- You are here:
-
Home

-
Part XII. Chemical Industries
-
Chemical Processing
-
Examples of Chemical Processing Operations
- Plastics Industry

Examples of Chemical Processing Operations
Chlorine and Caustic Production
The Chlorine Institute, Inc.
Electrolysis of salt brines produces chlorine and caustic. Sodium chloride (NaCl) is the primary salt used; it yields caustic soda (NaOH). However, the use of potassium chloride (KCl) produces caustic potash (KOH).
2 NaCl + 2 H2O → Cl2↑+ 2 NaOH + H2↑
salt + water → chlorine (gas) + caustic + hydrogen (gas)
Currently the diaphragm cell process is in greatest use for the commercial production of chlorine followed by the mercury cell process and then the membrane cell process. Due to economic, environmental and product quality issues, manufacturers now prefer the membrane cell process for new production facilities.
The Diaphragm Cell Process
A diaphragm cell (see figure 1) is fed saturated salt brine into a compartment containing a titanium anode coated with salts of ruthenium and other metals. A plastic cell head collects the hot, wet chlorine gas produced at this anode. Suction by a compressor then draws the chlorine into a collection header for further processing consisting of cooling, drying and compression. Water and unreacted brine percolate through a porous diaphragm separator into the cathode compartment where water reacts at a steel cathode to produce sodium hydroxide (caustic soda) and hydrogen. The diaphragm keeps the chlorine produced at the anode from the sodium hydroxide and hydrogen produced at the cathode. If these products combine, the result is sodium hypochlorite (bleach) or sodium chlorate. Commercial producers of sodium chlorate use cells that do not have separators. The most common diaphragm is a composite of asbestos and a fluorocarbon polymer. Modern diaphragm cell plants do not have the health or environmental problems historically associated with the use of asbestos diaphragms. Some plants do employ non-asbestos diaphragms, which are now commercially available. The diaphragm cell process produces a weak sodium hydroxide solution containing unreacted salt. An additional evaporation process concentrates the caustic and removes most of the salt to make a caustic of commercial quality.
Figure 1. Types of chloralkali cell processes
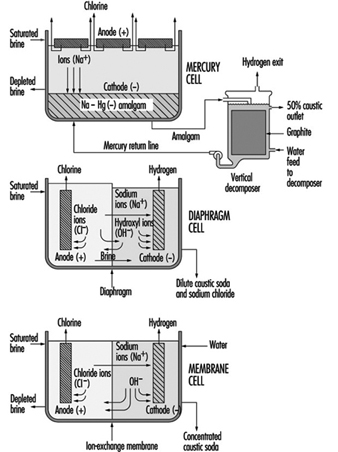
The Mercury Cell Process
A mercury cell actually consists of two electrochemical cells. The reaction in the first cell at the anode is:
2 Cl– → C12 + 2 e–
chloride → chlorine + electrons
The reaction in the first cell at the cathode is:
Na+ + Hg + e– → Na · Hg
sodium ion + mercury + electrons → sodium amalgam
Salt brine flows in an inclined steel trough with rubber-lined sides (see figure 4) Mercury, the cathode, flows under the brine. Anodes of coated titanium are suspended in the brine for the production of chlorine, which exits the cell to a collection and processing system. Sodium is electrolyzed in the cell and leaves the first cell amalgamated with the mercury. This amalgam flows into a second electrochemical cell called the decomposer. The decomposer is a cell with graphite as a cathode and the amalgam as the anode.
The reaction in the decomposer is:
2 Na•Hg + 2 H2O → 2 NaOH + 2 Hg + H2 ↑
The mercury cell process produces commercial (50%) NaOH directly from the cell.
The Membrane Cell Process
The electrochemical reactions in a membrane cell are the same as in the diaphragm cell. A cation-exchange membrane is used in place of the porous diaphragm (see figure 1). This membrane prevents the migration of chloride ions into the catholyte, thereby producing essentially salt free 30 to 35% caustic directly from the cell. The elimination of the need to remove salt makes the evaporation of the caustic to commercial 50% strength simpler, and it requires less investment and energy. Expensive nickel is used as the cathode in the membrane cell due to the stronger caustic.
Safety and Health Hazards
At ordinary temperatures, dry chlorine, either liquid or gas, does not corrode steel. Wet chlorine is highly corrosive because it forms hydrochloric and hypochlorous acids. Precautions should be taken to keep chlorine and chlorine equipment dry. Piping, valves and containers should be closed or capped when not in use to keep out atmospheric moisture. If water is used on a chlorine leak the resulting corrosive conditions will make the leak worse.
The volume of liquid chlorine increases with temperature. Precautions should be taken to avoid hydrostatic rupture of piping, vessels, containers or other equipment filled with liquid chlorine.
Hydrogen is a co-product of all chlorine manufactured by the electrolysis of aqueous brine solutions. Within a known concentration range, mixtures of chlorine and hydrogen are flammable and potentially explosive. The reaction of chlorine and hydrogen can be initiated by direct sunlight, other sources of ultraviolet light, static electricity or sharp impact.
Small quantities of nitrogen trichloride, an unstable and highly explosive compound, can be produced in the manufacturing of chlorine. When liquid chlorine containing nitrogen trichloride is evaporated, the nitrogen trichloride may reach hazardous concentrations in the remaining liquid chlorine.
Chlorine can react, at times explosively, with a number of organic materials such as oil and grease from sources such as air compressors, valves, pumps and oil-diaphragm instrumentation, as well as wood and rags from maintenance work.
As soon as there is any indication of a chlorine release, immediate steps must be taken to correct the condition. Chlorine leaks always get worse if they are not promptly corrected. When a chlorine leak occurs, authorized, trained personnel equipped with respiratory and other appropriate personal protective equipment (PPE) should investigate and take proper action. Personnel should not enter into atmospheres containing concentrations of chlorine in excess of the immediately dangerous to life and health (IDLH) concentration (10 ppm) without appropriate PPE and back-up personnel. Unnecessary personnel should be kept away and the hazard area should be isolated. Persons potentially affected by a chlorine release should be evacuated or sheltered in place as circumstances warrant.
Area chlorine monitors and wind direction indicators can supply timely information (e.g., escape routes) to help determine whether personnel are to be evacuated or sheltered in place.
When evacuation is utilized, potentially exposed persons should move to a point upwind of the leak. Because chlorine is heavier than air, higher elevations are preferable. To escape in the shortest time, persons already in a contaminated area should move crosswind.
When inside a building and sheltering in place is selected, shelter can be achieved by closing all windows, doors and other openings, and turning off air conditioners and air intake systems. Personnel should move to the side of the building furthest from the release.
Care must be taken not to position personnel without an escape route. A safe position may be made hazardous by a change in wind direction. New leaks may occur or the existing leak may get larger.
If fire is present or imminent, chlorine containers and equipment should be moved away from the fire, if possible. If a non-leaking container or equipment cannot be moved, it should be kept cool by applying water. Water should not be used directly on a chlorine leak. Chlorine and water react forming acids and the leak quickly will get worse. However, where several containers are involved and some are leaking, it may be prudent to use a water spray to help prevent overpressure of the non-leaking containers.
Whenever containers have been exposed to flames, cooling water should be applied until well after the fire is out and the containers are cooled. Containers exposed to fire should be isolated and the supplier should be contacted as soon as possible.
Sodium hydroxide solutions are corrosive, especially when concentrated. Workers at risk for exposure to spills and leaks should wear gloves, face shield and goggles and other protective clothing.
Acknowledgements: Dr. R.G. Smerko is acknowledged for making available the resources of the Chlorine Institute, Inc.
Paint and Coating Manufacture
Adapted from NIOSH 1984.
Paints and coatings include paints, varnishes, lacquers, stains, printing inks and more. Traditional paints consist of a dispersion of pigment particles in a vehicle consisting of a film-former or binder (usually an oil or resin) and a thinner (usually a volatile solvent). In addition, there can be a wide variety of fillers and other additives. A varnish is a solution of oil and natural resin in an organic solvent. Synthetic resins may also be used. Lacquers are coatings in which the film dries or hardens entirely by evaporation of the solvent.
Traditional paints were under 70% solids with the remainder being mostly solvents. Air pollution regulations limiting the amount of solvents that can be emitted into the atmosphere have resulted in the development of a wide variety of substitute paints with low or no organic solvents. These include: water-based latex paints; two-part catalysed paints (e.g., epoxy and urethane systems); high solids paints (over 70% solids), including plastisol paints consisting primarily of pigments and plasticizers; radiation-cured paints; and powder coatings.
According to the US National Institute for Occupational Safety and Health (NIOSH 1984), about 60% of paint manufacturers employed fewer than 20 workers, and only about 3% had more than 250 workers. These statistics would be expected to be representative of paint manufacturers worldwide. This indicates a predominance of small shops, most of which would not have in-house health and safety expertise.
Manufacturing Processes
In general, the manufacture of paints and other coatings is a series of unit operations using batch processes. There are few or no chemical reactions; the operations are mostly mechanical. The manufacture involves the assembling of raw materials, mixing, dispersing, thinning and adjusting, filling of containers and warehousing.
Paints
Raw materials used to manufacture paints come as liquids, solids, powders, pastes and slurries. These are manually weighed out and premixed. Agglomerated pigment particles must be reduced to the original pigment size, and the particles must be wet with the binder to ensure dispersion in the liquid matrix. This dispersion process, called grinding, is done with a variety of types of equipment, including high-speed shaft-impeller dispersers, dough mixers, ball mills, sand mills, triple roll mills, pug mills and so forth. After an initial run, which might take as long as 48 hours, resin is added to the paste and the grinding process is repeated for a shorter period. The dispersed material is then transferred by gravity to a let-down tank where additional material such as tinting compounds can be added. For water-based paints, the binder is usually added at this stage. The paste is then thinned with resin or solvent, filtered and then transferred again by gravity to the can filling area. The filling can be done manually or mechanically.
After the dispersion process, it may be necessary to clean the tanks and mills before introducing a new batch. This can involve hand and power tools, as well as alkali cleaners and solvents.
Lacquers
Lacquer production usually is carried out in enclosed equipment such as tanks or mixers in order to minimize evaporation of the solvent, which would result in deposits of a dry lacquer film on processing equipment. Otherwise, lacquer production occurs in the same manner as paint production.
Varnishes
The manufacture of oleoresinous varnishes involves cooking the oil and resin to render them more compatible, to develop high molecular weight molecules or polymers and to increase solubility in the solvent. Older plants may use portable, open kettles for the heating. The resin and oil or resin alone are added to the kettle and then heated to about 316ºC. Natural resins must be heated prior to adding the oils. The materials are poured in over the top of the kettle. During cooking, the kettles are covered with refractory exhaust hoods. After cooking, the kettles are moved to rooms where they are cooled quickly, often by water spray, and then thinner and driers are added.
Modern plants use large closed reactors with capacities of 500 to 8,000 gallons. These reactors are similar to those used in the chemical process industry. They are fitted with agitators, sight-glasses, lines to fill and empty the reactors, condensers, temperature measuring devices, heat sources and so forth.
In both older and modern plants, the thinned resin is filtered as the final step before packaging. This is normally done while the resin is still hot, usually using a filter press.
Powder coatings
Powder coatings are solventless systems based on the melting and fusion of resin and other additive particles onto surfaces of heated objects. The powder coatings may be either thermosetting or thermoplastic, and include such resins as epoxies, polyethylene, polyesters, polyvinyl chloride and acrylics.
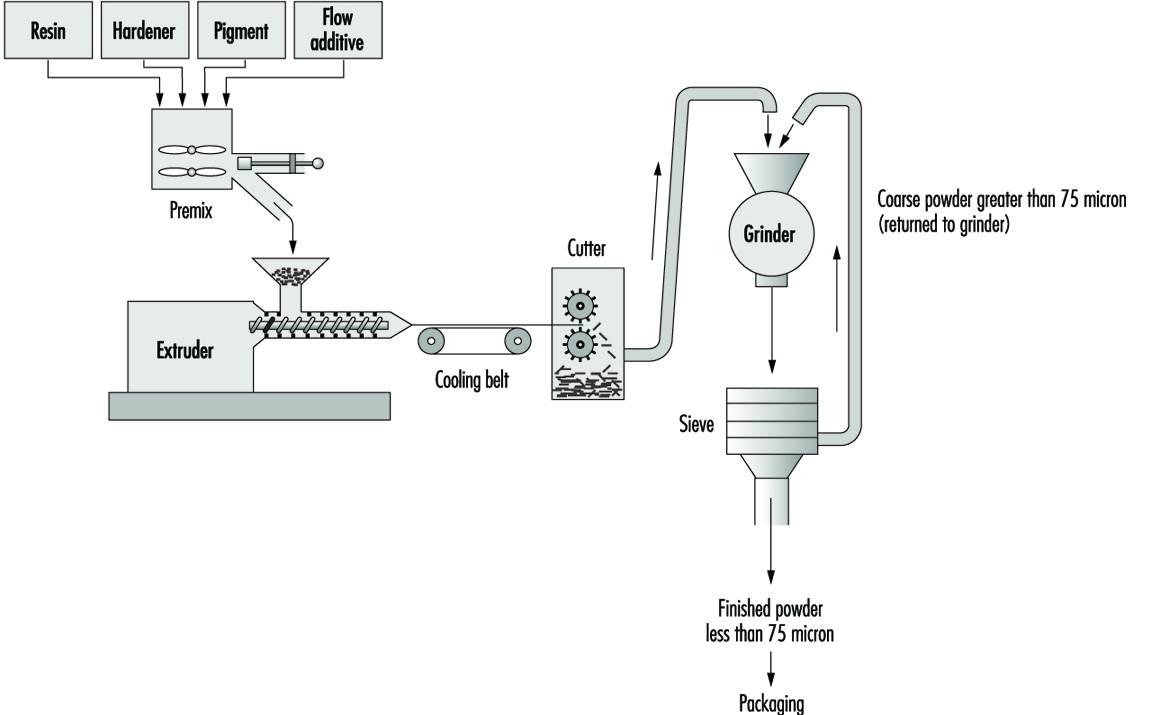
The most common method of manufacture involves dry blending of the powdered ingredients and extrusion melt-mixing (see figure 1). The dry resin or binder, pigment, filler and additives are weighed and transferred to a premixer. This process is similar to dry blending operations in rubber manufacture. After mixing, the material is placed in an extruder and heated until molten. The molten material is extruded onto a cooling conveyor belt and then transferred to a coarse granulator. The granulated material is passed through a fine grinder and then sieved to achieve the desired particle size. The powder coating is then packaged.
Figure 1. Flow chart for the manufacture of powder coatings by extrusion melt-mixing method
Hazards and Their Prevention
In general, the major hazards associated with the paint and coatings manufacture involve materials handling; toxic, flammable or explosive substances; and physical agents such as electrical shock, noise, heat and cold.
The manual handling of boxes, barrels, containers and so forth which contain the raw materials and finished products are major sources of injury due to improper lifting, slips, falls, dropping containers and so on. Precautions include engineering/ergonomic controls such as materials handling aids (rollers, jacks and platforms) and mechanical equipment (conveyors, hoists and fork-lift trucks), non-skid floors, personal protective equipment (PPE) such as safety shoes and proper training in manual lifting and other materials handling techniques.
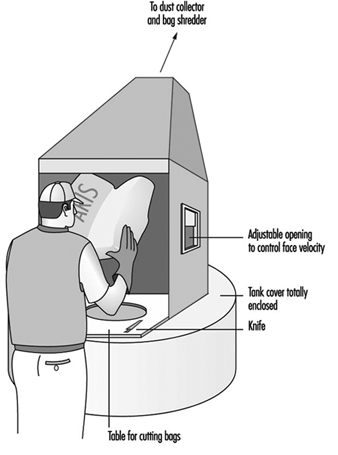
Chemical hazards include exposure to toxic dusts such as lead chromate pigment, which can occur during weighing, filling of mixer and mill hoppers, operations of unenclosed equipment, filling of powdered paint containers, cleaning of equipment and from spills of containers. The manufacture of powder coatings can result in high dust exposures. Precautions include substitution of pastes or slurries for powders; local exhaust ventilation (LEV) for opening bags of powders (see figure 2) and for processing equipment, enclosure of equipment, spill cleanup procedures and respiratory protection when needed.
Figure 2. Bag & dust control system
A wide variety of volatile solvents are used in paint and coating manufacture, including aliphatic and aromatic hydrocarbons, alcohols, ketones and so forth. The most volatile solvents are usually found in lacquers and varnishes. Exposure to solvent vapours can occur during thinning in solvent-based paint manufacture; while charging reaction vessels (especially older kettle types) in varnish manufacture; during can filling in all solvent-based coatings; and during manual cleaning of process equipment with solvents. Enclosure of equipment such as varnish reactors and lacquer mixers usually involves lower solvent exposures, except in the case of leaks. Precautions include enclosure of process equipment, LEV for thinning and can filling operations and respiratory protection and confined-space procedures for cleaning vessels.
Other health hazards include inhalation and/or skin contact with isocyanates used in manufacturing polyurethane paints and coatings; with acrylates, other monomers and photoinitiators used in the manufacture of radiation-curing coatings; with acrolein and other gaseous emissions from varnish cooking; and with curing agents and other additives in powder coatings. Precautions include enclosure, LEV, gloves and other personal protective clothing and equipment, hazardous material training and good work practices.
Flammable solvents, combustible powders (especially nitrocellulose used in lacquer production) and oils are all fire or explosion risks if ignited by a spark or high temperatures. Sources of ignition can include faulty electrical equipment, smoking, friction, open flames, static electricity and so forth. Oil-soaked rags can be a source of spontaneous combustion. Precautions include bonding and grounding containers while transferring flammable liquids, grounding of equipment such as ball mills containing combustible dusts, ventilation to keep vapour concentrations below the lower explosive limit, covering containers when not in use, removal of sources of ignition, using spark-resistant tools of non-ferrous metals around flammable or combustible materials and good housekeeping practices.
Noise hazards can be associated with the use of ball and pebble mills, high speed dispersers, vibrating screens used for filtering and so forth. Precautions include vibration isolators and other engineering controls, replacing noisy equipment, good equipment maintenance, isolation of noise source and a hearing conservation programme where excessive noise is present.
Other hazards include inadequate machine guarding, a common source of injuries around machinery. Electrical hazards are a particular problem if there is not a proper lockout/tagout programme for equipment maintenance and repair. Burns can result from hot varnish cooking vessels and spattering materials and from hot melt glues used for packages and labels.
Plastics Industry
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety
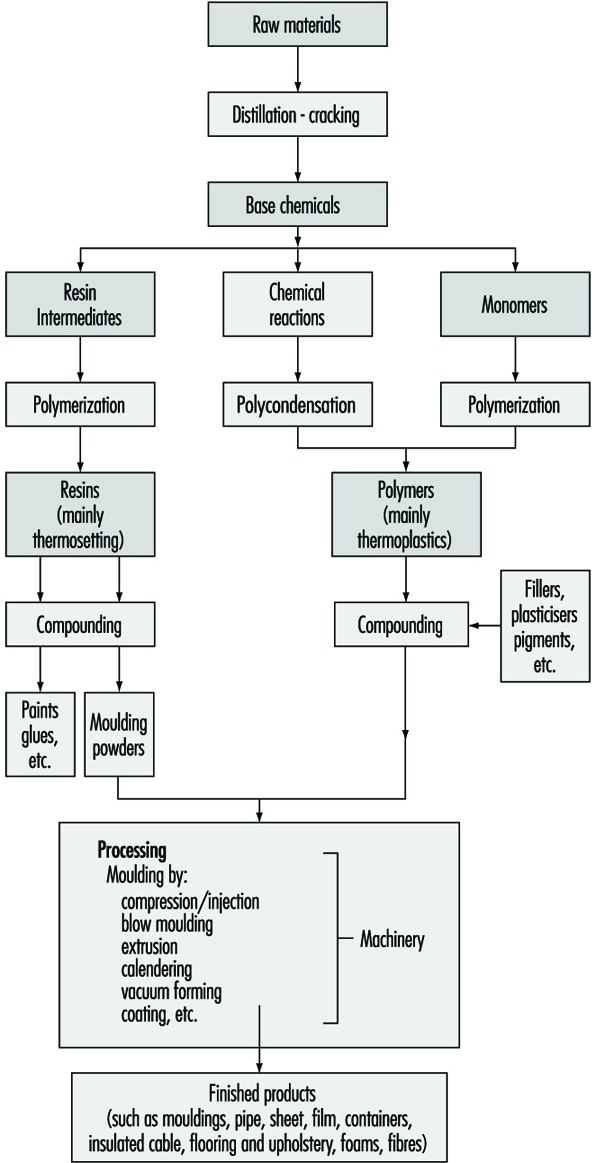
The plastics industry is divided into two major sectors, the inter-relationship of which can be seen in figure 1. The first sector comprises the raw material suppliers who manufacture polymers and moulding compounds from intermediates which they may also have produced themselves. In terms of invested capital this is usually the largest of the two sectors. The second sector is made up of processors who convert the raw materials into saleable items using various processes such as extrusion and injection moulding. Other sectors include machinery manufacturers who supply equipment to the processors and suppliers of special additives for use within the industry.
Figure 1. Production sequence in the processing of plastics
Polymer Manufacturing
Plastics materials fall broadly into two distinct categories: thermoplastics materials, which can be softened repeatedly by the application of heat and thermosetting materials, which undergo a chemical change when heated and shaped and cannot thereafter be reshaped by the application of heat. Several hundred individual polymers can be made with widely differing properties but as few as 20 types constitute about 90% of total world output. Thermoplastics are the largest group and their production is increasing at a higher rate than the thermosetting. In terms of production quantity the most important thermoplastics are high and low density polyethylene and polypropylene (the polyolefins), polyvinyl chloride (PVC) and polystyrene.
Important thermosetting resins are phenol-formaldehyde and urea-formaldehyde, both in the form of resins and moulding powders. Epoxy resins, unsaturated polyesters and polyurethanes are also significant. A smaller volume of “engineering plastics”, for example, polyacetals, polyamides and polycarbonates, have a high value in use in critical applications.
The considerable expansion of the plastics industry in the post Second World War world was greatly facilitated by the broadening of the range of the basic raw materials feeding it; availability and price of raw materials are crucial to any rapidly developing industry. Traditional raw materials could not have provided chemical intermediates in sufficient quantities at an acceptable cost to facilitate the economic commercial production of large-tonnage plastics materials and it was the development of the petrochemicals industry which made growth possible. Petroleum as a raw material is abundantly available, easily transported and handled and was, until the oil crisis of the 1970s, relatively cheap. Therefore, throughout the world, the plastics industry is primarily tied to the use of intermediates obtained from oil cracking and from natural gas. Unconventional feedstocks like biomass and coal have not yet had a major impact on supply to the plastics industry.
The flow chart in figure 2 illustrates the versatility of crude petroleum and natural gas feedstocks as starting points for the important thermosetting and thermoplastics materials. Following the first processes of crude oil distillation, naphtha feedstock is either cracked or reformed to provide useful intermediates. Thus the ethylene produced by the cracking process is of immediate use for the manufacture of polyethylene or for utilization in another process which provides a monomer, vinyl chloride—the basis of PVC. Propylene, which also arises during the cracking process, is used via either the cumene route or the isopropyl alcohol route for the manufacture of acetone needed for polymethylmethacrylate; it is also used in the manufacture of propylene oxide for polyester and polyether resins and again may be polymerized directly to polypropylene. Butenes find use in the manufacture of plasticisers and 1,3-butadiene is utilized directly for synthetic rubber manufacture. Aromatic hydrocarbons such as benzene, toluene and xylene are now widely produced from the derivatives of oil distillation operations, instead of being obtained from coal-coking processes; as the flow chart shows, these are intermediates in the manufacture of important plastics materials and auxiliary products such as plasticizers. The aromatic hydrocarbons are also a starting point for many polymers required in the synthetic fibres industry, some of which are discussed elsewhere in this Encyclopaedia.
Figure 2. Production of raw materials into plastics
Many widely differing processes contribute to the final production of a finished article made wholly or partly of plastics. Some processes are purely chemical, some involve purely mechanical mixing procedures while others-particularly those towards the lower end of the diagram-involve extensive use of specialized machinery. Some of this machinery resembles that used in rubber, glass, paper and textile industries; the remainder is specific to the plastics industry.
Plastics processing
The plastics processing industry converts bulk polymeric material into finished articles.
Raw materials
The processing section of the plastics industry receives its raw materials for production in the following forms:
- fully compounded polymeric material, in the form of pellets, granules or powder, which is fed directly into the machinery for processing
- uncompounded polymer, in the form of granules or powder, which must be compounded with additives before it is suitable for feeding into to machinery
- polymeric sheet, rod, tube and foil materials which are processed further by the industry
- miscellaneous materials which can be fully polymerized matter in the form of suspensions or emulsions (generally known as latices) or liquids or solids which can polymerise, or substances in an intermediate state between the reactive raw materials and the final polymer. Some of these are liquids and some true solutions of partially polymerised matter in water of controlled acidity (pH) or in organic solvents.
Compounding
The manufacture of compound from polymer entails the mixing of the polymer with additives. Though a great variety of machinery is employed for this purpose, where powders are dealt with, ball mills or high-speed propeller mixers are most common, and where plastic masses are being mixed, kneading machines such as the open rolls or Banbury-type mixers, or extruders themselves are normally employed.
The additives required by the industry are many in number, and range widely in chemical type. Of some 20 classes, the most important are:
- plasticisers—generally esters of low volatility
- antioxidants—organic chemicals to protect against thermal decomposition during processing
- stabilisers—inorganic and organic chemicals to protect against thermal decomposition and against degradation from radiant energy
- lubricants
- fillers—inexpensive matter to confer special properties or to cheapen compositions
- colourants—inorganic or organic matter to colour compounds
- blowing agents—gases or chemicals that emit gases to produce plastic foams.
Conversion processes
All the conversion processes call on the “plastic” phenomenon of polymeric materials and fall into two types. Firstly, those where the polymer is brought by heat to a plastic state in which it is given a mechanical constriction leading to a form which it retains on consolidation and cooling. Secondly, those in which a polymerisable material-which may be partially polymerised-is fully polymerised by the action of heat, or of a catalyst or by both acting together whilst under a mechanical constraint leading to a form which it retains when fully polymerised and cold. Plastics technology has developed to exploit these properties to produce goods with the minimum of human effort and the greatest consistency in physical properties. The following processes are commonly used.
Compression moulding
This consists of heating a plastic material, which can be in the form of granules or powder, in a mould which is held in a press. When the material becomes “plastic” the pressure forces it to conform to the shape of the mould. If the plastic is of the type that hardens on heating, the formed article is removed after a short heating period by opening the press. If the plastic does not harden on heating, cooling must be effected before the press can be opened. Articles made by compression moulding include bottle caps, jar closures, electric plugs and sockets, toilet seats, trays and fancy goods. Compression moulding is also employed to make sheet for subsequent forming in the vacuum forming process or for building into tanks and large containers by welding or by lining existing metal tanks.
Transfer moulding
This is a modification of compression moulding. The thermosetting material is heated in a cavity and then forced by a plunger into the mould, which is physically separate and independently heated from the heating cavity. It is preferred to normal compression moulding when the final article has to carry delicate metallic inserts such as in small electrical switchgear, or when, as in very thick objects, completion of the chemical reaction could not be obtained by normal compression moulding.
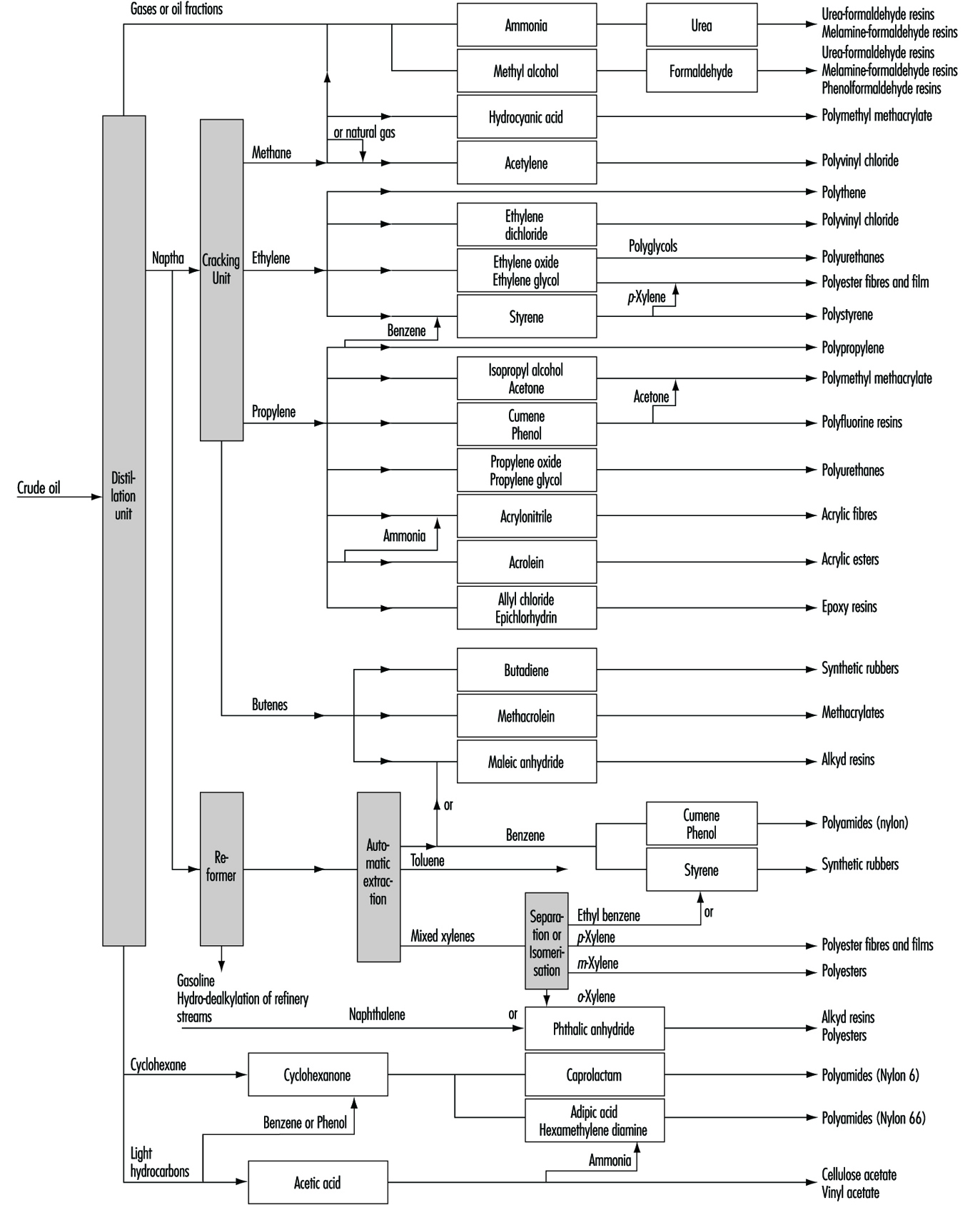
Injection moulding
In this process, plastics granules or powders are heated in a cylinder (known as the barrel), which is separate from the mould. The material is heated until it becomes fluid, while it is conveyed through the barrel by a helical screw and then forced into the mould where it cools and hardens. The mould is then opened mechanically and the formed articles are removed (see figure 3). This process is one of the most important in the plastics industry. It has been extensively developed and has become capable of making articles of considerable complexity at very low cost.
Figure 3. An operator removing a polypropylene bowl from an injection-moulding machine.

Though transfer and injection moulding are identical in principle, the machinery employed is very different. Transfer moulding is normally restricted to thermosetting materials and injection moulding to thermoplastics.
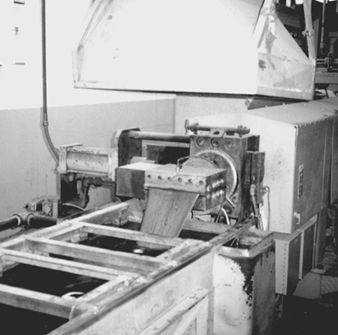
Extrusion
This is the process in which a machine softens a plastic and forces it through a die which gives it the shape that it retains on cooling. The products of extrusion are tubes or rods which may have cross sections of almost any configuration (see figure 4). Tubes for industrial or domestic purposes are produced in this way, but other articles can be made by subsidiary processes. For example, sachets can be made by cutting tubes and sealing both ends, and bags from thin-walled flexible tubes by cutting and sealing one end.
The process of extrusion has two major types. In one, a flat sheet is produced. This sheet can be converted into useful goods by other processes, such as vacuum forming.
Figure 4. Plastic extrusion: The ribbon is chopped to make pellets for injection moulding machines.
Ray Woodcock
The second is a process in which the extruded tube is formed and when still hot is greatly expanded by a pressure of air maintained inside the tube. This results in a tube which can be several feet in diameter with a very thin wall. On slitting, this tube gives film which is extensively used in the packaging industry for wrapping. Alternatively the tube can be folded flat to give a two-layer sheet which can be used to make simple bags by cutting and sealing. Figure 5 provides an example of appropriate local ventilation on an extrusion process.
Figure 5. Plastic extrusion with local exhaust hood and water bath at extruder head
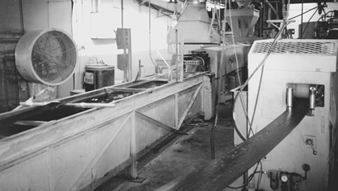
Ray Woodcock
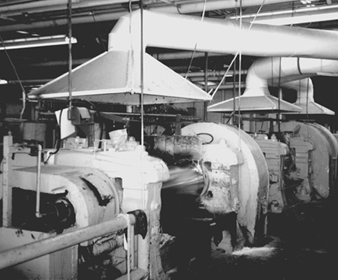
Calendering
In this process, a plastic is fed to two or more heated rollers and forced into a sheet by passing through a nip between two such rollers and cooling thereafter. Sheet thicker than film is made in this way. Sheet so made is employed in industrial and domestic applications and as the raw material in the manufacture of clothing and inflated goods such as toys (see figure 6).
Figure 6. Canopy hoods to capture hot emissions from warm-up mills on a calender process
Ray Woodcock
Blow moulding
This process can be regarded as a combination of the process of extrusion and thermo-forming. A tube is extruded downwards into an opened mould; as it reaches the bottom the mould is closed round it and the tube expanded by air pressure. Thus the plastic is forced to the sides of the mould and the top and bottom sealed. On cooling, the article is taken from the mould. This process makes hollow articles of which bottles are the most important.
The compression and impact strength of certain plastic products made by blow moulding can be considerably improved by using stretch-blow moulding techniques. This is achieved by producing a pre-form which is subsequently expanded by air pressure and stretched biaxially. This has led to such an improvement in the burst pressure strength of PVC bottles that they are used for carbonated drinks.
Rotational moulding
This process is used for the production of moulded articles by heating and cooling a hollow form which is rotated to enable gravity to distribute finely divided powder or liquid over the inner surface of that form. Articles produced by this method include footballs, dolls and other similar articles.
Film casting
Apart from the extrusion process, films can be formed by extruding a hot polymer on to a highly polished metal drum, or a solution of polymer can be sprayed on to a moving belt.
An important application of certain plastics is the coating of paper. In this, a film of molten plastic is extruded on to paper under conditions in which the plastic adheres to the paper. Board can be coated in the same way. Paper and board so coated are widely used in packaging, and board of this type is used in box making.
Thermo-forming
Under this heading are grouped a number of processes in which a sheet of a plastic material, more often than not thermoplastic, is heated, generally in an oven, and after clamping at the perimeter is forced to a predesigned shape by pressure which may be from mechanically operated rams or by compressed air or steam. For very large articles the “rubbery” hot sheet is manhandled with tongs over formers. Products so made include external light fittings, advertising and directional road signs, baths and other toilet goods and contact lenses.
Vacuum-forming
There are many processes which come under this general heading, all of which are aspects of thermal forming, but they all have in common that a sheet of plastic is heated in a machine above a cavity, around the edge of which it is clamped, and when pliable it is forced by suction into the cavity, where it takes some specific form and cools. In a subsequent operation, the article is trimmed free from the sheet. These processes produce very cheaply thin-walled containers of all types, as well as display and advertising goods, trays and similar articles, and shock-absorbing materials for packing goods such as fancy cakes, soft fruit and cut meat.
Laminating
In all of the various laminating processes, two or more materials in the form of sheets are compressed to give a consolidated sheet or panel of special properties. At one extreme are found decorative laminates made from phenolic and amino resins, at the other complex films used in packaging having, for example, cellulose, polyethylene and metal foil in their constitution.
Resin technology processes
These include plywood manufacture, furniture manufacture and the construction of large and elaborate articles such as car bodies and boat hulls from glass fibre impregnated with polyester or epoxy resins. In all these processes, a liquid resin is caused to consolidate under the action of heat or of a catalyst and so bind together discrete particles or fibres or mechanically weak films or sheets, resulting in a robust panel of rigid construction. These resins can be applied by hand layup techniques such as brushing and dipping or by spraying.
Small objects such as souvenirs and plastic jewellery can also be made by casting, where the liquid resin and catalyst are mixed together and poured into a mould.
Finishing processes
Included under this heading are a number of processes common to many industries, for example the use of paints and adhesives. There are, however, a number of specific techniques used for the welding of plastics. These include the use of solvents such as chlorinated hydrocarbons, methyl ethyl ketone (MEK) and toluene, which are used for bonding together rigid plastic sheets for general fabrication, advertising display stands and similar work. Radiofrequency (RF) radiation utilizes a combination of mechanical pressure and electromagnetic radiation with frequencies generally in the range of 10 to 100 mHz. This method is commonly used for welding together flexible plastic material in the manufacture of wallets, briefcases and children’s push chairs (see the accompanying box). Ultrasonic energies are also used in combination with mechanical pressure for a similar range of work.
RF dielectric heaters and sealers
Radiofrequency (RF) heaters and sealers are used in many industries to heat, melt or cure dielectric materials, such as plastics, rubber and glue which are electrical and thermal insulators and hard to heat using normal methods. RF heaters are commonly used for sealing polyvinyl chloride (e.g., manufacture of plastic products such as raincoats, seat covers and packaging materials); curing of glues used in woodworking; embossing and drying of textiles, paper, leather and plastics; and curing of many materials containing plastic resins.
RF heaters use RF radiation in the frequency range 10 to 100MHz with output power from under 1kW to about 100kW to produce heat. The material to be heated is placed between two electrodes under pressure, and the RF power is applied for periods ranging from a few seconds to about a minute, depending on the use. RF heaters can produce high stray RF electric and magnetic fields in the surrounding environment, especially if the electrodes are unshielded.
Absorption of RF energy by the human body can cause localized and whole body heating, which can have adverse health effects. The body temperature can rise 1 °C or more, which can cause cardiovascular effects such as increased heart rate and cardiac output. Localized effects include eye cataracts, lowered sperm counts in the male reproductive system and teratogenic effects in the developing foetus.
Indirect hazards include RF burns from direct contact with metal parts of the heater which are painful, deep seated and slow to heal; hand numbness; and neurological effects, including carpal tunnel syndrome and peripheral nervous system effects.
Controls
The two basic types of controls that can be used to reduce hazards from RF heaters are work practices and shielding. Shielding, of course, is preferred, but proper maintenance procedures and other work practices can also reduce exposure. Limiting the amount of time the operator is exposed, an administrative control, has also been used.
Proper maintenance or repair procedures are important because failure to properly reinstall shielding, interlocks, cabinet panels and fasteners can result in excessive RF leakage. In addition, electric power to the heater should be disconnected and locked out or tagged out to protect maintenance personnel.
Operator exposure levels can be reduced by keeping the operator’s hands and upper body as far as possible from the RF heater. The operator’s control panels for some automated heaters are positioned at a distance from the heater electrodes by using shuttle trays, turning tables or conveyor belts to feed the heater.
The exposure of both operating and non-operating personnel can be reduced by measuring RF levels. Since RF levels decrease with increasing distance from the heater, an “RF hazard area” can be identified around each heater. Workers can be alerted to not occupy these hazard areas when the RF heater is being operated. Where possible, nonconductive physical barriers should be used to keep people at a safe distance.
Ideally, RF heaters should have a box shield around the RF applicator to contain the RF radiation. The shield and all joints should have high conductivity for the interior electrical currents that will flow in the walls. There should be as few openings in the shield as possible, and they should be as small as is practical for operation. The openings should be directed away from the operator. Currents in the shield can be minimized by having separate conductors inside the cabinet to conduct high currents. The heater should be properly grounded, with the ground wire in the same pipe as the power line. The heater should have proper interlocks to prevent exposure to high voltages and high RF emissions.
It is much easier to incorporate this shielding into new designs of RF heaters by the manufacturer. Retrofitting is more difficult. Box enclosures can be effective. Proper grounding can also often be effective in reducing RF emissions. RF measurements have to be carefully taken afterwards to ensure that RF emissions have actually been reduced. The practice of enclosing the heater in a metal screen-encased room can actually increase exposure if the operator is also in that room, although it does reduce exposures outside the room.
Source: ICNIRP in press.
Hazards and Their Prevention
Polymer manufacturing
The special hazards of the polymers industry relate closely to those of the petrochemicals industry and depend to a large extent on the substances used. The health hazards of individual raw materials are found elsewhere in this Encyclopaedia. The danger of fire and explosion is an important general hazard. Many polymer/resin processes have a fire and explosion risk owing to the nature of the primary raw materials used. If adequate safeguards are not taken there is sometimes a risk during reaction, generally inside partly enclosed buildings, of flammable gases or liquids escaping at temperatures above their flash points. If the pressures involved are very high, provision should be made for adequate venting to the atmosphere. An excessive build-up of pressure due to unexpectedly fast exothermic reactions may occur and the handling of some additives and preparation of some catalysts may add to the explosion or fire risk. The industry has addressed these problems and particularly on the manufacture of phenolic resins has produced detailed guidance notes on plant design engineering and safe operating procedures.
Plastics processing
The plastics processing industry has injury hazards because of the machinery used, fire hazards because of the combustibility of plastics and their powders and health hazards because of the many chemicals used in the industry.
Injuries
The major area for injuries is in the plastics processing sector of the plastics industry. The majority of the plastics conversion processes depend almost entirely upon the use of machinery. As a result the principal hazards are those associated with the use of such machinery, not only during normal operation but also during cleaning, setting and maintenance of the machines.
Compression, transfer, injection and blow moulding machines all have press platens with a locking force of many tonnes per square centimetre. Adequate guarding should be fitted to prevent amputation or crushing injuries. This is generally achieved by enclosing the dangerous parts and by interlocking any movable guards with the machine controls. An interlocking guard should not allow dangerous movement within the guarded area with the guard open and should bring the dangerous parts to rest or reverse the dangerous motion if the guard is opened during the machine operation.
Where there is a severe risk of injury at machinery such as at the platens of moulding machines, and regular access to the danger area, then a higher standard of interlocking is called for. This may be achieved by a second independent interlocking arrangement at the guard to interrupt the power supply and prevent a dangerous motion when it is open.
For processes involving plastic sheet, a common machinery hazard found is in-running traps between rollers or between rollers and the sheet being processed. These occur at tension rollers and haul-off devices at extrusion plant and calenders. Safeguarding may be achieved by using a suitably located trip device, which immediately brings the rollers to rest or reverses the dangerous motion.
Many of the plastics processing machines operate at high temperatures and severe burns may be sustained if parts of the body come into contact with hot metal or plastics. Where practical, such parts should be protected when the temperature exceeds 50 ºC. In addition, blockages which occur on injection moulding machines and extruders can violently free themselves. A safe system of work should be followed when attempting to free frozen plugs of plastic, which should include the use of suitable gloves and face protection.
Most modern machine functions are now controlled by programmed electronic control or computer systems which may also control mechanical take-off devices or are linked with robots. On new machinery there is less need for an operator to approach the danger areas and it follows that safety at machinery should correspondingly improve. There is, however, a greater need for setters and engineers to approach these parts. It is essential therefore that an adequate lockout/tagout programme be instituted before this type of work is carried out, particularly where full protection by the machine safety devices cannot be achieved. In addition adequate back up or emergency systems should be so designed and devised to deal with situations when the programmed control fails for any reason, for example, during the loss of the power supply.
It is important that machines be properly laid out in the workshop with good clear working spaces for each. This assists in maintaining high standards of cleanliness and tidiness. The machines themselves should also be properly maintained and the safety devices should be checked on a routine basis.
Good housekeeping is essential and particular attention should be paid to keeping the floors clean. Without routine cleaning, floors will become badly contaminated from machine oil or spilled plastics granules. Methods of work including safe means of access to areas above floor level should also be considered and provided.
Adequate spacing should also be allowed for the storage of raw materials and finished goods; these areas should be clearly designated.
Plastics are good electrical insulators and, because of this, static charges can build up on machinery on which sheet or film travels. These charges can have a potential high enough to cause a serious accident or act as sources of ignition. Static eliminators should be used to reduce these charges and metal parts properly earthed or grounded.
Increasingly, waste plastics material is being reprocessed using granulators and blending with new stock. Granulators should be totally enclosed to prevent any possibility of reaching the rotors through the discharge and feed openings. The design of the feed openings on large machines should be such as to prevent whole body entry. The rotors operate at high speed and covers should not be removed until they have come to rest. Where interlocking guards are fitted, they should prevent contact with the blades until they have completely stopped.
Fire and explosion hazards
Plastics are combustible materials, although not all polymers support combustion. In finely divided powder form, many can form explosive concentrations in air. Where this is a risk, the powders should be controlled, preferably in an enclosed system, with sufficient relief panels venting at low pressure (about 0.05 bar) to a safe place. Scrupulous cleanliness is essential to prevent accumulations in the workrooms which may become airborne and cause a secondary explosion.
Polymers may be subject to thermal degradation and pyrolysis at temperatures not greatly above normal processing temperatures. Under these circumstances, sufficient pressures may build up in the barrel of an extruder, for example, to eject molten plastic and any solid plug of plastic causing an initial blockage.
Flammable liquids are commonly used in this industry, for example, as paints, adhesives, cleaning agents and in solvent welding. Glass-fibre (polyester) resins also evolve flammable styrene vapours. Stocks of such liquids should be reduced to a minimum in the workroom and stored in a safe place when not in use. Storage areas should include safe places in the open air or a fire resisting store.
Peroxides used in the manufacture of glass reinforced plastics (GRP) resins should be stored separately from flammable liquids and other combustible materials and not subjected to extremes of temperatures since they are explosive when heated.
Health hazards
There are a number of potential health hazards associated with the processing of plastics. The raw plastics are rarely used on their own and appropriate precautions should be taken regarding the additives used in the various formulations. Additives used include lead soaps in PVC and certain organic and cadmium dyestuffs.
There is a significant risk of dermatitis from liquids and powders usually from “reactive chemicals” such as phenol formaldehyde resins (before crosslinking), urethanes and unsaturated polyester resins used in the production of GRP products. Suitable protective clothing should be worn.
It is possible for fumes to be generated from the thermal degradation of polymers during hot processing. Engineering controls can minimize the problem. Particular care, however, must be taken to avoid inhalation of pyrolysis products under adverse conditions, for example, purging of the extruder barrel. Conditions of good LEV may be necessary. Problems have occurred, for example, where operators have been overcome by hydrochloric acid gas and suffered from “polymer fume fever” following overheating of PVC and polytetrafluorethylene (PTFE), respectively. The accompanying box details some chemical decomposition products of plastics.
Table 1. Volatile products of the decomposition of plastics (reference components)*
*Reprinted from BIA 1997, with permission.
In many industrial sectors, plastics are subject to thermal stress. Temperatures range from relatively low values in plastics processing (e.g., 150 to 250 ºC) to extreme cases, e.g., where painted sheet metal or plastic-coated pipes are welded). The question that constantly arises in such cases is whether toxic concentrations of volatile pyrolysis products occur in work areas.
To answer this question, the substances released first need to be determined and then the concentrations need to be measured. While the second step is in principle feasible, it is usually not possible to determine the relevant pyrolysis products in the field. The Berufsgenossenschaftliches Institut für Arbeitssicherheit (BIA) has therefore been examining this problem for years and in the course of many laboratory tests has determined volatile decomposition products for plastics. The test results for the individual types of plastic have been published (Lichtenstein and Quellmalz 1984, 1986a, 1986b, 1986c).
Following is a brief summary of the results to date. This table is intended as an aid for all those faced with the task of measuring hazardous substance concentrations in relevant work areas.The decomposition products listed for the individual plastics may serve as "reference components". It should be remembered, however, that pyrolysis may give rise to highly complex mixtures of substances, their compositions depending on many factors.
The table thus does not claim to be complete where the pyrolysis products listed as reference components are concerned (all determined in laboratory experiments). The occurrence of other substances with potential health risks cannot be ruled out. It is practically impossible to completely record all substances that occur.
|
Plastic |
Abbreviation |
Volatile substances |
|
Polyoxymethylene |
POM |
Formaldehyde |
|
Epoxy resins based on |
Phenol |
|
|
Chloroprene rubber |
CR |
Chloroprene(2-chlorobuta-1,3-diene), |
|
Polystyrene |
PS |
Styrene |
|
Acrylonitrile-butadiene-styrene- |
ABS |
Styrene, 1,3-butadiene, acrylonitrile |
|
Styrene-acrylonitrile copolymer |
SAN |
Acrylonitrile, styrene |
|
Polycarbonates |
PC |
Phenol |
|
Polyvinyl chloride |
PVC |
Hydrogen chloride, plasticisers |
|
Polyamide 6 |
PA 6 |
e-caprolactam |
|
Polyamide 66 |
PA 66 |
Cyclopentanone, |
|
Polyethylene |
HDPE, LDPE |
Unsaturated aliphatic hydrocarbons, |
|
Polytetrafluoroethylene |
PTFE |
Perfluorinated unsaturated |
|
Polymethyl methacrylate |
PMMA |
Methyl methacrylate |
|
Polyurethane |
PUR |
Depending on the type, widely varying |
|
Polypropylene |
PP |
Unsaturated and saturated aliphatic |
|
Polybutyle enterephthalate |
PBTP |
1,3-butadiene, benzene |
|
Polyacrylonitrile |
PAN |
Acrylonitrile, hydrogen cyanide2 |
|
Cellulose acetate |
CA |
Acetic acid |
Norbert Lichtenstein
1 Use is discontinuing.
2 Could not be detected with the analytical technique used (GC/MS) but is known from the literature.
There is also a danger of inhalation of toxic vapours from certain thermoset resins. Inhalation of isocyanates used with polyurethane resins can lead to chemical pneumonia and severe asthma and, once sensitized, persons should be transferred to alternative work. A similar problem exists with formaldehyde resins. In both these examples, a high standard of LEV is necessary. In the manufacture of GRP articles, significant quantities of styrene vapour is given off and this work must be done in conditions of good general ventilation in the workroom.
There are also certain hazards which are common to a number of industries. These include the use of solvents for dilution or for purposes mentioned previously. Chlorinated hydrocarbons are commonly used for cleaning and bonding and without adequate exhaust ventilation persons may well suffer from narcosis.
Waste disposal of plastics by burning should be done under carefully controlled conditions; for example, PTFE and urethanes should be in an area where the fumes are vented to a safe place.
Very high noise levels are generally obtained during the use of granulators, which may well lead to hearing loss to the operators and persons working nearby. This hazard can be confined by separating this equipment from other working areas. Preferably the noise levels should be reduced at source. This has successfully been achieved by coating the granulator with sound deadening material and fitting baffles at the feed opening. There may also be a hazard to hearing created by audible sound produced from ultrasonic welding machines as a normal accompaniment of the ultrasonic energies. Suitable enclosures can be designed to reduce the received noise levels and can be interlocked to prevent a mechanical hazard. As a minimum standard, persons working in areas of high noise levels should wear suitable hearing protection and there should be a suitable hearing conservation programme, including audiometric testing and training.
Burns are also a hazard. Some additives and catalysts for plastics production and processing can be highly reactive on contact with air and water and may readily cause chemical burns. Wherever molten thermoplastics are being handled or transported there is the danger of splashes of hot material and consequent burns and scalds. The severity of these burns may be increased by the tendency of hot thermoplastics, like hot wax, to adhere to the skin.
Organic peroxides are irritants and may cause blindness if splashed in the eye. Suitable eye protection should be worn.
Biotechnology Industry
Evolution and Profile
Biotechnology can be defined as the application of biological systems to technical and industrial processes. It encompasses both traditional and genetically engineered organisms. Traditional biotechnology is the result of classic hybridization, mating or crossing of various organisms to create new organisms that have been used for centuries to produce bread, beer, cheese, soya, saki, vitamins, hybrid plants and antibiotics. More recently, various organisms have also been used to treat waste water, human sewage and industrial toxic wastes.
Modern biotechnology combines the principles of chemistry and biological sciences (molecular and cellular biology, genetics, immunology) with technological disciplines (engineering, computer science) to produce goods and services and for environmental management. Modern biotechnology utilizes restriction enzymes to cut and paste genetic information, DNA, from one organism to another outside living cells. The composite DNA is then reintroduced into host cells to determine whether the desired trait is expressed. The resulting cell is called an engineered clone, a recombinant or a genetically manipulated organism (GMO). The “modern” biotechnology industry was born in 1961-1965 with the breaking of the genetic code and has grown dramatically since the first successful DNA cloning experiments in 1972.
Since the early 1970s, scientists have understood that genetic engineering is an extremely powerful and promising technology, but that there are potentially serious risks to consider. As early as on 1974, scientists called for a worldwide moratorium on specific types of experiments in order to assess the risks and to devise appropriate guidelines for avoiding biological and ecological hazards (Committee on Recombinant DNA Molecules, National Research Council, National Academy of Sciences 1974). Some of the concerns expressed involved the potential “escape of vectors which could initiate an irreversible process, with a potential for creating problems many times greater than those arising from the multitude of genetic recombinations that occur spontaneously in nature”. There were concerns that “microorganisms with transplanted genes could prove hazardous to man or other forms of life. Harm could result if the altered host cell has a competitive advantage that would foster its survival in some niche within the ecosystem” (NIH 1976). It was also well understood that laboratory workers would be the “canaries in the coal mine” and some attempt should be made to protect the workers as well as the environment from the unknown and potentially serious hazards.
An international conference in Asilomar, California, was held in February 1975. Its report contained the first consensus guidelines based on biologic and physical containment strategies for controlling potential hazards envisioned from the new technology. Certain experiments were judged to pose such serious potential dangers that the conference recommended against their being conducted at that time (NIH 1976). The following work was originally banned:
- work with DNA from pathogenic organisms and oncogenes
- forming recombinants that incorporate toxin genes
- work which might extend the host range of plant pathogens
- introduction of drug resistance genes into organisms not known to acquire them naturally and where treatment would be compromised
- deliberate release into the environment (Freifelder 1978).
In the United States the first National Institutes of Health Guidelines (NIHG) were published in 1976, replacing the Asilomar guidelines. These NIHG allowed research to proceed by rating experiments by hazard classes based on the risks associated with host cell, vector systems which transport genes into the cells and gene inserts, thereby allowing or restricting the conduct of the experiments based on risk assessment. The basic premise of the NIHG—to provide for worker protection, and by extension, community safety—remains in place today (NIH 1996). The NIHG are updated regularly and they have evolved to be a widely accepted standard of practice for biotechnology in the US. Compliance is required from institutions receiving federal funding, as well as by many local city or town ordinances. The NIHG provides one basis for regulations in other countries around the world, including Switzerland (SCBS 1995) and Japan (National Institute of Health 1996).
Since 1976, the NIHG have been expanded to incorporate containment and approval considerations for new technologies including large scale production facilities and plant, animal and human somatic gene therapy proposals. Some of the originally banned experiments are now allowed with specific approval from NIH or with specific containment practices.
In 1986 the US Office of Science and Technology Policy (OSTP) published its Coordinated Framework for Biotechnology Regulation. It addressed the underlying policy question of whether existing regulations were adequate to evaluate products derived from the new technologies and whether the review processes for research were sufficient to protect the public and the environment. The US regulatory and research agencies (Environmental Protection Agency (EPA), Food and Drug Administration (FDA), Occupational Safety and Health Administration (OSHA), NIH, US Department of Agriculture (USDA) and National Science Foundation (NSF)) agreed to regulate products, not processes, and that new, special regulations were not necessary to protect workers, the public or the environment. The policy was established to operate regulatory programmes in an integrated and coordinated fashion, minimizing overlap, and, to the extent possible, responsibility for product approval would lie with one agency. The agencies would coordinate efforts by adopting consistent definitions and by using scientific reviews (risk assessments) of comparable scientific rigor (OSHA 1984; OSTP 1986).
The NIHG and Coordinated Framework have provided an appropriate degree of objective scientific discussion and public participation, which has resulted in the growth of US biotechnology into a multibillion dollar industry. Prior to 1970, there were fewer than 100 companies involved in all aspects of modern biotechnology. By 1977, another 125 firms joined the ranks; by 1983 an additional 381 companies brought the level of private capital investment to more than $1 billion. By 1994 the industry had grown to more than 1,230 companies (Massachusetts Biotechnology Council Community Relations Committee 1993), and market capitalization is more than $6 billion.
Employment in US biotechnology companies in 1980 was about 700 people; in 1994 roughly 1,300 companies employed more than 100,000 workers (Massachusetts Biotechnology Council Community Relations Committee 1993). In addition, there is an entire support industry which provides supplies (chemicals, media components, cell lines), equipment, instrumentation and services (cell banking, validation, calibration) necessary to ensure the integrity of the research and production.
Throughout the world there has been a great level of concern and scepticism about the safety of the science and of its products. The Council of the European Communities (Parliament of the European Communities 1987) developed directives to protect workers from the risks associated with exposure to biologicals (Council of the European Communities 1990a) and to place environmental controls on experimental and commercial activities including deliberate release. “Release” includes marketing products using GMOs (Council of the European Communities 1990b; Van Houten and Flemming 1993). Standards and guidelines pertaining to biotechnology products within international and multilateral organizations such as World Health Organization (WHO), International Standards Organization (ISO), Commission of the European Community, Food and Agriculture Organization (FAO) and Microbial Strains Data Network have been developed (OSTP 1986).
The modern biotechnology industry can be considered in terms of four major industry sectors, each having laboratory, field and/or clinical research and development (R&D) supporting the actual production of goods and services.
- biomedical-pharmaceuticals, biologics and medical device products
- agricultural-foods, transgenic fish and animals, disease resistant and pest resistant plants
- genetically enhanced industrial products such as citric acid, butanol, acetone, ethanol and detergent enzymes (see table 1)
- environmental-waste water treatment, decontamination of industrial wastes.
Table 1. Microorganisms of industrial importance
|
Name |
Host organism |
Uses |
|
Acetobacter aceti |
Aerobic bacterium |
Ferments fruit |
|
Aspirgillus niger |
Asexual fungus |
Degrades organic matter |
|
Aspirgillus oryzae |
Asexual fungus |
Used in production of miso, soy sauce and sake |
|
Bacillis licheniformis |
Bacterium |
Industrial chemicals and enzymes |
|
Bacillis subtilis |
Bacterium |
Chemicals, enzymes, source of single-cell protein for human consumption in Asia |
|
Chinese hampster ovary cells (CHO)* |
Mammalian cell culture |
Manufacturing of biopharmaceuticals |
|
Clostridium acetobutylicum |
Bacterium |
Butanol, acetone production |
|
Escherichia coli K-12* |
Bacterial strain |
Cloning for fermentation, production of pharmaceuticals and biologics |
|
Penicillium roqueforti |
Asexual fungus |
Blue cheese production |
|
Saccharomyces cerevisiae* |
Yeast |
Cloning for beer production |
|
Saccharomyces uvarum* |
Yeast |
Cloning for alcoholic beverages and industrial alcohol production |
* Important to modern biotechnology.
Biotechnology Workers
Biotechnology begins in the research laboratory and is a multidisciplinary science. Molecular and cellular biologists, immunologists, geneticists, protein and peptide chemists, biochemists and biochemical engineers are most directly exposed to the real and potential hazards of recombinant DNA (rDNA) technology. Other workers who may be exposed less directly to rDNA biohazards include service and support staff such as ventilation and refrigeration technicians, calibration service providers and housekeeping staff. In a recent survey of health and safety practitioners in the industry, it was found that the directly and indirectly exposed workers comprise about 30 to 40% of the total workforce in typical commercial biotechnology companies (Lee and Ryan 1996). Biotechnology research is not limited to “industry”; it is conducted in the academic, medical and government institutions as well.
Biotechnology laboratory workers are exposed to a wide variety of hazardous and toxic chemicals, to recombinant and non-recombinant or “wild type” biological hazards, human bloodborne pathogens and zoonotic illnesses as well as radioactive materials used in labelling experiments. In addition, musculoskeletal disorders and repetitive strain injuries are becoming more widely recognized as potential hazards to research workers due to extensive use of computers and manual micropipettors.
Biotechnology manufacturing operators are also exposed to hazardous chemicals, but not the variety one sees in the research setting. Depending on the product and the process, there may be exposure to radionuclides in manufacturing. At even the lowest biohazard level, biotechnology manufacturing processes are closed systems and potential for exposure to the recombinant cultures is low, except in the case of accidents. In biomedical production facilities, application of current good manufacturing practices complements biosafety guidelines to protect workers on the plant floor. The main hazards to manufacturing workers in good large-scale practice (GLSP) operations involving non-hazardous recombinant organisms include traumatic musculoskeletal injuries (e.g., back strains and pain), thermal burns from steam lines and chemical burns from acids and caustics (phosphoric acid, sodium and potassium hydroxide) used in the process.
Health care workers including clinical laboratory technicians are exposed to gene therapy vectors, excreta and laboratory specimens during the administration of drugs and care of patients enrolled in these experimental procedures. Housekeepers may also be exposed. Worker and environmental protection are two mandatory experimental points to consider in making application to NIH for human gene therapy experiments (NIH 1996).
Agricultural workers may have gross exposure to recombinant products, plants or animals during the application of pesticides, planting, harvesting and processing. Independent of the potential biohazard risk from exposure to genetically altered plants and animals, the traditional physical hazards involving farm equipment and animal husbandry are also present. Engineering controls, PPE, training and medical supervision are used as appropriate to the anticipated risks (Legaspi and Zenz 1994; Pratt and May 1994). PPE including jump suits, respirators, utility gloves, goggles or hoods are important for worker safety during application, growth and harvesting of the genetically modified plants or soil organisms.
Processes and Hazards
In the biotechnology process in the biomedical sector cells or organisms, modified in specific ways to yield desired products, are cultivated in monoculture bioreactors. In mammalian cell culture, the protein product is secreted from the cells into the surrounding nutrient medium, and a variety of chemical separation methods (size or affinity chromatography, electrophoresis) may be used to capture and purify the product. Where Escherichia coli host organisms are used in fermentations, the desired product is produced within the cell membrane and the cells must be physically ruptured in order to harvest the product. Endotoxin exposure is a potential hazard of this process. Often antibiotics are added to the production media to enhance production of the desired product or maintain selective pressure on otherwise unstable genetic production elements (plasmids). Allergic sensitivities to these materials are possible. In general, these are aerosol exposure risks.
Leaks and releases of aerosols are anticipated and potential exposure is controlled in several ways. Penetrations into the reactor vessels are necessary for providing nutrients and oxygen, for off-gassing carbon dioxide (CO2) and for monitoring and controlling the system. Each penetration must be sealed or filtered (0.2 micron) to prevent contamination of the culture. The exhaust gas filtration also protects workers and environment in the work area from aerosols generated during the culture or fermentation. Depending on the biohazard potential of the system, validated biological inactivation of liquid effluents (usually by heat, steam or chemical methods) is standard practice. Other potential hazards in biotech manufacturing are similar to those in other industries: noise, mechanical guarding, steam/heat burns, contact with corrosives and so on.
Enzymes and industrial fermentation are covered elsewhere in this Encyclopaedia and involve the processes, hazards and controls that are similar for genetically engineered production systems.
Traditional agriculture depends on strain development that utilizes traditional crossing of related plant species. The great advantage of genetically engineering plants is that the time between generations and the number of crosses needed to obtain the desired trait is greatly reduced. Also the currently unpopular reliance on chemical pesticides and fertilizers (which contribute to runoff pollution) is favouring a technology which will potentially make these applications unnecessary.
Plant biotechnology involves choosing a genetically pliable and/ or financially significant plant species for modifications. Since plant cells have tough, cellulose cell walls, methods used to transfer DNA into plant cells differ from those used for bacteria and mammalian cell lines in the biomedical sector. There are two primary methods used for introducing foreign engineered DNA into plant cells (Watrud, Metz and Fishoff 1996):
- a particle gun shoots DNA into the cell of interest
- a disarmed, nontumorigenic Agrobacterium tumefaciens virus introduces gene cassettes into the cell’s genetic material.
Wild-type Agrobacterium tumefaciens is a natural plant pathogen which causes crown gall tumours in injured plants. These disarmed, engineered vector strains do not cause plant tumour formation.
After transformation by either method, plant cells are diluted, plated and grown on selective tissue culture media for a relatively long (compared to bacterial growth rates) period in plant growth chambers or incubators. Plants regenerated from the treated tissue are transplanted to soil in enclosed growth chambers for further growth. After reaching the appropriate age they are examined for expression of the desired traits and then grown in greenhouses. Several generations of greenhouse experiments are needed to evaluate the genetic stability of the trait of interest and to generate needed seed stock for further study. Environmental impact data is also gathered during this phase of the work and submitted with proposals to regulatory agencies for open field trial release approval.
Controls: The United States Example
The NIHG (NIH 1996) describe a systematic approach to preventing both worker exposure to and environmental release of recombinant organisms. Each institution (e.g., university, hospital or commercial laboratory) is responsible for conducting rDNA research safely and in compliance with the NIHG. This is accomplished through an administrative system which defines responsibilities and requires comprehensive risk assessments by knowledgeable scientists and biosafety officers, implementation of exposure controls, medical surveillance programmes and emergency planning. An Institutional Biosafety Committee (IBC) provides the mechanisms for experiment review and approval within the institution. In some cases, approval of NIH Recombinant Advisory Committee (RAC) itself is required.
The degree of control depends on the severity of the risk and is described in terms of Biosafety Level (BL) designations 1-4; BL1 being the least restrictive and BL4 the most. Containment guidelines are given for research, large scale (greater than 10 litres of culture) R&D, large scale production and animal and plant experiments at both large and small scale.
Appendix G of the NIHG (NIH 1996) describes physical containment at the laboratory scale. BL1 is appropriate for work with agents of no known or of minimal potential hazard to laboratory personnel or the environment. The laboratory is not separated from the general traffic patterns in the building. Work is conducted on the open benchtops. No special containment devices are required or used. Laboratory personnel are trained in laboratory procedures and supervised by a scientist with general training in microbiology or a related science.
BL2 is suitable for work involving agents of moderate potential hazard to personnel and the environment. Access to the laboratory is limited when work is being conducted, workers have specific training in handling pathogenic agents and are directed by competent scientists, and work which creates aerosols is conducted in biological safety cabinets or other containment equipment. This work may require medical surveillance or vaccinations as appropriate and determined by the IBC.
BL3 is applicable when work is conducted with indigenous or exotic agents which may cause serious or potentially lethal disease as a result of exposure by inhalation. Workers have specific training and are supervised by competent scientists who are experienced in working with handling these hazardous agents. All procedures are done under containment conditions requiring special engineering and PPE.
BL4 is reserved for the most dangerous and exotic agents that pose a high individual and community risk of life-threatening disease. There are only a few BL4 laboratories in the world.
Appendix K addresses physical containment for research or production activities in volumes greater than 10 l (large scale). As in the small-scale guidelines, there is a hierarchy of containment requirements from lowest to highest hazard potential: GLSP to BL3-Large-Scale (BL3-LS).
The NIHG, Appendix P, covers work with plants at bench level, growth chamber and greenhouse scale. As the introduction notes: “The principal purpose of plant containment is to avoid the unintentional transmission of a recombinant DNA-containing plant genome, including nuclear or organelle hereditary material or release of recombinant DNA derived organisms associated with plants. In general these organisms pose no threat to human health or higher animals, unless deliberately modified for that purpose. However, the inadvertent spread of a serious pathogen from a greenhouse to a local agricultural crop or the unintentional introduction and establishment of an organism in a new ecosystem is possible” (NIH 1996). In the United States, the EPA and the USDA’s Animal and Plant Health Inspection Service (APHIS) are jointly responsible for risk assessment and for reviewing the data generated prior to giving approval for field release testing (EPA 1996; Foudin and Gay 1995). Issues such as persistence and spread in water, air and soil, by insect and animal species, the presence of other similar crops in the area, environmental stability (frost or heat sensitivity) and competition with native species are evaluated-often first in the greenhouse (Liberman et al. 1996).
Plant containment levels for facilities and practices also range from BL1 to BL4. Typical BL1 experiments involve self-cloning. BL2 may involve transfer of traits from a pathogen to a host plant. BL3 might involve toxin expression or environmentally hazardous agents. Worker protection is achieved in the various levels by PPE and engineering controls such as greenhouses and headhouses with directional airflow and high efficiency particulate air filters (HEPA) to prevent pollen release. Depending on the risk, environmental and community protection from potentially hazardous agents can be achieved by biological controls. Examples are a temperature sensitive trait, drug sensitivity trait or nutritional requirement not present in nature.
As scientific knowledge increased and technology advanced, it was expected that the NIHG would need review and revision. Over the last 20 years, the RAC has met to consider and approve proposals for changes. For example, the NIHG no longer issue blanket prohibitions on deliberate release of genetically engineered organisms; agricultural products field trial releases and human gene therapy experiments are allowed in appropriate circumstances and after suitable risk assessment. One very significant amendment to the NIHG was the creation of the GLSP containment category. It relaxed the containment requirements for “non-pathogenic, non-toxigenic recombinant strains derived from host organisms that have an extended history of safe large scale use, or which have built in environmental limitations that permit optimum growth in the large scale setting but limited survival without adverse consequences in the environment” (NIH 1991). This mechanism has allowed the technology to progress while still considering safety needs.
Controls: The European Community Example
In April 1990 the European Community (EC) enacted two Directives on the contained use and deliberate release into the environment of GMOs. Both Directives require Member States to ensure that all appropriate measures are taken to avoid adverse effects on human health or the environment, in particular by making the user assess all relevant risks in advance. In Germany, the Genetic Technology Act was passed in 1990 partially in response to the EC Directives, but also to respond to a need for legal authority to construct a trial operation recombinant insulin production facility (Reutsch and Broderick 1996). In Switzerland, the regulations are based on the US NIHG, Council directives of the EC and the German law on gene technology. The Swiss require annual registration and updates of experiments to the government. In general, the rDNA standards in Europe are more restrictive than in the US, and this has contributed to many European pharmaceutical firms moving rDNA research from their home countries. However, the Swiss regulations allow a Large Scale Safety Level 4 category, which is not permitted under the NIHG (SCBS 1995).
Products of Biotechnology
Some of the biological and pharmaceutical products which have been successfully made by recombinant DNA biotechnologies include: human insulin; human growth hormone; hepatitis vaccines; alpha-interferon; beta-interferon; gamma-interferon; Granulocyte colony stimulating factor; tissue plasminogen activator; Granulocyte-macrophage colony stimulating factor; IL2; Erythropoietin; Crymax, an insecticide product for the control of caterpillars in vegetable; tree nut and vine crops; Flavr Savr (TM) tomato; Chymogen, an enzyme that makes cheese; ATIII (antithrombin III), derived from transgenic goat milk used to prevent blood clots in surgery; BST and PST (bovine and porcine somatotropin) used to boost milk and meat production.
Health Problems and Disease Patterns
There are five main health hazards from exposure to microorganisms or their products in industrial scale biotechnology:
- infection
- reaction to endotoxin
- allergy to the microorganisms
- allergic reaction to a product
- toxic reaction to a product.
Infection is unlikely since non-pathogens are used in most industrial processes. However, it is possible that microorganisms considered to be harmless such as Pseudomonas and Aspergillus species may cause infection in immunocompromised individuals (Bennett 1990). Exposure to endotoxin, a component of the lippopolysaccharide layer of the cell wall of all gram negative bacteria, at concentrations greater than about 300 ng/m3 causes transient flu-like symptoms (Balzer 1994). Workers in many industries including traditional agriculture and biotechnology have experienced the effects of endotoxin exposure. Allergic reactions to the microorganism or product also occur in many industries. Occupational asthma has been diagnosed in the biotechnology industry for a wide range of microorganisms and products including Aspergillus niger, Penicillium spp. and proteases; some companies have noted incidences in greater than 12% of the workforce. Toxic reactions can be as varied as the organisms and products. Exposure to antibiotics has been shown to cause shifts in microbial flora in the gut. Fungi are known to be capable of producing toxins and carcinogens under certain growth conditions (Bennett 1990).
To address concern that exposed workers would be the first to develop any potential adverse health effects from the new technology, medical surveillance of rDNA workers has been a part of the NIHG since their beginning. Institutional Biosafety Committees, in consultation with the occupational health physician, are charged with determining, on a project by project basis, what medical surveillance is appropriate. Depending on the identity of the specific agent, the nature of the biological hazard, the potential routes of exposure and availability of vaccines, the components of the medical surveillance programme might include pre-placement physical, periodic follow-up exams, specific vaccines, specific allergy and illness evaluations, pre-exposure sera and epidemiological surveys.
Bennett (1990) believes it is unlikely that genetically modified microorganisms will pose more of an infection or allergic risk than the original organism, but there could be additional risks from the novel product, or the rDNA. A recent report notes the expression of a brazil-nut allergen in transgenic soybeans may cause unexpected health effects among workers and consumers (Nordlee et al. 1996). Other novel hazards could be the use of animal cell lines containing unknown or undetected oncogenes or viruses potentially harmful to humans.
It is important to note the early fears concerning the creation of genetically dangerous mutant species or super-toxins have not materialized. The WHO found that biotechnology poses no risks that are different from other processing industries (Miller 1983), and, according to Liberman, Ducatman and Fink (1990), “the current consensus is that the potential risks of rDNA were overstated initially and that the hazards associated with this research are similar to those associated with the organism, vector, DNA, solvents and physical apparatus being used”. They conclude that engineered organisms are bound to have hazards; however, containment can be defined to minimize exposure.
It is very difficult to identify occupational exposures specific to the biotechnology industry. “Biotechnology” is not a separate industry with a distinguishing Standard Industrial Classification (SIC) code; rather, it is viewed as a process or set of tools used in many industrial applications. Consequently, when accidents and exposures are reported, the data on cases involving biotechnology workers are included among data on all others which occur in the host industry sector (e.g., agriculture, pharmaceutical industry or health care). Furthermore, laboratory incidents and accidents are known to be under reported.
Few illnesses specifically due to genetically altered DNA have been reported; however, they are not unknown. At least one documented local infection and seroconversion was reported when a worker suffered a needle stick contaminated with a recombinant vaccinia vector (Openshaw et al. 1991).
Policy Issues
In the 1980s the first products of biotechnology emerged in the US and Europe. Genetically engineered insulin was approved for use in 1982, as was a genetically engineered vaccine against the pig disease “scours” (Sattelle 1991). Recombinant bovine somatotropin (BST) has been shown to increase a cow’s milk production and the weight of beef cattle. Concerns were raised about public health and product safety and whether existing regulations were adequate to address these concerns in all the different areas where products of biotechnology could be marketed. The NIHG provide protection of workers and the environment during research and development stages. Product safety and efficacy is not a NIHG responsibility. In the US, through the Coordinated Framework, potential risks of the products of biotechnology are evaluated by the most appropriate agency (FDA, EPA or USDA).
The debate over safety of genetic engineering and the products of biotechnology continues (Thomas and Myers 1993), especially with respect to agricultural applications and foods for human consumption. Consumers in some areas want produce labelled to identify which are the traditional hybrids and which are derived from biotechnology. Certain manufacturers of dairy products refuse to use milk from cows receiving BST. It is banned in some countries (e.g., Switzerland). The FDA has deemed the products to be safe, but there are also economic and social issues which may not be acceptable to the public. BST may indeed create a competitive disadvantage for smaller farms, most of which are family run. Unlike medical applications where there may be no alternative to genetically engineered treatment, when traditional foods are available and plentiful, the public is in favour of traditional hybridization over recombinant food. However, harsh environments and the current worldwide food shortage may change this attitude.
Newer applications of the technology to human health and inherited diseases have revived the concerns and created new ethical and social issues. The Human Genome Project, which began in the early 1980s, will produce a physical and genetic map of human genetic material. This map will provide researchers with information to compare “healthy or normal” and “diseased” gene expression to better understand, predict and point to cures for the basic genetic defects. Human Genome technologies have produced new diagnostic tests for Huntington’s Disease, cystic fibrosis and breast and colon cancers. Somatic human gene therapy is expected to correct or improve treatments for inherited diseases. DNA “fingerprinting” by restriction fragment polymorphism mapping of genetic material is used as forensic evidence in cases of rape, kidnapping and homicide. It can be used to prove (or, technically, disprove) paternity. It can also be used in more controversial areas, such as for assessing chances of developing cancer and heart disease for insurance coverage and preventative treatments or as evidence in war crimes tribunals and as genetic “dogtags” in the military.
Though technically feasible, work on human germ-line experiments (transmissible from generation to generation) have not been considered for approval in the US due to the serious social and ethical considerations. However, public hearings are planned in the US to reopen the discussion of human germ-line therapy and the desirable trait enhancements not associated with diseases.
Finally, in addition to safety, social and ethical issues, legal theories about ownership of genes and DNA and liability for use or misuse are still evolving.
Long-term implications of environmental release of various agents need to be followed. New biological containment and host range issues will come up for work which is carefully and appropriately controlled in the laboratory environment, but for which all environmental possibilities are not known. Developing countries, where adequate scientific expertise and or regulatory agencies may not exist, may find themselves either unwilling or unable to take on the assessment of risk for their particular environment. This could lead to unnecessary restrictions or an imprudent “open-door” policy, either of which could prove damaging to the long-term benefit of the country (Ho 1996).
In addition, caution is important when introducing engineered agricultural agents into novel environments where frost or other natural containment pressures are not present. Will indigenous populations or natural exchangers of genetic information mate with recombinant agents in the wild resulting in transfer of engineered traits? Would these traits prove harmful in other agents? What would be the effect to the treatment administrators? Will immune reactions limit spread? Are engineered live agents capable of crossing species barriers? Do they persist in the environment of deserts, mountains, plain and cities?
Summary
Modern biotechnology in the United States has developed under consensus guidelines and local ordinance since the early 1970s. Careful scrutiny has shown no unexpected, uncontrollable traits expressed by a recombinant organism. It is a useful technology, without which many medical improvements based on natural therapeutic proteins would not have been possible. In many developed countries biotechnology is a major economic force and an entire industry has grown around the biotechnology revolution.
Medical issues for biotechnology workers are related to the specific host, vector and DNA risks and the physical operations performed. So far worker illness has been preventable by engineering, work practice, vaccines and biological containment controls specific to the risk as assessed on a case by case basis. And the administrative structure is in place to do prospective risk assessments for each new experimental protocol. Whether this safety track record continues into the environmental release of viable materials arena is a matter of continued evaluation of the potential environmental risks-persistence, spread, natural exchangers, characteristics of the host cell, host range specificity for transfer agents used, nature of the inserted gene and so on. This is important to consider for all possible environments and species affected in order to minimize surprises that nature often presents.
Pyrotechnics Industry
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
The pyrotechnics industry may be defined as the manufacture of pyrotechnic articles (fireworks) for entertainment, for technical and military use in signalling and illumination, for use as pesticides and for various other purposes. These articles contain pyrotechnic substances made up of powders or paste compositions which are shaped, compacted or compressed as required. When they are ignited, the energy they contain is released to give specific effects, such as illumination, detonation, whistling, screaming, smoke formation, smouldering, propulsion, ignition, priming, shooting and disintegration. The most important pyrotechnic substance is still black powder (gunpowder, consisting of charcoal, sulphur and potassium nitrate), which may be used loose for detonation, compacted for propulsion or shooting, or buffered with wood charcoal as a primer.
Processes
Raw materials used in the manufacture of pyrotechnics must be very pure, free from all mechanical impurities and (above all) free from acid ingredients. This also applies to subsidiary materials such as paper, pasteboard and glue. Table 1 lists common raw materials used in pyrotechnics manufacture.
Table 1. Raw materials used in the manufacture of pyrotechnics
|
Products |
Raw materials |
|
Explosives |
Nitrocellulose (collodion wool), silver fulminate, black powder |
|
Combustible materials |
Acaroid resin, dextrine, gallic acid, gum arabic, wood, charcoal, |
|
Oxidizing materials |
Potassium chlorate, barium chlorate, potassium, perchlorate, barium |
|
Flame-tinting materials |
Barium carbonate (green), cryolite (yellow), copper, ammonium |
|
Inert materials |
Glyceryl tristearate, paraffin, diatomaceous earth, lime, chalk. |
After being dried, ground and sifted, the raw materials are weighed and mixed in a special building. Formerly they were always mixed by hand but in modern plants mechanical mixers are often used. After mixing, the substances should be kept in special storage buildings to avoid accumulations in workrooms. Only the quantities required for the actual processing operations should be taken from these buildings into the workrooms.
The cases for pyrotechnic articles may be of paper, pasteboard, synthetic material or metal. The method of packing varies. For example, for detonation the composition is poured loose into a case and sealed, whereas for propulsion, illumination, screaming or whistling it is poured loose into the case and then compacted or compressed and sealed.
Compacting or compressing formerly was done by blows from a mallet on a wooden “setting-down” tool, but this method is rarely employed in modern facilities; hydraulic presses or rotary lozenge presses are used instead. Hydraulic presses enable the composition to be compressed simultaneously in a number of cases.
Illumination substances are often shaped when wet to form stars, which are then dried and put into cases for rockets, bombs and so on. Substances made by a wet process must be well dried or they may ignite spontaneously.
Since many pyrotechnic substances are difficult to ignite when compressed, the pyrotechnic articles concerned are provided with an intermediate or priming ingredient to ensure ignition; the case is then sealed. The article is ignited from the outside by a quick-match, a fuse, a scraper or sometimes by a percussion cap.
Hazards
The most important hazards in pyrotechnics are clearly fire and explosion. Because of the small number of machines involved, mechanical hazards are less important; they are similar to those in other industries.
The sensitivity of most pyrotechnic substances is such that in loose form they may easily be ignited by blows, friction, sparks and heat. They present fire and explosion risks and are considered as explosives. Many pyrotechnic substances have the explosive effect of ordinary explosives, and workers are liable to have their clothes or body burned by sheets of flame.
During the processing of toxic substances used in pyrotechnics (e.g., lead and barium compounds and copper acetate arsenite) a health hazard may be present from inhalation of the dust while weighing and mixing.
Safety and Health Measures
Only reliable persons should be employed in the manufacture of pyrotechnic substances. Young persons under 18 years of age should not be employed. Proper instruction and supervision of the workers are necessary.
Before any manufacturing process is undertaken it is important to ascertain the sensitivity of pyrotechnic substances to friction, impact and heat, and also their explosive action. The nature of the manufacturing process and permissible quantities in the workrooms and the storage and drying buildings will depend on these properties.
The following fundamental precautions should be taken in the manufacture of pyrotechnic substances and articles:
- The buildings in the non-hazardous part of the undertaking (offices, workshops, eating areas and so on) should be sited well away from those in the hazardous areas.
- There should be separate manufacturing, processing and storage buildings for the different manufacturing processes in the hazardous areas and these buildings should be situated well apart
- The processing buildings should be divided up into separate workrooms.
- The quantities of pyrotechnic substances in the mixing, processing, storage and drying buildings should be limited.
- The number of workers in the different workrooms should be limited.
The following distances are recommended:
- between buildings in the hazardous areas and those in the non-hazardous areas, at least 30 m
- between the various processing buildings themselves, 15 m
- between mixing, drying and storage buildings and other buildings, 20 to 40 m depending on the construction and the number of workers affected
- between different mixing, drying and storage buildings, 15 to 20 m.
The distances between working premises may be reduced in favourable circumstances and if protective walls are built between them.
Separate buildings should be provided for the following purposes: storing and preparing raw materials, mixing, storing compositions, processing (packing, compacting or compressing), drying, finishing (gluing, lacquering, packing, paraffining, etc.), drying and storing the finished articles, and storing black powder.
The following raw materials should be stored in isolated rooms: chlorates and perchlorates, ammonium perchlorate; nitrates, peroxides and other oxidizing substances; light metals; combustible substances; flammable liquids; red phosphorus; nitrocellulose. Nitrocellulose must be kept wet. Metal powders must be protected against moisture, fatty oils and grease. Oxidizers should be stored separately from other materials.
Building design
For mixing, buildings of the explosion-venting type (three resistant walls, resistant roof and one explosion-vent wall made of plastic sheeting) are the most suitable. A protective wall in front of the explosion-vent wall is advisable. Mixing rooms for substances containing chlorates should not be used for substances containing metals or antimony sulphide.
For drying, buildings with an explosion-vent area and buildings covered with earth and provided with an explosion-vent wall have proved satisfactory. They should be surrounded by an embankment. In drying houses a controlled room temperature of 50 ºC is advisable.
In the processing buildings, there should be separate rooms for: filling; compressing or compacting; cutting off, “choking” and closing the cases; lacquering shaped and compressed pyrotechnic substances; priming pyrotechnic substances; storing pyrotechnic substances and intermediate products; packing; and storing packed substances. A row of buildings with explosion-vent areas has been found to be best. The strength of the intermediate walls should be suited to the nature and quantity of the substances handled.
The following are basic rules for buildings in which potentially explosive materials are used or present:
- The buildings should be single-storied and have no basement.
- Roof surfaces should afford sufficient protection against the spread of fire.
- The walls of the rooms must be smooth and washable.
- Floors should have a level, smooth surface without gaps. They should be made of soft material such as xylolith, asphalt free from sand, and synthetic materials. Ordinary wood floors should not be used. The floors of dangerous rooms should be electrically conductive, and the workers in them should wear shoes with electrically conductive soles.
- The doors and windows of all buildings must open outwards. During working hours doors should not be locked.
- The heating of buildings by open fires is not permissible. For heating dangerous buildings, only hot water, low-pressure steam or dust-tight electrical systems should be used. Radiators should be smooth and easy to clean on all sides: radiators with finned pipes should not be used. A temperature of 115 ºC is recommended for heating surfaces and pipes.
- Workbenches and shelves should be made of fire-resistant material or hard wood.
- The work, storage and drying rooms and their equipment should be regularly cleaned by wet wiping.
- Workplaces, entrances and ways of escape must be planned in such a way that rooms can be quickly evacuated.
- As far as practicable, workplaces should be separated by protective walls.
- Necessary stocks should be stored safely.
- All buildings should be equipped with lightning conductors.
- Smoking, open flames and the carrying of matches and lighters within the premises must be prohibited.
Equipment
Mechanical presses should have protective screens or walls so that if fire breaks out the workers will not be endangered and the fire cannot spread to neighbouring workplaces. If large quantities of materials are handled, presses should be in isolated rooms and operated from outside. No person should stay in the press room.
Fire-extinguishing appliances should be provided in sufficient quantity, marked conspicuously and checked at regular intervals. They should be suited to the nature of the materials present. Class D fire extinguishers should be used on burning metal powder, not water, foam, dry chemical or carbon dioxide. Showers, woollen blankets and fire-retardant blankets are recommended for extinguishing burning clothing.
Persons who come into contact with pyrotechnic substances or are liable to be endangered by sheets of flame should wear proper fire- and heat-resistant protective clothing. The clothing should be de-dusted daily at a place appointed for the purpose to remove any contaminants.
Measures should be taken in the undertaking to provide first aid in case of accidents.
Materials
Dangerous waste materials with different properties should be collected separately. Waste containers must be emptied daily. Until it is destroyed, collected waste should be kept in a protected place at least 15 m from any building. Defective products and intermediate products should as a rule be treated as waste. They should only be reprocessed if to do so does not create any risks.
When materials injurious to health are processed, direct contact with them should be avoided. Harmful gases, vapours and dusts should be effectively and safely exhausted. If the exhaust systems are inadequate, respiratory protective equipment must be worn. Suitable protective clothing should be provided.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."