General Profile
Distinct segments of the automobile and transportation equipment industry produce:
- cars and light trucks
- medium and heavy trucks
- buses
- farm and construction equipment
- industrial trucks
- motorcycles.
The characteristic assembly line for the finished vehicle is supported by separate manufacturing facilities for various parts and components. Vehicle components may be manufactured within the parent enterprise or purchased from separate corporate entities. The industry is a century old. Production in the North American, European and (since the Second World War) Japanese sectors of the industry became concentrated in a few corporations which maintained branch assembly operations in South America, Africa and Asia for sales to those markets. International trade in finished vehicles has increased since the 1970s, and trade in original equipment and replacement auto parts from facilities in the developing world is increasingly important.
Manufacture of heavy trucks, buses and farm and construction equipment are distinct businesses from car production, although some auto producers manufacture for both markets, and farm and construction equipment are also made by the same corporations. This line of products uses large diesel engines rather than gasoline engines. Production rates are typically slower, volumes smaller and processes less mechanized.
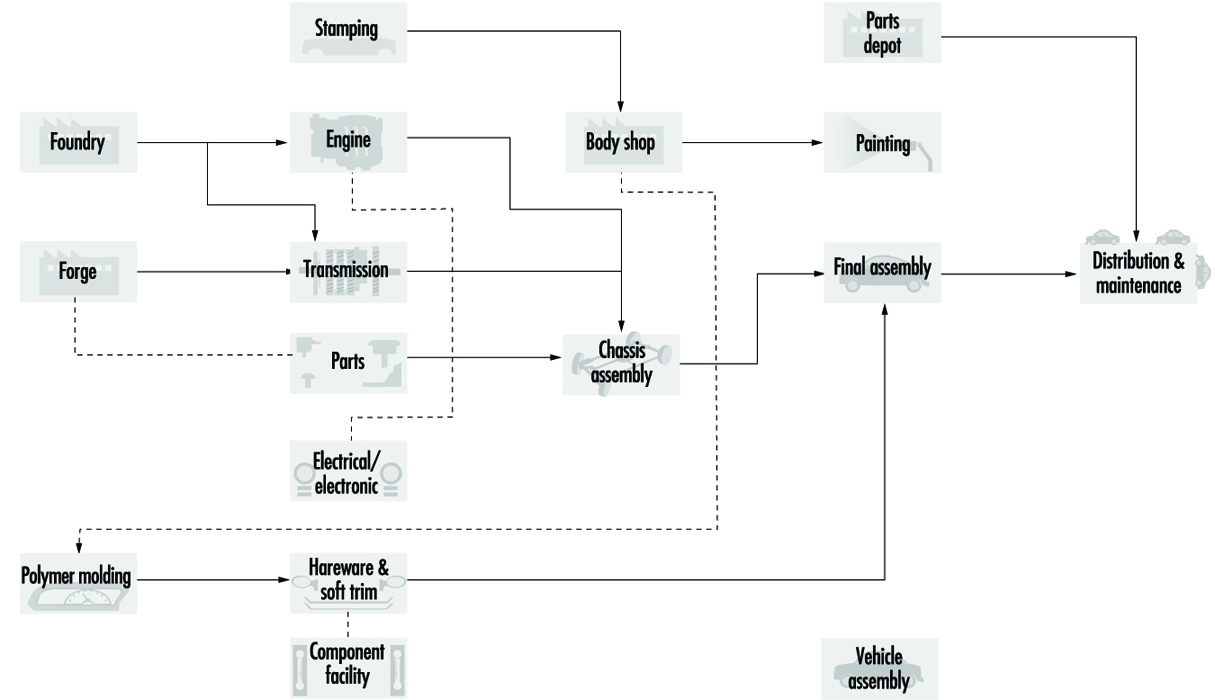
The types of facilities, the production processes and the typical components in car production are shown in table 1. Figure 1provides a flow chart for the steps in automobile production. The standard industrial classifications that are found in this industry include: motor vehicles and car body assembly, truck and bus body assembly, motor vehicle parts and accessories, iron and steel foundries, non-ferrous foundries, automotive stampings, iron and steel forgings, engine electrical equipment, auto and apparel trimmings and others. The number of people employed in the manufacture of parts exceeds that employed in assembly. These processes are supported by facilities for design of the vehicle, construction and maintenance of plant and equipment, clerical and managerial functions and a dealer and repair function. In the United States, car dealers, service stations and wholesale auto parts facilities employ about twice as many workers as the manufacturing functions.
Table 1. Production processes for automobile production.
|
Facility type |
Product and process |
|
Ferrous foundry |
Castings for machining into engine blocks and heads, other components |
|
Aluminium foundry and die cast |
Engine blocks and heads, transmission casings, other cast components |
|
Forging and heat treatment |
Pre-machined parts for engines, suspensions and transmissions |
|
Stamping |
Body panels and subassemblies |
|
Engine |
Machining of castings, assembly into finished product |
|
Transmission |
Machining of castings and forgings, assembly into product |
|
Glass |
Windshields, side windows and backlights |
|
Automotive parts |
Machining, stamping and assembly, including brakes, suspension parts, heating and air conditioning, pollution-control equipment, vehicle lighting |
|
Electrical and electronic |
Ignition systems, radios, motors, controllers |
|
Hardware and hard trim |
Polymer moulded exterior body panels, trim components |
|
Soft trim |
Seat cushions, built up seats, dashboard assemblies, interior body panels |
|
Vehicle assembly |
Body shop, painting, chassis assembly, final assembly |
|
Parts depots |
Warehousing, parts painting and assembly, packaging and shipping |
Figure 1. Flow chart for automobile production.
The workforce is predominantly male. In the United States, for example, it is about 80% male. Female employment is higher in trim and other lighter manufacturing processes. There is limited opportunity for job transfer from hourly work to clerical work or to technical and professional employment. Assembly line supervisors do, however, often come from the production and maintenance units. About 20% of hourly employees are employed in the skilled trades, although the fraction of employees in any particular facility who are in skilled trades varies greatly, from less than 10% in assembly operations to almost 50% in stamping operations. Because of contractions in employment levels over the decade of the 1980s, the average age of the workforce in the late 1990s exceeds 45 years, with hiring of new workers appearing only since 1994.
Major Sectors and Processes
Ferrous casting
Founding or metal casting involves the pouring of molten metal into a hollow inside a heat-resistant mould, which is the outside or negative shape of the pattern of the desired metal object. The mould may contain a core to determine the dimensions of any internal cavity in the final metal object. Foundry work consists of the following basic steps:
- making a pattern of the desired article from wood, metal, plastic or some other material
- making the mould by pouring sand and a binder around the pattern and compacting or setting it
- removing the pattern, inserting any core and assembling the mould
- melting and refining the metal in a furnace
- pouring the molten metal into the mould
- cooling the metal casting
- removing the mould and core from the metal casting by the “punch-out” process (for small castings) and by vibrating screens (shakeout) or hydro-blasting
- removing extra metal (e.g., the metal in the sprue—the pathway for molten metal to enter the mould) and burnt-on sand from the finished casting (fettling) by blasting with steel shot, hand chipping and grinding.
Ferrous foundries of the production type are a characteristic auto industry process. They are used in the automobile industry to produce engine blocks, heads and other parts. There are two basic types of ferrous foundries: gray iron foundries and ductile iron foundries. Gray iron foundries use scrap iron or pig iron (new ingots) to make standard iron castings. Ductile iron foundries add magnesium, cerium or other additives (often called ladle additives) to the ladles of molten metal before pouring to make nodular or malleable iron castings. The different additives have little impact on workplace exposures.
Typical automobile foundries use cupola or induction furnaces to melt the iron. A cupola furnace is a tall vertical furnace, open at the top, with hinged doors at the bottom. It is charged from the top with alternate layers of coke, limestone and metal; the molten metal is removed at the bottom. An induction furnace melts the metal by passing a high electric current through copper coils on the outside of the furnace. This induces an electric current in the outer edge of the metal charge, which heats the metal due to the high electrical resistance of the metal charge. Melting progresses from the outside of the charge to the inside.
In ferrous foundries, moulds are traditionally made from green sand (silica sand, coal dust, clay and organic binders), which is poured around the pattern, which is usually in two parts, and then compacted. This can be done manually or mechanically on a conveyor belt in production foundries. The pattern is then removed and the mould assembled mechanically or manually. The mould must have a sprue.
If the metal casting is to have a hollow interior, a core must be inserted into the mould. Cores can be made from thermosetting phenol-formaldehyde resins (or similar resins) mixed with sand which is then heated (hot box method) or from amine-cured urethane/sand mixtures which cure at room temperature (cold box method). The resin/sand mixture is poured into a core box which has a cavity in the desired shape of the core.
The products produced in gray iron castings are typically of a large size, such as engine blocks. The physical size increases the physical hazards on the job and also presents more difficult dust control problems.
Atmospheric contaminants in foundry processes
Silica-containing dusts. Silica-containing dusts are found in finishing, in shakeout-knockout, in moulding, in core making and in sand system and melt department maintenance activities. Air sampling studies during the 1970s typically found severalfold overexposures to silica, with the highest levels in finishing. Exposures were higher in mechanized production foundries than job shops. Improved control measures including enclosure and exhaust of sand systems and shakeout, mechanization and periodic industrial hygiene measurements have reduced levels. Standard ventilation designs are available for most foundry operations. Exposures above current limits persist in finishing operations due to inadequate sand removal after shakeout and silica burn-in on casting surfaces.
Carbon monoxide. Acutely dangerous carbon monoxide levels are encountered during cupola furnace maintenance and during upsets in process ventilation in the melt department. Excessive levels can also be encountered in cooling tunnels. Carbon monoxide exposures have also been associated with cupola melting and with the combustion of carbon material in green sand moulds. Exposure to sulphur dioxide of unknown origin can also occur, perhaps from sulphur contaminants in the mould.
Metal fumes. Metal fumes are found in melting and pouring operations. It is necessary to use compensating hoods over pouring stations in order to exhaust both metal fumes and combustion gases. Excessive exposures to lead fumes are occasionally encountered in iron foundries and are pervasive in brass foundries; lead fumes in gray iron arise from lead contamination of the scrap iron starting materials.
Other chemical and physical hazards. Formaldehyde, amine vapours and isocyanate pyrolysis products can be found in coremaking and core burn-off products. High-production coremaking is characteristic of the auto industry. Hot box phenol-formaldehyde coremaking replaced oil-sand cores in the mid-1960s and brought substantial formaldehyde exposures, which, in turn, increased the risks of respiratory irritation, lung function abnormalities and lung cancer. Protection requires local exhaust ventilation (LEV) at the core machine, core check stations and conveyor and low emission resins. When the phenol-formaldehyde coremaking has been replaced by cold box amine-cured polyurethane systems, effective maintenance of seals at the core box, and LEV where the cores are stored prior to insertion in the mould, are needed to protect employees against ocular effects of amine vapours.
Workers who are employed in these areas should undergo pre-placement and periodic medical examinations, including a chest x ray reviewed by an expert reader, a lung function test and a symptoms questionnaire, which are essential to detect early signs of pneumoconiosis, chronic bronchitis and emphysema. Periodic audiograms are needed, as hearing protection is often ineffective.
High levels of noise and vibration are encountered in processes such as furnace loading, mechanical de-coring, stripping and knockout of castings and fettling with pneumatic tools.
Foundry processes are heat intensive. The radiant heat load in melting, pouring, shakeout, core knockout and sprue removal requires special protective measures. Some of these measures include increased relief time (time away from the job), which is a common practice. Still extra relief during hot, summer months is also commonly provided. Workers should be outfitted with heat-protective clothing and eye and face protection in order to prevent the formation of cataracts. Climatized break areas near the work area improve the protective value of heat relief.
Aluminium casting
Aluminium casting (foundry and die-casting) is used to produce cylinder heads, transmission cases, engine blocks and other automotive parts. These facilities typically cast the products in permanent moulds, with and without sand cores, although the lost foam process has been introduced. In the lost foam process, the polystyrene foam pattern is not removed from the mould but is vaporized by the molten metal. Die casting involves the forcing of molten metal under pressure into metal moulds or dies. It is used to make large numbers of small, precise parts. Die-casting is followed by trim removal on a forge press and some finishing activities. Aluminium may be melted onsite or it can be delivered in molten form.
Hazards can arise because of significant pyrolysis of the core. Silica exposures may be found in permanent mould foundries where large cores are present. Local exhaust on shakeout is needed to prevent hazardous levels of exposure.
Other non-ferrous casting
Other non-ferrous die casting and electroplating processes are used to produce the trim on automotive products, the hardware and the bumpers. Electroplating is a process in which a metal is deposited onto another metal by an electrochemical process.
Bright metal trim traditionally was die-cast zinc, successively plated with copper, nickel and chrome, and then finished by polishing. Carburettor and fuel-injector parts are also die cast. Manual extraction of parts from die-casting machines is increasingly being replaced by mechanical extraction, and bright metal parts are being replaced by painted metal parts and plastic. Bumpers had been produced by pressing steel, followed by plating, but these methods are increasingly being replaced by the use of polymer parts in passenger vehicles.
Electroplating with chrome, nickel, cadmium, copper and so on is normally carried out in separate workshops and involves exposure to, inhalation of or contact with vapours from the acid plating baths. An increased incidence of cancer has been associated with both chromic acid and sulphuric acid mists. These mists are also extremely corrosive to the skin and respiratory tract. Electroplating baths should be labelled as to contents and should be fitted with special push-pull local exhaust systems. Anti-foaming surface tension agents should be added to the liquid in order to minimize mist formation. Workers should wear eye and face protection, hand and arm protection and aprons. Workers need periodic health checks as well.
Inserting and removing components from open-surface tanks are very hazardous operations which are increasingly becoming more mechanized. The buffing and polishing of plated components on felt belts or discs is strenuous and entails exposure to cotton, hemp and flax dust. This hazard can be minimized by providing a fixture or by mechanizing with transfer-type polishing machines.
Forging and heat treatment
Hot forging and cold forging followed by heat treatment are used to produce engine, transmission and suspension parts and other components.
Historically, automotive forging involved heating iron billets (bars) in individual oil-fired furnaces set close to individually operated steam hammer forges. In these drop hammer forges, the heated iron is placed in the bottom half of a metal die; the top half of the die is attached to the drop hammer. The iron is formed into the desired size and shape by multiple impacts of the dropping hammer. Today, such processes are replaced by induction heating of billets, which are worked in forging presses, which use pressure instead of impact to form the metal part, and drop hammer forges (upsetters) or by cold forging followed by heat treatment.
The forging process is extremely noisy. Noise exposure can be abated by replacing oil furnaces with induction heating devices, and the steam hammers with forging presses and upsetters. The process is also smoky. Oil smoke can be reduced by modernizing the furnace.
Forging and heat treatment are heat-intensive operations. Spot cooling using make-up air that circulates over workers in process areas is needed to reduce heat stress.
Machining
High production machining of engine blocks, crankshafts, transmissions and other components is characteristic of the auto industry. Machining processes are found within various parts manufacturing facilities and are the dominant process in engine, transmission and bearing production. Components such as camshafts, gears, differential pinions and brake drums are produced in machining operations. One-person machining stations are increasingly replaced by multiple station machines, machining cells and transfer lines which may be up to 200 metres in length. Soluble oils and synthetic and semi-synthetic coolants increasingly predominate over straight oils.
Foreign body injuries are common in machining operations; increased mechanical material handling and personal protective equipment are key preventive measures. Increased automation, particularly long transfer lines, increases the risk of severe acute trauma; improved machine guarding and energy lockout are preventive programmes.
The highest level of control measures for coolant mist include full enclosure of machining stations and fluid circulation systems, local exhaust directed outside or recirculated only through a high-efficiency filter, coolant system controls to reduce mist generation and coolant maintenance to control micro-organisms. Addition of nitrite to amine-containing fluids must be prohibited due to risk of nitrosamine production. Oils with substantial polynuclear aromatic hydrocarbon (PAH) content must not be used.
In case-hardening, tempering, nitrate salt baths and other metal heat-treatment processes using furnaces and controlled atmospheres, the microclimate may be oppressive and various airborne toxic substances encountered (e.g., carbon monoxide, carbon dioxide, cyanides).
Machine attendants and workers handling swarf and centrifuging cutting oil prior to filtration and regeneration are exposed to the risk of dermatitis. Exposed workers should be provided with oil-resistant aprons and encouraged to wash thoroughly at the end of each shift.
Grinding and tool sharpening may present a danger of hard metal disease (interstitial lung disease) unless cobalt exposure is measured and controlled. Grinding wheels should be fitted with screens, and eye and face protection and respiratory protective equipment should be worn by grinders.
Machined parts are typically assembled into a finished component, with attendant ergonomic risks. In engine facilities engine testing and running-in must be carried out at test stations fitted with equipment for removing exhaust gases (carbon monoxide, carbon dioxide, unburned hydrocarbons, aldehydes, nitrogen oxides) and with noise-control facilities (booths with sound-absorbent walls, insulated bedplates). Noise levels may be as high as 100 to 105 dB with peaks at 600 to 800 Hz.
Stamping
Pressing of sheet metal (steel) into body panels and other components, often combined with subassembly by welding, is done in large facilities with large and small mechanical power presses. Individual load and unload presses were successively replaced by mechanical extraction devices and now shuttle transfer mechanisms which can load as well, yielding fully automated press lines. Fabrication of subassemblies such as hoods and doors is accomplished with resistance welding presses and is increasingly performed in cells with robot transfer of parts.
The main process is the pressing of steel sheet, strip and light sections on mechanical power presses ranging in capacity from roughly 20 to 2,000 tonnes.
Modern press safety requires effective machinery guarding, prohibition of hands in dies, safety controls including anti-tie down two-hand controls, part revolution clutches and brake monitors, automatic feed and ejection systems, collection of press scrap and the use of personal protective equipment such as aprons, foot and leg protection and hand and arm protection. Outmoded and hazardous full-revolution clutch machines and pull-back devices must be eliminated. Handling rolled steel with cranes and loading of decoilers prior to blanking at the head of a press lines poses a severe safety hazard.
Press operators are exposed to substantial mist levels from drawing compounds which are similar in composition to machining fluids such as soluble oils. Welding fumes are present in fabrication. Noise exposures are high in stamping. Control measures for noise include mufflers on air valves, lining metal chutes with vibration-damping equipment, quieting parts carts, and isolation of presses; the point of operation of the press is not the main site of noise generation.
Following pressing, the pieces are assembled into sub-groups such as hoods and doors using resistance welding presses. Chemical hazards include welding fumes from primarily resistance welding and pyrolysis products of surface coatings, including drawing compound and sealers.
Plastic body panels and trim components
Metal trim parts such as chrome strips are being increasingly replaced by polymer materials. Hard body parts may be made from fibrous glass-reinforced polyester polystyrene systems, acrylonitrile-butadiene-styrene (ABS) thermosetting systems or polyethylene. Polyurethane systems may be high density for body parts, such as nose cones, or low-density foam for seats and interior padding.
Polyurethane foam moulding presents severe respiratory sensitization problems from inhalation of di-isocyanate monomer and possibly catalysts. Complaints persist in operations which are in compliance with limits for toluene di-isocyanate (TDI). Methylene chloride exposures from gun flushing can be substantial. Pouring stations need enclosure and LEV; spills of isocyanate should be minimized by safety devices and cleaned promptly by trained crews. Fires in curing ovens are also a problem in these facilities. Seat manufacture has severe ergonomic stresses, which can be reduced by fixtures, especially for stretching upholstery over cushions.
Styrene exposure from fibrous glass lay-up should be controlled by enclosing storage of mats and local exhaust. Dusts from grinding cured parts contain fibrous glass and should also be controlled by ventilation.
Vehicle assembly
Assembly of components into the finished vehicle typically takes place on a mechanized conveyor involving upwards of a thousand employees per shift, with additional support personnel. The largest segment of employees in the industry are in this process type.
A vehicle assembly plant is divided into distinct units: the body shop, which can include subassembly activities also found in a stamping; paint; chassis assembly; cushion room (which can be outsourced); and final assembly. Paint processes have evolved toward lower-solvent, more reactive formulations in recent years, with increasing use of robot and mechanical application. The body shop has become increasingly automated with reduced arc welding and replacement of hand-operated spot-welding guns with robots.
Light truck assembly (vans, pickups, sport utility vehicles) is similar in process to car assembly. Heavy truck, farm and construction equipment manufacture involves less mechanization and automation, longer cycle jobs, heavier physical labour, more arc welding and different paint systems.
The body shop of an assembly plant assembles the shell of the vehicle. Resistance welding machines may be transfer type, robotic or individually operated. Suspended spot welding machines are heavy and cumbersome to manipulate even when fitted with a counterbalance system. Transfer machines and robots have eliminated many manual jobs and removed workers from close, direct exposure to hot metal, sparks and combustion products of the mineral oil which contaminates the sheet metal. However, increased automation carries increased risk of severe injury to maintenance workers; energy lockout programmes and more elaborate and automatic machine guarding systems, including presence-sensing devices, are needed in automated body shops. Arc welding is employed to a limited degree. During this work, employees are exposed to intense visible and ultraviolet radiation and risk inhalation of combustion gases. LEV, protective screens and partitions, welding visors or goggles, gloves and aprons are needed for arc welders.
The body shop has the greatest laceration and foreign body injury hazards.
In past years assembly techniques and body panel defect retouching processes entailed soldering with lead and tin alloys (also containing traces of antimony). Soldering and especially the grinding away of excess solder produced a severe risk of lead poisoning, including fatal cases when the process was introduced in the 1930s. Protective measures included an isolated solder grind booth, respirators supplying positive-pressure air for solder grinders, hygiene facilities and lead-in-blood monitoring. Nevertheless, increased body burdens of lead and occasional cases of lead poisoning among workers and families persisted into the 1970s. Lead body solder has been eliminated in US passenger vehicles. In addition, noise levels in these processes may range up to 95 to 98 dB, with peaks at 600 to 800 Hz.
Automobile bodies from the body shop enter the paint shop on a conveyor where they are degreased, often by the manual application of solvents, cleaned in a closed tunnel (bonderite) and undercoated. The undercoat is then rubbed down by hand with an oscillating tool using wet abrasive paper, and the final layers of paint are applied and then cured in an oven. In paint shops, workers may inhale toluene, xylene, methylene chloride, mineral spirits, naphtha, butyl and amyl acetate and methyl alcohol vapours from body, booth and paint gun cleaning. Spray painting is carried on in downdraft booths with a continuously filtered air supply. Solvent vapour at painting stations is typically well controlled by down-draft ventilation, which is needed for product quality. Inhalation of paint particulate was formerly less well controlled, and some paints in the past contained salts of chromium and lead. In a well controlled booth, the workers should not have to wear respiratory protective equipment to achieve compliance with exposure limits. Many voluntarily wear respirators for overspray. Recently introduced two-component polyurethane paints should be sprayed only when air-supplied helmets are used with suitable booth re-entry times. Environmental regulations have spurred the development of high-solids paints with lower solvent content. Newer resin systems may generate substantial formaldehyde exposure, and powdered paints now being introduced are epoxy formulations which may be sensitizers. Recirculation of paint booth and oven exhaust from roof ventilating units into work areas outside the booth is a common complaint; this problem can be prevented by exhaust stacks of sufficient height.
In the production of commercial vehicles (lorries (trucks), trams, trolley buses) and farm and construction equipment, manual spray painting is still widely employed due to the large surfaces to be covered and the need for frequent retouching. Lead and chromate paints may still be employed in these operations.
The painted body work is dried in hot air and infra-red ovens fitted with exhaust ventilation and then moves on to join the mechanical components in the final assembly shop, where the body, engine and transmission are joined together and the upholstery and internal trim are fitted. It is here that conveyor belt work is to be seen in its most highly developed version. Each worker carries out a series of tasks on each vehicle with cycle times of about 1 minute. The conveyor system transports the bodies gradually along the assembly line. These processes demand constant vigilance and may be highly monotonous and act as stressors on certain subjects. Although normally not imposing excessive metabolic lead, these processes virtually all involve moderate to severe risk factors for musculoskeletal disorders.
The postures or movements the worker is obliged to adopt, such as when installing components inside the vehicle or working under the body (with hands and forearms above head level) are the most readily abated hazards, although force and repetition must also be reduced to abate risk factors. After final assembly the vehicle is tested, finished and dispatched. Inspection can be limited to roller tests on a roller bed (where ventilation of exhaust fumes is important) or can include track trials on different types of surface, water and dust tightness trials and road trials outside the factory.
Parts depots
Parts depots are integral to distributing the finished product and supplying repair parts. Workers in these high-production warehouses use order pickers to retrieve parts from elevated locations, with automated parts-delivery systems in three-shift operations. Manual handling of packaged parts is common. Painting and other production processes may be found in parts depots.
Testing of prototypes
Testing of automobile prototypes is specialized to the industry. Test drivers are exposed to a variety of physiological stresses, such as violent acceleration and deceleration, jolting and vibration, carbon monoxide and exhaust fumes, noise, work spells of prolonged duration and different ambient and climatic conditions. Endurance drivers endure special stresses. Fatal vehicle accidents occur in this occupation.
Assembly of heavy trucks and farm and construction equipment
The processes in these industry sectors are essentially the same as in the assembly of cars and light trucks. Contrasts include: slower pace of production, including non-assembly-line operations; more arc welding; riveting of truck cabs; movement of components by crane; use of chromate-containing pigments; and diesel on drive-off at the end of the assembly line. These sectors include more producers relative to volume and are less vertically integrated.
Manufacture of locomotives and rail cars
Distinct segments of railroad equipment manufacture include locomotives, passenger cars, freight cars and electric self-propelled passenger cars. Compared to car and truck manufacture, assembly processes involve longer cycles; there is more reliance on cranes for material handling; and arc welding is more heavily used. The large size of the products makes engineering control of spray paint operations difficult and creates situations where workers are completely enclosed in the product while welding and spray painting.
Health Problems and Disease Patterns
Production processes are not unique to the auto industry, but often the scale of production and the high degree of integration and automation combine to present special hazards to employees. Hazards to employees in this complex industry must be arrayed in three dimensions: process type, job classification group and adverse outcome.
Adverse outcomes with distinct cause and prevention methods can be distinguished as: fatal and severe acute injuries; injuries generally; repeated trauma disorders; short-onset chemical effects; occupational disease from long-term chemical exposure; service sector hazards (including infectious disease and client- or customer-initiated violence); and work environment hazards such as psychosocial stress.
Job classification groups in the automobile industry can usefully be divided by divergent hazard spectra: skilled trades (maintenance, service, fabrication and installation of production equipment); mechanical material handling (powered industrial truck and crane operators); production service (including non-skilled maintenance and cleaners); fixed production (the largest grouping, including assemblers and machine operators); clerical and technical; and executive and managerial.
Health and safety outcomes common to all processes
According to the US Bureau of Labor Statistics, the auto industry has one of the highest injury rates overall, with 1 in 3 employees hurt each year, 1 in 10 seriously enough to lose time from work. Lifetime risk of occupational fatality from acute traumatic injury is 1 in 2,000. Certain hazards are generally characteristic of occupational groupings throughout the industry. Other hazards, particularly chemicals, are characteristic of specific production processes.
Skilled trades and mechanical material-handling occupations are at high risk for fatal and severe acute traumatic injuries. The skilled trades are less than 20% of the workforce, yet suffer 46% of fatal occupational injuries. Mechanical material-handling occupations suffer 18% of fatalities. The skilled-trades fatalities largely occur during maintenance and service activities, with uncontrolled energy as the leading cause. Preventive measures include energy lockout programmes, machine guarding, fall prevention and industrial truck and crane safety, all based on directed job safety analysis.
By contrast, fixed production occupations suffer higher rates of injuries generally and repeated trauma disorders, but are at reduced risk to fatal injury. Musculoskeletal injuries, including repeated trauma disorders and closely related strains and sprains caused by overexertion or repetitive motion are 63% of disabling injuries in assembly facilities and about half the injuries in other process types. The chief preventive measures are ergonomics programmes based on risk factor analysis and structured reduction in force, frequency and postural stresses of high-risk jobs.
Production service occupations and skilled trades face the majority of acute and high-level chemical hazards. Typically these exposures occur during routine cleaning, response to spills and process upsets and in confined space entry during maintenance and service activities. Solvent exposures are prominent among these hazardous situations. The long-term health consequences of these intermittent high exposures are not known. High exposures to carcinogenic coal tar pitch volatiles are experienced by employees tarring wood block floors in many facilities or torching floor bolts in stamping plants. Excess mortality from lung cancer has been observed in such groups. Preventive measures focus on confined space entry and hazardous waste and emergency response programmes, although long-term prevention depends on process change to eliminate exposure.
Effects of chronic exposure to chemicals and some physical agents are most evident among fixed production workers, principally because these groups can more feasibly be studied. Virtually all the process-specific adverse effects described above arise from exposures in compliance with existing occupational exposure limits, so protection will depend on reduction of allowable limits. In the near term, best practices including well designed and maintained exhaust systems serve to reduce exposures and risks.
Noise-induced hearing loss is pervasive in all segments of the industry.
All sectors of the workforce are subject to psychosocial stress, although these are more apparent in the clerical, technical, administrative support, managerial and professional occupations because of their generally less intense exposure to other hazards. Nevertheless, job stress is likely more intense among production and maintenance employees, and stress effects are likely greater. No effective means of reducing stresses from night work and rotating shift work have been implemented, although shift preference agreements allow for some self selection, and shift premiums compensate those employees assigned to off shifts. Acceptance of rotating shifts by the workforce is historical and cultural. Skilled trades and maintenance employees work substantially more overtime and during holidays, vacations and shutdowns, compared to production employees. Typical work schedules include two production shifts and a shorter maintenance shift; this provides flexibility for overtime in periods of increased production.
The discussion which follows groups chemical and some specific physical hazards by production type and addresses injury and ergonomic hazards by job classification.
Foundries
Foundries stand out among auto industry processes with a higher fatality rate, arising from molten metal spills and explosions, cupola maintenance, including bottom drop, and carbon monoxide hazards during relining. Foundries report a higher fraction of foreign body, contusion and burn injuries and a lower fraction of musculoskeletal disorders than other facilities. Foundries also have the highest noise exposure levels (Andjelkovich et al. 1990; Andjelkovich et al. 1995; Koskela 1994; Koskela et al. 1976; Silverstein et al. 1986; Virtamo and Tossavainen 1976).
A recent review of mortality studies including the American auto industry showed that foundry workers experienced increased rates of deaths from lung cancer in 14 of 15 studies (Egan-Baum, Miller and Waxweiller 1981; Mirer et al. 1985). Because high lung cancer rates are found among cleaning room workers where the primary exposure is silica, it is likely that mixed silica-containing dust exposure is a major cause (IARC 1987, 1996), although polynuclear aromatic hydrocarbon exposures are also found. Increased mortality from non-malignant respiratory disease was found in 8 of 11 studies. Silicosis deaths were recorded as well. Clinical studies find x-ray changes characteristic of pneumoconiosis, lung function deficits characteristic of obstruction and increased respiratory symptoms in modern production foundries with the highest levels of controls. These effects arose from exposure conditions which prevailed from the 1960s onward and strongly indicate that health risks persist under current conditions as well.
Asbestos effects are found on x ray among foundry workers; victims include production as well as maintenance workers with identifiable asbestos exposures.
Machining operations
A recent review of mortality studies among workers in machining operations found apparent exposure-related increased stomach, oesophageal, rectal, pancreatic and laryngeal cancer in multiple studies (Silverstein et al. 1988; Eisen et al. 1992). Known carcinogenic agents historically present in coolants include polynuclear aromatic compounds, nitrosamines, chlorinated paraffins and formaldehyde. Present formulations contain reduced amounts of these agents, and exposures to coolant particulate are reduced, but cancer risk may still occur with present exposures. Clinical studies have documented occupational asthma, increased respiratory symptoms, cross-shift lung function drop and, in one case, legionnaire’s disease associated with coolant mist exposure (DeCoufle 1978; Vena et al. 1985; Mallin, Berkeley and Young 1986; Park et al. 1988; Delzell et al. 1993). Respiratory effects are more prominent with synthetics and soluble oils, which contain chemical irritants such as petroleum sulphonates, tall oils, ethanolamines, formaldehyde and formaldehyde donor biocides, as well as bacterial products such as endotoxin. Skin disorders are still common among machining workers, with greater problems reported for those exposed to synthetic fluids.
Pressed metal operations
The characteristic injury hazards in mechanical power presswork are crushing and amputation injuries, especially of the hands, due to trapping in the press, and hand, foot and leg injuries, caused by scrap metal from the press.
Pressed metal facilities have twice the proportion of laceration injuries of auto industry facilities generally. Such operations have a higher proportion of skilled workers than typical for the industry, especially if die construction is pursued onsite. Die change is an especially hazardous activity.
Mortality studies in the metal-stamping industry are limited. One such study found increased mortality from stomach cancer; another found increased mortality from lung cancer among maintenance welders and millwrights exposed to coal tar pitch volatiles.
Hardware and electroplating
A mortality study of employees at an automotive hardware plant found excess mortality from lung cancer among workers in departments which integrated zinc die-cast and electroplating. Chromic and sulphuric acid mist or die-cast smoke were likely causes.
Vehicle assembly
Injury rates, including cumulative trauma disorders (CTDs), are now the highest in assembly of all processes in the auto sector, due largely to the high rate of musculoskeletal disorders from repetitive work or overexertion. Musculoskeletal disorders account for more than 60% of disabling injuries in this sector.
Several mortality studies in assembly plants observed increased deaths from lung cancer. No specific process within the assembly sector has been shown responsible, so this issue remains under investigation.
Testing of prototypes
Fatal vehicle accidents occur in this occupation.
Design work
The design staffs of auto companies have been the subject of health and safety concern. Prototype dies are made by first constructing the pattern of wood, using extremely hard wood, laminates and particleboard. Plastic models are made by fibrous glass lay-up with polyester-polystyrene resins. Metal models are essentially dies constructed by precision machining. Wood, plastic and metal model and pattern makers have been shown to suffer excess incidence and mortality from colon and rectal cancer in repeated studies. A specific agent has not been identified.
Environmental and Public Health Issues
Environmental regulation aimed at stationary sources in the auto industry principally addresses volatile organic compounds from spray painting and other surface coatings. Pressure to reduce solvent content of paints has actually changed the nature of the coatings used. These rules affect supplier and parts plants as well as vehicle assembly. Foundries are regulated for air emissions of particulates and sulphur dioxide, while spent sand is treated as hazardous waste.
Vehicle emissions and vehicle safety are critical public health and safety issues regulated outside the occupational arena.