- You are here:
-
Home

- Part XIV. Textile and Apparel Industries

Children categories

87. Clothing and Finished Textile Products (3)

87. Clothing and Finished Textile Products
Chapter Editors: Robin Herbert and Rebecca Plattus
Table of Contents
Tables and Figures
Major Sectors and Processes
Rebecca Plattus and Robin Herbert
Accidents in Clothing Manufacture
A.S. Bettenson
Health Effects and Environmental Issues
Robin Herbert and Rebecca Plattus
Tables
Click a link below to view table in article context.
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.



88. Leather, Fur and Footwear (6)
88. Leather, Fur and Footwear
Chapter Editor: Michael McCann
Table of Contents
Tables and Figures
General Profile
Debra Osinsky
Tanning and Leather Finishing
Dean B. Baker
Fur Industry
P.E. Braid
Footwear Industry
F.L. Conradi and Paulo Portich
Health Effects and Disease Patterns
Frank B. Stern
Environmental Protection and Public Health Issues
Jerry Spiegel
Tables
Click a link below to view table in article context.
1. Technological choices for treatment tannery effluents
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.









89. Textile Goods Industry (15)
89. Textile Goods Industry
Chapter Editors: A. Lee Ivester and John D. Neefus
Table of Contents
Tables and Figures
The Textile Industry: History and Health and Safety
Leon J. Warshaw
Global Trends in the Textile Industry
Jung-Der Wang
Production and Ginning of Cotton
W. Stanley Anthony
Cotton Yarn Manufacturing
Phillip J. Wakelyn
Wool Industry
D.A. Hargrave
Silk Industry
J. Kubota
Viscose (Rayon)
M.M. El Attal
Synthetic Fibres
A.E. Quinn and R. Mattiusi
Natural Felt Products
Jerzy A. Sokal
Dyeing, Printing and Finishing
J.M. Strother and A.K. Niyogi
Nonwoven Textile Fabrics
William Blackburn and Subhash K. Batra
Weaving and Knitting
Charles Crocker
Carpets And Rugs
The Carpet and Rug Institute
Hand-woven and Hand-tufted Carpets
M.E. Radabi
Respiratory Effects and other Disease Patterns in the Textile Industry
E. Neil Schachter
Tables
Click a link below to view table in article context.
1. Enterprises & employees in Asia-Pacific area (85-95)
2. Grades of byssinosis
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|















Major Sectors and Processes
Overall Processes
In general, the processes involved in the production of clothing and other finished textile products have changed little since the inception of the industry. Although the organization of the production process has changed, and continues to change, and some technological advances have upgraded machinery, many of the safety and health hazards in this industry remain the same as those facing the earliest apparel workers.
The major health and safety concerns in the apparel industry are related to general conditions of the work environment. Poorly designed workstations, tools and equipment, combined with piece-rate compensation systems and the progressive bundle system of production, pose serious risks of musculoskeletal injury and stress-related conditions. Garment shops are often housed in buildings that are poorly maintained and inadequately ventilated, cooled, heated and lit. Overcrowding, together with improper storage of flammable materials, frequently creates serious fire hazards. Poor sanitation and lack of proper housekeeping measures contribute to these conditions.
Major advances have been made in the design and production of well-designed, ergonomic sewing workstations that include adjustable sewing tables and chairs and take into consideration proper positioning of equipment and tools. These workstations are widely available and are in use in some facilities, mostly large manufacturing establishments. However, only the largest, best-capitalized facilities are able to afford these amenities. Ergonomic redesign is also possible in other clothing manufacturing operations (see figure 1).The majority of apparel production, however, still takes place in small, ill-equipped contracting operations where, in general, little attention is paid to workplace design, working conditions and health and safety hazards.
Figure 1. A sequin-manufacturing facility

Source: Michael McCann
Product design and sample-making. The design of clothing and other textile products is overseen by apparel manufacturers, retailers or “jobbers”, with the design process performed by skilled designers. Apparel jobbers, manufacturers or retailers are frequently responsible only for the design, sample production and marketing of the product. While the jobber or manufacturer takes responsibility for specifying all details of the garment’s production, purchases the fabric and trims items to be used, the actual large-scale production work is typically performed by independent contracting shops.
Sample-making, in which small numbers of sample garments are made to be used to market the product and to be sent to contracting shops as examples of the finished product, also takes place on the jobber’s premises. Samples are produced by highly skilled sewing machine operators, sample-makers, who sew the entire garment.
Pattern-making and cutting. Garment design must be broken down into pattern parts for cutting and sewing. Traditionally, cardboard patterns are made up for each piece of the garment; these patterns are graded by the sizes to be made. From these patterns, paper-cutting markers are created, which are used by the garment cutter to cut out the pattern pieces. In more modern plants, cutting markers are made up and graded for size on a computer screen, then printed on a computerized plotter.
In the cutting phase, fabric is first spread into multiple piles on a cutting table, the length and width of which is determined by production demands. This is most often performed by an automatic or semi-automatic spreading machine which unrolls the bolts of fabric along the length of the table. Plaid or print fabrics may be laid out by hand and pinned to assure that plaids for prints will match. Markers are then laid down on the fabric to be cut.
Fabric for apparel production is usually cut using hand-held band saw cutting tools (see figure 2). Small parts may be cut using a die press. Advanced cutting technology includes robotic cutting, which automatically follows patterns made on a computer.
Figure 2. A clothing factory in the Philippines

There are several hazards associated with fabric cutting. Although the blade on the cutting tool is guarded, this guard must be correctly set in order to afford the necessary protection to the hand positioning the material. Guards should always be used and correctly positioned. As an additional protection it is recommended that cutting machine operators wear a protective glove, preferably of metal mesh. Besides posing the risk of accidental cuts, cutting fabric also presents ergonomic risks. Supporting and manoeuvering a cutting machine, while stretching across the cutting table, can present a risk of neck, upper-extremity and back disorders. Finally, many cutters have a tendency to work with the cutting machine at ear level, often exposing themselves to excessive noise with the attendant risk of noise-induced hearing loss.
Handling rolls of fabric, which can weigh up to 32 kg and must be lifted above the head onto a rack for spreading, also poses an ergonomic hazard. Proper material-handling equipment can eliminate or reduce these risks.
Sewing machine operation. Typically, cut fabric pieces are sewn together on sewing machines operated by hand. The traditional “progressive bundle system”, in which bundles of cut pieces progress from one sewing machine operator to the next, with each operator performing a different single operation, continues to prevail in the industry, despite significant changes in work organization in many shops. This type of work organization breaks the production process down into many different operations, each consisting of a very short cycle repeated hundreds of times by one operator during the course of a workday. This system, combined with piece-rate pay compensation that rewards speed above all else and affords workers very little control over the production process, creates a potentially very stressful work environment.
The majority of the sewing machine workstations currently in use are designed without the comfort, health or convenience of the sewing machine operator in mind (see figure 3). Because sewing machine operators generally work in a seated position at poorly designed workstations, performing the same operation during the entire course of the workday, the risk of developing musculoskeletal disorders is high. The poor postures resulting from the conditions described above, combined with highly repetitive, time-pressured work, has resulted in high rates of work-related musculoskeletal disorders (WRMDs) among sewing machine operators and other workers in the industry.
Figure 3. Woman using a sewing machine without a needle guard

Advances in sewing workstation design, such as adjustable chairs and worktables, create the potential for reduction of some of the risks associated with sewing machine operation. However, while these workstations and chairs are widely available, their price often places them out of reach of all but the most profitable enterprises. Additionally, even with better-designed workstations, the risk factor of repetition remains.
Changes in the organization of work and the introduction of teamwork, in the form of modular or flexible manufacturing, offer an alternative to the traditional, Taylorist production process and may serve to alleviate some of the health risks involved in the traditional system. In a teamwork system sewing machine operators work in a group to produce an entire garment, often shifting frequently between machines and jobs.
In one of the most popular team systems, workers work standing up, rather than seated, and move frequently from machine to machine. Cross-training for a variety of jobs enhances workers’ skills, and workers are given more control over production. Changes from an individual piece-rate system of pay to hourly pay or to a group incentive system, as well as increased emphasis on monitoring quality throughout the production process, may help to eliminate some factors that put workers at risk of developing WRMDs.
Some newer manufacturing systems, while technologically advanced, may actually contribute to increased risk of WRMD. So-called unit production systems, for example, are designed to mechanically convey cut goods on an overhead conveyor from worker to worker, thus speeding up the progress of the goods and eliminating much of the material handling previously performed by the sewing machine operators or by floor workers. While these systems often increase production by speeding up the line, they eliminate the already small rest time that was afforded to the operator between cycles, resulting in increased fatigue and repetition.
When instituting any alternative production system, care should be taken to evaluate risk factors and design the new system with ergonomics in mind. For example, when workers will be trained to do a variety of jobs, jobs should be combined to stress differing parts of the body and not overtax any one muscle or joint. Care should be taken to ensure that equipment and machinery can be adapted to fit all the workers in the team.
Whenever any new equipment is purchased, it should be easily adjustable by the workers themselves, and training should be provided on how to make adjustments. This is particularly important in the apparel industry, where mechanics are often not readily available to adjust equipment to properly fit workers.
Recent studies have raised concerns about sewing machine operators’ exposure to high levels of electromagnetic fields (EMFs) generated by sewing machine motors. These studies have indicated that there may be an association between increased levels of Alzheimer’s disease (Sobel et al. 1995) and other chronic diseases found among sewing machine operators and the operators’ exposure to high levels of EMFs.
Finishing and pressing. Once sewn, the completed garment is ironed by pressers and checked for loose threads, stains and other defects by finishers. Finishers perform a variety of hand work, including clipping loose threads, hand sewing, turning and hand pressing. Ergonomic hazards are a problem for workers who finish, ticket, pack and distribute apparel. They often perform highly repetitive tasks, frequently involving working with the hands and arms in awkward and unhealthy postures. Seating and workstations for these workers are rarely adjustable or designed for comfort or health. Finishing workers, including pressers, often work standing and in static positions, despite the fact that many of the jobs could be equipped with chairs, stools or sit-stand chairs, and workers could alternate between standing and sitting. Table tops could be adjusted to the proper height for the operator and could be tilted to enable the operator to work in a more comfortable position. Padded table edges and properly designed and sized tools could eliminate some stresses on hands, wrists and arms.
Pressing the sewn product is performed either using a hand iron or a buck press. Sewn products may also be steamed using a hand steamer or a steam tunnel. Presses and irons may present risks of burns, as well as ergonomic hazards. While most presses are designed with two-handed controls, eliminating the possibility of getting the hand stuck in the press, some old machines still exist which do not have these safety features. Working a pressing machine also presents the risks of shoulder, neck and back injury caused by frequent overhead reaching and by constant standing and operating the foot pedals. While the job can be made safer by a more highly automated machine and by proper positioning of the worker at the machine, the current machinery makes it difficult to eliminate the high stress.
Ticketers, who use ticketing guns to place tags on finished garments, are at risk of hand and wrist injury from this highly repetitive operation. Automatic, as opposed to manual, ticketing guns can help decrease the force needed to perform the operation, greatly reducing stress and strain on the fingers and hands.
Distribution. Workers in apparel distribution centres are exposed to all the hazards of other warehouse workers. Manual material handling accounts for many of the injuries in warehouse operations. Particular hazards include lifting and overhead work. Designing the distribution workplace with the proper handling of materials in mind, such as placement of conveyors and worktables at appropriate heights, can help prevent many injuries. Mechanical material-handling equipment, such as fork-lifts and hoists, can help prevent injuries caused by having to perform awkward or heavy lifts.
Chemical exposure. Workers at every stage of apparel production may be exposed to the chemicals used in fabric finishing; the most common of these is formaldehyde. Used to make fabric permanent press and colour-fast, formaldehyde is released into the air from fabric in the form of a gas. Workers may also have skin exposure to formaldehyde as they handle the fabric. The amount of formaldehyde released from fabric depends on a variety of factors, including the amount used in finishing, the finishing process used and the ambient heat and humidity. Exposure to formaldehyde can be prevented by allowing the fabric to off-gas in a well-ventilated area before it is handled and by providing good ventilation in the work areas, particularly where fabric is exposed to high heat and humidity (e.g., in pressing operations). Workers who experience skin problems from handling formaldehyde-treated fabric can wear gloves or protective cream. Finally, textile manufacturers should be encouraged to develop safer alternative fabric treatments.
Special Processes
Pleating. The pleating process is used to place creases or pleats into fabric or garments. This process uses high temperatures and high humidity to put folds into various types of fabric. Pleaters are exposed to these conditions of high heat and humidity, which may cause the release of greater quantities of substances used to finish the fabric than may otherwise be released under conditions of normal temperature and humidity. Stiffening agents may be added to fabrics that are to be pleated to facilitate the fabric’s ability to hold the crease. Steam boxes and steam chambers expose the pleated fabric to steam under pressure.
Rubberizing/waterproofing. To create a rubberized or waterproof finish, fabrics may be coated with a waterproof substance. These various coatings, which may be a type of rubber, are often thinned with solvents, including those that pose serious health risks to exposed workers. These coatings may include benzene or dimethylformamide, as well as other solvents. Workers are exposed to these chemicals when they are mixed or poured, often by hand, or in large vats in poorly ventilated areas. Workers can also be exposed as they pour the mixtures on the fabric to coat it. Hazardous exposures should be minimized by substitution of less toxic substances and by providing adequate ventilation at the point of use. In addition, mixing and pouring operations should be contained and automated, where possible.
Computer use. Computers are increasingly used in the apparel industry, from computer-aided design/computer-aided manufacturing (CAD/CAM) systems in the design, marking and cutting processes to the tracking of goods in the warehousing and shipping operations. Hazards associated with computer usage are discussed elsewhere in this Encyclopaedia.
Buttons, buckles and other adornments. Buttons, buckles and other fasteners on apparel or sewn products are most often manufactured in facilities separate from those that produce apparel. Buttons may be manufactured from a variety of materials, and the material used will determine the production process. Most commonly, buttons and buckles are made from moulded plastic or metals, including lead. During the production process, the heated raw materials are poured into moulds and then cooled. Workers may be exposed to toxic chemicals or metals during this moulding process. After cooling, workers may be exposed to the dust generated when the products are polished or ground. These exposures can be prevented by providing adequate ventilation during this finishing process or by containment of these operations. Other adornments, such as sequins, beads and so on, are produced from plastics and metals, either stamped or moulded, and may expose the production workers to the hazards of their components.
Sewn plastic products and plastic accessories. Various items such as shower curtains, tablecloths and protective raingear are made of sewn, or joined, plastics. Where goods are sewn from sheet plastic, the hazards are similar to those of other sewn items. However, working with large stores of plastic material creates a unique fire safety hazard, since the heating and burning of plastic creates a release of toxic materials that can be very dangerous. Extreme care should be taken in the area of fire prevention and protection where large amounts of plastic materials are used or stored.
In addition to being sewn, plastics can also be joined together by heat or electromagnetic radiation. When plastics are heated they release their components and they may expose workers to these toxics. When electromagnetic radiation is used to join or seal plastics, care must be taken not to expose workers to dangerous levels of this radiation.
Work Organization
The piece-rate system, where workers are paid according to the number of units they produce, is one which is still widely used in the production of apparel and sewn products. The continued use of the piece-work system of compensation poses both stress-related and musculoskeletal health risks to workers in the apparel industry. As discussed above, alternative compensation systems, as well as alternative production systems, may make apparel production a more attractive, less stressful and less hazardous option for workers entering the workforce.
A teamwork system, which gives workers more control over the production process, as well as the opportunity to work with others, may be less stressful than the traditional progressive bundle system. However, these team systems may also cause additional stress if they are set up so that workers are responsible for enforcing work rules against their co-workers. Some types of group compensation systems which penalize an entire team for the slowness or absenteeism of any of its members may create tension and stress within the group.
Home work is the system of sending out work to be done in the home of a worker. It is very common in the apparel industry. Work may be sent home with a factory worker at the end of the workday to be done in the evening or the weekend; or, work may be sent directly into the worker’s home, bypassing the factory altogether.
The home-work system is often synonymous with exploitation of workers. Home work cannot easily be regulated by agencies that enforce labour standards, including laws governing child labour, health and safety, minimum wage and so on. In many instances home workers are paid substandard wages and forced to furnish, at their own expense, equipment and tools needed for production. Children in the home may be drawn into doing home work, regardless of their age or ability to work safely, or at a detriment to their schooling or leisure time. Health and safety hazards may abound in homeworking situations, including exposure to dangerous chemicals, fire and electrical hazards. Industrial machinery may present hazards to small children in the home.
Accidents in Clothing Manufacture
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety
Small enterprises in unsuitable domestic premises used for clothing manufacture often present a serious fire hazard. In any workroom, large or small, there is much combustible material, and combustible waste will accumulate unless very strict control is exercised. Some of the materials used are particularly flammable (e.g., foam resins used for lining and padding and fine particulate coir). Adequate means of escape, adequate fire extinguishers and training in procedures in case of fire are necessary. Maintenance and good housekeeping not only assist in preventing fires and limiting their spread, but are essential where goods are transported mechanically.
In general, the accident frequency and severity rates are low, but the trade produces a multiplicity of minor injuries that can be prevented from becoming more serious by immediate first aid. Band knives can cause serious wounds unless effectively protected; only that part of the knife necessarily exposed for cutting should be left unguarded; the circular knives of portable cutting machines should be similarly protected. If power presses are used, adequate machinery guarding, preferably fixed, is necessary to keep hands out of the danger area. The sewing machine presents two main hazards—the driving mechanisms and the needle. In many places, long lines of machines are still driven by underbench shafting. It is essential that this shafting be effectively guarded by enclosure or close railing; many entanglement accidents have occurred when workers stooped under benches to retrieve materials or to replace belts. Several different types of needle guard, which keep fingers out of the area of risk, are available.
The use of garment presses involves a serious risk of crushing and burning. Two-handed controls are widely used but are not entirely satisfactory: they may be subject to misuse (e.g., operation by the knee). They should always be set to make this impossible and to prevent operation by one hand. Guards which prevent the pressure head from closing on the buck if anything (most importantly, the hand) comes within the area are to be used. All presses, with their steam and pneumatic supplies, require frequent inspection.
All portable electrical power tools require careful maintenance of the earthing arrangements.
Recent developments in plastics welding (to replace seaming and so on) and in the making of foam backs usually involve the use of an electric press, sometimes operated by treadle, sometimes by compressed air. There is a risk of physical trapping between the electrodes and also of electrical burns from high-frequency current. The only sure safety measure is to enclose the dangerous parts so that the electrode cannot operate when the hand is in the danger area: double-handed control has not proved satisfactory. Seaming machines must incorporate built-in safety designs.
Health Effects and Environmental Issues
Health Problems and Disease Patterns
Garment production workers are at risk for the development of WRMDs; occupational asthma; contact and irritative dermatitis; eye, nose and throat irritative symptoms; lung, nasopharyngeal and bladder cancers; and noise-induced hearing loss. Additionally, as some processes in this industry involve exposure to heated plastic fumes, metal dust and fumes (especially lead), leather dust, wool dust and hazardous solvents such as dimethyl formamide, the illnesses associated with these exposures may also be seen among garment workers. Electromagnetic field exposures generated by sewing machine motors are an area of increasing concern. Associations have been reported between maternal employment in apparel production and adverse reproductive outcomes.
Table 1 summarizes the spectrum of occupational diseases which may be seen in the clothing and finished textile industry.
Table 1. Examples of occupational diseases which may be seen in garment workers
|
Condition |
Exposure |
|
Musculoskeletal disorders |
|
|
Carpal tunnel syndrome, forearm tendinitis, |
Force |
|
Asthma |
Formaldehyde |
|
Cancer |
|
|
Bladder cancer |
Dyes |
|
Lung, nasopharyngeal cancer |
Formaldehyde |
|
Hearing loss |
Noise |
|
Skin |
|
|
Contact and irritative dermatitis |
Formaldehyde, textile dyes |
|
Lead poisoning |
Lead |
Musculoskeletal disorders. Garment production involves the performance of monotonous, highly repetitive and high-speed tasks, often requiring non-neutral and awkward joint postures. These exposures place garment workers at risk of developing WRMDs of the neck, upper extremities, back and lower extremities (Andersen and Gaardboe 1993; Schibye et al. 1995). It is not uncommon for garment workers to develop multiple WRMDs, often with both soft-tissue disorders, such as tendinitis, and concomitant nerve entrapment syndromes, such as carpal tunnel syndrome (Punnett et al. 1985; Schibye et al. 1995).
Sewing machine operators and hand sewers (sample-makers and finishers) perform work which requires repetitive hand and wrist movements, typically performed with non-neutral postures of the fingers, wrist, elbows, shoulders and neck. Therefore, they are at risk for developing carpal tunnel syndrome, ganglion cysts, forearm tendinitis, epicondylitis, shoulder disorders including bicipital and rotator cuff tendinitis, rotator cuff tears and neck disorders. Additionally, sewing machine operation typically requires prolonged sitting (often in seats without backrests and in workstations that necessitate leaning forward from the waist), intermittent lifting and repetitive use of foot pedals. Thus, sewing machine operators may develop WRMDs of the low back and lower extremities.
Cutters, whose work requires lifting and carrying of fabric rolls as well as operation of hand-held or computer-operated cutting machines, are also at risk for development of musculoskeletal disorders of the neck, shoulder, elbow, forearm/wrist and low back. Pressers are at risk for developing tendinitis and related disorders of the shoulder, elbow and forearm, and may also be at risk for developing related nerve entrapment disorders.
In addition to ergonomic/biomechanical factors, rapid piece-rate production systems and work organizational factors described more fully in the previous section may contribute to musculoskeletal disorders among workers in the clothing industry. In one study of garment workers, duration of employment in piece-work was found to be associated with an increased prevalence of severe disability (Brisson et al. 1989). Consequently, prevention of work-related musculoskeletal disorders may require both workplace ergonomic modifications and attention to work organization issues, including piece-work.
Chemical hazards. Resin-treated fabrics used in permanent press clothing may release formaldehyde. Exposures are greatest during cutting, because off-gassing is greatest when fabric bolts are first unrolled; during pressing, as heating promotes the liberation of formaldehyde from residual amounts of resins; in production areas in which large quantities of fabric are being used; and in warehouse and retail areas. Many garment shops are poorly ventilated and afford poor control of ambient temperatures. With increased temperature, off-gassing is greater; with poor ventilation, increasing ambient concentrations of formaldehyde can accumulate. Formaldehyde is a well-recognized acute irritant of the eyes, nose, throat and upper and lower airways. Formaldehyde may be a cause of occupational asthma due to either irritative effects or allergic sensitization (Friedman-Jimenez 1994; Ng et al. 1994).
Formaldehyde exposure has been associated in a number of studies with the development of lung and nasopharyngeal cancers (Alderson 1986). Additionally, formaldehyde exposure can result in both allergic contact and irritative dermatitis. Garment workers may develop a chronic, eczema-like dermatitis of the hands and arms which is likely related to sensitization to formaldehyde. The irritative and other non-allergic health effects of formaldehyde can be minimized by the implementation of proper ventilation systems and product substitution where feasible. Allergic sensitization, however, can occur at lower levels of exposure. Once a garment worker has developed allergic sensitization, removal from exposure may be necessary.
Workers in the finished textile industry may sustain exposure to organic solvents. Solvents such as perchlorethylene, trichlorethylene and 1,1,1-trichlorethane are frequently used in finishing departments for stain removal. Health effects due to such exposures may include central nervous system depression, peripheral neuropathy, dermatitis and, less commonly, liver toxicity. Dimethyl formamide (DMF) is a particularly hazardous solvent which has been employed to waterproof fabric. Its use in one such setting resulted in an outbreak of occupational hepatitis among exposed garment workers (Redlich et al. 1988). DMF use should be avoided both due to its hepatotoxicity and because it has been found to be associated with testicular cancer in two distinct occupational settings. Similarly, benzene may still be used in some clothing industry settings. Its use should be scrupulously avoided.
Physical hazards; electromagnetic fields. Recent reports have indicated that operation of a sewing machine may result in high exposures to electromagnetic fields (EMFs). The health effects of EMFs are not yet well understood and are the subject of current debate. However, one case-control study, which utilized three separate data sets from two countries (United States and Finland), found a strong association in all three data sets between occupational EMF exposure and Alzheimer’s disease among sewing machine operators and others classified as having sustained medium and high EMF exposures (Sobel et al. 1995). A case-control study of maternal occupation and acute lymphoblastic leukaemia (ALL) in Spain found an increased risk of ALL in offspring of mothers working at home during pregnancy, with most performing sewing machine operation. Although the authors of the study initially speculated that maternal exposure to organic dust and synthetic fibres might be responsible for the observed increase, the possibility of EMF exposure as a possible aetiological agent was raised (Infante-Rivard et al. 1991). (See the chapter Radiation, non-ionizing for further discussion.)
Other occupational illnesses and hazards. Garment workers have been shown in a number of studies to be at increased risk for the development of asthma (Friedman-Jimenez et al. 1994; Ng et al. 1994). In addition to potentially increased risk of lung and nasopharyngeal cancer due to formaldehyde exposure, garment workers have been found to have an increased risk of bladder cancer (Alderson 1986). Lead poisoning has been observed among clothing workers involved in production of metallic buttons. Warehouse and distribution workers may be at risk of developing the illnesses associated with exposure to diesel exhaust.
Worldwide, the high proportion of women and children employed in the garment industry, combined with the predominance of sub-contracting and industrial home work, has created an ideal field for exploitation. Sexual harassment, including non-consensual sexual activity with its attendant health problems, is a serious problem in the clothing industry worldwide. Child workers are particularly vulnerable to the health effects of toxic exposures and to the effects of poor workplace ergonomics due to their developing bodies. Working children are also highly vulnerable to workplace accidents. Lastly, two recent studies have found associations between work in the apparel industry during pregnancy and adverse reproductive outcomes, suggesting the need for further investigation in this area (Eskenazi et al. 1993; Decouflé et al. 1993).
Public Health and Environmental Issues
The apparel and other finished textile products industry is, generally, an industry which yields relatively little environmental contamination via discharges into air, soil or water. However, off-gassing of formaldehyde can persist at the retail level in this industry, creating the potential for development of formaldehyde-related allergic, irritative and respiratory symptomatology among both sales people and customers. Additionally, some of the special processes utilized in the garment industry, such as rubberizing and production of lead-based adornments, can pose more serious threats of environmental contamination.
In recent years, growing concerns about the potential adverse health effects associated with exposure to formaldehyde and other fabric treatments has lead to development of a “green” industry. Apparel and other finished textile products are typically sewn from natural rather than synthetic fibre-based materials. Additionally, these natural products are generally not treated with crease-resistant and other finishing agents.
The crowded, often squalid, conditions in the garment industry create ideal conditions for transmission of infectious diseases. In particular, tuberculosis has been a recurrent public health issue among workers in the garment industry.
General Profile
Animal furs and leather from tanned animal hides and skins have been used to make clothing for thousands of years. Fur and leather remain important industries today. Fur is used to produce a variety of outer garments, such as coats, jackets, hats, gloves and boots, and it provides trim for other types of garments as well. Leather is used to make garments and can be employed in the manufacture of other products, including leather upholstery for automobiles and furniture, and a wide variety of leather goods, such as watch straps, purses and suitcases. Footwear is another traditional leather product.
Fur-producing animals include aquatic species such as beaver, otter, muskrat and seal; northern land species such as fox, wolf, mink, weasel, bear, marten and raccoon; and tropical species such as leopard, ocelot and cheetah. In addition, the young of certain animals such as cattle, horse, pig and goat may be processed to produce furs. Although most fur-bearing animals are trapped, mink in particular is produced on fur farms.
Production
The major sources of leather are cattle, pigs, lambs and sheep. As of 1990, the United States was the largest producer of bovine hides and skins. Other significant producers include Argentina, Australia, Brazil, China, France, Germany (former Federal Republic) and India. Australia, China, India, Islamic Republic of Iran, New Zealand, the Russian Federation, Turkey and the United Kingdom are major producers of sheepskins. Goatskins are largely produced in China, India and Pakistan. The major producers of pigskin are China, Eastern Europe and the former USSR.
An analysis prepared by Landell Mills Commodities Studies (LMC) for the International Labour Organization (ILO) shows that the international market for hides is increasingly dominated by a few large producing countries in North America, Western Europe and Oceania, which allow free exportation of hides in any form. The tanning industry in the United States has been shrinking steadily since 1981, while most surviving tanneries in northern Europe have diversified in order to reduce dependence on the footwear-leather market. Worldwide footwear production has continued to shift primarily to Southeast Asia (ILO 1992).
Several factors influence the overall demand for leather throughout the world: the level, rate of growth and distribution of income; the price of leather compared to alternative materials; and changes in consumers’ preference for leather over alternative materials for a variety of products.
The fastest growing end-use sector in the leather industry has been leather upholstery, which accounted for about one-third of the world’s high-quality bovine leather production in 1990. Over one-third of all upholstery leather is destined for the vehicle industry and, according to LMC forecasts, the prospects for this subsector are fairly bright. The proportion of cars with leather upholstery has increased substantially through the 1990s.
The demand for leather garments is determined primarily by income and fashion, while fashion particularly influences the changing demand for specific types of leather. For example, a strong demand for the softer, more supple sheepskin leather in fashion garments motivated the production of the fashionable garment nappa from sheepskins and cattle hides.
The major producers of mink pelts in 1996 were Canada, the Russian Federation, the Scandinavian countries and the United States.
Between 1980 and 1989, leather employment increased in China, Hungary, India, Indonesia, the Republic of Korea, Uruguay and Venezuela and decreased in Australia, Colombia, Kenya, the Philippines, Poland and the United States. Leather employment also fell in Denmark, Finland, Norway and Sweden. In Botswana leather employment declined sharply in 1984, then experienced a steep increase, doubling the 1980 level by 1988.
There are several issues which will affect future production and employment in the leather, footwear and fur industries. New technology, the relocation of footwear production to developing countries and environmental regulations in the tanning industry will continue to affect the skills and the health and safety of workers in these industries.
Tanning and Leather Finishing
Some text was revised from the article authored by V.P.Gupta in the 3rd edition of this Encyclopaedia.
Tanning is the chemical process that converts animal hides and skins into leather. The term hide is used for the skin of large animals (e.g., cows or horses), while skin is used for that of small animals (e.g., sheep). Hides and skins are mostly by-products of slaughterhouses, although they may also come from animals that have died naturally or been hunted or trapped. Tanning industries are usually located near stock-raising regions; however, hides and skins may be preserved and transported prior to tanning, so the industry is widespread.
The tanning process consists in strengthening the hide’s protein structure by creating a bond between the peptide chains. The hide is composed of three layers: epidermis, dermis and subcutaneous layer. The dermis consists of about 30 to 35% protein, which is mostly collagen, with the remainder being water and fat. The dermis is used to make leather after the other layers have been removed using chemical and mechanical means. The tanning process uses acids, alkalis, salts, enzymes and tanning agents to dissolve fats and non-fibrous proteins and chemically bond the collagen fibres together.
Tanning has been practised since prehistoric times. The oldest system of tanning relies on the chemical action of vegetable material containing tannin (tannic acid). Extracts are taken from the parts of plants that are rich in tannin and processed into tanning liquors. The hides are soaked in pits or vats of increasingly strong liquors until they are tanned, which may take weeks or months. This process is used in countries with low levels of technology. This process is also used in developed countries to produce firmer, thicker leather for shoe soles, bags, cases and straps, although process changes have been introduced to shorten the time needed for tanning. Chemical tanning using mineral salts such as chromium sulphate was introduced during the late 19th century and has become the primary process to produce softer, thinner leather for goods such as handbags, gloves, garments, upholstery and shoe uppers. Tanning may also be accomplished using fish oils or synthetic tannins.
There is great variation in the scale and types of tanning facilities. Some tanneries are highly mechanized and use closed automatic systems and many chemicals, whereas others still use largely manual work and natural tanning substances with techniques essentially unchanged over the centuries (see figure 1). The type of product required (e.g., heavy-duty leather or fine flexible leathers) influences the choice of tanning agents and the finishing required.
Figure 1. Manual working methods in an Afghanistan tannery

Process Description
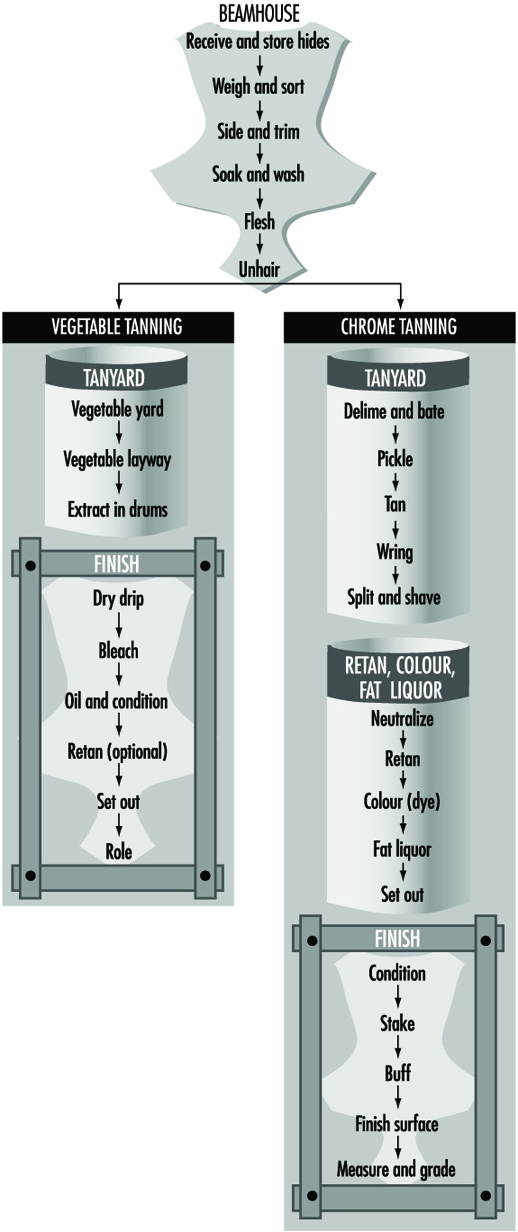
Leather production can be divided into three stages: preparation of the hide for tanning, which includes processes such as the removal of hair and adherent flesh; the tanning process; and the finishing process. Finishing includes mechanical processes to shape and smooth the leather and chemical treatments to colour, lubricate, soften and apply a surface finish to the leather (see figure 2). All of these processes may take place in one facility, although it is common for leather finishing to be conducted at locations different from tanning in order to take advantage of transportation costs and local markets. The implication is that it affects the likelihood of cross-contamination among the processes.
Figure 2. Typical processes for leather tanning & finishing
Curing and shipment. Because raw hides and skins decay rapidly, they are preserved and disinfected prior to shipment to the tannery. The hide or skin is flayed from the carcass and then preserved by curing. Curing can be accomplished by a variety of means. Curing by drying is suitable in regions where hot and dry climatic conditions prevail. Drying consists of stretching the hides on frames or spreading them on the ground in the sun. Dry-salting, another method of curing hides, consists of rubbing the fleshy side of the hide with salt. Brine curing, or brining, consists of submerging the hides in a solution of sodium chloride to which naphthalene may have been added. Brining is the most common form of preservation in developed countries.
Prior to shipment, hides are generally treated with DDT, zinc chloride, mercury chloride, chlorophenols or other agents for disinfection. These substances may represent hazards both at the site of curing and on receipt at the tannery.
Preparation. The cured hides and skins are prepared for tanning by several operations, collectively referred to as beamhouse operations. First the hides are sorted, trimmed and then washed in vats or drums. Disinfectants such as bleaching powder, chlorine and sodium acid fluoride in the water prevent putrefaction of hides. Chemicals such as caustic soda, sodium sulphide and surfactants are added to the water to accelerate soaking of dry-salted or dried hides.
The soaked hides and skins are then limed by immersing in milk of lime to loosen the epidermis and hair roots and to remove other unwanted soluble proteins and fats. In another method, a depilatory paste of lime, sulphide and salt is applied to the flesh side of the skins in order to save hair and wool. The limed hides are unhaired to remove the loosened hairs and defleshed. Epidermal debris and fine hair roots are mechanically removed by the scudding operation.
These operations are followed by deliming and bating with buffering salts, such as ammonium sulphate or ammonium chloride, and the action of proteolytic enzymes neutralizes the high alkalinity of limed hides. In pickling, hides are placed in an acid environment consisting of sodium chloride and sulphuric acid. The acid is necessary because chrome-tanning agents are not soluble under alkaline conditions. Vegetable-tanned hides do not need to be pickled.
Many of the beamhouse operations are carried out by processing the hides in solutions using large pits, vats or drums. Solutions are piped or poured into the containers and later emptied through pipes or into open drainage channels in the work area. The chemicals may be added to the containers by pipes or manually by workers. Good ventilation and personal protective equipment are needed to prevent respiratory and dermal exposure.
Tanyard. Various substances may be used for tanning, but the main distinction is between vegetable and chrome tanning. Vegetable tanning may be carried out either in pits or in rotating drums. Rapid tanning, in which high concentrations of tannins are used, is carried out in rotating drums. The chrome-tanning process most often used is the one-bath method, in which the hides are milled in a colloidal solution of chromium (III) sulphate until tanning is complete. A two-bath chrome-tanning process was used in the past, but this process involved potential exposure to hexavalent chromium salts and required more manual handling of the hides. The two-bath process is now considered obsolete and is rarely used.
Once tanned, the hide is further processed to shape and condition the leather. The hide is removed from the solution and excess water is removed by wringing. Chrome leather must be neutralized after being tanned. Splitting is the longitudinal division of wet or dry leather that is too thick, for articles such as shoe uppers and leather goods. Roll machines with cutting blades are used to further reduce the leather to the thickness required. A large amount of dust may be released when the leather is split or shaved while dry.
Re-tanning, colouring and fat-liquoring. After tanning, most leathers except sole leathers undergo colouring (dyeing). Generally, colouring is performed in a batch mode; and re-tanning, colouring and fat liquoring operations are all performed in sequence in the same drum with intermediate steps of washing and drying. Three major types of dyes are used: acid, basic and direct. Blends of dyes are used in order to obtain the exact shade desired, so the composition is not always known except by the supplier. The purpose of fat-liquoring is to lubricate leather to give it strength and flexibility. Oils, natural fats, their transformation products, mineral oils and several synthetic fats are used.
Finishing. After drying, vegetable tanned leather is subjected to mechanical operations (setting and rolling) and given a final polish. The finishing process for chrome leather includes a series of mechanical operations and, normally, the application of a covering layer to the leather surface. Staking is a mechanical beating operation used to make the leather soft. To improve the final appearance, the grain side of the leather is buffed using a sanding drum. This process generates a tremendous amount of dust.
A final surface finish is applied, which may contain solvents, plasticizers, binders and pigments. These solutions are applied by pads, flow coating or spraying. Some tanneries employ hand labour to apply the finish using pads, but this is usually carried out by machines. In flow coating, the solution is pumped into a reservoir above the conveyor carrying the leather and flows down onto it. In most cases, painted or sprayed leathers are not dried in ovens, but on trays on shelves. This practice provides a wide evaporating surface and contributes to air pollution.
Hazards and Their Prevention
Infectious hazards. In the early stages of the beamhouse operations, there may be some risk of infection due to zoonoses from the raw hides. Anthrax was a recognized hazard among workers engaged in handling hides and skins, particularly dry and dry-salted hides. This hazard has been virtually eliminated in tanneries due to disinfection of hides prior to shipment to the facilities. Colonies of fungi may develop on leathers and on the surface of the liquors.
Injuries. Slippery, wet and greasy floors form a serious hazard in all parts of a tannery. All floors should be of impervious material, have an even surface and be well drained. Good maintenance and housekeeping are essential. Mechanized transfer of hides and skins from one operation to another and proper drainage of liquors from vats and drums will help to reduce spillage and manual-handling ergonomic problems. Open pits and vats should be fenced to prevent injuries due to drowning and scalds.
There are many hazards connected with the operating parts of the machines—for example, injuries caused by revolving drums, in-running rollers and knives. Efficient guarding should be provided. All transmission machinery, belts, pulleys and gear wheels should be guarded.
Several operations involve manual lifting of the hides and leather, which represents an ergonomic hazard. Noise associated with the machinery is another potential hazard.
Dust. Dust is produced in a variety of tanning operations. Chemical dust can be produced during the loading of hide-processing drums. Leather dust is produced during mechanical operations. Buffing is the major source of dust. The dust in tanneries may be impregnated with chemicals, as well as fragments of hair, mould and excrement. Effective ventilation is needed for dust removal.
Chemical hazards. The large variety of acids, alkalis, tannins, solvents, disinfectants and other chemicals can be respiratory and skin irritants. Dusts of vegetable tanning materials, lime and leather and chemical mists and vapours arising in the various processes may be responsible for causing chronic bronchitis. Several chemicals may cause contact dermatitis. Chrome ulceration may occur in chrome tanning, especially on the hands. Exposures in the beamhouse operations are mainly to sulphur compounds such as sulphides and sulphates. Since these are alkaline substances, there is a potential to generate hydrogen sulphide gas if these substances contact acids.
Potential cancer-causing agents used in leather tanning and finishing include hexavalent chromium salts (in the past), aniline and azo dyes, vegetable tannins, organic solvents, formaldehyde and chlorophenols. The International Agency for Research on Cancer (IARC) evaluated the leather tanning industry in the early 1980s and concluded that there was no evidence to suggest an association between leather tanning and nasal cancer (IARC 1981). Case reports and epidemiological studies since the IARC evaluation have indicated increased risk for cancers among leather tanning and finishing workers—including lung cancer, sinonasal cancer and pancreatic cancer associated with leather dust and tanning (Mikoczy et al. 1996) and bladder cancer and testicular cancer associated with dyes or solvents in the finishing process (Stern et al. 1987). None of these associations is clearly established at this time.
Fur Industry
Adapted from the article by the author that appeared in the 3rd edition of this Encyclopaedia. Acknowledgements to Gary Meisel and to Tom Cunningham of the United Food and Commercial Workers Union for reviewing and adapting this article
Rudimentary means of preserving furs have been used since very early times and are still practised in many parts of the world. Typically, after the pelt is scraped and cleaned by washing, the skin is impregnated with animal oil, which serves to preserve it and make it more pliable. The pelt may be beaten or chewed after the oil treatment in order to effect better impregnation by the oil.
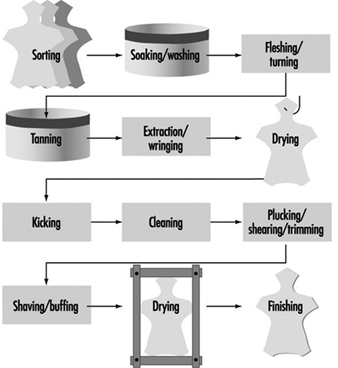
In the modern fur industry, pelts are obtained from fur farmers, trappers or hunters. At this stage they have been stripped from the carcass, flesh and fatty deposits have been removed by scraping and the pelts have been stretched and air dried. The fur industry grades the pelts according to factors such as the general condition of the pelt, fur length, curl and patterning. The pelts go through a series of treatment steps, called fur dressing, to preserve them (see figure 1). The furs may also be dyed. Fur dressing and dyeing are done in batches, with the pelts usually being transferred from one step to another using hand carts.
Figure 1. Flow chart of fur dressing
Fur Dressing
First, the pelts are sorted, stamped with an identifying mark, and cut open using knives and snippers. They are then soaked in salt water in tubs or barrels for several hours to re-soften them (see figure 2). Rotating paddles are often used to help this soaking. Sometimes formic acid, lactic acid or sulphuric acid is used in the soaking step. The excess water is then removed in revolving drums.
Figure 2. Soaking department in a fur-processing works

Office du film du Quebec
Next, the underside of the pelt is drawn across razor-sharp round-knife fleshing machines by workers known as fleshers (figure 3). Hand turning (turning the pelt inside out) and trimming with knives is also done. This operation removes the loose connective tissue from the underside of the skin. The object is to remove, as far as possible, any tissue which is not involved in the attachment of the fur, thus producing the maximum degree of lightness and flexibility of the pelt.
Figure 3. Machine fleshing of lamb skins

Office du film du Quebec
The pelts are now ready for tanning and are soaked in alum solution in pits or tubs. As with soaking, paddles are used. The alum solution is usually acidified somewhat with hydrochloric or sulphuric acid. The alum treatment may be carried out in either an aqueous or an oil solution. Excess liquid is extracted and the pelts are dried in special drying rooms to set the skin collagen.
The tanned pelts are then treated with an oil solution in a kicking machine or similar type of machine to force the oil into the skin. They are then cleaned in rotating drums containing sawdust, which absorbs moisture and excess oil.
Pelts contain guard hairs as well as the softer fur fibres. The guard hairs are stiffer and longer than the fur fibres and, depending on the type of fur and the final product desired, these hairs may be either partially or totally removed by machine or by hand plucking. Some pelts also require shearing or trimming with knives (see figure 4).
Figure 4. Shearing operation on Canadian beaver pelts

Office du film du Quebec
Other steps can include shaving or “paring out” with round-knife fleshers, buffing with buffing machines, drying and finishing. The latter can include degreasing, stretching, cleaning, buffing, brushing and lusterizing with lacquers and resins.
Dyeing
Although dyeing of furs was at one time not looked upon favourably, it is now an accepted part of fur preparation and is practised extensively. This can be done at the same time as tanning or in a subsequent step. The usual procedure involves treatment of the pelts with a weak alkaline solution (e.g., sodium carbonate) to remove dirt and oil residues. The pelts are then soaked in a mordant solution (e.g., ferric sulphate), after which they are steeped in dye solution until the desired colour is obtained. They are then repeatedly rinsed and drum-dried with the aid of sawdust.
Many other chemicals may be used in dyeing, including ammonia, ammonium chloride, formaldehyde, hydrogen peroxide, lead acetate or nitrate, oxalic acid, sodium perborate,
p-phenylenediamine dyes, benzidine dyes and so forth.
Fur Garment Manufacture
Before being made into garments, pelts may be cut and “let out”. This involves making a series of closely spaced diagonal or V-shaped slits in the skin, after which the pelt is pulled in order either to lengthen or to broaden it as needed. The pelt is then re-sewn (see figure 5). This type of operation requires great skill and experience. The pelts are next thoroughly moistened and then laid out and tacked on a board according to a chalked-on pattern, left to dry and sewn together. Finally, lining and other finishing steps complete the garment.
Figure 5. Operators engaged in the machine sewing of skins

Office du film du Quebec
Hazards and Their Prevention
Accidents
Some of the machines used in fur processing present serious hazards unless sufficient guarding is maintained: in particular, all drums should be protected with an interlocking gate and the centrifuges used for extraction of moisture should be fitted with interlocking lids; fur clipping and fur cutting machines should be totally enclosed except for the feed and discharge openings.
Vats should be covered or effectively railed to prevent accidental immersion. Falls on wet and slippery floors can be largely prevented by maintenance of sound, impervious surfaces, well-drained and frequently cleaned. Dyeing vats should be surrounded by drainage channels. Accidents caused by hand tools can be reduced if the handles are well designed and the tools well maintained. In the fur manufacturing sector, sewing machines require similar protection to those used in the garment trade (e.g., guarding of driving mechanisms and of needles).
Health Hazards
The use by the fur industry of such a large proportion of pelts from animals bred in captivity has considerably reduced the likelihood of transmission of animal diseases to fur workers. Nevertheless, anthrax may occur in workers handling carcasses, skins, hides or hairs from infected animals; a vaccine may be administered to all likely to have contact. All concerned should be aware of the risk and trained to report any suspicious symptoms immediately.
Various chemicals used in the fur industry are potential skin irritants. These include alkalis, acids, alum, chromates, bleaching agents, oils, salt and the compounds involved in the dyeing process, which comprise various types of dyes as well as mordants.
Unpacking of bales which have been treated with dusting powder in their countries of origin, drumming, plucking, unhairing and shearing can all produce irritant dust. In dye houses and dye kitchens, where salts of lead, copper and chromium (and possibly carcinogenic dyes) are weighed and cooked, there is also a risk of ingestion of toxic dusts. Injurious vapours may arise from degreasing solvents and fumigating chemicals. There is also the possibility of development of contact sensitization (allergy) to some of these chemicals or to the dust from one or more of the types of fur being handled.
The main protection against the hazards of dust and vapours is the provision of local exhaust ventilation; good general ventilation is also necessary throughout the process. Good housekeeping is important to remove dust. Personal respiratory protective equipment may be necessary for short-term jobs or in addition to local exhaust at particularly dusty operations. Particular attention should be paid to potential confined space hazards in pits and vats used for soaking/washing, tanning and dyeing.
Protective clothing appropriate to the process is necessary at most stages of fur processing. Rubber hand protection, foot and leg protection and aprons are required for wet processes (e.g., at the dye and mordant vats) and as a protection against acids, alkalis and corrosive chemicals. Good sanitary and washing facilities, including showers, should be provided. Bleaches and strong alkali soaps should not be used for hand cleansing.
Ergonomic problems can result from manual lifting and moving of materials, especially pushing hand carts, and manual loading and unloading of pelts (particularly when wet). Automation of these processes can help solve these problems. Repetitive motions in fur garment manufacture are also a source of ergonomic problems.
Heat stress diseases can occur while working in the drying room. Preventive measures include adequate exhaust of hot air and supply of cool air, limiting exposure time, readily accessible drinking water and training in the recognition of heat stress symptoms and in first aid measures.
Noise can be a problem with many of the machines used, especially in drums and combing, shearing and lusterizing machines.
Pre-placement medical examination can assist in the prevention of dermatitis by proper placement of employees with a history of sensitivity. Medical supervision is desirable; well maintained first-aid provisions in the charge of trained personnel are essential. Strict attention to hygiene, ventilation and temperature are necessary in the many small workrooms in which much of the making of fur garments is done.
Footwear Industry
Adapted by P. Portich from the article in the 3rd edition of this Encyclopaedia by F.L. Conradi.
The term footwear covers a vast range of products made from many different materials. Boots, shoes, sandals, slippers, clogs and so forth are made wholly or partly of leather, rubber, synthetic and plastics materials, canvas, rope and wood. This article deals with the footwear industry as generally understood (i.e., based on traditional manufacturing methods). The manufacture of rubber boots (or their synthetic equivalents) is essentially a section of the rubber industry, which is covered in the chapter Rubber industry.
Shoes, boots and sandals made from leather, felts and other materials have been made by hand over the centuries. Fine shoes are still made wholly or partly by hand, but in all the industrialized countries there are now large mass-production plants. Even so, some work may still be given out to be done as home work. Child labour continues as one of the more serious problems in the footwear industry, although several countries have taken action against child labour with the help of various international programmes in this area.
Boot and shoe plants usually locate close to leather-producing areas (i.e., near cattle-raising country); some slipper and light-shoe making developed where there was a plentiful supply of felts from the textile trade, and in most countries the industry tends to be localized in its original centres. Leathers of different type and quality, and some reptile skins, formed the original materials, with a tougher quality skin for the soles. In recent years leather has been increasingly displaced by other materials, in particular rubber and plastics. Linings may be made of wool or polyamide (nylon) fabric or sheepskin; laces are made of horsehair or synthetic fibres; paper, cardboard and thermoplastics are used for stiffening. Natural and coloured wax, aniline dyes and colouring agents are used in finishing.
Economic and other factors have transformed the footwear industry in recent years. Tennis shoe manufacturing is one of the major growth sectors of the industry and has moved from production in predominantly one country to worldwide production, especially in developing countries in Asia and South America, in order to increase production and reduce costs. This migration of production to developing countries has also occurred in other sectors of the footwear industry.
Processes
There may be over a hundred operations in the making of a shoe, and only a brief summary is possible here. Mechanization has been applied at all stages, but the pattern of the hand process has been closely followed. Introduction of new materials has modified the process without changing its broad outline.
In the making of the uppers (tops of shoes), the leather or other material is sorted and prepared, and the uppers are then cut out on stitching (or dinting) presses by shaped, loose-knife tools. The parts, including the linings, are then “closed” (i.e., sewn or stuck together). Perforating, eyeletting and button-holing may also be carried out.
For making the bottom stock, soles, insoles, heels and welts, pieces are cut out in revolving presses using loose-knife cutters, or in sole-moulding presses; heels are made by compression of leather or wood strips. The stock is trimmed, shaped, scoured and stamped.
The uppers and bottom stock are assembled and then stitched, glued, nailed or screwed together. These operations are followed by shaping and levelling between rollers. The final finishing of the shoe includes waxing, colouring, spraying, polishing and packaging.
Among the raw materials used in the manufacturing process, the most important from the point of view of occupational hazards are the adhesives. These include natural solid and liquid adhesives and adhesive solutions based on organic solvents.
Hazards and Their Prevention
The intensive use of flammable liquids constitutes a considerable fire hazard, and the widespread use of presses and assembling machines has introduced an increased risk of mechanical accidents into this industry. The main health hazards are toxic solvents, high atmospheric dust concentrations, ergonomic risks and noise from the machines.
Fire
The solvents and sprays used in adhesives and finishing materials may be highly flammable. Precautions include:
- using the lowest flash point solvents possible
- using good general ventilation and local exhaust ventilation in spray booths and drying racks to reduce the concentration of flammable vapours
- removing combustible residues from cabinets and workbenches and provide closed containers for solvent-containing and oily wastes
- maintaining unobstructed exits and gangways
- minimizing the amount of stored flammable liquids; keep them in approved containers, cabinets and storage rooms
- ensuring that all electrical equipment and wiring near flammable solvents meets appropriate electrical codes
- grounding adequately polishing machines and other sources of static electricity.
Accidents
Many of the operating parts of the machines present serious hazards, in particular presses, stampers, rollers and knives. The loose-knife cutters at stitching and revolving presses can cause serious injury. The appropriate precautions minimally include two-hand controls (a photo-electric cell device for automatically cutting power may be preferable), the reduction of stroke rate to a safe level in relation to the size of the cutter, and the use of well-designed, stable cutters of adequate height, with flanges fitted perhaps with handles. Sole-moulding and heel presses should be guarded to prevent hand access. Stamping machines can cause burns as well as crushing injuries unless hand access is prevented by guarding. Nips of rollers and knives of milling and shaping machines should be fitted with suitable machinery guarding. The shading and polishing wheels of finishing machines and the spindles on which they are mounted should also be guarded. There should be an effective lockout/tagout programme for repair and maintenance work.
Health hazards
Organic solvents can cause acute and chronic effects on the central nervous system. Benzene, which was formerly used in adhesives and solvents, has been replaced by toluene, xylene, hexane, methyl ethyl ketone (MEK) and methyl butyl ketone (MBK). Both n-hexane and MBK can cause peripheral neuropathy and should be replaced by heptane or other solvents.
Outbreaks of a disease known popularly as “shoemakers’ paralysis” have appeared in a number of factories, presenting a clinical picture of a more or less severe form of paralysis. This paralysis is of the flaccid type, it is localized in the limbs (pelvic or thoracic) and gives rise to osteo-tendinous atrophy with areflexia and no alteration in superficial or deep sensitivity. Clinically, it is a syndrome resulting from functional inhibition or injury of the lower motor neurons of the voluntary motor system (pyramidal tract). The common outcome is neurological regression with extensive proximo-distal functional recuperation.
Good general ventilation and exhaust ventilation at the point of origin of the vapours should be provided to maintain concentrations well below maximum permissible levels. If these levels are observed, the fire risk will also be diminished. Minimizing the amount of solvent used, enclosure of solvent-using equipment and closing solvent containers are also important precautions.
Finishing machines produce dust, which should be removed from the atmosphere by exhaust ventilation. Some of the polishes, stains, colours and polychloroprene glues may carry a dermatitis risk. Good washing and sanitary facilities should be maintained and personal hygiene encouraged.
The increased intensive use of machines and equipment creates a significant noise hazard, necessitating source control of the noise or other preventive measures to prevent hearing loss. There should also be a hearing conservation programme.
Prolonged work on nailing machines which produce high levels of vibration may produce “dead hand” (Raynaud’s phenomenon). It is advisable to restrict the time spent at these machines.
Low-back pain and repetitive strain injuries are two musculoskeletal diseases that are major problems in the footwear industry. Ergonomic solutions are essential for prevention of these problems. Pre-placement and periodic medical examinations linked to workplace hazards are an effective factor for protection of employees’ health.
Environmental and Public Health Hazards
Earth Summit 1992, held in Rio de Janeiro, dealt with environmental concerns, and its proposals for future action, known as Agenda 21, could transform the footwear industry with its emphasis on recycling. In general, however, most waste materials are disposed of in landfills. Without proper precautions, this can result in contamination of the ground and groundwater.
Although home work has social advantages in decreasing unemployment and in the formation of cooperatives, the problems of ensuring proper precautions and working conditions in the home are enormous. In addition, other family members can be at risk if they are not already involved in the work. As discussed previously, child labour remains a serious problem.
Health Effects and Disease Patterns
Leather Tanning
The major International Standard Industrial Classification (ISIC) group for the leather and fur processing is 323. In the United States, the Standard Industrial Classification (SIC) group for leather and leather manufacturing products industry is SIC 311 (OMB 1987). This group includes establishments engaged in tanning, currying and finishing hides and skins, as well as establishments manufacturing finished leather and artificial leather products and some similar products made of other materials. Leather converter, belting and chamois leather are also included in SIC 311. In addition, parts of SIC 23 (i.e., SIC 2371 and 2386) include establishments involved in the manufacturing of coats, garments, accessories and trimmings made of fur and establishments involved in sheep-lined clothing.
There are many varieties of leather with different characteristics depending upon the animal species and the specific part of the body of the animal from which the hide is obtained. Hides are made from cattle or horse skins; fancy leather from the skin of the calf, pig, goat, sheep and so on; and reptile leather from crocodile, lizard, chameleon and so on.
Employment in the leather and leather manufacturing products industry has been associated with various diseases caused by biological, toxicological and carcinogenic agents. The specific disease associated with exposure in the leather industry depends upon the extent to which the worker is exposed to the agent(s), which is dependent upon the occupation and work area within the industry.
For the tanning process, the epidermis of the hide is first removed and only the dermis transformed into leather. During this process, infection is a constant hazard, since the hide serves as a medium for numerous micro-organisms. Colonies of fungi may develop, specifically Aspergillus niger and Penicillus glaucum (Martignone 1964). To avoid the development of fungi, chlorinated phenols, specifically pentachlorophenol, have been widely used; unfortunately, such chemicals have been found to be toxic to the worker. Yeasts of three genera (Rhodotorula, Cladosporium and Torulopsis) have also been found (Kallenberger 1978). Tetanus, anthrax, leptospirosis, epizootic aphtha, Q fever and brucellosis are examples of diseases that workers could contract during the tanning process due to infected hides (Valsecchi and Fiorio 1978).
Skin disorders such as eczema and contact (allergic) dermatitis have also been diagnosed among leather tanners exposed to preservatives applied to the hides (Abrams and Warr 1951). The leather tanning and finishing process has been shown to have the highest incidence of dermatoses of any working group in the United States (Stevens 1979). Irritations of the mucous membranes of the throat and nose and perforations of the nasal septum may also occur after inhaling chromic acid fumes liberated during the chrome-tanning process.
Tannery workers have the potential for exposure to numerous known or suspected occupational carcinogens, including hexavalent chromium salts, benzidine-based azo dyes, organic solvents (e.g., benzene and formaldehyde), pentachlorophenol, N-nitroso compounds, arsenic, dimethylformamide and airborne leather dusts. These exposures may result in the development of various site-specific cancers. An excess of lung cancer has been observed in studies carried out in Italy (Seniori, Merler and Saracci 1990; Bonassi et al. 1990) and in a case-control study carried out in the United States (Garabrant and Wegman 1984), but this result is not always supported by other studies (Mikoczy, Schutz and Hagmar 1994; Stern et al. 1987; Pippard and Acheson 1985). Chromium and arsenicals were mentioned as possible contributors to the lung cancer excess. A significantly increased risk of soft tissue sarcoma has been observed in at least two separate tannery studies, one in Italy and one in the United Kingdom; the investigators of both studies suggest that the chlorophenols used at the tanneries may have produced these malignancies (Seniori et al. 1989; Mikoczy, Schutz and Hagmar 1994).
A threefold statistically significant excess in pancreatic cancer mortality was noted in a Swedish case control study (Erdling et al. 1986); a 50% increase in pancreatic cancer was also noted in another study examining three Swedish tanneries (Mikoczy, Schutz and Hagmar 1994) and in a study of an Italian tannery (Seniori et al. 1989). Despite the excess risk of pancreatic cancer, no specific environmental agent was identified, and dietary factors were considered a possibility. An excess risk of testicular cancer was observed among leather tanners from the finishing department of one tannery; all three workers with testicular cancer had worked during the same time period and were exposed to dimethylformamide (Levin et al. 1987; Calvert et al. 1990). An excess risk of sinonasal cancer among leather tannery workers was observed in a case-control study in Italy; chromium, leather dust and tannins were indicated as possible aetiological agents (Comba et al. 1992; Battista et al. 1995). However, IARC research in the early 1980s found no evidence of an association between leather tanning and nasal cancer (IARC 1981). The results of a study of the Chinese leather tanning industry showed a statistically significant excess morbidity from bladder cancer among those tanners ever exposed to benzidine-based dyes, which increased with duration of exposure (Chen 1990).
Accidents are also a leading cause of disability in leather tannery workers. Slips and falls on wet and greasy floors are common, as are knife cuts from the trimming of hides. In addition, the machines used to process the hides are capable of crushing and inflicting bruises, abrasions and amputations. For example, United States Bureau of Labor Statistics (BLS) data for 1994 have shown an incidence rate in SIC 311 for injuries and illnesses combined of 19.1 per 100 full-time workers and an incidence rate for injuries alone of 16.4. These results are over 50% higher than the all-manufacturing incidence for illnesses and injuries combined, 12.2 per 100 full-time workers, and the incidence of 10.4 for injuries alone (BLS 1995).
Footwear
The handling and processing of leather in the manufacturing of shoes and boots may entail exposures to some of the same chemicals used in the tanning and finishing processes as cited above, giving rise to similar diseases. Furthermore, different chemicals used may also produce other diseases. Exposures to the toxic solvents used in adhesives and cleaners and to airborne leather dusts are of particular concern. One solvent of specific concern is benzene, which can produce thrombocytopenia; depression of the red blood cell, platelet and white cell counts; and pancytopenia. Benzene has largely been eliminated from the footwear industry. Peripheral neuropathy has also been found among workers in shoemaking factories due to n-hexane in the adhesives. This, too, has largely been substituted for by less toxic solvents. Electroencephalographic changes, liver damage and behavioural alterations have also been reported in connection with exposure to solvents in shoeworkers.
Benzene has been judged to be a human carcinogen (IARC 1982), and various investigators have observed excess leukaemias among workers exposed to benzene in the shoe industry. One study included the largest shoe manufacturing facility in Florence, Italy, consisting of over 2,000 employees. The study results revealed a fourfold excess risk of leukaemia, and benzene was cited as the most likely exposure (Paci et al. 1989). A follow-up to this study showed an over fivefold risk for those shoe workers employed in jobs where benzene exposure was substantial (Fu et al. 1996). A study in the United Kingdom examining mortality among males employed in shoe manufacturing found an elevated risk for leukaemia among workers handling glues and solvents which contained benzene (Pippard and Acheson 1985). Various studies of shoe industry workers in Istanbul, Turkey, have reported an excess risk of leukaemia from exposure to benzene. When benzene was later replaced by petrol, the absolute number of cases and risk of leukaemia dropped considerably (Aksoy, Erdem and DinCol 1974; 1976; Aksoy and Erdem 1978).
Various types of nasal cancer (adenocarcinoma, squamous-cell carcinoma and transitional-cell carcinoma) have been associated with employment in shoe manufacture and repair. Relative risks in excess of tenfold have been reported from studies in Italy and the United Kingdom (Fu et al. 1996; Comba et al. 1992; Merler et al. 1986; Pippard and Acheson 1985; Acheson 1972, 1976; Cecchi et al. 1980) but not in the United States (DeCoufle and Walrath 1987; Walker et al. 1993). The elevated nasal cancer risks were almost entirely accounted for by employees “heavily” exposed to leather dust in the preparation and finishing rooms. The mechanism by which exposure to leather dust may increase the risk of nasal cancer is not known.
Excesses of digestive and urinary tract cancers, such as bladder (Malker et al. 1984; Morrison et al. 1985), kidney (Walker et al. 1993; Malker et al. 1984), stomach (Walrath, DeCoufle and Thomas 1987) and rectal (DeCoufle and Walrath 1983; Walrath, DeCoufle and Thomas 1987) cancers, have been found in other studies of shoe workers but have not been consistently reported and have not been linked with particular exposures in the industry.
Ergonomic hazards causing work-related musculoskeletal disorders (WRMDs) are major problems in the shoe manufacturing industry. These hazards are due to the specialized equipment used and hands-on work requiring repetitive movements, forceful exertions and awkward body postures. BLS data show men’s footwear to be one of the “industries with the highest rates of nonfatal illness disorders associated with repeated trauma” (BLS 1995). The incidence rate for the total footwear industry for illnesses and injuries combined was found to be 11.9 per 100 workers, with 8.6 being the incidence rate for injuries alone. These rates are slightly less than the incidence rates for all manufacturing. WRMDs in the shoe manufacturing industry include conditions such as tendinitis, synovitis, tenosynovitis, bursitis, ganglionic cysts, strains, carpal tunnel syndrome, low-back pain and cervical spine injuries.
Fur Workers
Fur processing involves the activities of three categories of workers. Fur dressers flesh and tan skins; fur dyers then colour or tint the skins with natural or synthetic dyes; and finally fur service workers grade, match and bale dressed furs. Dressers and dyers are exposed to potential carcinogens including tannins, oxidative dyes, chromium and formaldehyde, whereas fur service workers are potentially exposed to residual tanning materials while handling previous dressed furs. Very few epidemiological studies have been conducted on fur workers. The only comprehensive study among these workers revealed statistically elevated risks of colo-rectal and liver cancer among the dyers, lung cancer among the dressers and cardiovascular diseases among the service workers as compared to overall rates in the United States (Sweeney, Walrath and Waxweiler 1985).
Environmental Protection and Public Health Issues
The treatment and processing of animal skins and hides can be a source of considerable environmental impact. Discharged wastewater contains pollutants from the hides, products from their decomposition and chemicals and various spent solutions used for hide preparation and during the tanning process. Solid wastes and some atmospheric emissions also may arise.
The major public concern over tanneries has traditionally been about odours and water pollution from untreated discharges. Other issues have arisen more recently from the increasing use of synthetic chemicals such as pesticides, solvents, dyes, finishing agents and new processing chemicals which introduce problems of toxicity and persistence.
Simple measures intended to control pollution can themselves create secondary cross-media environmental impacts such as groundwater pollution, soil contamination, sludge dumping and chemical poisoning.
Tanning technology that is now available, based on a lower chemical and water consumption, has less impact on the environment than traditional processes. However, many obstacles remain to its widespread application.
Figure 1 presents the different wastes and environmental impacts associated with the various processes used in the tanning industry.
Figure 1. Environmental impacts & tannery operations
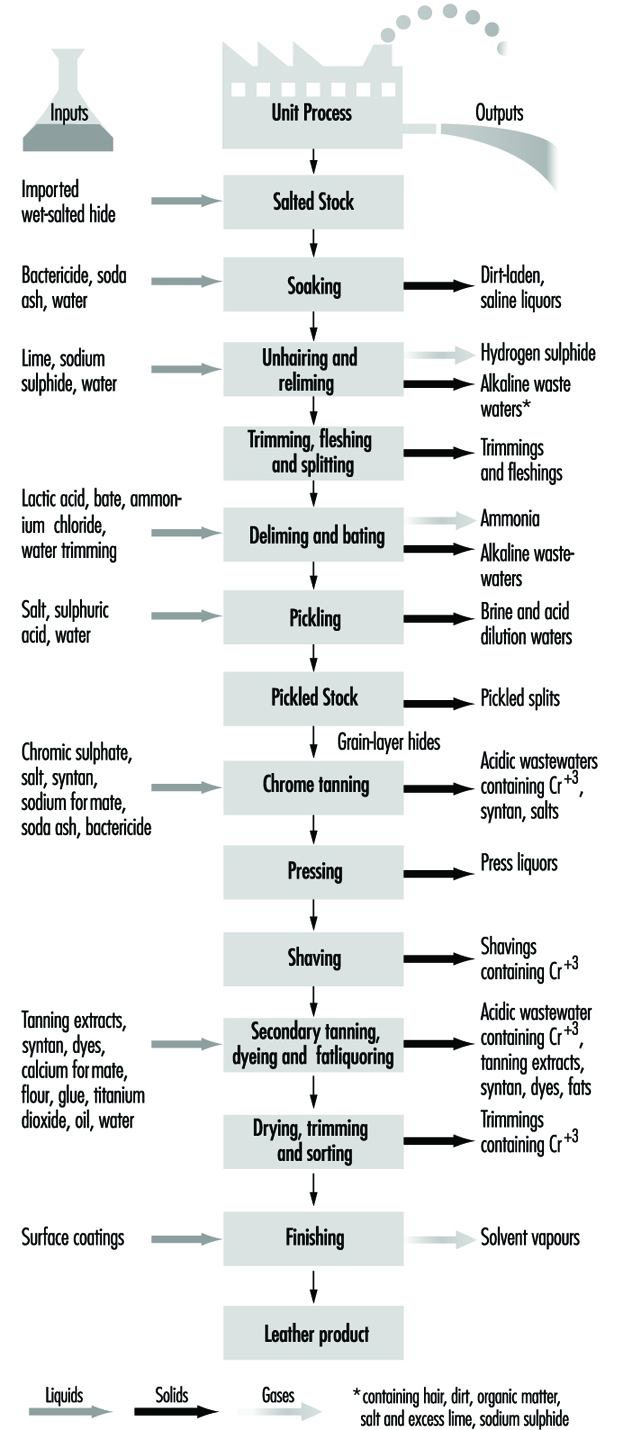
Pollution Control
Water pollution control
Untreated tannery wastes in surface waters can bring about a rapid deterioration of their physical, chemical and biological properties. Simple end-of-pipe effluent treatment processes can remove over 50% of suspended solids and biochemical oxygen demand (BOD) of effluent. More sophisticated measures are capable of higher levels of treatment.
As tannery effluents contain several chemical constituents that need to be treated, a sequence of treatment processes in turn must be used. Flow segregation is useful to allow separate treatment of concentrated waste streams.
Table 1 summarizes technological choices available for treatment of tannery effluents.
Table 1. Technological choices for treatment of tannery effluents
|
Pre-treatment settling |
Mechanical screening to remove coarse material Flow equalization (balancing) |
|
Primary treatment |
Sulphide removal from beamhouse effluents Chromium removal from tanning effluents Physical-chemical treatment for BOD removal and neutralization |
|
Secondary treatment |
Biological treatment Activated sludge (oxidation ditch) Activated sludge (conventional) Lagooning (aerated, facultative or anaerobic) |
|
Tertiary treatment |
Nitrification and denitrification |
|
Sedimentation and sludge handling |
Different shapes and dimensions of tanks and basins |
Air pollution control
Air emissions fall into three broad groups: odours, solvent vapours from finishing operations and gas emissions from the incineration of wastes.
Biological decomposition of organic matter as well as sulphide and ammonia emissions from wastewaters are responsible for the characteristic objectionable odours arising from tanneries. The siting of installations has been an issue because of the odours that have historically been associated with tanneries. Reduction of these odours is more a question of operational maintenance than of technology.
Solvent and other vapours from the finishing operations vary with the type of chemicals used and the technical methods employed to reduce their generation and release. Up to 30% of the solvent used may be wasted through emissions, while modern processes are available to reduce this to around 3% in many cases.
The practice by many tanneries of incinerating solid wastes and offcuts raises the importance of adopting good incinerator design and following careful operating practices.
Waste management
Treatment of sludge constitutes the largest disposal problem, apart from effluent. Sludges of organic composition, if free from chrome or sulphides, have value as a soil conditioner as well as a small fertilizer effect from nitrogenous compounds contained therein. These benefits are best realized by ploughing immediately after application. Agricultural use of chrome-containing soils has been a matter of controversy in various jurisdictions, where guidelines have determined acceptable applications.
Various markets exist for the conversion of trimmings and fleshings into by-products used for a variety of purposes, including the production of gelatin, glue, leatherboard, tallow grease and proteins for animal feed. Process effluents, subject to suitable treatment and quality control, are sometimes used for irrigation where water is in short supply and/or effluent disposal is severely restricted.
To avoid problems of leachate generation and odour, only solids and dewatered sludges should be disposed of at landfill sites. Care must be taken to ensure that tannery wastes do not react with other industrial residues, such as acidic wastes, which can react to create toxic hydrogen sulphide gas. Incineration under uncontrolled conditions may lead to unacceptable emissions and is not recommended.
Pollution Prevention
Improving production technologies to increase environmental performance can achieve a number of objectives, such as:
- increasing the efficiency of chemical utilization
- reducing water or energy consumption
- recovering or recycling rejected materials.
Water consumption can vary considerably, ranging from less than 25 l/kg of raw hide to greater than 80 l/kg. Water use efficiency can be improved through the application of techniques such as increased volume control of processing waters, “batch” versus “running water” washes, low float modification of existing equipment; low float techniques using updated equipment, re-use of wastewater in less critical processes and recycling of individual process liquors.
Traditional soaking and unhairing account for over 50% of the BOD and chemical oxygen demand (COD) loads in typical tanning effluents. Various methods can be employed to substitute for sulphide, to recycle lime/sulphide liquors and to incorporate hair-saving techniques.
Reduction in chromium pollution can be achieved through measures to increase the levels of chrome that are fixed in the tanning bath and reduce the amounts that are “bled out” in subsequent processes. Other methods to reduce release of chromium are through direct recycling of used chrome liquors (which also reduces salinity of waste effluent) and the treatment of collected chrome-bearing liquors with alkali to precipitate the chromium as hydroxide, which can then be recycled. An illustration of a communal chrome recovery operation is shown in figure 2.
Figure 2. Flow chart for a communal plant for chrome recovery
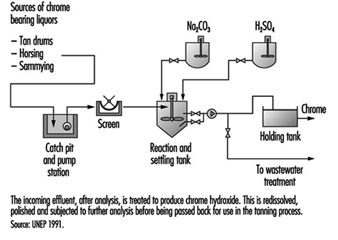
Where vegetable tanning is employed, preconditioning of hides can enhance the penetration and fixation of hides and contribute to decreased tannin concentrations in effluents. Other tanning agents such as titanium have been used as substitutes for chromium to produce salts of generally lower toxicity and to generate sludges that are inert and safer to handle.
The Textile Industry: History and Health and Safety
The Textile Industry
The term textile industry (from the Latin texere, to weave) was originally applied to the weaving of fabrics from fibres, but now it includes a broad range of other processes such as knitting, tufting, felting and so on. It has also been extended to include the making of yarn from natural or synthetic fibres as well as the finishing and dyeing of fabrics.
Yarn making
In prehistoric eras, animal hair, plants and seeds were used to make fibres. Silk was introduced in China around 2600 BC, and in the middle of the 18th century AD, the first synthetic fibres were created. While synthetic fibres made from cellulose or petrochemicals, either alone or in varied combinations with other synthetic and/or natural fibres, have seen increasingly widening use, they have not been able to totally eclipse fabrics made of natural fibres such as wool, cotton, flax and silk.
Silk is the only natural fibre formed in filaments which can be twisted together to make yarn. The other natural fibres must first be straightened, made parallel by combing and then drawn into a continuous yarn by spinning. The spindle is the earliest spinning tool; it was first mechanized in Europe around 1400 AD by the invention of the spinning wheel. The late 17th century saw the invention of the spinning jenny, which could operate a number of spindles simultaneously. Then, thanks to Richard Arkwright’s invention of the spinning frame in 1769 and Samuel Crompton’s introduction of the mule, which allowed one worker to operate 1,000 spindles at one time, yarn-making moved from being a cottage industry into the mills.
Making of fabric
The making of fabric had a similar history. Ever since its origins in antiquity, the hand loom has been the basic weaving machine. Mechanical improvements began in ancient times with the development of the heddle, to which alternate warp threads are tied; in the 13th century AD, the foot treadle, which could operate several sets of heddles, was introduced. With the addition of the frame-mounted batten, which beats the weft or filling yarns into place, the “mechanized” loom became the predominant weaving instrument in Europe and, except for traditional cultures where the original hand looms persisted, around the world.
John Kay’s invention of the flying shuttle in 1733, which allowed the weaver to send the shuttle across the width of the loom automatically, was the first step in mechanization of weaving. Edmund Cartwright developed the steam-powered loom and in 1788, with James Watt, built the first steam-driven textile mill in England. This freed the mills from their dependence on water-driven machinery and allowed them to be constructed anywhere. Another significant development was the punch-card system, developed in France in 1801 by Joseph Marie Jacquard; this allowed automated weaving of patterns. The earlier power looms made of wood were gradually replaced by looms made of steel and other metals. Since then, technological changes have focused on making them larger, faster and more highly automated.
Dyeing and printing
Natural dyes were originally used to impart colour to yarns and fabrics, but with the 19th-century discovery of coal-tar dyes and the 20th-century development of synthetic fibres, dyeing processes have become more complicated. Block printing was originally used to colour fabrics (silk-screen printing of fabrics was developed in the mid-1800s), but it soon was replaced by roller printing. Engraved copper rollers were first used in England in 1785, followed by rapid improvements that allowed roller printing in six colours all in perfect register. Modern roller printing can produce over 180 m of fabric printed in 16 or more colours in 1 minute.
Finishing
Early on, fabrics were finished by brushing or shearing the nap of the fabric, filling or sizing the cloth, or passing it through calender rolls to produce a glazed effect. Today, fabrics are pre-shrunk, mercerized (cotton yarns and fabrics are treated with caustic solutions to improve their strength and lustre) and treated by a variety of finishing processes that, for example, increase crease resistance, crease holding and resistance to water, flame and mildew.
Special treatments produce high-performance fibres, so called because of their extraordinary strength and extremely high temperature resistance. Thus, Aramid, a fibre similar to nylon, is stronger than steel, and Kevlar, a fibre made from Aramid, is used to make bullet-proof fabrics and clothing that is resistant both to heat and chemicals. Other synthetic fibres combined with carbon, boron, silicon, aluminium and other materials are used to produce the lightweight, superstrong structural materials used in airplanes, spacecraft, chemical resistant filters and membranes, and protective sports gear.
From hand craft to industry
Textile manufacture was originally a hand craft practised by cottage spinners and weavers and small groups of skilled artisans. With the technological developments, large and economically important textile enterprises emerged, primarily in the United Kingdom and the Western European countries. Early settlers in North America brought cloth mills to New England (Samuel Slater, who had been a mill supervisor in England, constructed from memory a spinning frame in Providence, Rhode Island, in 1790), and the invention of Eli Whitney’s cotton gin, which could clean harvested cotton with great speed, created a new demand for cotton fabrics.
This was accelerated by the commercialization of the sewing machine. In the early 18th century, a number of inventors produced machines that would stitch cloth. In France in 1830, Barthelemy Thimonnier received a patent for his sewing machine; in 1841, when 80 of his machines were busy sewing uniforms for the French army, his factory was destroyed by tailors who saw his machines as a threat to their livelihood. At about that time in England, Walter Hunt devised an improved machine but abandoned the project because he felt that it would throw poor seamstresses out of work. In 1848, Elias Howe received a US patent for a machine much like Hunt’s, but became embroiled in legal battles, which he ultimately won, charging many manufacturers with infringement of his patent. The invention of the modern sewing machine is credited to Isaac Merritt Singer, who devised the overhanging arm, the presser foot to hold down the cloth, a wheel to feed the fabric to the needle and a foot treadle instead of a hand crank, leaving both hands free to manoeuvre the fabric. In addition to designing and manufacturing the machine, he created the first large-scale consumer-appliance enterprise, which featured such innovations as an advertising campaign, selling the machines on the installment plan, and providing a service contract.
Thus, the technological advances during the 18th century were not only the impetus for the modern textile industry but they can be credited with the creation of the factory system and the profound changes in family and community life that have been labelled the Industrial Revolution. The changes continue today as large textile establishments move from the old industrialized areas to new regions that promise cheaper labour and sources of energy, while competition fosters continuing technological developments such as computer-controlled automation to reduce labour needs and improve quality. Meanwhile, politicians debate quotas, tariffs and other economic barriers to provide and/or retain competitive advantages for their countries. Thus, the textile industry not only provides products essential for the world’s growing population; it also has a profound influence on international trade and the economies of nations.
Safety and Health Concerns
As machines became larger, speedier and more complicated, they also introduced new potential hazards. As materials and processes became more complex, they infused the workplace with potential health hazards. And as workers had to cope with mechanization and the demand for increasing productivity, work stress, largely unrecognized or ignored, exerted an increasing influence on their well-being. Perhaps the greatest effect of the Industrial Revolution was on community life, as workers moved from the country to cities, where they had to contend with all of the ills of urbanization. These effects are being seen today as the textile and other industries move to developing countries and regions, except that the changes are more rapid.
The hazards encountered in different segments of the industry are summarized in the other articles in this chapter. They emphasize the importance of good housekeeping and proper maintenance of machines and equipment, the installation of effective guards and fences to prevent contact with moving parts, the use of local exhaust ventilation (LEV) as a supplement to good general ventilation and temperature control, and the provision of appropriate personal protective equipment (PPE) and clothing whenever a hazard cannot be completely controlled or prevented by design engineering and/or substitution of less hazardous materials. Repeated education and training of workers on all levels and effective supervision are recurrent themes.
Environmental Concerns
Environmental concerns raised by the textile industry stem from two sources: the processes involved in textile manufacture and hazards associated with the way the products are used.
Textile manufacture
The chief environmental problems created by textile manufacturing plants are toxic substances released into the atmosphere and into wastewater. In addition to potentially toxic agents, unpleasant odours are often a problem, especially where dyeing and printing plants are located near residential areas. Ventilation exhausts may contain vapours of solvents, formaldehyde, hydrocarbons, hydrogen sulphide and metallic compounds. Solvents may sometimes be captured and distilled for reuse. Particulates may be removed by filtration. Scrubbing is effective for water-soluble volatile compounds such as methanol, but it does not work in pigment printing, where hydrocarbons make up most of the emissions. Flammables may be burned off, although this is relatively expensive. The ultimate solution, however, is the use of materials that are as close to being emission-free as possible. This refers not only to the dyes, binders and cross-linking agents used in the printing, but also to the formaldehyde and residual monomer content of fabrics.
Contamination of wastewater by unfixed dyes is a serious environmental problem not only because of the potential health hazards to human and animal life, but also because of the discolouration that makes it highly visible. In ordinary dyeing, fixation of over 90% of the dyestuff can be achieved, but fixation levels of only 60% or less are common in printing with reactive dyes. This means that more than one-third of the reactive dye enters the wastewater during the washing-off of the printed fabric. Additional amounts of dyes are introduced into the wastewater during the washing of screens, printing blankets and drums.
Limits on wastewater discolouration have been set in a number of countries, but it is often very difficult to heed them without an expensive wastewater purification system. A solution is found in the use of dyestuffs with a lesser contaminating effect and the development of dyes and synthetic thickening agents that increase the degree of dye fixation, thereby reducing the amounts of the excess to be washed away (Grund 1995).
Environmental concerns in textile use
Residues of formaldehyde and some heavy-metal complexes (most of these are inert) may be sufficient to cause skin irritation and sensitization in persons wearing the dyed fabrics.
Formaldehyde and residual solvents in carpets and fabrics used for upholstery and curtains will continue to vaporize gradually for some time. In buildings that are sealed, where the air-conditioning system recirculates most of the air rather than exhausting it to the outside environment, these substances may reach levels high enough to produce symptoms in the occupants of the building, as discussed elsewhere in this Encyclopaedia.
To ensure the safety of fabrics, Marks and Spencer, the British/Canadian clothing retailer, led the way by setting limits for formaldehyde in garments they would purchase. Since then, other garment manufacturers, notably Levi Strauss in the United States, have followed suit. In a number of countries, these limits have been formalized in laws (e.g., Denmark, Finland, Germany and Japan), and, in response to consumer education, fabric manufacturers have been voluntarily adhering to such limits in order to be able to use eco labels (see figure 1).
Figure 1. Ecological labels used for textiles

Conclusion
Technological developments are continuing to enhance the range of fabrics produced by the textile industry and to increase its productivity. It is most important, however, that these developments be guided also by the imperative of enhancing the health, safety and well-being of the workers. But even then, there is the problem of implementing these developments in older enterprises that are marginally financially viable and unable to make the necessary investments, as well as in developing areas eager to have new industries even at the expense of the health and safety of the workers. Even under these circumstances, however, much can be achieved by education and training of the workers to minimize the risks to which they may be exposed.
More...
Global Trends in the Textile Industry
Human beings have relied on clothing and food to survive ever since they appeared on earth. The clothing or textile industry thus began very early in human history. While early people used their hands to weave and knit cotton or wool into fabric or cloth, it was not until the late 18th and early 19th centuries that the Industrial Revolution changed the way of making clothes. People started to use various kinds of energy to supply power. Nevertheless, cotton, wool and cellulose fibres remained the major raw materials. Since the Second World War, the production of synthetic fibres developed by the petrochemical industry has increased tremendously. The consumption volume of synthetic fibres of world textile products in 1994 was 17.7 million tons, 48.2% of all fibres, and it is expected to exceed 50% after 2000 (see figure 1).
Figure 1. Change in fibre supply in the textile industry before 1994 and projected through 2004.
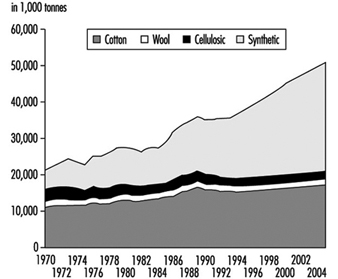
According to the world apparel fibre consumption survey by the Food and Agricultural Organization (FAO), the average annual rates of growth for textile consumption during 1969–89, 1979–89 and 1984–89 were 2.9%, 2.3% and 3.7% respectively. Based on the previous consumption trend, population growth, per capita GDP (gross domestic product) growth, and the increase of consumption of each textile product with rising income, the demand for textile products in 2000 and 2005 will be 42.2 million tons and 46.9 million tons, respectively, as shown in figure 1. The trend indicates that there is a consistent growing demand for textile products, and that the industry will still employ a large workforce.
Another major change is the progressive automation of weaving and knitting, which, combined with rising labour costs, has shifted the industry from the developed to the developing countries. Although the production of yarn and fabric products, as well as some upstream synthetic fibres, has remained in more developed countries, a large proportion of the labour-intensive downstream apparel industry has already moved to the developing countries. The Asia-Pacific region’s textile and clothing industry now accounts for approximately 70% of the world production; table 1 indicates a shifting trend of employment in this region. Thus, the occupational safety and health of textile workers has become a major issue in developing countries; figure 2, figure 3, figure 4 and figure 5, illustrate some textile industry processes as they are carried out in the developing world.
Table 1. Numbers of enterprises and employees in textile and apparel industries of selected countries and territories in the Asia-Pacific area in 1985 and 1995.
|
Number of |
Year |
Australia |
China |
Hong Kong |
India |
Indonesia |
Korea, Republic of |
Malaysia |
New Zealand |
Pakistan |
|
Enterprises |
1985 |
2,535 |
45,500 |
13,114 |
13,435 |
1,929 |
12,310 |
376 |
2,803 |
1,357 |
|
Employees (x10³) |
1985 |
96 |
4,396 |
375 |
1,753 |
432 |
684 |
58 |
31 |
N.A. |

Wilawan Juengprasert, Ministry of Public Health, Thailand
Wilawan Juengprasert, Ministry of Public Health, Thailand
Wilawan Juengprasert, Ministry of Public Health, Thailand

Wilawan Juengprasert, Ministry of Public Health, Thailand
Production and Ginning of Cotton
Cotton Production
Cotton production practices begin after the previous crop is harvested. The first operations usually include shredding stalks, ripping out roots and disking the soil. Fertilizer and herbicides generally are applied and incorporated into the soil before the land is bedded in preparation for needed irrigation or planting. Since soil characteristics and past fertilization and cropping practices can cause a wide range of fertility levels in cotton soils, fertility programmes should be based on soil test analyses. Control of weeds is essential to obtain high lint yield and quality. Cotton yields and harvesting efficiency can be reduced by as much as 30% by weeds. Herbicides have been widely used in many countries for weed control since the early 1960s. Application methods include pre-planting treatment to foliage of existing weeds, incorporation into pre-plant soil and treatment at pre-emergence and post-emergence stages.
Several factors that play an important role in achieving a good stand of cotton plants include seed-bed preparation, soil moisture, soil temperature, seed quality, seedling disease infestation, fungicides and soil salinity. Planting high-quality seed in a well-prepared seed-bed is a key factor in achieving early, uniform stands of vigorous seedlings. High-quality planting seed should have a germination rate of 50% or higher in a cool test. In a cool/warm test, the seed vigour index should be 140 or higher. Seeding rates of 12 to 18 seeds/metre of row are recommended to obtain a plant population of 14,000 to 20,000 plants/hectare. A suitable planter metering system should be used to ensure uniform spacing of seed regardless of seed size. Seed germination and seedling emergence rates are closely associated with a temperature range of 15 to 38 ºC.
Early-season seedling diseases can hamper uniform stands and result in the need to replant. Important seedling disease pathogens such as Pythium, Rhizoctonia, Fusarium and Thielaviopsis can reduce plant stands and cause long skips between seedlings. Only seed that has been properly treated with one or more fungicides should be planted.
Cotton is similar to other crops with respect to water use during different plant developmental stages. Water use is generally less than 0.25 cm/day from emergence to the first square. During this period, loss of soil moisture by evaporation may exceed the amount of water transpired by the plant. Water use increases sharply as the first blooms appear and reaches a maximum level of 1 cm/day during the peak bloom stage. Water requirement refers to the total amount of water (rainfall and irrigation) needed to produce a crop of cotton.
Insect populations can have an important impact on cotton quality and yield. Early-season population management is important in promoting balanced fruiting/vegetative development of the crop. Protecting early fruit positions is essential to achieving a profitable crop. Over 80% of the yield is set in the first 3 to 4 weeks of fruiting. During the fruiting period, producers should scout their cotton at least twice a week to monitor insect activity and damage.
A well-managed defoliation programme reduces leaf trash that can adversely affect the grade of the harvested cotton. Growth regulators such as PIX are useful defoliators because they control vegetative growth and contribute to earlier fruiting.
Harvesting
Two types of mechanical harvesting equipment are used to harvest cotton: the spindle picker and the cotton stripper. The spindle picker is a selective-type harvester that uses tapered, barbed spindles to remove seed cotton from bolls. This harvester can be used on a field more than once to provide stratified harvests. On the other hand, the cotton stripper is a nonselective or once-over harvester that removes not only the well-opened bolls but also the cracked and unopened bolls along with the burs and other foreign matter.
Agronomic practices that produce a high-quality uniform crop will generally contribute to good harvesting efficiency. The field should be well drained and rows laid out for effective use of machinery. Row ends should be free of weeds and grass, and should have a field border of 7.6 to 9 m for turning and aligning the harvesters with the rows. The border also should be free of weeds and grass. Disking creates adverse conditions in rainy weather, so chemical weed control or mowing should be used instead. Plant height should not exceed about 1.2 m for cotton that is to be picked, and about 0.9 m for cotton that is to be stripped. Plant height can be controlled to some extent by using chemical growth regulators at the proper growth stage. Production practices that set the bottom boll at least 10 cm above the ground should be used. Culturing practices such as fertilization, cultivation and irrigation during the growing season should be carefully managed to produce a uniform crop of well-developed cotton.
Chemical defoliation is a culturing practice that induces abscission (shedding) of foliage. Defoliants may be applied to help minimize green-leaf-trash contamination and promote faster drying of early morning dew on the lint. Defoliants should not be applied until at least 60% of the bolls are open. After a defoliant is applied, the crop should not be harvested for at least 7 to 14 days (the period will vary depending on chemicals used and weather conditions). Chemical desiccants may also be used to prepare plants for harvest. Desiccation is the rapid loss of water from the plant tissue and subsequent death of the tissue. The dead foliage remains attached to the plant.
The current trend in cotton production is toward a shorter season and one-time harvest. Chemicals that accelerate the boll opening process are applied with the defoliant or soon after the leaves drop. These chemicals allow earlier harvests and increase the percentage of bolls that are ready to be harvested during the first harvest. Because these chemicals have the ability to open or partially open immature bolls, the quality of the crop may be severely impacted (i.e., the micronaire may be low) if the chemicals are applied too early.
Storage
The moisture content of cotton before and during storage is critical; excess moisture causes stored cotton to overheat, resulting in lint discolouration, lower seed germination and possibly spontaneous combustion. Seed cotton with a moisture content above 12% should not be stored. Also, the internal temperature of newly built modules should be monitored for the first 5 to 7 days of cotton storage; modules that experience a 11 ºC rise or are above 49 ºC should be ginned immediately to avoid the possibility of major loss.
Several variables affect seed and fibre quality during seed cotton storage. Moisture content is the most important. Other variables include length of storage, amount of high-moisture foreign matter, variation in moisture content throughout the stored mass, initial temperature of the seed cotton, temperature of the seed cotton during storage, weather factors during storage (temperature, relative humidity, rainfall) and protection of the cotton from rain and wet ground. Yellowing is accelerated at high temperatures. Both temperature rise and maximum temperature are important. Temperature rise is directly related to the heat generated by biological activity.
Ginning process
About 80 million bales of cotton are produced annually worldwide, of which about 20 million are produced by about 1,300 gins in the United States. The principal function of the cotton gin is to separate lint from seed, but the gin must also be equipped to remove a large percentage of the foreign matter from the cotton that would significantly reduce the value of the ginned lint. A ginner must have two objectives: (1) to produce lint of satisfactory quality for the grower’s market and (2) to gin the cotton with minimum reduction in fibre spinning quality, so that the cotton will meet the demands of its ultimate users, the spinner and the consumer. Accordingly, quality preservation during ginning requires the proper selection and operation of each machine in a ginning system. Mechanical handling and drying may modify the natural quality characteristics of cotton. At best, a ginner can only preserve the quality characteristics inherent in the cotton when it enters the gin. The following paragraphs briefly discuss the function of the major mechanical equipment and processes in the gin.
Seed-cotton machinery
Cotton is transported from a trailer or module into a green-boll trap in the gin, where green bolls, rocks and other heavy foreign matter are removed. The automatic feed control provides an even, well-dispersed flow of cotton so that the gin’s cleaning and drying system will operate more efficiently. Cotton that is not well dispersed can travel through the drying system in clumps, and only the surface of that cotton will be dried.
In the first stage of drying, heated air conveys the cotton through the shelves for 10 to 15 seconds. The temperature of the conveying air is regulated to control the amount of drying. To prevent fibre damage, the temperature to which the cotton is exposed during normal operation should never exceed 177 ºC. Temperatures above 150 ºC can cause permanent physical changes in cotton fibres. Dryer-temperature sensors should be located as near as possible to the point where cotton and heated air come together. If the temperature sensor is located near the exit of the tower dryer, the mixpoint temperature could actually be 55 to 110 ºC higher than the temperature at the downstream sensor. The temperature drop downstream results from the cooling effect of evaporation and from heat loss through the walls of machinery and piping. The drying continues as the warm air moves the seed cotton to the cylinder cleaner, which consists of 6 or 7 revolving spiked cylinders that rotate at 400 to 500 rpm. These cylinders scrub the cotton over a series of grid rods or screens, agitate the cotton and allow fine foreign materials, such as leaves, trash and dirt, to pass through the openings for disposal. Cylinder cleaners break up large wads and generally condition the cotton for additional cleaning and drying. Processing rates of about 6 bales per hour per metre of cylinder length are common.
The stick machine removes larger foreign matter, such as burs and sticks, from the cotton. Stick machines use the centrifugal force created by saw cylinders rotating at 300 to 400 rpm to “sling off” foreign material while the fibre is held by the saw. The foreign matter that is slung off the reclaimer feeds into the trash-handling system. Processing rates of 4.9 to 6.6 bales/hr/m of cylinder length are common.
Ginning (lint-seed separation)
After going through another stage of drying and cylinder cleaning, cotton is distributed to each gin stand by the conveyor-distributor. Located above the gin stand, the extractor-feeder meters seed cotton uniformly to the gin stand at controllable rates, and cleans seed cotton as a secondary function. The moisture content of cotton fibre at the extractor-feeder apron is critical. The moisture must be low enough that foreign matter can be easily removed in the gin stand. However, the moisture must not be so low (below 5%) as to result in the breakage of individual fibres as they are separated from the seed. This breakage causes an appreciable reduction both in fibre length and lint turnout. From a quality standpoint, cotton with a higher content of short fibres produces excessive waste at the textile mill and is less desirable. Excessive breakage of fibres can be avoided by maintaining a fibre moisture content of 6 to 7% at the extractor-feeder apron.
Two types of gins are in common use—the saw gin and the roller gin. In 1794, Eli Whitney invented a gin that removed fibre from the seed by means of spikes or saws on a cylinder. In 1796, Henry Ogden Holmes invented a gin having saws and ribs; this gin replaced Whitney’s gin and made ginning a continuous-flow process rather than a batch process. Cotton (usually Gossypium hirsutum) enters the saw gin stand through a huller front. The saws grasp the cotton and draw it through widely spaced ribs known as huller ribs. The locks of cotton are drawn from the huller ribs into the bottom of the roll box. The actual ginning process—separation of lint and seed—takes place in the roll box of the gin stand. The ginning action is caused by a set of saws rotating between ginning ribs. The saw teeth pass between the ribs at the ginning point. Here the leading edge of the teeth is approximately parallel to the rib, and the teeth pull the fibres from the seed, which are too large to pass between the ribs. Ginning at rates above those recommended by the manufacturer can cause fibre quality reduction, seed damage and choke-ups. Gin stand saw speeds are also important. High speeds tend to increase the fibre damage done during ginning.
Roller-type gins provided the first mechanically aided means of separating extra-long staple cotton (Gossypium barbadense) lint from seed. The Churka gin, which has an unknown origin, consisted of two hard rollers that ran together at the same surface speed, pinching the fibre from the seed and producing about 1 kg of lint/day. In 1840, Fones McCarthy invented a more efficient roller gin that consisted of a leather ginning roller, a stationary knife held tightly against the roller and a reciprocating knife that pulled the seed from the lint as the lint was held by the roller and stationary knife. In the late 1950s, a rotary-knife roller gin was developed by the US Department of Agriculture (USDA) Agricultural Research Service’s Southwestern Cotton Ginning Research Laboratory, US gin manufacturers and private ginneries. This gin is currently the only roller-type gin used in the United States.
Lint cleaning
Cotton is conveyed from the gin stand through lint ducts to condensers and formed again into a batt. The batt is removed from the condenser drum and fed into the saw-type lint cleaner. Inside the lint cleaner, cotton passes through the feed rollers and over the feed plate, which applies the fibres to the lint cleaner saw. The saw carries cotton under grid bars, which are aided by centrifugal force and remove immature seeds and foreign matter. It is important that the clearance between the saw tips and grid bars be properly set. The grid bars must be straight with a sharp leading edge to avoid reducing cleaning efficiency and increasing lint loss. Increasing the lint cleaner’s feed rate above the manufacturer’s recommended rate will decrease cleaning efficiency and increase loss of good fibre. Roller-ginned cotton is usually cleaned with non-aggressive, non-saw-type cleaners to minimize fibre damage.
Lint cleaners can improve the grade of cotton by removing foreign matter. In some cases, lint cleaners may improve the colour of a lightly spotted cotton by blending to produce a white grade. They may also improve the colour grade of a spotted cotton to light spotted or perhaps white colour grade.
Packaging
The cleaned cotton is compressed into bales, which must then be covered to protect them from contamination during transportation and storage. Three types of bales are produced: modified flat, compress universal density and gin universal density. These bales are packaged at densities of 224 and 449 kg/m3 for the modified flat and universal density bales, respectively. In most gins cotton is packaged in a “double-box” press wherein the lint is initially compacted in one press box by a mechanical or hydraulic tramper; then the press box is rotated, and the lint is further compressed to about 320 or 641 kg/m3 by modified flat or gin universal density presses, respectively. Modified flat bales are recompressed to become compress universal density bales in a later operation to achieve optimum freight rates. In 1995, about 98% of the bales in the United States were gin universal density bales.
Fibre quality
Cotton quality is affected by every production step, including selecting the variety, harvesting and ginning. Certain quality characteristics are highly influenced by genetics, while others are determined mainly by environmental conditions or by harvesting and ginning practices. Problems during any step of production or processing can cause irreversible damage to fibre quality and reduce profits for the producer as well as the textile manufacturer.
Fibre quality is highest the day a cotton boll opens. Weathering, mechanical harvesting, handling, ginning and manufacturing can diminish the natural quality. There are many factors that indicate the overall quality of cotton fibre. The most important ones include strength, fibre length, short fibre content (fibres shorter than 1.27 cm), length uniformity, maturity, fineness, trash content, colour, seedcoat fragment and nep content, and stickiness. The market generally recognizes these factors even though not all are measured on each bale.
The ginning process can significantly affect fibre length, uniformity and the content of seedcoat fragments, trash, short fibres and neps. The two ginning practices that have the most impact on quality are the regulation of fibre moisture during ginning and cleaning and the degree of saw-type lint cleaning used.
The recommended lint moisture range for ginning is 6 to 7%. Gin cleaners remove more trash at low moisture but not without more fibre damage. Higher fibre moisture preserves fibre length but results in ginning problems and poor cleaning, as illustrated in figure 1. If drying is increased to improve trash removal, yarn quality is reduced. Although yarn appearance improves with drying up to a point, because of increased foreign-matter removal, the effect of increased short-fibre content outweighs the benefits of foreign-matter removal.
Figure 1. Moisture-ginning cleaning compromise for cotton
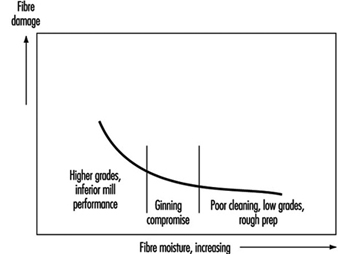
Cleaning does little to change the true colour of the fibre, but combing the fibres and removing trash changes the perceived colour. Lint cleaning can sometimes blend fibre so that fewer bales are classified as spotted or light spotted. Ginning does not affect fineness and maturity. Each mechanical or pneumatic device used during cleaning and ginning increases the nep content, but lint cleaners have the most pronounced influence. The number of seedcoat fragments in ginned lint is affected by the seed condition and ginning action. Lint cleaners decrease the size but not the number of fragments. Yarn strength, yarn appearance and spinning-end breakage are three important spinning quality elements. All are affected by length uniformity and, therefore, by the proportion of short or broken fibres. These three elements are usually preserved best when cotton is ginned with minimum drying and cleaning machinery.
Recommendations for the sequence and amount of gin machinery to dry and clean spindle-harvested cotton were designed to achieve satisfactory bale value and to preserve the inherent quality of cotton. They have generally been followed and thus confirmed in the US cotton industry for several decades. The recommendations consider marketing-system premiums and discounts as well as the cleaning efficiency and fibre damage resulting from various gin machines. Some variation from these recommendations is necessary for special harvesting conditions.
When gin machinery is used in the recommended sequence, 75 to 85% of the foreign matter is usually removed from cotton. Unfortunately, this machinery also removes small quantities of good-quality cotton in the process of removing foreign matter, so the quantity of marketable cotton is reduced during cleaning. Cleaning cotton is therefore a compromise between foreign matter level and fibre loss and damage.
Safety and Health Concerns
The cotton ginning industry, like other processing industries, has many hazards. Information from workers’ compensation claims indicates that the number of injuries is highest for the hand/fingers, followed by back/spine, eye, foot/toes, arm/shoulder, leg, trunk and head injuries. While the industry has been active in hazard reduction and safety education, gin safety remains a major concern. The reasons for the concern include the high frequency of accidents and workers’ compensation claims, the large number of lost work days and the severity of the accidents. Total economic costs for gin injuries and health disorders include direct costs (medical and other compensation) and indirect costs (time lost from work, downtime, loss in earning power, higher insurance costs for workers’ compensation, loss of productivity and many other loss factors). Direct costs are easier to determine and much less expensive than indirect costs.
Many international safety and health regulations affecting cotton ginning are derived from US legislation administered by the Occupational Safety and Health Administration (OSHA) and the Environmental Protection Agency (EPA), which promulgates pesticides regulations.
Other agricultural regulations may also apply to a gin, including requirements for slow-moving vehicle emblems on trailers/tractors operating on public roadways, provisions for rollover protective structures on tractors operated by employees and provisions for proper living facilities for temporary labour. While gins are considered agricultural enterprises and are not specifically covered by many regulations, ginners will likely want to conform to other regulations, such as OSHA’s “Standards for General Industry, Part 1910”. There are three specific OSHA standards that ginners should consider: those for fire and other emergency plans (29 CFR 1910.38a), exits (29 CFR 1910.35-40) and occupational noise exposure (29 CFR 1910.95). Major exit requirements are given in 29 CFR 1910.36 and 29 CFR 1910.37. In other countries, where agricultural workers are included in mandatory coverage, such compliance will be compulsory. Compliance with noise and other safety and health standards is discussed elsewhere in this Encyclopaedia.
Employee participation in safety programmes
The most effective loss control programmes are those in which management motivates employees to be safety conscious. This motivation can be accomplished by establishing a safety policy that gets the employees involved in each element of the programme, by participating in safety training, by setting a good example and by providing employees with appropriate incentives.
Occupational health disorders are lessened by requiring that PPE be used in designated areas and that employees observe acceptable work practices. Hearing (plugs or muffs) and respiratory (dust mask) PPE should be used whenever working in areas having high noise or dust levels. Some people are more susceptible to noise and respiratory problems than others, and even with PPE should be reassigned to work areas with lower noise or dust levels. Health hazards associated with heavy lifting and excessive heat can be handled by training, use of materials-handling equipment, proper dress, ventilation and breaks from the heat.
All persons throughout the gin operation must be involved in gin safety. A safe work atmosphere can be established when everyone is motivated to participate fully in the loss control programme.
Cotton Yarn Manufacturing
Cotton accounts for almost 50% of the worldwide consumption of textile fibre. China, the United States, the Russian Federation, India and Japan are the major cotton-consuming countries. Consumption is measured by the amount of raw cotton fibre purchased and used to manufacture textile materials. Worldwide cotton production is annually about 80 to 90 million bales (17.4 to 19.6 billion kg). China, the United States, India, Pakistan and Uzbekistan are the major cotton-producing countries, accounting for over 70% of world cotton production. The rest is produced by about 75 other countries. Raw cotton is exported from about 57 countries and cotton textiles from about 65 countries. Many countries emphasize domestic production to reduce their reliance on imports.
Yarn manufacturing is a sequence of processes that convert raw cotton fibres into yarn suitable for use in various end-products. A number of processes are required to obtain the clean, strong, uniform yarns required in modern textile markets. Beginning with a dense package of tangled fibres (cotton bale) containing varying amounts of non-lint materials and unusable fibre (foreign matter, plant trash, motes and so on), continuous operations of opening, blending, mixing, cleaning, carding, drawing, roving and spinning are performed to transform the cotton fibres into yarn.
Even though the current manufacturing processes are highly developed, competitive pressure continues to spur industry groups and individuals to seek new, more efficient methods and machines for processing cotton which, one day, may supplant today’s systems. However, for the foreseeable future, the current conventional systems of blending, carding, drawing, roving and spinning will continue to be used. Only the cotton picking process seems clearly destined for elimination in the near future.
Yarn manufacturing produces yarns for various woven or knitted end-products (e.g., apparel or industrial fabrics) and for sewing thread and cordage. Yarns are produced with different diameters and different weights per unit length. While the basic yarn manufacturing process has remained unchanged for a number of years, processing speeds, control technology and package sizes have increased. Yarn properties and processing efficiency are related to the properties of the cotton fibres processed. End-use properties of the yarn are also a function of processing conditions.
Yarn Manufacturing Processes
Opening, blending, mixing and cleaning
Typically, mills select bale mixes with the properties needed to produce yarn for a specific end-use. The number of bales used by different mills in each mix ranges from 6 or 12 to over 50. Processing begins when the bales to be mixed are brought to the opening room, where bagging and ties are removed. Layers of cotton are removed from the bales by hand and placed in feeders equipped with conveyors studded with spiked teeth, or entire bales are placed on platforms which move them back and forth under or over a plucking mechanism. The aim is to begin the sequential production process by converting the compacted layers of baled cotton into small, light, fluffy tufts that will facilitate the removal of foreign matter. This initial process is referred to as “opening”. Since bales arrive at the mill in various degrees of density, it is common for bale ties to be cut approximately 24 hours before the bales are to be processed, in order to allow them to “bloom”. This enhances opening and helps regulate the feeding rate. The cleaning machines in mills perform the functions of opening and first-level cleaning.
Carding and combing
The card is the most important machine in the yarn manufacturing process. It performs second- and final-level cleaning functions in an overwhelming majority of cotton textile mills. The card is composed of a system of three wire-covered cylinders and a series of flat, wire-covered bars that successively work small clumps and tufts of fibres into a high degree of separation or openness, remove a very high percentage of trash and other foreign matter, collect the fibres into a rope-like form called a “sliver” and deliver this sliver in a container for use in the subsequent process (see figure 1).
Figure 1. Carding
Wilawan Juengprasert, Ministry of Public Health, Thailand
Historically, cotton has been fed to the card in the form of a “picker lap”, which is formed on a “picker”, a combination of feed rolls and beaters with a mechanism made up of cylindrical screens on which opened tufts of cotton are collected and rolled into a batt (see figure 2). The batt is removed from the screens in an even, flat sheet and then is rolled into a lap. However, labour requirements and the availability of automated handling systems with the potential for improved quality are contributing to the obsolescence of the picker.
Figure 2. A modern picker
Wilawan Juengprasert, Ministry of Public Health, Thailand
The elimination of the picking process has been made possible by the installation of more efficient opening and cleaning equipment and chute-feed systems on the cards. The latter distribute opened and cleaned tufts of fibres to cards pneumatically through ducts. This action contributes to processing consistency and improved quality and reduces the number of workers required.
A small number of mills produce combed yarn, the cleanest and most uniform cotton yarn. Combing provides more extensive cleaning than is provided by the card. The purpose of combing is to remove short fibres, neps and trash so that the resulting sliver is very clean and lustrous. The comber is a complicated machine composed of grooved feed rolls and a cylinder that is partially covered with needles to comb out short fibres (see figure 3).
Figure 3. Combing
Wilawan Juengprasert, Ministry of Public Health, Thailand
Drawing and roving
Drawing is the first process in yarn manufacturing that employs roller drafting. In drawing, practically all draft results from the action of rollers. Containers of sliver from the carding process are staked in the creel of the drawing frame. Drafting occurs when a sliver is fed into a system of paired rollers moving at different speeds. Drawing straightens the fibres in the sliver by drafting to make more of the fibres parallel to the axis of the sliver. Parallelization is necessary to obtain the properties desired when the fibres are subsequently twisted into yarn. Drawing also produces a sliver that is more uniform in weight per unit of length and helps to achieve greater blending capabilities. The fibres that are produced by the final drawing process, called finisher drawing, are nearly straight and parallel to the axis of the sliver. Weight per unit length of a finisher-drawing sliver is too high to permit drafting into yarn on conventional ring-spinning systems.
The roving process reduces the weight of the sliver to a suitable size for spinning into yarn and inserting twist, which maintains the integrity of the draft strands. Cans of slivers from finisher drawing or combing are placed in the creel, and individual slivers are fed through two sets of rollers, the second of which rotates faster, thus reducing the size of the sliver from about 2.5 cm in diameter to that of the diameter of a standard pencil. Twist is imparted to the fibres by passing the bundle of fibres through a roving “flyer”. The product is now called “roving”, which is packaged on a bobbin about 37.5 cm long with a diameter of about 14 cm.
Spinning
Spinning is the single most costly step in converting cotton fibres to yarn. Currently, over 85% of the world’s yarn is produced on ring-spinning frames, which are designed to draft the roving into the desired yarn size, or count, and to impart the desired amount of twist. The amount of twist is proportional to the strength of the yarn. The ratio of the length to the length fed can vary on the order of 10 to 50. Bobbins of roving are placed onto holders that allow the roving to feed freely into the drafting roller of the ring-spinning frame. Following the drafting zone, the yarn passes through a “traveller” onto a spinning bobbin. The spindle holding this bobbin rotates at high speed, causing the yarn to balloon as twist is imparted. The lengths of yarn on the bobbins are too short for use in subsequent processes and are doffed into “spinning boxes” and delivered to the next process, which may be spooling or winding.
In the modern production of heavier or coarse yarns, open-end spinning is replacing ring spinning. A sliver of fibres is fed into a high-speed rotor. Here the centrifugal force converts the fibres into yarns. There is no need for the bobbin, and the yarn is taken up on the package required by the next step in the process.
Considerable research and development efforts are being devoted to radical new methods of yarn production. A number of new spinning systems currently under development may revolutionize yarn manufacturing and could cause changes in the relative importance of fibre properties as they are now perceived. In general, four of the different approaches used in the new systems appear practical for use on cotton. Core-spun systems are currently in use to produce a variety of specialty yarns and sewing threads. Twistless yarns have been produced commercially on a limited basis by a system that bonds the fibres together with a polyvinyl alcohol or some other bonding agent. The twistless yarn system offers potentially high production rates and very uniform yarns. Knit and other apparel fabrics from twistless yarn have excellent appearance. In air-vortex spinning, currently under study by several machinery manufacturers, drawing sliver is presented to an opening roller, similar to rotor spinning. Air-vortex spinning is capable of very high production speeds, but prototype models are particularly sensitive to fibre length variations and foreign matter content such as trash particles.
Winding and spooling
Once the yarn is spun, the manufacturers must prepare a correct package. The type of package depends on whether the yarn will be used for weaving or knitting. Winding, spooling, twisting and quilling are considered preparatory steps for weaving and knitting yarn. In general, the product of spooling will be used as warp yarns (the yarns that run lengthwise in woven fabric) and the product of winding will be used as filling yarns, or weft yarns (the yarns that run across the fabric). The products from open-end spinning by-pass these steps and are packaged for either the filling or warp. Twisting produces ply yarns, where two or more yarns are twisted together before further processing. In the quilling process yarn is wound onto small bobbins, small enough to fit inside the shuttle of a box loom. Sometimes the quilling process takes place at the loom. (See also the article “Weaving and knitting” in this chapter.)
Waste handling
In modern textile mills where control of dust is important, the handling of waste is given greater emphasis. In classical textile operations, waste was collected manually and delivered to a “wastehouse” if it could not be recycled into the system. Here it was accumulated until there was enough of one type to make a bale. In the present state of the art, central vacuum systems automatically return waste from opening, picking, carding, drawing and roving. The central vacuum system is used for cleaning of machinery, automatically collecting waste from under machinery such as fly and motes from carding, and for returning unusable floor sweeps and wastes from filter condensers. The classical baler is a vertical upstroke press which still forms a typical 227-kg bale. In modern wastehouse technology, wastes are accumulated from the central vacuum system in a receiving tank which feeds a horizontal bale press. The various waste products of the yarn manufacturing industry can be recycled or reused by other industries. For example, spinning can be used in the waste spinning industry to make mop yarns, garnetting can be used in the cotton batting industry to make batting for mattresses or upholstered furniture.
Safety and Health Concerns
Machinery
Accidents may occur on all types of cotton textile machinery, though the frequency rate is not high. Effective guarding of the multiplicity of moving parts presents many problems and needs constant attention. Training of operators in safe practices is also essential, in particular to avoid attempting repairs while the machinery is in motion, the cause of many of the accidents.
Each piece of machinery may have sources of energy (electrical, mechanical, pneumatic, hydraulic, inertial and so on) that need to be controlled before any repair or maintenance work is attempted. The facility should identify energy sources, provide necessary equipment and train personnel to ensure that all hazardous energy sources are turned off while working on equipment. An inspection should be performed on a regular basis to ensure that all lockout/tagout procedures are being followed and correctly applied.
Cotton dust inhalation (byssinosis)
Inhalation of the dust generated where cotton fibre is converted into yarn and fabric has been shown to cause an occupational lung disease, byssinosis, in a small number of textile workers. It usually takes 15 to 20 years of exposure to higher levels of dust (above 0.5 to 1.0 mg/m3) for workers to become reactors. OSHA and the American Conference of Governmental Industrial Hygienists (ACGIH) standards set 0.2 mg/m3 respirable cotton dust as measured by the vertical elutriator as the limit for occupational exposure to cotton dust in textile yarn manufacturing. The dust, an airborne particulate released into the atmosphere as cotton is handled or processed, is a heterogeneous, complex mixture of botanical trash, soil and microbiological material (i.e., bacteria and fungi), which varies in composition and biological activity. The aetiological agent and pathogenesis of byssinosis are not known. Cotton plant trash associated with the fibre and the endotoxin from gram-negative bacteria on the fibre and plant trash are thought to be the cause or to contain the causative agent. The cotton fibre itself, which is mainly cellulose, is not the cause, since cellulose is an inert dust that does not cause respiratory disease. Appropriate engineering controls in cotton textile processing areas (see figure 4) along with work practices, medical surveillance and PPE can, for the most part, eliminate the byssinosis. A mild water washing of cotton by batch kier washing systems and continuous batt systems reduces the residual level of endotoxin in both lint and airborne dust to levels below those associated with the acute reduction in pulmonary function as measured by the 1-second forced expiratory volume.
Figure 4. Dust extraction system for a carding machine
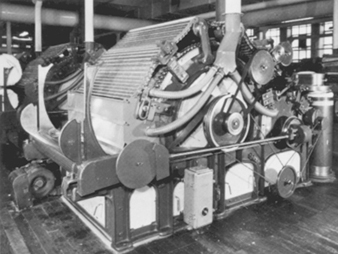
Noise
Noise can be a problem in some processes in yarn manufacturing, but in a few modern textile mills the levels are below 90 dBA, which is the US standard but which exceeds noise exposure standards in many countries. Thanks to the abatement efforts of machinery manufacturers and industrial noise engineers, noise levels are continuing to decrease as machinery speeds increase. The solution for high noise levels is the introduction of more modern, quieter equipment. In the United States, a hearing conservation programme is required when noise levels exceed 85 dBA; this would include noise-level monitoring, audiometric testing and making hearing protection available to all employees when noise levels cannot be engineered below 90 dBA.
Heat stress
Since spinning sometimes requires high temperatures and artificial humidificaton of the air, careful monitoring attention is always necessary to ensure that permissible limits are not exceeded. Well designed and maintained air-conditioning plants are increasingly used in place of more primitive methods of temperature and humidity regulation.
Occupational safety and health management systems
Many of the more modern textile yarn manufacturing mills find it useful to have some type of occupational safety and health management system in place to control the workplace hazards that workers may encounter. This can be a voluntary programme like the “Quest for the Best in Health and Safety” developed by the American Textile Manufacturers Institute, or one that is mandated by regulations such as the US State of California Occupational Injury and Illness Prevention Program (Title 8, California Code of Regulations, Section 3203). When a safety and health management system is used, it should be flexible and adaptable enough to allow the mill to tailor it to its own needs.
Wool Industry
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety.
The origins of the wool industry are lost in antiquity. Sheep were easily domesticated by our remote ancestors and were important in satisfying their basic needs for food and clothing. Early human societies rubbed together the fibres collected from the sheep to form a yarn, and from this basic principle the processes of manipulating the fibre have increased in complexity. The wool textile industry has been in the forefront in developing and adapting mechanical methods and was therefore one of the early industries in the development of the factory system of production.
Raw Materials
The length of fibre when taken from the animal is the dominant, but not the only, factor determining how it is processed. The type of wool available may be broadly classified into (a) merino or botany, (b) crossbreds—fine, medium or coarse and (c) carpet wools. Within each group, however, there are various grades. Merino usually has the finest diameter and a short length, while the carpet wools are long-fibred, with a coarser diameter. Today, increasing quantities of synthetic fibres simulating wool are blended with the natural fibre and are processed in the same manner. Hair from other animals—for example, mohair (goat), alpaca (llama), cashmere (goat, camel), angora (goat) and vicuña (wild llama)—also plays an important, although subsidiary, role in the industry; it is relatively expensive and is usually processed by specialized firms.
Production
The industry has two distinctive processing systems—woollen and the worsted. The machinery is in many ways similar, but the purposes are distinct. In essence, the worsted system uses the longer stapled wools and in the carding, preparing, gilling and combing processes the fibres are kept parallel and the shorter fibres are rejected. Spinning produces a strong yarn of fine diameter, which then is woven to yield a light fabric with the familiar smooth and firm appearance of men’s suits. In the woollen system, the aim is to intermingle and intertwine the fibres to form a soft and fluffy yarn, which is woven to give a cloth of full and bulky character with a “woolly” surface—for example, tweeds, blankets and heavy overcoatings. Since uniformity of fibre is not necessary in the woollen system, the manufacturer can blend together new wool, shorter fibres rejected by the worsted process, wools recovered from tearing up old wool garments and so on; “shoddy” is obtained from soft, and “mungo” from hard waste material.
It should be borne in mind, however, that the industry is particularly complex and that the condition and type of the raw material used and the specification for the finished cloth will influence the method of processing at each stage and the sequence of those stages. For example, wool may be dyed before processing, at the yarn stage or towards the end of the process when in the woven piece. Moreover, some of the processes may be carried on in separate establishments.
Hazards and Their Prevention
As in every section of the textile industry, large machines with rapidly moving parts pose both noise and mechanical injury hazards. Dust can also be a problem. The highest practicable form of guarding or enclosure should be provided for such generic parts of the equipment as spur gear wheels, chains and sprockets, revolving shafting, belts and pulleys, and for the following parts of machinery used specifically in the wool textile trade:
- feed rollers and swifts of various types of preparatory opening machines (e.g., teasers, willeys, garnetts, rag-grinding machines and so on)
- licker-in or taker-in and adjacent rollers of scribbling and carding machines
- intake between swift and doffer cylinders of scribbling, carding and garnetting machines
- rollers and fallers of gill-boxes
- back shafts of drawing and roving frames
- traps between the carriage and headstock of mules
- projecting pins, bolts and other securing devices used on the beaming-off motion of warping machines
- squeeze rollers of scouring, milling and cloth-wringing machines
- intake between cloth and wrapper and roller of blowing machines
- revolving-knife cylinder of cropping machines
- blades of fans in pneumatic conveying systems (any inspection panel in the ducting of such a system should be at a safe distance from the fan, and the worker should have indelibly impressed on his or her memory the length of time it takes for the machine to slow and come to a stop after the power has been cut off; this is particularly important since the worker clearing a blockage in the system usually cannot see the moving blades)
- the flying shuttle, which presents a special problem (looms should be provided with well-designed guards to prevent the shuttle from flying out of the shed and to limit the distance it might travel should it fly).
The guarding of such dangerous parts presents practical problems. The design of the guard should take into account the working practices connected with the particular process and particularly should preclude possible removal of the guard when the operator is at the greatest risk (e.g., lockout arrangements). Special training and close supervision are required to prevent waste removal and cleaning while machinery is in motion. Much of the responsibility devolves on machinery manufacturers, who should ensure that such safety features are incorporated into new machines at the design stage, and on supervisory personnel, who should ensure that workers are adequately trained in safe handling of equipment.
Spacing of machinery
The risk of accidents is increased if insufficient space is allowed between the machines. Many older premises squeezed the maximum number of machines into the available floor area, thereby reducing the space available for aisles and passageways and for the temporary storage of raw and finished materials within the workroom. In some old mills, the gangways between the carding machines are so narrow that enclosure of the driving belts within a guard is impracticable and recourse has to be made to “wedge” guarding between the belt and the pulley at the in-running point; a well-made and smooth belt fastener is particularly important in these circumstances. Minimum spacing standards, as recommended by a British Government committee for certain wool textile machinery, are required.
Materials handling
When modern mechanical load-handling methods are not employed, there remains the risk of injury from the lifting of heavy loads. Materials handling should be mechanized to the fullest extent possible. Where this is not available, the precautions discussed elsewhere in this Encyclopaedia should be employed. Proper lifting technique is particularly important for workers who manipulate heavy beams into and out of looms or who handle heavy and cumbersome bales of wool in the early preparatory processes. Wherever possible, hand-trucks and movable carts or skids should be used to move such bulky and heavy loads.
Fire
Fire is a serious hazard, especially in old multistorey mills. The mill structure and layout should conform to local regulations governing unobstructed gangways and exits, fire-alarm systems, fire extinguishers and hoses, emergency lights and so on. Cleanliness and good housekeeping will prevent accumulations of dust and fluff, which encourage the spread of fire. No repairs involving the use of flame cutting or flame-burning equipment should be carried on during working hours. Training of all staff in procedures in case of fire are necessary; fire drills, conducted if possible in concert with local fire, police and emergency medical services, should be practised at appropriate intervals.
General safety
Emphasis has been placed on those accident situations which are especially to be found in the wool textile industry. However, it should be noted that the majority of accidents in mills occur in circumstances that are common to all factories—for example, falls of persons and objects, handling of goods, use of hand tools and so on—and that the relevant fundamental safety principles to be followed apply no less in the wool industry than in most other industries.
Health Problems
Anthrax
The industrial disease usually associated with wool textiles is anthrax. It was at one time a great danger, particularly to wool sorters, but has been almost completely controlled in the wool textile industry as a result of:
- improvements in production methods in exporting countries where anthrax is endemic
- disinfection of materials liable to be carrying anthrax spores
- improvements in handling the possibly infected material under exhaust ventilation in the preparatory processes
- microwaving the wool bale sufficiently long to a temperature that will kill any fungi. This treatment also assists in the recovery of lanolin associated with the wool.
- significant advances in medical treatment, including immunization of workers in high-risk situations
- education and training of workers and the provision of washing facilities and, when necessary, personal protective equipment.
Besides anthrax fungal spores, it is known that spores of the fungus Coccidiodes immitis can be found in wool, especially from the southwestern United States. This fungus can cause the disease known as coccidioidomycosis, which, along with the respiratory disease from anthrax, usually has a poor prognosis. Anthrax has the added hazard of causing a malignant ulcer or carbuncle with a black centre when entering the body through a break in the skin barrier.
Chemical substances
Various chemicals are used—for example, for degreasing (diethylene dioxide, synthetic detergents, trichloroethylene and, in the past, carbon tetrachloride), disinfection (formaldehyde), bleaching (sulphur dioxide, chlorine) and dyeing (potassium chlorate, anilines). The risks include gassing, poisoning, irritation of the eyes, mucous membranes and lungs, and skin conditions. In general, prevention relies on:
- substitution of a less dangerous chemical
- local exhaust ventilation
- care in labelling, storage and transport of corrosive or noxious liquids
- personal protective equipment
- good washing facilities (including shower baths where practicable)
- strict personal hygiene.
Other hazards
Noise, inadequate lighting, and the high temperatures and humidity levels required for wool processing may have a deleterious effect on general health unless they are strictly controlled. In many countries, standards are prescribed. Steam and condensation may be difficult to control effectively in dyeing sheds, and expert engineering advice is often needed. In weaving sheds, noise control presents a serious problem on which much work remains to be done. A high standard of lighting is necessary everywhere, particularly where dark fabrics are being manufactured.
Dust
As well as the specific risk of anthrax spores in the dust produced in the earlier processes, dust in high quantities sufficient to induce irritation of the respiratory tract mucosae is produced at many machines, especially those with a tearing or carding action, and should be removed by effective LEV.
Noise
With all the moving parts in the machinery, particularly the looms, woollen mills are often very noisy places. While attenuation can be achieved by proper lubrication, the introduction of sound baffles and other engineering approaches should be considered as well. By and large, prevention of occupational hearing loss depends on the workers’ use of ear plugs or muffs. It is essential that workers be trained in the proper use of such protective equipment and supervised to verify that they are using it. A hearing conservation programme with periodic audiograms is required in many countries. As equipment is replaced or repaired, appropriate noise-reduction steps should be taken.
Work stress
Work stress, with its attendant effects on workers’ health and well-being, is a common problem in this industry. Since many of the mills operate around the clock, shift work is frequently required. To meet the production quotas, the machines operate continuously, with each worker being “tied” to one or more pieces of equipment and unable to leave it for bathroom or rest breaks until a “floater” has taken his or her place. Coupled with the ambient noise and use of noise protectors, their heavily routinized, repetitive activity makes for de facto isolation of the workers and a lack of social interaction that many find stressful. The quality of supervision and the availability of workplace amenities have a great influence on workers’ job stress levels.
Conclusion
While larger enterprises are able to invest in new technological developments, many smaller and older mills continue to operate in old plants with out-dated but still functioning equipment. Economic imperatives dictate less rather than greater attention to workers’ safety and health. Indeed, in many developed areas, mills are being abandoned in favour of new plants in developing countries and areas where cheaper labour is readily available and where health and safety regulations are either non-existent or are generally ignored. Worldwide, this is an important labour-intensive industry in which reasonable investments to workers’ health and well-being can bring significant dividends to both the enterprise and its workforce.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."