied gently to minimize chemical dust from becoming airborne. Tables, benches, shelves and ledges should be wiped with a water-dampened cloth frequently to keep residual chemical dust from accumulating and later becoming airborne.
Facility and operations design
Surfaces that may be contaminated with chemicals should be constructed to permit flushing with water. Adequate provisions should be made for floor drains, particularly in storage, mixing and processing areas. Because of the potential for leaks or spills, arrangements should be made for containment, neutralization and proper disposal of photochemicals. Since floors may be wet at times, flooring around potentially wet areas should be covered with non-skid tape or paint for safety purposes. Consideration should also be given to potential electrical hazards. For electrical devices used in or near water, ground-fault circuit interrupters and appropriate grounding should be used.
As a general rule, photochemicals should be stored in a cool (at temperatures no lower than 4.4 °C), dry (relative humidity between 35 and 50%), well-ventilated area, where they can be easily inventoried and retrieved. Chemical inventories should be actively managed so that the quantities of hazardous chemicals stored can be minimized and so that materials are not stored beyond their expiration dates. All containers should be properly labelled.
Chemicals should be stored to minimize the likelihood of container breakage during storage and retrieval. Chemical containers should not be stored where they can fall over, above eye level or where personnel have to stretch to reach them. Most hazardous materials should be stored at a low level and on a firm base in order to avoid possible breakage and spilling on the skin or eyes. Chemicals that, if accidentally mixed, might lead to fire, explosion or toxic chemical release should be segregated. For example, strong acids, strong bases, reducers, oxidizers and organic chemicals should be stored separately.
Flammable and combustible liquids should be stored in approved containers and storage cabinets. Storage areas should be kept cool, and smoking, open flames, heaters or anything else that might cause accidental ignition should be prohibited. During transfer operations, it should be ensured that containers are properly bonded and grounded. The design and operation of storage and handling areas for flammable and combustible materials should comply with applicable fire and electrical codes.
Whenever possible, solvents and liquids should be dispensed by metering pumps rather than by pouring. Pipetting of concentrated solutions and establishing siphons by mouth should not be permitted. The use of pre-weighed or pre-measured preparations may simplify operations and reduce the opportunities for accidents. Careful maintenance of all pumps and lines is necessary to avoid leakage.
Good personal hygiene should always be practiced in photoprocessing areas. Chemicals should never be placed in beverage or food containers or vice versa; only containers intended for chemicals should be used. Food or drink should never be brought into areas where chemicals are used, and chemicals should not be stored in refrigerators used for food. After handling chemicals, hands should be washed thoroughly, especially before eating or drinking.
Training and education
All personnel, including maintenance and housekeeping, should be trained in safety procedures relevant to their job tasks. An education programme for all personnel is essential in promoting safe work practices and preventing accidents. The educational programme should be carried out before personnel are allowed to work, at regular intervals thereafter and whenever new potential hazards are introduced into the workplace.
Summary
The key to working safely with photoprocessing chemicals is to understand the potential hazards of exposure and to manage the risk to an acceptable level. Risk management strategies for controlling potential occupational hazards in photoprocessing should include:
- providing personnel with training on potential hazards and safety procedures in the workplace,
- encouraging personnel to read and understand hazard communication vehicles (e.g., safety data sheets and product labels),
- maintaining workplace cleanliness and good personal hygiene,
- making certain that processors and other equipment are installed, operated and maintained to manufacturers’ specifications,
- substituting with less hazardous or less odorous chemicals, where possible,
- using engineering controls (e.g., general and local exhaust ventilation systems) where applicable,
- using protective equipment (e.g., protective gloves, goggles or face shield) when necessary,
- establishing procedures to ensure prompt medical attention for anyone with evidence of injury, and
- consideration of environmental exposure monitoring and health monitoring of employees as a verification of effective risk management strategies.
Additional information on black-and-white processing is discussed in the Entertainment and the arts chapter.