- You are here:
-
Home

- Part XV. Transport Industries

Children categories

90. Aerospace Manufacture and Maintenance (6)

90. Aerospace Manufacture and Maintenance
Chapter Editor: Buck Cameron
Table of Contents
Tables and Figures
The Aerospace Industry
Buck Cameron
Safety and Ergonomics in Airframe Manufacturing
Douglas F. Briggs
Fall Protection for Transport Category Aircraft Manufacture and Maintenance
Robert W. Hites
Aircraft Engine Manufacturing
John B. Feldman
Controls and Health Effects
Denis Bourcier
Environmental and Public Health Issues
Steve Mason
Tables
Click a link below to view table in article context.
1. Aircraft & aerospace industry hazards
2. Technological development requirements
3. Toxicological considerations
4. Hazards of chemicals in aerospace
5. Summary of the United States NESHAP
6. Typical chemical hazards
7. Typical emission-control practices
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.




91. Motor Vehicles and Heavy Equipment (1)
91. Motor Vehicles and Heavy Equipment
Chapter Editor: Franklin E. Mirer
Table of Contents
Automobile and Transportation Equipment Industry
Franklin E. Mirer
Tables
Click a link below to view table in article context.
1. Automobile production industry processes
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.

92. Ship and Boat Building and Repair (3)
92. Ship and Boat Building and Repair
Chapter Editor: James R. Thornton
Table of Contents
Figures
General Profile
Chester Matthews
Ship and Boat Construction and Repair
James R. Thornton
Environmental and Public Health Issues
Frank H. Thorn, Page Ayres and Logan C. Shelman
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.












The Aerospace Industry
General Profile
History and future trends
When Wilbur and Orville Wright made their first successful flight in 1903, aircraft manufacturing was a craft practised in the small shops of experimenters and adventurers. The small but dramatic contributions made by military aircraft during the First World War helped to take manufacturing out of the workshop and into mass production. Second-generation aircraft helped post-war operators to make inroads into the commercial sphere, particularly as carriers of mail and express cargo. Airliners, however, remained unpressurized, poorly heated and unable to fly above the weather. Despite these drawbacks, passenger travel increased by 600% from 1936 to 1941, but was still a luxury that relatively few experienced. The dramatic advances in aeronautical technology and the concomitant use of air power during the Second World War fostered the explosive growth of aircraft manufacturing capacity that survived the war in the United States, the United Kingdom and the Soviet Union. Since the Second World War, tactical and strategic missiles, reconnaissance and navigational satellites and piloted aircraft have taken on ever greater military significance. Satellite communication, geo-monitoring and weather-tracking technology have become of increasing commercial importance. The introduction of turbojet-powered civilian aircraft in the late 1950s made air travel faster and more comfortable and began a dramatic growth in commercial air travel. By 1993 over 1.25 trillion passenger miles were flown worldwide annually. This figure is projected to nearly triple by 2013.
Employment patterns
Employment in aerospace industries is highly cyclical. Direct aerospace employment in the European Union, North America and Japan peaked at 1,770,000 in 1989 before decreasing to 1,300,000 in 1995, with much of the employment loss occurring in the United States and the United Kingdom. The large aerospace industry in the Confederation of Independent States has been significantly disrupted subsequent to the break-up of the Soviet Union. Small but rapidly growing manufacturing capability exists in India and China. Manufacture of intercontinental and space missiles and long-range bombers has been largely restricted to the United States and the former Soviet Union, with France having developed commercial space launch capabilities. Shorter-range strategic missiles, tactical missiles and bombers, commercial rockets and fighter aircraft are more widely manufactured. Large commercial aircraft (those with 100 or greater seat capacity) are built by, or in cooperation with, manufacturers based in the United States and Europe. The manufacture of regional aircraft (less than 100 seat capacity) and business jets is more dispersed. The manufacture of aircraft for private pilots, based primarily in the United States, decreased from nearly 18,000 aircraft in 1978 to fewer than 1,000 in 1992 before rebounding.
Employment is divided in roughly equal measures among the manufacture of military aircraft, commercial aircraft, missiles and space vehicles and related equipment. Within individual enterprises, engineering, manufacturing and administrative positions each account for approximately one-third of the employed population. Males account for about 80% of the aerospace engineering and production workforce, with the overwhelming majority of highly skilled craftspeople, engineers and production managers being male.
Industry divisions
The markedly different needs and practices of governmental and civilian customers typically result in the segmentation of aerospace manufacturers into defense and commercial companies, or divisions of larger corporations. Airframes, engines (also called powerplants) and avionics (electronic navigational, communication and flight control equipment) are generally supplied by separate manufacturers. Engines and avionics each may account for one-quarter of the final cost of an airliner. Aerospace manufacturing requires the design, fabrication and assembly, inspection and testing of a vast array of components. Manufacturers have formed interconnected arrays of subcontractors and external and internal suppliers of components to meet their needs. Economic, technological, marketing and political demands have led to an increasing globalization of the manufacture of aircraft components and sub-assemblies.
Manufacturing Materials, Facilities and Processes
Materials
Airframes were originally made from wood and fabric, and then evolved to metal structural components. Aluminium alloys have been widely used due to their strength and light weight. Alloys of beryllium, titanium and magnesium are also used, particularly in high-performance aircraft. Advanced composite materials (arrays of fibre embedded in plastic matrices) are a family of strong and durable replacements for metallic components. Composite materials offer equal or greater strength, lower weight and greater heat resistance than currently used metals and have the additional advantage in military aircraft of significantly reducing the radar profile of the airframe. Epoxy resin systems are the most commonly used composites in aerospace, representing about 65% of materials used. Polyimide resin systems are used where high temperature resistance is required. Other resin systems used include phenolics, polyesters and silicones. Aliphatic amines are often used as curing agents. Supporting fibres include graphite, Kevlar and fibreglass. Stabilizers, catalysts, accelerators, antioxidants and plasticizers act as accessories to produce a desired consistency. Additional resin systems include saturated and unsaturated polyesters, polyurethanes and vinyl, acrylic, urea and fluorine-containing polymers.
Primer, lacquer and enamel paints protect vulnerable surfaces from extreme temperatures and corrosive conditions. The most common primer paint is composed of synthetic resins pigmented with zinc chromate and extended pigment. It dries very rapidly, improves adhesion of top coats and prevents corrosion of aluminium, steel and their alloys. Enamels and lacquers are applied to primed surfaces as exterior protective coatings and finishes and for colour purposes. Aircraft enamels are made of drying oils, natural and synthetic resins, pigments and appropriate solvents. Depending on their application, lacquers may contain resins, plasticizers, cellulose esters, zinc chromate, pigments, extenders and appropriate solvents. Rubber mixtures find common use in paints, fuel cell lining materials, lubricants and preservatives, engine mountings, protective clothing, hoses, gaskets and seals. Natural and synthetic oils are used to cool, lubricate and reduce friction in engines, hydraulic systems and machine tools. Aviation gasoline and jet fuel are derived from petroleum-based hydrocarbons. High-energy liquid and solid fuels have space flight applications and contain materials with inherently hazardous physical and chemical properties; such materials include liquid oxygen, hydrazine, peroxides and fluorine.
Many materials are used in the manufacturing process which do not become part of the final airframe. Manufacturers may have tens of thousands of individual products approved for use, although far fewer are in use at any time. A large quantity and variety of solvents are used, with environmentally damaging variants such as methyl ethyl ketone and freon being replaced with more environmentally friendly solvents. Chromium- and nickel-containing steel alloys are used in tooling, and cobalt- and tungsten carbide-containing hard-metal bits are used in cutting tools. Lead, formerly used in metal-forming processes, is now rarely used, having been replaced with kirksite.
In total, the aerospace industry uses more than 5,000 chemicals and mixtures of chemical compounds, most with multiple suppliers, and with many compounds containing between five and ten ingredients. The exact composition of some products is proprietary, or a trade secret, adding to the complexity of this heterogeneous group.
Facilities and manufacturing processes
Airframe manufacturing typically is done in large, integrated plants. Newer plants often have high-volume exhaust ventilation systems with controlled make-up air. Local exhaust systems may be added for specific functions. Chemical milling and large component painting are now routinely performed in closed, automated ranks or booths that contain fugitive vapour or mist. Older manufacturing facilities may provide much poorer control of environmental hazards.
A large cadre of highly trained engineers develop and refine the structural characteristics of the aircraft or space vehicle. Additional engineers characterize the strength and durability of component materials and develop effective manufacturing processes. Computers have taken on much of the calculating and drafting work that was previously performed by engineers, drafters and technicians. Integrated computer systems can now be used to design aircraft without the aid of paper drawings or structural mock-ups.
Manufacturing begins with fabrication: the making of parts from stock materials. Fabrication includes tool and jig making, sheet-metal working, machining, plastic and composite working and support activities. Tools are built as templates and work surfaces on which to construct metal or composite parts. Jigs guide cutting, drilling and assembly. Fuselage sub-sections, door panels and wing and tail skins (outer surfaces) are typically formed from aluminium sheets that are precisely shaped, cut and chemically treated. Machine operations are often computer controlled. Huge rail-mounted mills machine wing spars from single aluminium forgings. Smaller parts are precisely cut and shaped on mills, lathes and grinders. Ducting is formed from sheet metal or composites. Interior components, including flooring, are typically formed from composites or laminates of thin but rigid outer layers over a honeycomb interior. Composite materials are laid up (put into carefully arranged and shaped overlapping layers) by hand or machine and then cured in an oven or autoclave.
Assembly begins with the build-up of component parts into sub-assemblies. Major sub-assemblies include wings, stabilizers, fuselage sections, landing gear, doors and interior components. Wing assembly is particularly intensive, requiring a large number of holes to be precisely drilled and counter-sunk in the skins, through which rivets are later driven. The finished wing is cleaned and sealed from the inside to ensure a leak-proof fuel compartment. Final assembly takes place in huge assembly halls, some of which are among the world’s largest manufacturing buildings. The assembly line comprises several sequential positions where the airframe remains for several days to more than a week while predetermined functions are performed. Numerous assembly operations take place simultaneously at each position, creating the potential for cross exposures to chemicals. Parts and sub-assemblies are moved on dollies, custom-built carriers and by overhead crane to the appropriate position. The airframe is moved between positions by overhead crane until the landing and nose gear are installed. Subsequent movements are made by towing.
During final assembly, the fuselage sections are riveted together around a supporting structure. Floor beams and stringers are installed and the interior coated with a corrosion-inhibiting compound. Fore and aft fuselage sections are joined to the wings and wing stub (a box-like structure that serves as a main fuel tank and the structural center of the aircraft). The fuselage interior is covered with blankets of fibreglass insulation, electrical wiring and air ducts are installed and interior surfaces are covered with decorative panelling. Storage bins, typically with integrated passenger lights and emergency oxygen supplies, are then installed. Pre-assembled seating, galleys and lavatories are moved by hand and secured to floor tracks, permitting the rapid reconfiguration of the passenger cabin to conform to air carrier needs. Powerplants and landing and nose gear are mounted, and avionic components are installed. The functioning of all components is thoroughly tested prior to towing the completed aircraft to a separate, well-ventilated paint hanger, where a protective primer coat (normally zinc-chromate based) is applied, followed by a decorative top-coat of urethane or epoxy paint. Prior to delivery the aircraft is put through a rigorous series of ground and flight tests.
In addition to workers engaged in the actual engineering and manufacturing processes, many employees are engaged in planning, tracking and inspecting work and expediting the movement of parts and tools. Craftspeople maintain power tools and reface cutting bits. Large staffs are needed for building maintenance, janitorial services and ground vehicle operation.
Safety and Ergonomics in Airframe Manufacturing
Safety Management
The airframe manufacturing industry’s safety management systems have reflected the evolutionary process of safety management within the traditional manufacturing setting. The health and safety programmes tended to be highly structured, with the company executives directing health and safety programmes and a hierarchical structure reflective of the traditional command and control management system. The large aircraft and aerospace companies have staffs of safety and health professionals (industrial hygienists, health physicists, safety engineers, nurses, physicians and technicians) that work with line management to address the various safety risks that are found within their manufacturing processes. This approach to line control safety programmes, with the operational supervisor responsible for the daily management of risks, supported by a core group of safety and health professionals, was the primary model since the establishment of the industry. The introduction of detailed regulations in the early 1970s in the United States caused a shift to a greater reliance on the safety and health professionals, not only for programme development, but also implementation and evaluation. This shift was a result of the technical nature of standards that were not readily understood and translated into the manufacturing processes. As a result, many of the safety management systems changed to compliance-based systems rather than injury/illness prevention. The previously integrated line control safety management programmes lost some of their effectiveness when the complexity of regulations forced a greater reliance on the core safety and health professionals for all aspects of the safety programmes and took some of the responsibility and accountability away from line management.
With the increasing emphasis on total quality management throughout the world, the emphasis is again being placed back on the manufacturing shop floor. Airframe manufacturers are moving to programmes that incorporate safety as an integral component of a reliable manufacturing process. Compliance takes on a secondary role, in that it is believed that while focusing on a reliable process, injury/illness prevention will be a primary objective and the regulations or their intent will be satisfied in establishing a reliable process. The industry as a whole currently has some traditional programmes, procedural/engineered-based programmes and emerging applications of behaviour-based programmes. Regardless of the specific model, those demonstrating the greatest success in injury/illness prevention require three critical components: (1) visible commitment by both management and the employees, (2) a clearly stated expectation of outstanding performance in injury/illness prevention and (3) accountability and reward systems, based on both endpoint measures (such as injury/illness data) and process indicators (such as per cent safety behaviour) or other proactive prevention activities that have equal weighting with other critical organization goals. All of the above systems are leading to a positive safety culture, which is leadership driven, with extensive employee involvement in both the process design and process improvement efforts.
Physical Safety
A substantial number of potentially serious hazards can be encountered in the airframe manufacturing industry largely because of the sheer physical size and complexity of the products produced and the diverse and changing array of manufacturing and assembly processes utilized. Inadvertent or inadequately controlled exposure to these hazards can produce immediate, serious injuries.
Table 1. Aircraft and aerospace industry safety hazards.
| Type of hazard | Common examples | Possible effects |
| Physical | ||
| Falling objects | Rivet guns, bucking bars, fasteners, hand tools | Contusions, head injuries |
| Moving equipment | Trucks, tractors, bicycles, fork-lift vehicles, cranes | Contusions, fractures, lacerations |
| Hazardous heights | Ladders, scaffolding, aerostands, assembly jigs | Multiple serious injuries, death |
| Sharp objects | Knives, drill bits, router and saw blades | Lacerations, puncture wounds |
| Moving machinery | Lathes, punch presses, milling machines, metal shears | Amputations, avulsions, crush injuries |
| Airborne fragments | Drilling, sanding, sawing, reaming, grinding | Ocular foreign bodies, corneal abrasions |
| Heated materials | Heat-treated metals, welded surfaces, boiling rinses | Burns, keloid formation, pigmentation changes |
| Hot metal, dross, slag | Welding, flame cutting, foundry operations | Serious skin, eye and ear burns |
| Electrical equipment | Hand tools, cords, portable lights, junction boxes | Contusions, strains, burns, death |
| Pressurized fluids | Hydraulic systems, airless grease and spray guns | Eye injuries, serious subcutaneous wounds |
| Altered air pressure | Aircraft pressure testing, autoclaves, test chambers | Ear, sinus and lung injuries, bends |
| Temperature extremes | Hot metal working, foundries, cold metal fabrication work | Heat exhaustion, frostbite |
| Loud noises | Riveting, engine testing, high-speed drilling, drop hammers | Temporary or permanent loss of hearing |
| Ionizing radiation | Industrial radiography, accelerators, radiation research | Sterility, cancer, radiation sickness, death |
| Non-ionizing radiation | Welding, lasers, radar, microwave ovens, research work | Corneal burns, cataracts, retinal burns, cancer |
| Walking/working surfaces | Spilled lubricants, disarranged tools, hoses and cords | Contusions, lacerations, strains, fractures |
| Ergonomic | ||
| Work in confined spaces | Aircraft fuel cells, wings | Oxygen deprivation, entrapment, narcosis, anxiety |
| Forceful exertions | Lifting, carrying, tub skids, hand tools, wire shop | Excess fatigue, musculoskeletal injuries, carpal tunnel syndrome |
| Vibration | Riveting, sanding | Musculoskeletal injuries, carpal tunnel syndrome |
| Human/machine interface | Tooling, awkward posture assembly | Musculoskeletal injuries |
| Repetitive motion | Data entry, engineering design work, plastic lay up | Carpal tunnel syndrome, musculoskeletal injuries |
Adapted from Dunphy and George 1983.
Immediate, direct trauma can result from dropped rivet bucking bars or other falling objects; tripping on irregular, slippery or littered work surfaces; falling from overhead crane catwalks, ladders, aerostands and major assembly jigs; touching ungrounded electrical equipment, heated metal objects and concentrated chemical solutions; contact with knives, drill bits and router blades; hair, hand or clothes entanglement or entrapment in milling machines, lathes and punch presses; flying chips, particles and slag from drilling, grinding and welding; and contusions and cuts from bumping against parts and components of the airframe during the manufacturing process.
The frequency and severity of injuries related to the physical safety hazards have been reduced as the industry’s safety processes have matured. The injuries and illnesses related to ergonomically related risks have mirrored the growing concern shared by all manufacturing and service-based industries.
Ergonomics
The airframe manufacturers have a long history in the use of human factors in developing critical systems on their product. The pilots’ flight deck has been one of the most extensively studied areas in product design history, as human factors engineers worked to optimize flight safety. Today, the fast-growing area of ergonomics as it pertains to injury/illness prevention is an extension of the original work done in human factors. The industry has processes that involve forceful exertions, awkward postures, repetitiveness, mechanical contact stress and vibration. These exposures can be exacerbated by work in confined areas such as wing interiors and fuel cells. To address these concerns, the industry is using ergonomists in product and process design, as well as “participatory ergonomics”, where cross-functional teams of manufacturing employees, supervision and tooling and facility designers are working together to reduce ergonomic risks in their processes.
In the airframe industry some of the key ergonomic concerns are the wire shops, which require many hand tools to strip or crimp and require strong grip forces. Most are being replaced by pneumatic tools that are suspended by balancers if they are heavy. Height-adjustable workstations to accommodate males and females provide options to sit or stand. Work has been organized into cells in which each worker performs a variety of tasks to reduce fatigue of any particular muscle group. In the winglines, another key area, padding of tooling, parts or workers is necessary to reduce mechanical contact stress in confined areas. Also in the wingline, height-adjustable work platforms are utilized instead of stepladders to minimize falls and place workers in neutral posture to drill or rivet. Riveters are still a major area of challenge, as they represent both a vibration and forceful exertion risk. To address this, low-recoil riveters and electromagnetic riveting are being introduced, but due both to some of the performance criteria of the products and also the practical limitations of these techniques in some aspects of the manufacturing process, they are not universal solutions.
With the introduction of composite materials both for weight and performance considerations, hand lay-up of composite material has also introduced potential ergonomic risks due to the extensive use of hands for forming, cutting and working the material. Additional tools with varying grip size, and some automated processes, are being introduced to reduce the risks. Also, adjustable tooling is being used to place the work in neutral posture positions. The assembly processes bring about an extensive number of awkward postures and manual handling challenges that are often addressed by the participatory ergonomics processes. Risk reductions are achieved by increased use of mechanical lifting devices where feasible, re-sequencing of work, as well as establishing other process improvements that typically not only address the ergonomic risks, but also improve productivity and product quality.
Fall Protection for Transport Category Aircraft Manufacture and Maintenance
Transport category aircraft are used for transporting passengers and freight in the commercial airline/airfreight industry. Both the manufacturing and maintenance process involve operations that remove, fabricate, alter and/or install components all over the aircraft itself. These aircraft vary in size but some (e.g., Boeing 747, Airbus A340) are among the largest aircraft in the world. Due to the size of the aircraft, certain operations require personnel to work while elevated above the floor or ground surface.
There are many potential fall situations within both aircraft manufacturing and maintenance operations throughout the air transport industry. While each situation is unique and may require a different solution for protection, the preferred method of fall protection is by preventing falls through an aggressive plan for hazard identification and control.
Effective fall protection involves an institutional commitment addressing every aspect of hazard identification and control. Each operator must continually evaluate its operation for specific fall exposures and develop a protection plan comprehensive enough to address each exposure throughout their operation.
Fall Hazards
Any time an individual is elevated they have the potential to fall to a lower level. Falls from elevations often result in serious injuries or fatalities. For this reason, regulations, standards and policies have been developed to assist companies in addressing the fall hazards throughout their operations.
A fall hazard exposure consists of any situation in which an individual is working from an elevated surface where that surface is several feet above the next level down. Assessing the operation for these exposures involves identifying all areas or tasks where it is possible that individuals are exposed to elevated work surfaces. A good source of information is injury and illness records (labour statistics, insurance logs, safety records, medical records and so on); however, it is important to look further than historical events. Each work area or process must be evaluated to determine whether there are any instances where the process or task requires the individual to work from a surface or area that is elevated several feet above the next lower surface.
Fall Situation Categorization
Virtually any manufacturing or maintenance task performed on one of these aircraft has the potential to expose personnel to fall hazards because of the size of the aircraft. These aircraft are so large that virtually every area of the entire aircraft is several feet above ground level. Although this provides many specific situations where personnel could be exposed to fall hazards, all the situations may be categorized as either work from platforms or work from aircraft surfaces. The division between these two categories originates with the factors involved in addressing the exposures themselves.
The work-from-platforms category involves personnel using a platform or stand to access the aircraft. It includes any work performed from a non-aircraft surface that is specifically used to access the aircraft. Tasks performed from aircraft docking systems, wing platforms, engine stands, lift trucks and so on would all be in this category. Potential fall exposures from surfaces in this category may be addressed with traditional fall-protection systems or a variety of guidelines that are currently in existence.
The work from aircraft surfaces category involves personnel using the aircraft surface itself as the platform for access. It includes any work performed from an actual aircraft surface such as wings, horizontal stabilizers, fuselages, engines and engine pylons. Potential fall exposures from surfaces in this category are very diverse depending on the specific maintenance task and sometimes require non-conventional approaches for protection.
The reason for the distinction between these two categories becomes clear when attempting to implement protective measures. Protective measures are those steps that are taken to eliminate or control each fall exposure. The methods for controlling fall hazards may be engineering controls, personal protective equipment (PPE) or procedural controls.
Engineering Controls
Engineering controls are those measures which consist of altering the facility in such a way that the individual’s exposure is minimized. Some examples of engineering controls are railings, walls or similar area reconstruction. Engineering controls are the preferred method for protecting personnel from fall exposures.
Engineering controls are the most common measure employed for platforms in both manufacturing and maintenance. They usually consist of standard railings; however, any barrier on all open sides of a platform effectively protects personnel from the fall exposure. If the platform were positioned right next to the aircraft, as is common, the side next to the aircraft would not need rails, as protection is provided by the aircraft itself. The exposures to be managed are then limited to gaps between the platform and the aircraft.
Engineering controls are usually not found in maintenance from aircraft surfaces, because any engineering controls designed into the aircraft add weight and decrease the aircraft’s efficiency during flight. The controls themselves prove inefficient when designed to protect the perimeter of an aircraft surface, as they have to be specific to the aircraft type, area and location and must be positioned without causing damage to the aircraft.
Figure 1 shows a portable rail system for an aircraft wing. Engineering controls are used extensively during manufacturing processes from aircraft surfaces. They are effective during manufacturing because the processes occur in the same location with the aircraft surface in the same position every time, so the controls may be customized to that location and position.
An alternative to railings for engineering controls involves netting positioned around the platform or aircraft surface to catch individuals when they fall. These are effective in stopping someone’s fall but are not preferred, as individuals may be injured during the impact with the net itself. These systems also require a formal procedure for rescue/retrieval of personnel once they have fallen into the nets.
Figure 1. Boeing 747 portable rail system; a two-sided guardrail system attaches to side of aircraft body, providing fallprotection during work on over-wing door and wing roof area.
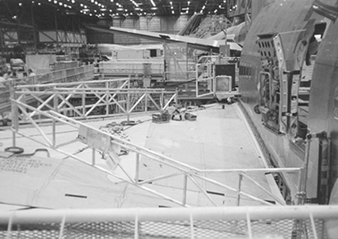
Courtesy of The Boeing Company
Personal Protective Equipment
PPE for falls consists of a full body harness with a lanyard attached to either a lifeline or other suitable anchorage. These systems are typically used for fall arrest; however, they may also be used in a fall restraint system.
Used in a personal fall arrest system (PFAS), PPE may be an effective means for preventing an individual from impacting the next lower level during a fall. To be effective, the anticipated fall distance must not exceed the distance to the lower level. It is important to note that with such a system the individual may still experience injuries as a result of the fall arrest itself. These systems also require a formal procedure for rescue/retrieval of personnel once they have fallen and been arrested.
PFASs are used with work from platforms most often when engineering controls are not functional—usually due to restriction of the work process. They are also used with work from aircraft surfaces because of the logistical difficulties associated with engineering controls. The most challenging aspects of PFASs and aircraft surface work are the fall distance with respect to personnel mobility and the added weight to the aircraft structure to support the system. The weight issue may be eliminated by designing the system to attach to the facility around the aircraft surface, rather than the aircraft structure; however, this also limits fall protection capability to that one facility location. Figure 2 shows a portable gantry used for providing a PFAS. PFASs are used more extensively in maintenance operations than manufacturing, but are used during certain manufacturing situations.
Figure 2. Engine gantry providing fall protection for aircraft engine worker.

Courtesy of The Boeing Company
A fall restraint system (FRS) is a system designed so that the individual is prevented from falling over the edge. FRSs are very similar to PFASs in that all the components are the same; however, the FRSs restrict the individual’s range of movement such that the individual cannot reach close enough to the edge of the surface to fall over. FRSs are the preferred evolution of PPE systems for both manufacturing and maintenance operations, because they prevent any fall-related injury and they eliminate the need for a rescue process. They are not extensively used in either work from platforms or aircraft surfaces, because of the challenges of designing the system so that personnel have the mobility needed to perform the work process, but are restricted from reaching the edge of the surface. These systems decrease the weight/efficiency issue with work from aircraft surfaces, because FRSs do not require the strength that a PFAS requires. At the time of printing, only one aircraft type (the Boeing 747) had an airframe-based FRS available. See figure 3 and figure 4.
Figure 3. Boeing 747 wing lanyard system.

Courtesy of The Boeing Company
Figure 4. Boeing 747 wing lanyard system fall protection zones.
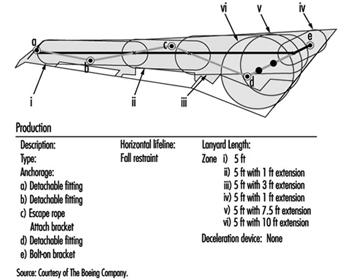
Courtesy of The Boeing Company
A horizontal lifeline attaches to permanent fittings on the wing surface, creating six fall protection zones. Employees connect a 1.5 m lanyard to D-rings or strap extensions that slide along the horizontal lifeline in zones i through iv, and are fixed in zones v and vi. The system allows access only to the edge of the wing, preventing the possibility of falling from the wing surface.
Procedural Controls
Procedural controls are used when both engineering controls and PPE are either ineffective or impractical. This is the least preferred method of protection, but is effective if managed properly. Procedural controls consist of designating the work surface as a restricted area for only those individuals that are required to enter during that specific maintenance process. Fall protection is achieved through very aggressive written procedures covering hazard exposure identification, communication and individual actions. These procedures mitigate the exposure as best as possible under the circumstances of the situation. They must be site specific and must address the specific hazards of that situation. These are very seldom used for work from platforms in either manufacturing or maintenance, but they are used for maintenance work from aircraft surfaces.
Aircraft Engine Manufacturing
The manufacture of aircraft engines, whether piston or jet, involves the conversion of raw materials into extremely reliable precision machines. The highly stressed operating environments associated with air transport require the use of a broad range of high-strength materials. Both conventional and unique manufacturing methods are utilized.
Construction Materials
Aircraft engines are primarily constructed of metallic components, although recent years have seen the introduction of plastic composites for certain parts. Various aluminium and titanium alloys are used where strength and light weight are of primary importance (structural components, compressor sections, engine frames). Chromium, nickel and cobalt alloys are used where resistance to high temperature and corrosion are required (combustor and turbine sections). Numerous steel alloys are used in intermediate locations.
Since weight minimization on aircraft is a critical factor in reducing life-cycle costs (maximizing payload, minimizing fuel consumption), advanced composite materials have recently been introduced as light-weight replacements for aluminium, titanium and some steel alloys in structural parts and ductwork where high temperatures are not experienced. These composites consist primarily of polyimide, epoxy and other resin systems, reinforced with woven fibreglass or graphite fibres.
Manufacturing Operations
Virtually every common metalworking and machining operation is used in aircraft engine manufacture. This includes hot forging (airfoils, compressor disks), casting (structural components, engine frames), grinding, broaching, turning, drilling, milling, shearing, sawing, threading, welding, brazing and others. Associated processes involve metal finishing (anodizing, chromating and so on), electroplating, heat treating and thermal (plasma, flame) spraying. The high strength and hardness of the alloys used, combined with their complex shapes and precision tolerances, necessitate more challenging and rigorous machining requirements than other industries.
Some of the more unique metalworking processes include chemical and electrochemical milling, electro-discharge machining, laser drilling and electron-beam welding. Chemical and electrochemical milling involve the removal of metal from large surfaces in a manner which retains or creates a contour. The parts, depending upon their specific alloy, are placed in a highly concentrated controlled acid, caustic or electrolyte bath. Metal is removed by the chemical or electrochemical action. Chemical milling is often used after forging of airfoils to bring wall thicknesses into specification while maintaining the contour.
Electro-discharge machining and laser drilling are typically used for making small-diameter holes and intricate contours in hard metals. Many such holes are required in combustor and turbine components for cooling purposes. Metal removal is accomplished by high-frequency thermo-mechanical action of electro-spark discharges. The process is carried out in a dielectric mineral oil bath. The electrode serves as the reverse image of the desired cut.
Electron-beam welding is used to join parts where deep weld penetration is required in hard-to-reach geometries. The weld is generated by a focused, accelerated beam of electrons within a vacuum chamber. The kinetic energy of the electrons striking the work-piece is transformed into heat for welding.
Composite plastic fabrication involves either “wet” lay-up techniques or the use of pre-impregnated cloths. With wet lay-up, the viscous uncured resin mixture is spread over a tooling form or mould by either spraying or brushing. The fibre reinforcement material is manually laid into the resin. Additional resin is applied to obtain uniformity and contour with the tooling form. The completed lay-up is then cured in an autoclave under heat and pressure. Pre-impregnated materials consist of semi-rigid, ready-to-use, partially-cured sheets of resin-fibre composites. The material is cut to size, manually moulded to the contours of the tooling form and cured in an autoclave. Cured parts are conventionally machined and assembled into the engine.
Inspection and Testing
In order to assure the reliability of aircraft engines, a number of inspection, testing and quality-control procedures are performed during the fabrication and on the final product. Common non-destructive inspection methods include radiographic, ultrasonic, magnetic particle and fluorescent penetrant. They are used to detect any cracks or internal flaws within the parts. Assembled engines are usually tested in instrumented test cells prior to customer delivery.
Health and Safety Hazards and Their Control Methods
Health hazards associated with aircraft engine manufacture are primarily related to the toxicity of the materials used and their potential for exposure. Aluminium, titanium and iron are not considered significantly toxic, while chromium, nickel and cobalt are more problematic. Certain compounds and valence states of the latter three metals have indicated carcinogenic properties in humans and animals. Their metallic forms are generally not considered as toxic as their ionic forms, typically found in metal finishing baths and paint pigments.
In conventional machining, most operations are performed using coolants or cutting fluids which minimize the generation of airborne dust and fumes. With the exception of dry grinding, the metals usually do not present inhalation hazards, although there is concern about the inhalation of coolant mists. A fair amount of grinding is performed, particularly on jet engine parts, to blend contours and bring airfoils into their final dimensions. Small, hand-held grinders are typically used. Where such grinding is performed on chromium-, nickel- or cobalt-based alloys, local ventilation is required. This includes down-draft tables and self-ventilating grinders. Dermatitis and noise are additional health hazards associated with conventional machining. Employees will have varying degrees of skin contact with coolants and cutting fluids in the course of fixing, inspecting and removing parts. Repeated skin contact may manifest itself in various forms of dermatitis in some employees. Generally, protective gloves, barrier creams and proper hygiene will minimize such cases. High noise levels are often present when machining thin-walled, high-strength alloys, due to tool chatter and part vibration. This can be controlled to an extent through more rigid tooling, dampening materials, modifying machining parameters and maintaining sharp tools. Otherwise, PPE (e.g., ear muffs, plugs) is required.
Safety hazards associated with conventional machining operations mainly involve potential for physical injuries due to the point-of-operation, fixing and power transmission drive movements. Control is accomplished through such methods as fixed guards, interlocked access doors, light curtains, pressure-sensitive mats and employee training and awareness. Eye protection should always be used around machining operations for protection from flying chips, particles and splashes of coolants and cleaning solvents.
Metal-finishing operations, chemical milling, electrochemical milling and electroplating involve open surface tank exposures to concentrated acids, bases and electrolytes. Most of the baths contain high concentrations of dissolved metals. Depending upon bath operating conditions and composition (concentration, temperature, agitation, size), most will require some form of local ventilation to control airborne levels of gases, vapours and mists. Various lateral, slot-type hood designs are commonly used for control. Ventilation designs and operating guidelines for different types of baths are available through technical organizations such as the American Conference of Governmental Industrial Hygienists (ACGIH) and the American National Standards Institute (ANSI). The corrosive nature of these baths dictates the use of eye and skin protection (splash goggles, face shields, gloves, aprons and so on) when working around these tanks. Emergency eyewashes and showers must also be available for immediate use.
Electron-beam welding and laser drilling present radiation hazards to workers. Electron-beam welding generates secondary x-ray radiation (bremsstrahlung effect). In a sense, the welding chamber constitutes an inefficient x-ray tube. It is critical that the chamber be constructed of material or contain shielding which will attenuate the radiation to the lowest practical levels. Lead shielding is often used. Radiation surveys should be periodically performed. Lasers present ocular and skin (thermal) hazards. Also, there is potential for exposure to the metal fumes produced by the evaporation of the base metal. Beam hazards associated with laser operations should be isolated and contained, where possible, within interlocked chambers. A comprehensive programme should be rigorously followed. Local ventilation should be provided where metal fumes are generated.
The major hazards related to the fabrication of composite plastic parts involve chemical exposure to unreacted resin components and solvents during wet lay-up operations. Of particular concern are aromatic amines used as reactants in polyimide resins and hardeners in epoxy resin systems. A number of these compounds are confirmed or suspected human carcinogens. They also exhibit other toxic effects. The highly reactive nature of these resin systems, particularly epoxies, gives rise to skin and respiratory sensitization. Control of hazards during wet lay-up operations should include local ventilation and extensive use of personal protective equipment to prevent skin contact. Lay-up operations using pre-impregnated sheets usually do not present airborne exposures, but skin protection should be used. Upon curing, these parts are relatively inert. They no longer present the hazards of their constituent reactants. Conventional machining of the parts, though, can produce nuisance dusts of an irritant nature, associated with the composite reinforcement materials (fibreglass, graphite). Local ventilation of the machining operation is often required.
Health hazards associated with test operations usually involve radiation (x or gamma rays) from radiographic inspection and noise from final product tests. Radiographic operations should include a comprehensive radiation safety programme, complete with training, badge monitoring and periodic surveys. Radiographic inspection chambers should be designed with interlocked doors, operating lights, emergency shut-offs and proper shielding. Test areas or cells where assembled products are tested should be acoustically treated, particularly for jet engines. Noise levels at the control consoles should be controlled to below 85 dBA. Provisions should also be made to prevent any build-up of exhaust gases, fuel vapours or solvents in the test area.
In addition to the aforementioned hazards related to specific operations, there are several others worthy of note. They include exposure to cleaning solvents, paints, lead and welding operations. Cleaning solvents are used throughout manufacturing operations. There has been a recent trend away from the use of chlorinated and fluorinated solvents to aqueous, terpine, alcohol and mineral spirit types due to toxicity and ozone depletion effects. Although the latter group may tend to be more environmentally acceptable, they often present fire hazards. Quantities of any flammable or combustible solvents should be limited in the workplace, used only from approved containers and with adequate fire protection in place. Lead is sometimes used in airfoil forging operations as a die lubricant. If so, a comprehensive lead control and monitoring programme should be in effect due to lead’s toxicity. Many types of conventional welding are used in manufacturing operations. Metal fumes, ultraviolet radiation and ozone exposures need to be evaluated for such operations. The need for controls will depend upon the specific operating parameters and metals involved.
Controls and Health Effects
There is a growing market demand for the aerospace industry to decrease product development flow time while at the same time utilizing materials that meet increasingly stringent, and sometimes contradictory, performance criteria. Accelerated product testing and production may cause material and process development to outpace the parallel development of environmental health technologies. The result may be products which have been performance tested and approved but for which there exist insufficient data on health and environmental impact. Regulations such as the Toxic Substance Control Act (TSCA) in the United States require (1) testing of new materials; (2) the development of prudent lab practices for research and development testing; (3) restrictions on the import and export of certain chemicals; and
(4) monitoring of health, safety and environmental studies as well as company records for significant health effects from chemical exposures.
The increased use of material safety data sheets (MSDSs) has helped provide health professionals with the information required to control chemical exposures. However, complete toxicological data exist for only a few hundred of the thousands of materials in use, providing a challenge to industrial hygienists and toxicologists. To the extent feasible, local exhaust ventilation and other engineering controls should be used to control exposure, particularly when poorly understood chemicals or inadequately characterized contaminant generation rates are involved. Respirators can play a secondary role when supported by a well-planned and rigorously enforced respiratory protection management programme. Respirators and other personal protective equipment must be selected to offer fully adequate protection without producing undue discomfort to workers.
Hazard and control information must be effectively communicated to employees prior to a product’s introduction into the work area. Oral presentation, bulletins, videos or other means of communication may be used. The method of communication is important to the success of any workplace chemical introduction. In aerospace manufacturing areas, employees, materials and work processes change frequently. Hazard communication must therefore be a continuous process. Written communications are not likely to be effective in this environment without the support of more active methods such as crew meetings or video presentations. Provisions should always be made for responding to worker questions.
Extremely complex chemical environments are characteristic of airframe manufacturing facilities, particularly assembly areas. Intensive, responsive and well-planned industrial hygiene efforts are required to recognize and characterize hazards associated with the simultaneous or sequential presence of large numbers of chemicals, many of which may not have been adequately tested for health effects. The hygienist must be wary of contaminants released in physical forms not anticipated by the suppliers, and therefore not listed on MSDSs. For example, the repeated application and removal of strips of partially cured composite materials may release solvent-resin mixtures as an aerosol that will not be effectively measured using vapour-monitoring methods.
The concentration and combinations of chemicals may also be complex and highly variable. Delayed work performed out of normal sequence may result in hazardous materials being used without proper engineering controls or adequate personal protective measures. The variations in work practices between individuals and the size and configuration of different airframes may have a significant impact on exposures. Variations in solvent exposures among individuals performing wing tank cleaning have exceeded two orders of magnitude, due in part to the effects of body size on the flow of dilution air in extremely confined areas.
Potential hazards should be identified and characterized, and necessary controls implemented, before materials or processes enter the workplace. Safe usage standards must also be developed, established and documented with mandatory compliance before work begins. Where information is incomplete, it is appropriate to assume the highest reasonably expected risk and to provide appropriate protective measures. Industrial hygiene surveys should be performed at regular and frequent intervals to ensure that controls are adequate and working reliably.
The difficulty of characterizing aerospace workplace exposures necessitates close cooperation between hygienists, clinicians, toxicologists and epidemiologists (see table 1). The presence of a very well informed workforce and management cadre is also essential. Worker reporting of symptoms should be encouraged, and supervisors should be trained to be alert to signs and symptoms of exposure. Biological exposure monitoring may serve as an important supplement to air monitoring where exposures are highly variable or where dermal exposure may be significant. Biological monitoring can also be used to determine whether controls are effective in reducing employee uptake of contaminants. Analysis of medical data for patterns of signs, symptoms and complaints should be performed routinely.
Table 1. Technological development requirements for health, safety and environmental control for new processes and materials.
| Parameter |
Technological requirement |
| Airborne levels of contaminants |
Analytical methods for chemical quantification Air monitoring techniques |
| Potential health impact | Acute and chronic toxicology studies |
| Environmental fate | Bioaccumulation and biodegradation studies |
| Waste characterization | Chemical compatibility test Bioassays |
Paint hangars, aircraft fuselages and fuel tanks may be served by very high volume exhaust systems during intensive painting, sealing and cleaning operations. Residual exposures and the inability of these systems to direct air flow away from workers usually require the supplemental use of respirators. Local exhaust ventilation is required for smaller painting, metal treating and solvent cleaning operations, for laboratory chemical work and for some plastics lay-up work. Dilution ventilation is usually adequate only in areas with minimal chemical usage or as a supplement to local exhaust ventilation. Significant air exchanges during winter can result in excessively dry interior air. Poorly designed exhaust systems which direct excessive cool air flow over workers’ hands or backs in small parts assembly areas may worsen hand, arm and neck problems. In large, complex manufacturing areas, attention must be paid to properly locating ventilation exhaust and intake points to avoid re-entraining contaminants.
Precision manufacturing of aerospace products requires clear, organized and well controlled work environments. Containers, barrels and tanks containing chemicals must be labelled as to the potential hazards of the materials. First aid information must be readily available. Emergency response and spill control information also must be available on the MSDS or similar data sheet. Hazardous work areas must be placarded and access controlled and verified.
Health Effects of Composite Materials
Airframe manufacturers, in both the civilian and defence sectors, have come to rely increasingly on composite materials in the construction of both interior and structural components. Generations of composite materials have been increasingly integrated into production throughout the industry, particularly in the defence sector, where they are valued for their low radar reflectivity. This rapidly developing manufacturing medium typifies the problem of design technology outpacing public health efforts. Specific hazards of the resin or fabric component of the composite prior to combination and resin cure differs from the hazards of cured materials. Additionally, partially cured materials (pre-pregs) may continue to preserve the hazard characteristics of the resin components during the various steps leading to producing a composite part (AIA 1995). Toxicological considerations of major resin categories are provided in table 2.
Table 2. Toxicological considerations of major components of resins utilized in aerospace composite materials.1
| Resin type | Components 2 | Toxicological consideration |
| Epoxy | Amine curing agents, epichlorohydrin | Sensitizer, suspect carcinogen |
| Polyimide | Aldehyde monomer, phenol | Sensitizer, suspect carcinogen, systemic* |
| Phenolic | Aldehyde monomer, phenol | Sensitizer, suspect carcinogen, systemic* |
| Polyester | Styrene, dimethylaniline | Narcosis, central nervous system depression, cyanosis |
| Silicone | Organic siloxane, peroxides | Sensitizer, irritant |
| Thermoplastics** | Polystyrene, polyphenylene sulphide | Systemic*, irritant |
1 Examples of typical components of the uncured resins are provided. Other chemicals of diverse toxicological nature may be present as curing agents, diluents and additives.
2 Applies primarily to components of wet resin prior to reaction. Varying amounts of these materials are present in the partially cured resin, and trace quantities in the cured materials.
* Systemic toxicity, indicating effects produced in several tissues.
** Thermoplastics included as separate category, in that breakdown products listed are created during moulding operations when the polymerized starting material is heated.
The degree and type of hazard posed by composite materials depends primarily on the specific work activity and degree of resin cure as the material moves from a wet resin/fabric to the cured part. Release of volatile resin components may be significant prior to and during initial reaction of resin and curing agent, but may also occur during the processing of materials which go through more than one level of cure. The release of these components tends to be greater in elevated temperature conditions or in poorly ventilated work areas and may range from trace to moderate levels. Dermal exposure to the resin components in the pre-cure state is often an important part of total exposure and therefore should not be neglected.
Off-gassing of resin degradation products may occur during various machining operations which create heat at the surface of the cured material. These degradation products have yet to be fully characterized, but tend to vary in chemical structure as a function of both temperature and resin type. Particles may be generated by machining of cured materials or by cutting pre-pregs which contain residues of resin materials which are released when the material is disturbed. Exposure to gases produced by oven cure has been noted where, through improper design or faulty operation, autoclave exhaust ventilation fails to remove these gases from the work environment.
It should be noted that dusts created by new fabric materials containing fibreglass, kevlar, graphite or boron/metal oxide coatings are generally considered to be capable of producing mild to moderate fibrogenic reaction; so far we have been unable to characterize their relative potency. Additionally, information on the relative contribution of fibrogenic dusts from various machining operations is still under investigation. The various composite operations and hazards have been characterized (AIA 1995) and are listed in table 3.
Table 3. Hazards of chemicals in the aerospace industry.
| Chemical agent | Sources | Potential disease |
| Metals | ||
| Beryllium dust | Machining beryllium alloys | Skin lesions, acute or chronic lung disease |
| Cadmium dust, mist | Welding, burning, spray painting | Delayed acute pulmonary oedema, kidney damage |
| Chromium dust/mist/fumes | Spraying/sanding primer, welding | Cancer of the respiratory tract |
| Nickel | Welding, grinding | Cancer of the respiratory tract |
| Mercury | Laboratories, engineering tests | Central nervous system damage |
| Gases | ||
| Hydrogen cyanide | Electroplating | Chemical asphyxiation, chronic effects |
| Carbon monoxide | Heat treating, engine work | Chemical asphyxiation, chronic effects |
| Oxides of nitrogen | Welding, electroplating, pickling | Delayed acute pulmonary oedema, permanent lung damage (possible) |
| Phosgene | Welding decomposition of solvent vapour | Delayed acute pulmonary oedema, permanent lung damage (possible) |
| Ozone | Welding, high-altitude flight | Acute and chronic lung damage, cancer of the respiratory tract |
| Organic compounds | ||
| Aliphatic | Machine lubricants, fuels, cutting fluids | Follicular dermatitis |
| Aromatic, nitro and amino | Rubber, plastics, paints, dyes | Anaemia, cancer, skin sensitization |
| Aromatic,other | Solvents | Narcosis, liver damage, dermatitis |
| Halogenated | Depainting, degreasing | Narcosis, anaemia, liver damage |
| Plastics | ||
| Phenolics | Interior components, ducting | Allergic sensitization, cancer (possible) |
| Epoxy (amine hardeners) | Lay-up operations | Dermatitis, allergic sensitization, cancer |
| Polyurethane | Paints, internal components | Allergic sensitization, cancer (possible) |
| Polyimide | Structural components | Allergic sensitization, cancer (possible) |
| Fibrogenic dusts | ||
| Asbestos | Military and older aircraft | Cancer, asbestosis |
| Silica | Abrasive blasting, fillers | Silicosis |
| Tungsten carbide | Precision tool grinding | Pneumoconiosis |
| Graphite, kevlar | Composite machining | Pneumoconiosis |
| Benign dusts (possible) | ||
| Fibreglass | Insulating blankets, interior components | Skin and respiratory irritation, chronic disease (possible) |
| Wood | Mock-up and model making | Allergic sensitization, respiratory cancer |
Environmental and Public Health Issues
Aerospace industries have been significantly affected by the enormous growth in environmental and community noise regulations passed primarily in the United States and Europe since the 1970s. Legislation such as the Clean Water Act, the Clean Air Act and the Resource Conservation and Recovery Act in the United States and companion Directives in the European Union have resulted in voluminous local regulations to meet environmental quality objectives. These regulations typically enforce the use of best available technology, whether new materials or processes or end of stack control equipment. Additionally, universal issues such as ozone depletion and global warming are forcing changes to traditional operations by banning chemicals such as chlorofluorocarbons entirely unless exceptional conditions exist.
Early legislation had little impact on aerospace operations until the 1980s. The continued growth of the industry and the concentration of operations around airports and industrialized areas made regulation attractive. The industry underwent a revolution in terms of programmes required to track and manage toxic emissions to the environment with the intent to ensure safety. Wastewater treatment from metal finishing and aircraft maintenance became standard at all large facilities. Hazardous waste segregation, classification, manifesting and, later, treatment prior to disposal were instituted where rudimentary programmes had previously existed. Clean-up programmes at disposal sites became major economic issues for many companies as costs rose to many millions at each site. In the later 1980s and early 1990s, air emissions, which constitute as much as 80% or more of the total emissions from aircraft manufacturing and operation, became the focus of regulation. The International Civil Aviation Organization (ICAO) adopted engine emission standards as early as 1981 (ICAO 1981).
Chemical emissions regulations affect essentially all chemical processing, engine and auxiliary power unit, fuelling and ground service vehicle operations. In Los Angeles, for example, ground-level ozone and carbon monoxide reductions to achieve Clean Air Act standards could require a reduction of 50% of flight operations at Los Angeles International Airport by the year 2005 (Donoghue 1994). Emissions there will be tracked daily to ensure limits on total emissions of volatile organic compounds and carbon monoxide are below the overall total permitted. In Sweden, a tax has been levied on aircraft carbon dioxide emissions due to their global warming potential. Similar regulations in some regions have resulted in a near total elimination of vapour degreasing using chlorinated solvents such as trichloroethane due to the historically high levels of emissions from open-topped degreasers and the ozone depleting potential and toxicity of 1,1,1 trichloroethane.
Perhaps the most broad-based regulation yet imposed is the Aerospace National Emission Standard for Hazardous Air Pollutants (NESHAP) of 1995, promulgated by the United States Environmental Protection Agency under the Clean Air Act Amendments of 1990. This regulation requires all aerospace operations to comply with the average of the best 12% of the current United States control practices to reduce the emission of pollutants from the processes of greatest emissions. The standard requires compliance by September 1998. The processes and materials most affected are manual wipe and flush cleaning, primers and topcoats, paint removal and chemical milling maskants. The regulation allows process change or control and charges local authorities with enforcement of material, equipment, work practice and record-keeping requirements. The significance of these rules is the imposition of the best practices with little regard to cost on every aerospace manufacturer. They force a comprehensive change to low vapour pressure solvent cleaning materials and to coatings low in solvent content, as well as application equipment technology as shown in table 1. Some exceptions were made where product safety or personnel safety (due to fire hazard and so on) would be compromised.
Table 1. Summary of the United States NESHAP in manufacturing and reworking facilities.
| Process | Requirements1 |
| Manual wipe cleaning of aerospace components |
Maximum composite pressure of 45 mmHg at 20 °C or use of specific preferred cleaners Exemptions for confined spaces, work near energized systems, etc. Immediate enclosure of wipers to contain further evaporation |
| Flush cleaning with VOCs2 or HAPs3 containing materials | Collection and containment of fluids |
| Application of primers and topcoats | Use of high transfer efficiencyequipment4 |
| Primer HAP content less water | 350 g/l of primer as applied on average5 |
| Top coat HAP content water | 420 g/l of topcoat as applied on average5 |
| Exterior surface paint removal |
Zero HAP chemicals, mechanical blast, high-intensity light6. Allowance for 6 assembled aircraft to be depainted per site/year with HAP-containing chemicals |
| Coatings containing inorganic HAPs | High efficiency control of particulate emissions |
| Chemical milling mask HAP content less water | 160 g/l of material as applied or a high-efficiency vapour collection and control system |
| Overspray from coating operations with HAP | Multistage particulate filter |
| Air pollution control equipment | Minimum acceptable efficiencies plus monitoring |
| Spray gun cleaning | No atomization of cleaning solvent, provisions to capture waste |
1 Considerable record keeping, inspection and other requirements apply, not listed here.
2 Volatile organic compounds. These have been shown to be photochemical reactive and precursors to ground-level ozone formation.
3 Hazardous air pollutants. These are 189 compounds listed by the US Environmental Protection Agency as toxic.
4 Listed equipment includes electrostatic or high-volume, low-pressure (HVLP) spray guns.
5 Specialty coatings and other low-emission processes excluded.
6 Touch-up allowed using 26 gallons per aircraft per year of HAP-containing remover (commercial), or 50 gallons per year (military).
Source: US EPA Regulation: 40 CFR Part 63.
Summaries of typical chemical hazards and emission-control practices due to the impact of environmental regulations on manufacturing and maintenance operations in the United States are provided in table 2 and table 3 respectively. European regulations have for the most part not kept pace in the area of toxic air emissions, but have placed greater emphasis on the elimination of toxins, such as cadmium, from the products and the accelerated phase-out of ozone depleter compounds. The Netherlands require operators to justify the use of cadmium as essential for flight safety, for example.
Table 2. Typical chemical hazards of manufacturing processes.
| Common processes | Type of emission | Chemicals or hazards |
| Coatings, including temporary protective coatings, mask and paints |
Overspray of solids and evaporation of solvents
Solid waste, (e.g., wipers)
|
Volatile organic compouds (VOCs) including methyl ethyl ketone, toluene, xylenes Ozone-depleting compounds (ODCs) (chlorofluorocarbons, trichloroethane and others) Organic toxins including tricholorethane, xylene, toluene Inorganic toxins including cadmium, chromates, lead VOCs or toxins as above |
| Solvent cleaning |
Evaporation of solvents Solid waste (wipers) Liquid waste |
VOCs, ozone depletersor toxins VOCs or toxins Waste solvent (VOCs) and/or contaminated water |
| Paint removal |
Evaporation or entrainment of solvents
Corrosive liquid waste Dust, heat, light |
VOCs such as xylene, toluene, methyl ethyl ketone Organic toxins (methylene chloride, phenolics) Heavy metals (chromates) Caustics and acids including formic acid Toxic dust (blasting), heat (thermal stripping) and light |
| Anodizing aluminium |
Ventilation exhaust Liquid waste |
Acid mist Concentrated acid usually chromic, nitric and hydrofluoric |
| Plating hard metals |
Ventilation exhaust Rinsewaters |
Heavy metals, acids, complexed cyanides Heavy metals, acids, complexed cyanides |
| Chemical milling | Liquid waste | Caustics and heavy metals, other metals |
| Sealing |
Evaporated solvent Solid waste |
VOCs Heavy metals, trace amounts of toxic organics |
| Alodining (conversion coating) |
Liquid waste Solid waste |
Chromates, possibly complexed cyanide Chromates, oxidizers |
| Corrosion-inhibiting ompounds | Particulates, solid waste | Waxes, heavy metals and toxic organics |
| Composite fabrication | Solid waste | Uncured volatiles |
| Vapour degreasing | Escaped vapour | Tricholorethane, trichoroethylene, perchloroethylene |
| Aqueous degreasing | Liquid waste | VOCs, silicates, trace metals |
Table 3. Typical emission-control practices.
| Processes | Air emissions | Water emissions | Land emissions |
| Coating: overspray | Emission control equipment1 for overspray (VOCs and solid particulate) | Onsite pretreatment and monitoring | Treat and landfill3 paint-booth waste. Incinerate flammables and landfill ash. Recycle solvents where possible. |
| Solvent cleaning with VOCs | Emission controls2 and/or material substitution | Onsite pretreatment and monitoring | Incinerate and landfill used wipers |
| Solvent cleaning with ODCs | Substitution due to ban on ODCs production | None | None |
| Solvent cleaning with toxins | Substitution | Onsite pretreatment and monitoring | Treat to reduce toxicity4 and landfill |
| Paint removal | Emission controls or substitution with non-HAP or mechanical methods | Onsite pretreatment and monitoring | Treatment sludge stabilized and landfilled |
| Anodizing aluminium, plating hard metals, chemical milling and immersion conversion coating (Alodine) | Emission control (scrubbers) and/or substitution in some cases | Onsite pretreatment of rinsewaters. Acid and caustic concentrates treated on or off site | Treatment sludge stabilized and landfilled. Other solid waste treated and landfilled |
| Sealing | Usually none required | Usually none required | Incinerate and landfill used wipers |
| Corrosion-inhibiting compounds | Ventilation filtered | Usually none required | Wipers, residual compound and paint-booth filters5 treated and landfilled |
| Vapour degreasing | Chillers to recondense vapours Enclosed systems, or Activated carbon collection | Degreasing solvent separation from wastewater | Toxic degreasing solvent recycled, residual treated and landfilled |
| Aqueous degreasing | Usually none required | Onsite pretreatment and monitoring | Pretreatment sludge managed as hazardous waste |
1 Most aerospace facilities are required to own an industrial wastewater pretreatment facility. Some may have full treatment.
2 Control efficiency usually must be greater than 95% removal/destruction of incoming concentrations. Commonly 98% or greater is achieved by activated carbon or thermal oxidation units.
3 Strict regulations on landfilling specify treatment and landfill construction and monitoring.
4 Toxicity is measured by bioassay and/or leaching tests designed to predict results in solid waste landfills.
5 Usually filtered paint booths. Work done out of sequence or touch up, etc. is usually exempt due to practical considerations.
Noise regulations have followed a similar course. The United States Federal Aviation Administration and the International Civil Aviation Organization have set aggressive targets for the improvement of jet engine noise reduction (e.g., the United States Airport Noise and Capacity Act of 1990). Airlines are faced with the option of replacing older aircraft such as the Boeing 727 or McDonnell Douglas DC-9 (Stage 2 aircraft as defined by the ICAO) with new generation airplanes, re-engining or retrofitting these aircraft with “hush” kits. Elimination of noisy Stage 2 aircraft is mandated by 31 December 1999 in the United States, when Stage 3 rules take effect.
Another hazard posed by aerospace operation is the threat of falling debris. Items such as waste, aircraft parts and satellites descend with varying degrees of frequency. The most common in terms of frequency is the so-called blue ice which results when leaking toilet system drains allow waste to freeze outside the aircraft and then separate and fall. Aviation authorities are considering rules to require additional inspection and correction of leaking drains. Other hazards such as satellite debris may occasionally be hazardous (e.g., radioactive instruments or power sources), but present extremely low risk to the public.
Most companies have formed organizations to address emission reduction. Goals for environmental performance are established and policies are in place. Management of the permits, safe material handling and transportation, disposal and treatment require engineers, technicians and administrators.
Environmental engineers, chemical engineers and others are employed as researchers and administrators. In addition, programmes exist to help remove the source of chemical and noise emissions within the design or the process.
Automobile and Transportation Equipment History
General Profile
Distinct segments of the automobile and transportation equipment industry produce:
- cars and light trucks
- medium and heavy trucks
- buses
- farm and construction equipment
- industrial trucks
- motorcycles.
The characteristic assembly line for the finished vehicle is supported by separate manufacturing facilities for various parts and components. Vehicle components may be manufactured within the parent enterprise or purchased from separate corporate entities. The industry is a century old. Production in the North American, European and (since the Second World War) Japanese sectors of the industry became concentrated in a few corporations which maintained branch assembly operations in South America, Africa and Asia for sales to those markets. International trade in finished vehicles has increased since the 1970s, and trade in original equipment and replacement auto parts from facilities in the developing world is increasingly important.
Manufacture of heavy trucks, buses and farm and construction equipment are distinct businesses from car production, although some auto producers manufacture for both markets, and farm and construction equipment are also made by the same corporations. This line of products uses large diesel engines rather than gasoline engines. Production rates are typically slower, volumes smaller and processes less mechanized.
The types of facilities, the production processes and the typical components in car production are shown in table 1. Figure 1provides a flow chart for the steps in automobile production. The standard industrial classifications that are found in this industry include: motor vehicles and car body assembly, truck and bus body assembly, motor vehicle parts and accessories, iron and steel foundries, non-ferrous foundries, automotive stampings, iron and steel forgings, engine electrical equipment, auto and apparel trimmings and others. The number of people employed in the manufacture of parts exceeds that employed in assembly. These processes are supported by facilities for design of the vehicle, construction and maintenance of plant and equipment, clerical and managerial functions and a dealer and repair function. In the United States, car dealers, service stations and wholesale auto parts facilities employ about twice as many workers as the manufacturing functions.
Table 1. Production processes for automobile production.
|
Facility type |
Product and process |
|
Ferrous foundry |
Castings for machining into engine blocks and heads, other components |
|
Aluminium foundry and die cast |
Engine blocks and heads, transmission casings, other cast components |
|
Forging and heat treatment |
Pre-machined parts for engines, suspensions and transmissions |
|
Stamping |
Body panels and subassemblies |
|
Engine |
Machining of castings, assembly into finished product |
|
Transmission |
Machining of castings and forgings, assembly into product |
|
Glass |
Windshields, side windows and backlights |
|
Automotive parts |
Machining, stamping and assembly, including brakes, suspension parts, heating and air conditioning, pollution-control equipment, vehicle lighting |
|
Electrical and electronic |
Ignition systems, radios, motors, controllers |
|
Hardware and hard trim |
Polymer moulded exterior body panels, trim components |
|
Soft trim |
Seat cushions, built up seats, dashboard assemblies, interior body panels |
|
Vehicle assembly |
Body shop, painting, chassis assembly, final assembly |
|
Parts depots |
Warehousing, parts painting and assembly, packaging and shipping |
Figure 1. Flow chart for automobile production.
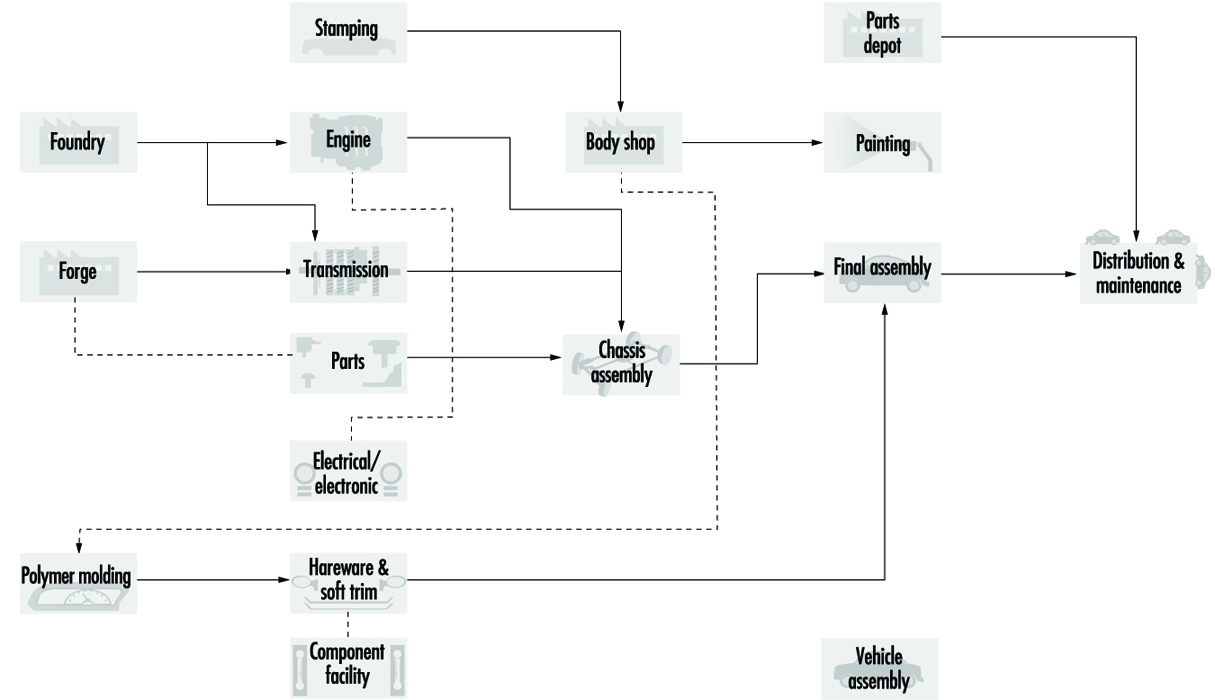
The workforce is predominantly male. In the United States, for example, it is about 80% male. Female employment is higher in trim and other lighter manufacturing processes. There is limited opportunity for job transfer from hourly work to clerical work or to technical and professional employment. Assembly line supervisors do, however, often come from the production and maintenance units. About 20% of hourly employees are employed in the skilled trades, although the fraction of employees in any particular facility who are in skilled trades varies greatly, from less than 10% in assembly operations to almost 50% in stamping operations. Because of contractions in employment levels over the decade of the 1980s, the average age of the workforce in the late 1990s exceeds 45 years, with hiring of new workers appearing only since 1994.
Major Sectors and Processes
Ferrous casting
Founding or metal casting involves the pouring of molten metal into a hollow inside a heat-resistant mould, which is the outside or negative shape of the pattern of the desired metal object. The mould may contain a core to determine the dimensions of any internal cavity in the final metal object. Foundry work consists of the following basic steps:
- making a pattern of the desired article from wood, metal, plastic or some other material
- making the mould by pouring sand and a binder around the pattern and compacting or setting it
- removing the pattern, inserting any core and assembling the mould
- melting and refining the metal in a furnace
- pouring the molten metal into the mould
- cooling the metal casting
- removing the mould and core from the metal casting by the “punch-out” process (for small castings) and by vibrating screens (shakeout) or hydro-blasting
- removing extra metal (e.g., the metal in the sprue—the pathway for molten metal to enter the mould) and burnt-on sand from the finished casting (fettling) by blasting with steel shot, hand chipping and grinding.
Ferrous foundries of the production type are a characteristic auto industry process. They are used in the automobile industry to produce engine blocks, heads and other parts. There are two basic types of ferrous foundries: gray iron foundries and ductile iron foundries. Gray iron foundries use scrap iron or pig iron (new ingots) to make standard iron castings. Ductile iron foundries add magnesium, cerium or other additives (often called ladle additives) to the ladles of molten metal before pouring to make nodular or malleable iron castings. The different additives have little impact on workplace exposures.
Typical automobile foundries use cupola or induction furnaces to melt the iron. A cupola furnace is a tall vertical furnace, open at the top, with hinged doors at the bottom. It is charged from the top with alternate layers of coke, limestone and metal; the molten metal is removed at the bottom. An induction furnace melts the metal by passing a high electric current through copper coils on the outside of the furnace. This induces an electric current in the outer edge of the metal charge, which heats the metal due to the high electrical resistance of the metal charge. Melting progresses from the outside of the charge to the inside.
In ferrous foundries, moulds are traditionally made from green sand (silica sand, coal dust, clay and organic binders), which is poured around the pattern, which is usually in two parts, and then compacted. This can be done manually or mechanically on a conveyor belt in production foundries. The pattern is then removed and the mould assembled mechanically or manually. The mould must have a sprue.
If the metal casting is to have a hollow interior, a core must be inserted into the mould. Cores can be made from thermosetting phenol-formaldehyde resins (or similar resins) mixed with sand which is then heated (hot box method) or from amine-cured urethane/sand mixtures which cure at room temperature (cold box method). The resin/sand mixture is poured into a core box which has a cavity in the desired shape of the core.
The products produced in gray iron castings are typically of a large size, such as engine blocks. The physical size increases the physical hazards on the job and also presents more difficult dust control problems.
Atmospheric contaminants in foundry processes
Silica-containing dusts. Silica-containing dusts are found in finishing, in shakeout-knockout, in moulding, in core making and in sand system and melt department maintenance activities. Air sampling studies during the 1970s typically found severalfold overexposures to silica, with the highest levels in finishing. Exposures were higher in mechanized production foundries than job shops. Improved control measures including enclosure and exhaust of sand systems and shakeout, mechanization and periodic industrial hygiene measurements have reduced levels. Standard ventilation designs are available for most foundry operations. Exposures above current limits persist in finishing operations due to inadequate sand removal after shakeout and silica burn-in on casting surfaces.
Carbon monoxide. Acutely dangerous carbon monoxide levels are encountered during cupola furnace maintenance and during upsets in process ventilation in the melt department. Excessive levels can also be encountered in cooling tunnels. Carbon monoxide exposures have also been associated with cupola melting and with the combustion of carbon material in green sand moulds. Exposure to sulphur dioxide of unknown origin can also occur, perhaps from sulphur contaminants in the mould.
Metal fumes. Metal fumes are found in melting and pouring operations. It is necessary to use compensating hoods over pouring stations in order to exhaust both metal fumes and combustion gases. Excessive exposures to lead fumes are occasionally encountered in iron foundries and are pervasive in brass foundries; lead fumes in gray iron arise from lead contamination of the scrap iron starting materials.
Other chemical and physical hazards. Formaldehyde, amine vapours and isocyanate pyrolysis products can be found in coremaking and core burn-off products. High-production coremaking is characteristic of the auto industry. Hot box phenol-formaldehyde coremaking replaced oil-sand cores in the mid-1960s and brought substantial formaldehyde exposures, which, in turn, increased the risks of respiratory irritation, lung function abnormalities and lung cancer. Protection requires local exhaust ventilation (LEV) at the core machine, core check stations and conveyor and low emission resins. When the phenol-formaldehyde coremaking has been replaced by cold box amine-cured polyurethane systems, effective maintenance of seals at the core box, and LEV where the cores are stored prior to insertion in the mould, are needed to protect employees against ocular effects of amine vapours.
Workers who are employed in these areas should undergo pre-placement and periodic medical examinations, including a chest x ray reviewed by an expert reader, a lung function test and a symptoms questionnaire, which are essential to detect early signs of pneumoconiosis, chronic bronchitis and emphysema. Periodic audiograms are needed, as hearing protection is often ineffective.
High levels of noise and vibration are encountered in processes such as furnace loading, mechanical de-coring, stripping and knockout of castings and fettling with pneumatic tools.
Foundry processes are heat intensive. The radiant heat load in melting, pouring, shakeout, core knockout and sprue removal requires special protective measures. Some of these measures include increased relief time (time away from the job), which is a common practice. Still extra relief during hot, summer months is also commonly provided. Workers should be outfitted with heat-protective clothing and eye and face protection in order to prevent the formation of cataracts. Climatized break areas near the work area improve the protective value of heat relief.
Aluminium casting
Aluminium casting (foundry and die-casting) is used to produce cylinder heads, transmission cases, engine blocks and other automotive parts. These facilities typically cast the products in permanent moulds, with and without sand cores, although the lost foam process has been introduced. In the lost foam process, the polystyrene foam pattern is not removed from the mould but is vaporized by the molten metal. Die casting involves the forcing of molten metal under pressure into metal moulds or dies. It is used to make large numbers of small, precise parts. Die-casting is followed by trim removal on a forge press and some finishing activities. Aluminium may be melted onsite or it can be delivered in molten form.
Hazards can arise because of significant pyrolysis of the core. Silica exposures may be found in permanent mould foundries where large cores are present. Local exhaust on shakeout is needed to prevent hazardous levels of exposure.
Other non-ferrous casting
Other non-ferrous die casting and electroplating processes are used to produce the trim on automotive products, the hardware and the bumpers. Electroplating is a process in which a metal is deposited onto another metal by an electrochemical process.
Bright metal trim traditionally was die-cast zinc, successively plated with copper, nickel and chrome, and then finished by polishing. Carburettor and fuel-injector parts are also die cast. Manual extraction of parts from die-casting machines is increasingly being replaced by mechanical extraction, and bright metal parts are being replaced by painted metal parts and plastic. Bumpers had been produced by pressing steel, followed by plating, but these methods are increasingly being replaced by the use of polymer parts in passenger vehicles.
Electroplating with chrome, nickel, cadmium, copper and so on is normally carried out in separate workshops and involves exposure to, inhalation of or contact with vapours from the acid plating baths. An increased incidence of cancer has been associated with both chromic acid and sulphuric acid mists. These mists are also extremely corrosive to the skin and respiratory tract. Electroplating baths should be labelled as to contents and should be fitted with special push-pull local exhaust systems. Anti-foaming surface tension agents should be added to the liquid in order to minimize mist formation. Workers should wear eye and face protection, hand and arm protection and aprons. Workers need periodic health checks as well.
Inserting and removing components from open-surface tanks are very hazardous operations which are increasingly becoming more mechanized. The buffing and polishing of plated components on felt belts or discs is strenuous and entails exposure to cotton, hemp and flax dust. This hazard can be minimized by providing a fixture or by mechanizing with transfer-type polishing machines.
Forging and heat treatment
Hot forging and cold forging followed by heat treatment are used to produce engine, transmission and suspension parts and other components.
Historically, automotive forging involved heating iron billets (bars) in individual oil-fired furnaces set close to individually operated steam hammer forges. In these drop hammer forges, the heated iron is placed in the bottom half of a metal die; the top half of the die is attached to the drop hammer. The iron is formed into the desired size and shape by multiple impacts of the dropping hammer. Today, such processes are replaced by induction heating of billets, which are worked in forging presses, which use pressure instead of impact to form the metal part, and drop hammer forges (upsetters) or by cold forging followed by heat treatment.
The forging process is extremely noisy. Noise exposure can be abated by replacing oil furnaces with induction heating devices, and the steam hammers with forging presses and upsetters. The process is also smoky. Oil smoke can be reduced by modernizing the furnace.
Forging and heat treatment are heat-intensive operations. Spot cooling using make-up air that circulates over workers in process areas is needed to reduce heat stress.
Machining
High production machining of engine blocks, crankshafts, transmissions and other components is characteristic of the auto industry. Machining processes are found within various parts manufacturing facilities and are the dominant process in engine, transmission and bearing production. Components such as camshafts, gears, differential pinions and brake drums are produced in machining operations. One-person machining stations are increasingly replaced by multiple station machines, machining cells and transfer lines which may be up to 200 metres in length. Soluble oils and synthetic and semi-synthetic coolants increasingly predominate over straight oils.
Foreign body injuries are common in machining operations; increased mechanical material handling and personal protective equipment are key preventive measures. Increased automation, particularly long transfer lines, increases the risk of severe acute trauma; improved machine guarding and energy lockout are preventive programmes.
The highest level of control measures for coolant mist include full enclosure of machining stations and fluid circulation systems, local exhaust directed outside or recirculated only through a high-efficiency filter, coolant system controls to reduce mist generation and coolant maintenance to control micro-organisms. Addition of nitrite to amine-containing fluids must be prohibited due to risk of nitrosamine production. Oils with substantial polynuclear aromatic hydrocarbon (PAH) content must not be used.
In case-hardening, tempering, nitrate salt baths and other metal heat-treatment processes using furnaces and controlled atmospheres, the microclimate may be oppressive and various airborne toxic substances encountered (e.g., carbon monoxide, carbon dioxide, cyanides).
Machine attendants and workers handling swarf and centrifuging cutting oil prior to filtration and regeneration are exposed to the risk of dermatitis. Exposed workers should be provided with oil-resistant aprons and encouraged to wash thoroughly at the end of each shift.
Grinding and tool sharpening may present a danger of hard metal disease (interstitial lung disease) unless cobalt exposure is measured and controlled. Grinding wheels should be fitted with screens, and eye and face protection and respiratory protective equipment should be worn by grinders.
Machined parts are typically assembled into a finished component, with attendant ergonomic risks. In engine facilities engine testing and running-in must be carried out at test stations fitted with equipment for removing exhaust gases (carbon monoxide, carbon dioxide, unburned hydrocarbons, aldehydes, nitrogen oxides) and with noise-control facilities (booths with sound-absorbent walls, insulated bedplates). Noise levels may be as high as 100 to 105 dB with peaks at 600 to 800 Hz.
Stamping
Pressing of sheet metal (steel) into body panels and other components, often combined with subassembly by welding, is done in large facilities with large and small mechanical power presses. Individual load and unload presses were successively replaced by mechanical extraction devices and now shuttle transfer mechanisms which can load as well, yielding fully automated press lines. Fabrication of subassemblies such as hoods and doors is accomplished with resistance welding presses and is increasingly performed in cells with robot transfer of parts.
The main process is the pressing of steel sheet, strip and light sections on mechanical power presses ranging in capacity from roughly 20 to 2,000 tonnes.
Modern press safety requires effective machinery guarding, prohibition of hands in dies, safety controls including anti-tie down two-hand controls, part revolution clutches and brake monitors, automatic feed and ejection systems, collection of press scrap and the use of personal protective equipment such as aprons, foot and leg protection and hand and arm protection. Outmoded and hazardous full-revolution clutch machines and pull-back devices must be eliminated. Handling rolled steel with cranes and loading of decoilers prior to blanking at the head of a press lines poses a severe safety hazard.
Press operators are exposed to substantial mist levels from drawing compounds which are similar in composition to machining fluids such as soluble oils. Welding fumes are present in fabrication. Noise exposures are high in stamping. Control measures for noise include mufflers on air valves, lining metal chutes with vibration-damping equipment, quieting parts carts, and isolation of presses; the point of operation of the press is not the main site of noise generation.
Following pressing, the pieces are assembled into sub-groups such as hoods and doors using resistance welding presses. Chemical hazards include welding fumes from primarily resistance welding and pyrolysis products of surface coatings, including drawing compound and sealers.
Plastic body panels and trim components
Metal trim parts such as chrome strips are being increasingly replaced by polymer materials. Hard body parts may be made from fibrous glass-reinforced polyester polystyrene systems, acrylonitrile-butadiene-styrene (ABS) thermosetting systems or polyethylene. Polyurethane systems may be high density for body parts, such as nose cones, or low-density foam for seats and interior padding.
Polyurethane foam moulding presents severe respiratory sensitization problems from inhalation of di-isocyanate monomer and possibly catalysts. Complaints persist in operations which are in compliance with limits for toluene di-isocyanate (TDI). Methylene chloride exposures from gun flushing can be substantial. Pouring stations need enclosure and LEV; spills of isocyanate should be minimized by safety devices and cleaned promptly by trained crews. Fires in curing ovens are also a problem in these facilities. Seat manufacture has severe ergonomic stresses, which can be reduced by fixtures, especially for stretching upholstery over cushions.
Styrene exposure from fibrous glass lay-up should be controlled by enclosing storage of mats and local exhaust. Dusts from grinding cured parts contain fibrous glass and should also be controlled by ventilation.
Vehicle assembly
Assembly of components into the finished vehicle typically takes place on a mechanized conveyor involving upwards of a thousand employees per shift, with additional support personnel. The largest segment of employees in the industry are in this process type.
A vehicle assembly plant is divided into distinct units: the body shop, which can include subassembly activities also found in a stamping; paint; chassis assembly; cushion room (which can be outsourced); and final assembly. Paint processes have evolved toward lower-solvent, more reactive formulations in recent years, with increasing use of robot and mechanical application. The body shop has become increasingly automated with reduced arc welding and replacement of hand-operated spot-welding guns with robots.
Light truck assembly (vans, pickups, sport utility vehicles) is similar in process to car assembly. Heavy truck, farm and construction equipment manufacture involves less mechanization and automation, longer cycle jobs, heavier physical labour, more arc welding and different paint systems.
The body shop of an assembly plant assembles the shell of the vehicle. Resistance welding machines may be transfer type, robotic or individually operated. Suspended spot welding machines are heavy and cumbersome to manipulate even when fitted with a counterbalance system. Transfer machines and robots have eliminated many manual jobs and removed workers from close, direct exposure to hot metal, sparks and combustion products of the mineral oil which contaminates the sheet metal. However, increased automation carries increased risk of severe injury to maintenance workers; energy lockout programmes and more elaborate and automatic machine guarding systems, including presence-sensing devices, are needed in automated body shops. Arc welding is employed to a limited degree. During this work, employees are exposed to intense visible and ultraviolet radiation and risk inhalation of combustion gases. LEV, protective screens and partitions, welding visors or goggles, gloves and aprons are needed for arc welders.
The body shop has the greatest laceration and foreign body injury hazards.
In past years assembly techniques and body panel defect retouching processes entailed soldering with lead and tin alloys (also containing traces of antimony). Soldering and especially the grinding away of excess solder produced a severe risk of lead poisoning, including fatal cases when the process was introduced in the 1930s. Protective measures included an isolated solder grind booth, respirators supplying positive-pressure air for solder grinders, hygiene facilities and lead-in-blood monitoring. Nevertheless, increased body burdens of lead and occasional cases of lead poisoning among workers and families persisted into the 1970s. Lead body solder has been eliminated in US passenger vehicles. In addition, noise levels in these processes may range up to 95 to 98 dB, with peaks at 600 to 800 Hz.
Automobile bodies from the body shop enter the paint shop on a conveyor where they are degreased, often by the manual application of solvents, cleaned in a closed tunnel (bonderite) and undercoated. The undercoat is then rubbed down by hand with an oscillating tool using wet abrasive paper, and the final layers of paint are applied and then cured in an oven. In paint shops, workers may inhale toluene, xylene, methylene chloride, mineral spirits, naphtha, butyl and amyl acetate and methyl alcohol vapours from body, booth and paint gun cleaning. Spray painting is carried on in downdraft booths with a continuously filtered air supply. Solvent vapour at painting stations is typically well controlled by down-draft ventilation, which is needed for product quality. Inhalation of paint particulate was formerly less well controlled, and some paints in the past contained salts of chromium and lead. In a well controlled booth, the workers should not have to wear respiratory protective equipment to achieve compliance with exposure limits. Many voluntarily wear respirators for overspray. Recently introduced two-component polyurethane paints should be sprayed only when air-supplied helmets are used with suitable booth re-entry times. Environmental regulations have spurred the development of high-solids paints with lower solvent content. Newer resin systems may generate substantial formaldehyde exposure, and powdered paints now being introduced are epoxy formulations which may be sensitizers. Recirculation of paint booth and oven exhaust from roof ventilating units into work areas outside the booth is a common complaint; this problem can be prevented by exhaust stacks of sufficient height.
In the production of commercial vehicles (lorries (trucks), trams, trolley buses) and farm and construction equipment, manual spray painting is still widely employed due to the large surfaces to be covered and the need for frequent retouching. Lead and chromate paints may still be employed in these operations.
The painted body work is dried in hot air and infra-red ovens fitted with exhaust ventilation and then moves on to join the mechanical components in the final assembly shop, where the body, engine and transmission are joined together and the upholstery and internal trim are fitted. It is here that conveyor belt work is to be seen in its most highly developed version. Each worker carries out a series of tasks on each vehicle with cycle times of about 1 minute. The conveyor system transports the bodies gradually along the assembly line. These processes demand constant vigilance and may be highly monotonous and act as stressors on certain subjects. Although normally not imposing excessive metabolic lead, these processes virtually all involve moderate to severe risk factors for musculoskeletal disorders.
The postures or movements the worker is obliged to adopt, such as when installing components inside the vehicle or working under the body (with hands and forearms above head level) are the most readily abated hazards, although force and repetition must also be reduced to abate risk factors. After final assembly the vehicle is tested, finished and dispatched. Inspection can be limited to roller tests on a roller bed (where ventilation of exhaust fumes is important) or can include track trials on different types of surface, water and dust tightness trials and road trials outside the factory.
Parts depots
Parts depots are integral to distributing the finished product and supplying repair parts. Workers in these high-production warehouses use order pickers to retrieve parts from elevated locations, with automated parts-delivery systems in three-shift operations. Manual handling of packaged parts is common. Painting and other production processes may be found in parts depots.
Testing of prototypes
Testing of automobile prototypes is specialized to the industry. Test drivers are exposed to a variety of physiological stresses, such as violent acceleration and deceleration, jolting and vibration, carbon monoxide and exhaust fumes, noise, work spells of prolonged duration and different ambient and climatic conditions. Endurance drivers endure special stresses. Fatal vehicle accidents occur in this occupation.
Assembly of heavy trucks and farm and construction equipment
The processes in these industry sectors are essentially the same as in the assembly of cars and light trucks. Contrasts include: slower pace of production, including non-assembly-line operations; more arc welding; riveting of truck cabs; movement of components by crane; use of chromate-containing pigments; and diesel on drive-off at the end of the assembly line. These sectors include more producers relative to volume and are less vertically integrated.
Manufacture of locomotives and rail cars
Distinct segments of railroad equipment manufacture include locomotives, passenger cars, freight cars and electric self-propelled passenger cars. Compared to car and truck manufacture, assembly processes involve longer cycles; there is more reliance on cranes for material handling; and arc welding is more heavily used. The large size of the products makes engineering control of spray paint operations difficult and creates situations where workers are completely enclosed in the product while welding and spray painting.
Health Problems and Disease Patterns
Production processes are not unique to the auto industry, but often the scale of production and the high degree of integration and automation combine to present special hazards to employees. Hazards to employees in this complex industry must be arrayed in three dimensions: process type, job classification group and adverse outcome.
Adverse outcomes with distinct cause and prevention methods can be distinguished as: fatal and severe acute injuries; injuries generally; repeated trauma disorders; short-onset chemical effects; occupational disease from long-term chemical exposure; service sector hazards (including infectious disease and client- or customer-initiated violence); and work environment hazards such as psychosocial stress.
Job classification groups in the automobile industry can usefully be divided by divergent hazard spectra: skilled trades (maintenance, service, fabrication and installation of production equipment); mechanical material handling (powered industrial truck and crane operators); production service (including non-skilled maintenance and cleaners); fixed production (the largest grouping, including assemblers and machine operators); clerical and technical; and executive and managerial.
Health and safety outcomes common to all processes
According to the US Bureau of Labor Statistics, the auto industry has one of the highest injury rates overall, with 1 in 3 employees hurt each year, 1 in 10 seriously enough to lose time from work. Lifetime risk of occupational fatality from acute traumatic injury is 1 in 2,000. Certain hazards are generally characteristic of occupational groupings throughout the industry. Other hazards, particularly chemicals, are characteristic of specific production processes.
Skilled trades and mechanical material-handling occupations are at high risk for fatal and severe acute traumatic injuries. The skilled trades are less than 20% of the workforce, yet suffer 46% of fatal occupational injuries. Mechanical material-handling occupations suffer 18% of fatalities. The skilled-trades fatalities largely occur during maintenance and service activities, with uncontrolled energy as the leading cause. Preventive measures include energy lockout programmes, machine guarding, fall prevention and industrial truck and crane safety, all based on directed job safety analysis.
By contrast, fixed production occupations suffer higher rates of injuries generally and repeated trauma disorders, but are at reduced risk to fatal injury. Musculoskeletal injuries, including repeated trauma disorders and closely related strains and sprains caused by overexertion or repetitive motion are 63% of disabling injuries in assembly facilities and about half the injuries in other process types. The chief preventive measures are ergonomics programmes based on risk factor analysis and structured reduction in force, frequency and postural stresses of high-risk jobs.
Production service occupations and skilled trades face the majority of acute and high-level chemical hazards. Typically these exposures occur during routine cleaning, response to spills and process upsets and in confined space entry during maintenance and service activities. Solvent exposures are prominent among these hazardous situations. The long-term health consequences of these intermittent high exposures are not known. High exposures to carcinogenic coal tar pitch volatiles are experienced by employees tarring wood block floors in many facilities or torching floor bolts in stamping plants. Excess mortality from lung cancer has been observed in such groups. Preventive measures focus on confined space entry and hazardous waste and emergency response programmes, although long-term prevention depends on process change to eliminate exposure.
Effects of chronic exposure to chemicals and some physical agents are most evident among fixed production workers, principally because these groups can more feasibly be studied. Virtually all the process-specific adverse effects described above arise from exposures in compliance with existing occupational exposure limits, so protection will depend on reduction of allowable limits. In the near term, best practices including well designed and maintained exhaust systems serve to reduce exposures and risks.
Noise-induced hearing loss is pervasive in all segments of the industry.
All sectors of the workforce are subject to psychosocial stress, although these are more apparent in the clerical, technical, administrative support, managerial and professional occupations because of their generally less intense exposure to other hazards. Nevertheless, job stress is likely more intense among production and maintenance employees, and stress effects are likely greater. No effective means of reducing stresses from night work and rotating shift work have been implemented, although shift preference agreements allow for some self selection, and shift premiums compensate those employees assigned to off shifts. Acceptance of rotating shifts by the workforce is historical and cultural. Skilled trades and maintenance employees work substantially more overtime and during holidays, vacations and shutdowns, compared to production employees. Typical work schedules include two production shifts and a shorter maintenance shift; this provides flexibility for overtime in periods of increased production.
The discussion which follows groups chemical and some specific physical hazards by production type and addresses injury and ergonomic hazards by job classification.
Foundries
Foundries stand out among auto industry processes with a higher fatality rate, arising from molten metal spills and explosions, cupola maintenance, including bottom drop, and carbon monoxide hazards during relining. Foundries report a higher fraction of foreign body, contusion and burn injuries and a lower fraction of musculoskeletal disorders than other facilities. Foundries also have the highest noise exposure levels (Andjelkovich et al. 1990; Andjelkovich et al. 1995; Koskela 1994; Koskela et al. 1976; Silverstein et al. 1986; Virtamo and Tossavainen 1976).
A recent review of mortality studies including the American auto industry showed that foundry workers experienced increased rates of deaths from lung cancer in 14 of 15 studies (Egan-Baum, Miller and Waxweiller 1981; Mirer et al. 1985). Because high lung cancer rates are found among cleaning room workers where the primary exposure is silica, it is likely that mixed silica-containing dust exposure is a major cause (IARC 1987, 1996), although polynuclear aromatic hydrocarbon exposures are also found. Increased mortality from non-malignant respiratory disease was found in 8 of 11 studies. Silicosis deaths were recorded as well. Clinical studies find x-ray changes characteristic of pneumoconiosis, lung function deficits characteristic of obstruction and increased respiratory symptoms in modern production foundries with the highest levels of controls. These effects arose from exposure conditions which prevailed from the 1960s onward and strongly indicate that health risks persist under current conditions as well.
Asbestos effects are found on x ray among foundry workers; victims include production as well as maintenance workers with identifiable asbestos exposures.
Machining operations
A recent review of mortality studies among workers in machining operations found apparent exposure-related increased stomach, oesophageal, rectal, pancreatic and laryngeal cancer in multiple studies (Silverstein et al. 1988; Eisen et al. 1992). Known carcinogenic agents historically present in coolants include polynuclear aromatic compounds, nitrosamines, chlorinated paraffins and formaldehyde. Present formulations contain reduced amounts of these agents, and exposures to coolant particulate are reduced, but cancer risk may still occur with present exposures. Clinical studies have documented occupational asthma, increased respiratory symptoms, cross-shift lung function drop and, in one case, legionnaire’s disease associated with coolant mist exposure (DeCoufle 1978; Vena et al. 1985; Mallin, Berkeley and Young 1986; Park et al. 1988; Delzell et al. 1993). Respiratory effects are more prominent with synthetics and soluble oils, which contain chemical irritants such as petroleum sulphonates, tall oils, ethanolamines, formaldehyde and formaldehyde donor biocides, as well as bacterial products such as endotoxin. Skin disorders are still common among machining workers, with greater problems reported for those exposed to synthetic fluids.
Pressed metal operations
The characteristic injury hazards in mechanical power presswork are crushing and amputation injuries, especially of the hands, due to trapping in the press, and hand, foot and leg injuries, caused by scrap metal from the press.
Pressed metal facilities have twice the proportion of laceration injuries of auto industry facilities generally. Such operations have a higher proportion of skilled workers than typical for the industry, especially if die construction is pursued onsite. Die change is an especially hazardous activity.
Mortality studies in the metal-stamping industry are limited. One such study found increased mortality from stomach cancer; another found increased mortality from lung cancer among maintenance welders and millwrights exposed to coal tar pitch volatiles.
Hardware and electroplating
A mortality study of employees at an automotive hardware plant found excess mortality from lung cancer among workers in departments which integrated zinc die-cast and electroplating. Chromic and sulphuric acid mist or die-cast smoke were likely causes.
Vehicle assembly
Injury rates, including cumulative trauma disorders (CTDs), are now the highest in assembly of all processes in the auto sector, due largely to the high rate of musculoskeletal disorders from repetitive work or overexertion. Musculoskeletal disorders account for more than 60% of disabling injuries in this sector.
Several mortality studies in assembly plants observed increased deaths from lung cancer. No specific process within the assembly sector has been shown responsible, so this issue remains under investigation.
Testing of prototypes
Fatal vehicle accidents occur in this occupation.
Design work
The design staffs of auto companies have been the subject of health and safety concern. Prototype dies are made by first constructing the pattern of wood, using extremely hard wood, laminates and particleboard. Plastic models are made by fibrous glass lay-up with polyester-polystyrene resins. Metal models are essentially dies constructed by precision machining. Wood, plastic and metal model and pattern makers have been shown to suffer excess incidence and mortality from colon and rectal cancer in repeated studies. A specific agent has not been identified.
Environmental and Public Health Issues
Environmental regulation aimed at stationary sources in the auto industry principally addresses volatile organic compounds from spray painting and other surface coatings. Pressure to reduce solvent content of paints has actually changed the nature of the coatings used. These rules affect supplier and parts plants as well as vehicle assembly. Foundries are regulated for air emissions of particulates and sulphur dioxide, while spent sand is treated as hazardous waste.
Vehicle emissions and vehicle safety are critical public health and safety issues regulated outside the occupational arena.
General Profile
The complex merchant vessels, passenger ships and ships of war of the 1990s comprise tons of steel and aluminium as well as a variety of materials that range from the most common to the very exotic. Each vessel may contain hundreds or even thousands of kilometres of pipe and wire equipped with the most sophisticated power plants and electronic equipment available. They must be constructed and maintained to survive the most hostile of environments, while providing comfort and safety for the crews and passengers aboard and reliably completing their missions.
Ship construction and repair rank among the most hazardous industries in the world. According to the US Bureau of Labor Statistics (BLS), for example, shipbuilding and repair is one of the three most hazardous industries. While materials, construction methods, tools and equipment have changed, improved radically over time and continue to evolve, and while training and emphasis on safety and health have significantly improved the lot of the shipyard worker, the fact remains that throughout the world each year workers die or are seriously injured while employed in the construction, maintenance or repair of ships.
Despite advances in technology, many of the tasks and conditions associated with constructing, launching, maintaining and repairing today’s vessels are essentially the same as they were when the very first keel was laid thousands of years ago. The size and shape of the components of a vessel and the complexity of the work involved in assembling and outfitting them largely preclude any kind of automated processes, although some automation has been made possible by recent technological advances. Repair work remains largely resistant to automation. Work in the industry is very labour intensive, requiring highly specialized skills, which often must be utilized under less than ideal circumstances and in a physically challenging situation.
The natural environment in itself poses a significant challenge for shipyard work. While there are a few shipyards that have the capability to construct or repair vessels under cover, in most cases shipbuilding and repairing is done largely out of doors. There are shipyards located in every climatic region of the world, and while the more extreme northern yards are dealing with winter (i.e., slippery conditions wrought by ice and snow, short daylight hours and the physical effects on workers of long hours on cold steel surfaces, often in uncomfortable postures), the yards in more southerly climes are faced with the potential for heat stress, sunburn, working surfaces hot enough to cook on, insects and even snake bites. Much of this work is done over, in, under or around the water. Often, swift tidal currents may be whipped by the wind, causing a pitching and rolling working surface on which workers must perform very exacting tasks in a variety of positions, with tools and equipment that have the potential for inflicting serious physical injury. That same often unpredictable wind is a force to be reckoned with when moving, suspending or placing units often weighing in excess of 1,000 tons with a single or multiple crane lift. The challenges presented by the natural environment are manifold and provide for a seemingly endless combination of situations for which safety and health practitioners must design preventive measures. A well-informed and trained workforce is critical.
As the ship grows from the first steel plates which comprise the keel, it becomes an ever-changing, ever-more-complex environment with a constantly changing subset of potential hazards and hazardous situations requiring not only well-founded procedures for accomplishing the work, but mechanisms for recognizing and dealing with the thousands of unplanned situations which invariably arise during the construction process. As the vessel grows, scaffolding or staging is added continuously to provide access to the hull. While the very construction of this staging is highly specialized and at times inherently hazardous work, its completion means that workers are subjected to greater and greater risk as the height of the staging over the ground or water increases. As the hull begins to take form, the interior of the ship is also taking shape as modern construction methods permit large subassemblies to be stacked on one another, and enclosed and confined spaces are formed.
It is at this point in the process that the labour-intensive nature of the work is most apparent. Safety and health measures must be well coordinated. Worker awareness (for the safety of both the individual worker and those nearby) is fundamental to accident-free work.
Each space within the confines of the hull is designed for a very specialized purpose. The hull may be a void which will contain ballast, or it may house tanks, cargo holds, sleeping compartments or a highly sophisticated combat control centre. In every case building it will require a number of specialized workers to perform a variety of tasks within close proximity of one another. A typical scenario may find pipefitters brazing valves into position, electricians pulling wire cable and installing circuit boards, brush painters doing touch-up, shipfitters positioning and welding deckplates, crews of insulators or carpenters and a test crew verifying that a system is activated in the same area at the same time. Such situations, and others even more complex, take place all day, every day, in an ever-changing pattern dictated by schedule or engineering changes, personnel availability and even the weather.
The application of coatings presents a number of hazards. Spray-painting operations must be accomplished, often in confined spaces and with volatile paints and solvents and/or a variety of epoxy-type coatings, notorious for their sensitizing characteristics.
Enormous progress in the area of safety and health for the shipyard worker has been made over the years through the development of improved equipment and construction methods, safer facilities and a highly-trained workforce. However, the greatest gains have been made and continue to be made as we turn our attention toward the individual worker and focus on eliminating behaviour which contributes so significantly to accidents. While this could be said of almost any industry, the labour-intensive character of shipyard work makes it especially important. As we move toward safety and health programmes which more actively involve the worker and incorporate his or her ideas, not only does the worker’s awareness of the hazards inherent in the job and how to avoid them increase, he or she begins to feel ownership for the programme. It is with this ownership that true success in safety and health can be realized.
Ship and Boat Construction and Repair
Shipbuilding
The construction of a ship is a highly technical and complicated process. It involves the blending of many skilled trades and contract employees working under the control of a primary contractor. Shipbuilding is performed for both military and commercial purposes. It is an international business, with major shipyards around the globe competing for a fairly limited amount of work.
Shipbuilding has changed radically since the 1980s. Formerly, most construction took place in a building or graving dock, with the ship constructed almost piece by piece from the ground up. However, advances in technology and more detailed planning have made it possible to construct the vessel in subunits or modules that have utilities and systems integrated within. Thus, the modules may be relatively easily connected. This process is faster, less expensive and provides better quality control. Further, this type of construction lends itself towards automation and robotics, not only saving money, but reducing exposures to chemical and physical hazards.
Overview of the Ship Construction Process
Figure 1 gives an overview of shipbuilding. The initial step is design. The design considerations for various types of ships vary widely. Ships may transport materials or people, may be surface ships or subsurface, may be military or commercial and may be nuclear or non-nuclear powered. In the design phase, not only should normal construction parameters be considered, but the safety and health hazards associated with the construction or repair process must be considered. In addition, environmental issues must be addressed.
Figure 1. Shipbuilding flow chart.
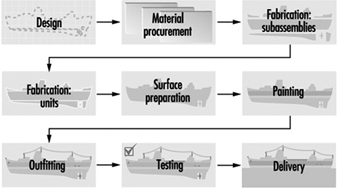
Newport News Shipbuilding
The basic component of ship building is steel plate. The plates are cut, shaped, bent or otherwise manufactured to the desired configuration specified by the design (see figure 2 and figure 3). Typically the plates are cut by an automatic flame cutting process to various shapes. These shapes may be then welded together to form I and T beams and other structural members (see figure 4).
Figure 2. Automatic flame cutting of steel plate in fabrication shop.
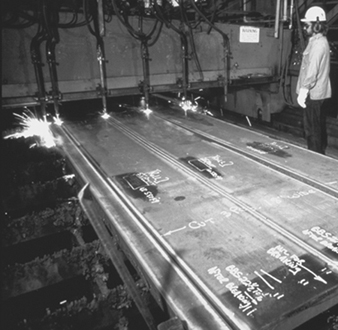
Eileen Mirsch
Figure 3. Bending of steel sheet.

Newport News Shipbuilding
Figure 4. Welded steel plate forming part of a ship's hull.

Newport News Shipbuilding
The plates are then sent to fabrication shops, where they are joined into various units and subassemblies (see figure 5). At this juncture, piping, electrical and other utility systems are assembled and integrated into the units. The units are assembled using automatic or manual welding or a combination of the two. Several types of welding processes are employed. The most common is stick welding, in which a consumable electrode is used to join the steel. Other welding processes use inert gas shielded arcs and even non-consumable electrodes.
Figure 5. Working on a ship subassembly
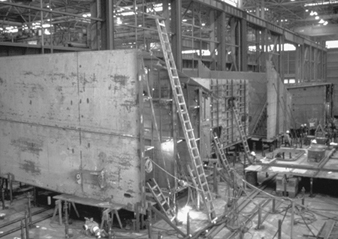
Newport News Shipbuilding
The units or subassemblies are usually then transferred to an open-air platen or lay down area where erection, or joining of assemblies, occurs to form even larger units or blocks (see figure 6) Here, additional welding and fitting occurs. Further, the units and welds must undergo quality-control inspections and testing such as radiography, ultrasonic and other destructive or non-destructive tests. Those welds found defective must be removed by grinding, arc-air grouping or chiseling and then replaced. At this stage the units are abrasive blasted to ensure proper profiling, and painted (see figure 7. Paint may be applied by brush, roller or spray gun. Spraying is most commonly utilized. The paints may be flammable or toxic or pose an environmental threat. Control of abrasive blasting and painting operations must be performed at this time.
Figure 6. Combining of ship subassemblies into larger blocks
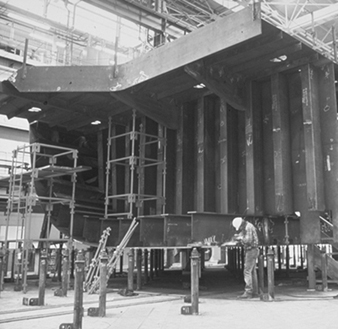
Newport News Shipbuilding
Figure 7. Abrasive blasting of ship units prior to painting.

Judi Baldwin
The completed larger units are then moved to the graving dock, shipway or final assembly area. Here, the larger units are joined together to form the vessel (see figure 8) Again, much welding and fitting occur. Once the hull is structurally complete and watertight, the vessel is launched. This may involve sliding it into the water from the shipway on which it was constructed, flooding of the dock in which it was constructed or lowering the vessel into the water. Launchings are almost always accompanied by great celebration and fanfare.
Figure 8. Adding ship's bow to the rest of the vessel.

Newport News Shipbuilding
After the ship is launched, it enters the outfitting phase. A large amount of time and equipment are required. The work includes the fitting of cabling and piping, the furnishing of galleys and accommodations, insulation work, installation of electronic equipment and navigation aids and installation of propulsion and ancillary machinery. This work is performed by a wide variety of skilled trades.
After completion of the outfitting phase, the ship undergoes both dock and sea trials, during which all the ship’s systems are proved to be fully functional and operational. Finally, after all testing and associated repair work is performed, the ship is delivered to the customer.
Steel fabrication
A detailed discussion of the steel fabrication process follows. It is discussed in the context of cutting, welding and painting.
Cutting
The “assembly line” of the shipyard starts in the steel storage area. Here, large steel plates of various strengths, sizes, and thicknesses are stored and readied for fabrication. The steel is then blasted with abrasive and primed with a construction primer that preserves the steel during the various phases of construction. The steel plate then is transported to a fabrication facility. Here the steel plate is cut by automatic burners to the desired size (see figure 2). The resulting strips are then welded together to form the structural components of the vessel (figure 4).
Welding
The structural framework of most ships is constructed of various grades of mild and high-strength steel. Steel provides the formability, machinability and weldability required, combined with the strength needed for ocean-going vessels. Various grades of steel predominate in the construction of most ships, although aluminium and other nonferrous materials are used for some superstructures (e.g., deck-houses) and other specific areas within the ship. Other materials found on ships, like stainless steel, galvanized steel and copper-nickel alloy, are used for a variety of corrosion-resistance purposes and to improve structural integrity. However, nonferrous materials are used in far less quantity than steel. Shipboard systems (e.g., ventilation, combat, navigational and piping) are usually where the more “exotic” materials are used. These materials are required to perform a wide variety of functions, including the ship propulsion systems, back-up power, kitchens, pump stations for fuel transfer and combat systems.
Steel used for construction can be subdivided into three types: mild, high-strength and high-alloy steel. Mild steels have valuable properties and are easy to produce, purchase, form and weld. On the other hand, high-strength steels are mildly alloyed to provide mechanical properties that are superior to the mild steels. Extremely high-strength steels have been developed specifically for use in naval construction. In general, the high-strength and high-yield steels are called HY-80, HY-100 and HY-130. They have strength properties in excess of the commercial-grade high-strength steels. More complicated welding processes are necessary for high-strength steels in order to prevent deterioration of their properties. Specific weld rods are needed for high-strength steel, and weld joint heating (preheating) is usually required. A third general class of steels, the high-alloy steels, are made by including relatively large amounts of alloying elements such as nickel, chromium and manganese. These steels, which include stainless steels, have valuable corrosion-resistance properties and also require special welding processes.
Steel is an excellent material for shipbuilding purposes, and the choice of welding electrode is critical in all welding applications during construction. The standard goal is to obtain a weld with equivalent strength characteristics to that of the base metal. Since minor flaws are likely to occur in production welding, welds are often designed and welding electrodes chosen to produce welds with properties in excess of those of the base metal.
Aluminium has found increased application as a shipbuilding metal due to its high strength-to-weight ratio compared to steel. Although the use of aluminium for hulls has been limited, aluminium superstructures are becoming more common for both military and merchant ship construction. Vessels made solely from aluminium are primarily smaller-sized boats, such as fishing boats, pleasure boats, small passenger boats, gunboats and hydrofoils. The aluminium used for shipbuilding and repair is generally alloyed with manganese, magnesium, silicon and/or zinc. These alloys offer good strength, corrosion resistance and weldability.
Shipyard welding processes, or more specifically fusion welding, is performed at nearly every location in the shipyard environment. The process involves joining metals by bringing adjoining surfaces to extremely high temperatures to be fused together with a molten filler material. A heat source is used to heat the edges of the joint, permitting them to fuse with molten weld fill metal (electrode, wire or rod). The required heat is usually generated by an electric arc or a gas flame. Shipyards choose the type of welding process based on customer specifications, production rates and a variety of operating constraints including government regulations. Standards for military vessels are usually more stringent than commercial vessels.
An important factor with respect to the fusion-welding processes is arc shielding to protect the weld pool. The temperature of the weld pool is substantially higher than the adjoining metal’s melting point. At extremely high temperatures, a reaction with oxygen and nitrogen in the atmosphere is rapid and has negative effects on the weld strength. Should oxygen and nitrogen from the atmosphere become trapped within the weld metal and molten rod, embrittlement of the weld area will occur. To protect against this weld impurity and ensure weld quality, shielding from the atmosphere is required. In most welding processes, shielding is accomplished by addition of a flux, a gas or a combination of the two. Where a flux material is used, gases generated by vaporization and chemical reaction at the electrode tip result in a combination of flux and gas shielding that protect the weld from nitrogen and oxygen entrapment. Shielding is discussed in the following sections, where specific welding processes are described.
In electric arc welding, a circuit is created between the work-piece and an electrode or wire. When the electrode or wire is held a short distance away from the work-piece, a high-temperature arc is created. This arc generates sufficient heat to melt the edges of the work-piece and the tip of the electrode or wire to produce a fusion-welding system. There are a number of electric arc welding processes suitable for use in shipbuilding. All processes require shielding of the weld area from the atmosphere. They may be subdivided into flux-shielded and gas-shielded processes.
Manufacturers of welding equipment and associated consumable and non-consumable products report that arc welding with consumable electrodes is the most universal welding process.
Shielded metal arc welding (SMAW). Flux-shielded electric arc welding processes are distinguished primarily by their manual or semi-automatic nature and the type of consumable electrode used. The SMAW process utilizes a consumable electrode (30.5 to 46 cm in length) with a dry flux coating, held in a holder and fed to the work-piece by the welder. The electrode consists of the solid metal filler rod core, made from either drawn or cast material covered with a sheath of metal powders. SMAW is also frequently referred to as “stick welding” and “arc welding”. The electrode metal is surrounded by flux that melts as welding progresses, covering the deposited molten metal with slag and enveloping the immediate area in an atmosphere of protective gas. Manual SMAW may be used for down hand (flat), horizontal, vertical and overhead welding. SMAW processes may also be used semi-automatically through the use of a gravity welding machine. Gravity machines use the weight of the electrode and holder to produce travel along the work-piece.
Submerged arc welding (SAW) is another flux-shielded electric arc welding process used in many shipyards. In this process, a blanket of granulated flux is deposited on the work-piece, followed by a consumable bare metal wire electrode. Generally, the electrode serves as the filler material, although in some cases metal granules are added to the flux. The arc, submerged in the blanket of flux, melts the flux to produce a protective insulated molten shield in the weld zone. High heat concentration permits heavy weld deposits at relatively high speeds. After welding, the molten metal is protected by a layer of fused flux, which is subsequently removed and may be recovered. Submerged arc welding must be performed down hand and is ideally suited to butt welding plates together on panel lines, platen areas and erection areas. The SAW process is generally fully automatic, with equipment mounted on a moving carriage or self-propelled platform on top of the work-piece. Since the SAW process is primarily automatic, a good portion of time is spent aligning the weld joint with the machine. Similarly, since the SAW arc operates under a covering of granulated flux, the fume generation rate (FGR) or fume formation rate (FFR) is low and will remain constant under various operating conditions provided that there is adequate flux cover.
Gas metal arc welding (GMAW). Another major category of electric arc welding comprises the gas-shielded processes. These processes generally use bare wire electrodes with an externally supplied shielding gas which may be inert, active or a combination of the two. GMAW, also commonly referred to as metal inert gas (MIG) welding, uses a consumable, automatically fed, small-diameter wire electrode and gas shielding. GMAW is the answer to a long-sought method of being able to weld continuously without the interruption of changing electrodes. An automatic wire feeder is required. A wire spooling system provides an electrode/wire filler rate that is at a constant speed, or the speed fluctuates with a voltage sensor. At the point where the electrode meets the weld arc, argon or helium being used as the shielding gas is supplied by the welding gun. It was found that for welding steel, a combination of CO2 and/or an inert gas could be used. Often, a combination of the gases is used to optimize cost and weld quality.
Gas tungsten arc welding (GTAW). Another type of gas-shielded welding process is gas tungsten arc welding, sometimes referred to as tungsten inert gas (TIG) welding or the trade name Heliarc, because helium was initially used as the shielding gas. This was the first of the “new” welding processes, following stick welding by about 25 years. The arc is generated between the work-piece and a tungsten electrode, which is not consumed. An inert gas, usually argon or helium, provides the shielding and provides for a clean, low-fume process. Also, the GTAW process arc does not transfer the filler metal, but simply melts the material and the wire, resulting in a cleaner weld. GTAW is most often employed in shipyards for welding aluminium, sheet metal and small-diameter pipes and tubes, or to deposit the first pass on a multi-pass weld in larger pipe and fittings.
Flux core arc welding (FCAW) uses equipment similar to GMAW in that the wire is fed continuously to the arc. The main difference is that the FCAW electrode is a tubular electrode wire with a flux core centre that helps with localized shielding in the welding environment. Some flux cored wire provides adequate shielding with the flux core alone. However, many FCAW processes used in the shipbuilding environment require the addition of gas shielding for the quality requirements of the shipbuilding industry.
The FCAW process provides a high-quality weld with higher production rates and welder efficiency than the traditional SMAW process. The FCAW process allows for a full range of production requirements, such as overhead and vertical welding. FCAW electrodes tend to be a little more expensive than SMAW materials, although in many cases increased quality and productivity are worth the investment.
Plasma-arc welding (PAW). The last of the shielded gas welding processes is plasma-metal inert-gas welding. PAW is very similar to the GTAW process except that the arc is forced to pass through a restriction before reaching the work-piece. The result is a jet stream of intensely hot and fast-moving plasma. The plasma is an ionizing stream of gas that carries the arc, which is generated by constricting the arc to pass through a small orifice in the torch. PAW results in a more concentrated, high-temperature arc, and this permits faster welding. Aside from the use of the orifice to accelerate the gas, PAW is identical to GTAW, using a non-consumable tungsten electrode and an inert gas shield. PAW is generally manual and has minimal use in shipbuilding, although it is sometimes used for flame spraying applications. It is used primarily for steel cutting in the shipbuilding environment (see figure 9).
Figure 9. Underwater Plasma-arc cutting of steel plate

Caroline Kiehner
Gas welding, brazing and soldering. Gas welding employs heat generated by the burning of a gas fuel and generally uses a filler rod for the metal deposited. The most common fuel is acetylene, used in combination with oxygen (oxyacetylene gas welding). A hand-held torch directs the flame to the work-piece while simultaneously melting filler metal which is deposited on the joint. The surface of the work-piece melts to form a molten puddle, with filler material used to fill gaps or grooves. The molten metal, mainly filler metal, solidifies as the torch progresses along the work-piece. Gas welding is comparatively slow and not suitable for use with automatic or semiautomatic equipment. Consequently, it is rarely used for normal production welding in shipyards. The equipment is small and portable, and it can be useful for welding thin plate (up to about 7 mm), as well as for small-diameter pipe, heating, ventilating and air conditioning (HVAC) trunks (sheet metal), electrical cable ways and for brazing or soldering. Identical or similar equipment is used for cutting.
Soldering and brazing are techniques for bonding two metal surfaces without melting the parent metal. A liquid is made to flow into and fill the space between the two surfaces and then solidify. If the temperature of the filler metal is below 450ºC, the process is called soldering; if it is above 450ºC, the process is called brazing. Soldering is commonly done using heat from a soldering iron, flame, electrical resistance or induction. Brazing uses the heat from a flame, resistance or induction. Brazing may also be done by dipping parts in a bath. Soldered and brazed joints do not have the strength properties of welded joints. Consequently, brazing and soldering find limited application in shipbuilding and repair, except for primarily small-diameter pipe joints, sheet metal fabrication, small and infrequent joiner work and maintenance functions.
Other welding processes. There are additional types of welding that may be used in the shipyard environment in small quantities for a variety of reasons. Electroslag welding transfers heat through molten slag, which melts the work-piece and the filler metal. Although the equipment used is similar to that used for electric arc welding, the slag is maintained in a molten state by its resistance to the current passing between the electrode and the work-piece. Therefore, it is a form of electric resistance welding. Often a cooled backing plate is used behind the work-piece to contain the molten pool. Electrogas welding employs a similar setup but uses a flux-coated electrode and CO2 gas shielding. Both of these processes are very efficient for automatically making vertical butt welds and are highly advantageous for thicker plate. These techniques are expected to receive considerably wider application in shipbuilding.
Thermite welding is a process that uses superheated liquid metal to melt the work-piece and provided filler metal. The liquid metal results from a chemical reaction between a melt oxide and aluminium. The liquid metal is poured into the cavity to be welded, and the cavity is surrounded by a sand mould. Thermite welding is somewhat similar to casting and is primarily used to repair castings and forgings or to weld large structural sections such as a stern frame.
Laser welding is a new technology which uses a laser beam to melt and join the work-piece. Although the feasibility of laser welding has been proven, cost has prevented its commercial application to date. The potential for efficient, high-quality welding may make laser welding an important technique for shipbuilding in the future.
Another relatively new welding technique is called electron beam welding. The weld is made by firing a stream of electrons through an orifice to the work-piece, which is surrounded by an inert gas. Electron beam welding does not depend on thermal conductivity of the material to melt the metal. Consequently, both lower energy requirements and reduced metallurgical effects on the steel are significant benefits of this technique. As with laser welding, high cost is a major problem.
Stud welding is a form of electric arc welding in which the stud itself is the electrode. A stud welding gun holds the stud while the arc is formed and the plate and stud end become molten. The gun then forces the stud against the plate and the stud is welded to the plate. Shielding is obtained by the use of a ceramic ferrule surrounding the stud. Stud welding is a semi-automatic process commonly used in shipbuilding to facilitate installation of non-metallic materials, such as insulation, to steel surfaces.
Painting and finish coating
Painting is performed at almost every location in the shipyard. The nature of shipbuilding and repair requires several types of paints to be used for various applications. Paint types range from water-based coatings to high-performance epoxy coatings. The type of paint needed for a certain application depends on the environment to which the coating will be exposed. Paint application equipment ranges from simple brushes and rollers to airless sprayers and automatic machines. In general, shipboard paint requirements exist in the following areas:
- underwater (hull bottom)
- waterline
- topside superstructures
- internal spaces and tanks
- weather decks
- loose equipment.
Many different painting systems exist for each of these locations, but navy ships may require a specific type of paint for every application through a military specification (Mil-spec). There are many considerations when choosing paints, including environmental conditions, severity of environmental exposure, drying and curing times, applications equipment and procedures. Many shipyards have specific facilities and yard locations where painting occurs. Enclosed facilities are expensive, but yield higher quality and efficiency. Open-air painting generally has a lower transfer efficiency and is limited to good weather conditions.
Shipyard paint coating systems. Paints are used for a variety of purposes on a variety of locations on the ships. No one paint can perform all of the desired functions (e.g., rust prevention, anti-fouling and alkaline resistance). Paints are made up of three main ingredients: pigment, a vehicle and a solvent. Pigments are small particles that generally determine the colour as well as the many properties associated with the coating. Examples of pigments are zinc oxide, talc, carbon, coal tar, lead, mica, aluminium and zinc dust. The vehicle can be thought of as the glue that holds the paint pigments together. Many paints are referred to by their binder type (e.g., epoxy, alkyd, urethane, vinyl, phenolic). The binder is also very important for determining the coating’s performance characteristics (e.g., flexibility, chemical resistance, durability, finish). The solvent is added to thin the paint and allow for flowing application to surfaces. The solvent portion of the paint evaporates when the paint dries. Some typical solvents include acetone, mineral spirits, xylene, methyl ethyl ketone and water. Anticorrosive and anti-fouling paints are typically used on ships’ hulls and are the main two types of paint used in the shipbuilding industry. The anticorrosive paints are either vinyl-, lacquer-, urethane- or newer epoxy-based coating systems. The epoxy systems are now very popular and exhibit all of the qualities which the marine environment requires. Anti-fouling paints are used to prevent the growth and attachment of marine organisms on the hulls of vessels. Copper-based paints are widely used as anti-fouling paints. These paints release minute quantities of toxic substances in the immediate vicinity of the vessel’s hull. To achieve different colours, lampblack, red iron oxide or titanium dioxide may be added to the paint.
Shipyard primer coatings. The first coating system applied to raw steel sheets and parts is generally preconstruction primer, which is sometimes referred to as “shop primer”. This coat is important for maintaining the condition of the part throughout the construction process. Preconstruction priming is performed on steel plates, shapes, sections of piping and ventilation ducting. Shop primer has two important functions: (1) preserving the steel material for the final product and (2) aiding in the productivity of construction. Most preconstruction primers are zinc rich, with organic or inorganic binders. Zinc silicates are predominant among the inorganic zinc primers. Zinc coating systems protect coatings in much the same manner as galvanizing. If zinc is coated on steel, oxygen will react with the zinc to form zinc oxide, which forms a tight layer that does not allow water and air to come into contact with the steel.
Paint-applying equipment. There are many types of paint application equipment used in the shipbuilding industry. Two common methods used are compressed-air and airless sprayers. Compressed-air systems spray both air and paint, which causes some paint to atomize (dry) quickly prior to reaching the intended surface. The transfer efficiency of air-assisted spray systems can vary from 65 to 80%. This low transfer efficiency is due mainly to overspray, drift and the air sprayer’s inefficiencies; these sprayers are becoming obsolete because of their low transfer ability.
The most widely used form of paint application in the shipbuilding industry is the airless sprayer. The airless sprayer is a system which simply compresses paint in a hydraulic line and has a spray nozzle at the end; hydrostatic pressure, instead of air pressure, conveys the paint. To reduce the amount of overspray and spillage, shipyards are maximizing the use of airless paint sprayers. Airless sprayers are much cleaner to operate and have fewer leaking problems than compressed-air sprayers because the system requires less pressure. Airless sprayers have close to 90% transfer efficiency, depending on the conditions. A new technology which can be added to the airless sprayer is called high volume, low pressure (HVLP). HVLP offers an even higher transfer efficiency, in certain conditions. Measurements of transfer efficiency are estimates and include allowances for drips and spills which can occur when painting.
Thermal spray, also known as metal or flame spray, is the application of aluminium or zinc coatings to steel for long-term corrosion protection. This coating process is used on a wide variety of commercial and military applications. It is significantly different from conventional coating practices due to its specialized equipment and relatively slow production rates. There are two basic types of thermal coating machines: combustion wire and arc spray. The combustion wire type consists of combustible gases and a flame system with a wire feed controller. The combustible gases melt the material to be sprayed onto the parts. The electric arc spray machine instead uses a power supply arc to melt the flame sprayed material. This system includes an air-compression and filtration system, a power arc supply and controller and an arc flame spray gun. The surface must be properly prepared for proper adhesion of flame sprayed materials. The most common surface preparation technique is air blasting with fine grit (e.g., aluminium oxide).
The initial cost of thermal spray is usually high compared to painting, although when the lifecycle is taken into account, thermal spray becomes more economically attractive. Many shipyards have their own thermal spray machines, and other shipyards will subcontract their thermal coating work. Thermal spray can be done in a shop or on board the ship.
Painting practices and methods. Painting is performed in nearly every area in the shipyard, from the initial priming of the steel to the final paint detailing of the ship. Methods for painting vary greatly from process to process. Mixing of paint is performed both manually and mechanically and is usually done in an area surrounded by berms or secondary containment pallets; some of these are covered areas. Outdoor as well as indoor painting occurs in the shipyard. Shrouding fences, made of steel, plastic or fabric, are frequently used to help contain paint overspray or to block the wind and catch paint particles. New technology will aid in reducing the amount of airborne particles. Reducing the amount of overspray also reduces the amount of paint used and thus saves the shipyard money.
Surface preparation and painting areas in the shipyard
To illustrate painting and surface preparation practices in the shipbuilding and repair industry, practices can be generically described in five main areas. The following five areas help to illustrate how painting occurs in the shipyard.
Hull painting. Hull painting occurs on both repair ships and new construction ships. Hull surface preparation and painting on repair ships is normally performed when the ship is fully drydocked (i.e., on the graving dock of a floating drydock). For new construction, the hull is prepared and painted at a building position using one of the techniques discussed above. Air and/or water blasting with mineral grit are the most common types of surface preparation for hulls. Surface preparation involves blasting the surface from platforms or lifts. Similarly, paint is applied using sprayers and high-reach equipment such as man-lifts, scissor lifts or portable scaffolding. Hull painting systems vary in the number of coats required.
Superstructure painting. The superstructure of the ship consists of the exposed decks, deck houses and other structures above the main deck. In many cases, scaffolding will be used on board the ship to reach antennas, houses and other superstructures. If it is likely that paint or blast material will fall into adjacent waters, shrouding is put into place. On ships being repaired, the ship’s superstructure is painted mostly while berthed. The surface is prepared using either hand tools or air-nozzle blasting. Once the surface is prepared and the associated surface materials and grit are cleaned up and disposed of, then painting can commence. Paint systems usually are applied with airless paint sprayers. The painters access the superstructures with existing scaffolding, ladders and various lifting equipment that was used during surface preparation. The shrouding system (if applicable) that was used for blast containment will stay in place to help contain any paint overspray.
Interior tank and compartment painting. Tanks and compartments on board ships must be coated and re-coated to maintain the longevity of the ship. Re-coating of repair ship tanks requires a large amount of surface preparation prior to painting. The majority of the tanks are at the bottom of the ship (e.g., ballast tanks, bilges, fuel tanks). The tanks are prepared for paint by using solvents and detergents to remove grease and oil build-up. The wastewater developed during tank cleaning must be properly treated and disposed of. After the tanks are dried, they are abrasive blasted. During the blasting operation, the tank must have recirculating air and the grit must be vacuumed out. The vacuum systems used are either of a liquid ring or rotary screw type. These vacuums must be very powerful to remove the grit from the tank. The vacuum systems and ventilation systems are generally located on the dock’s surface, and access to the tanks is through holes in the hull. Once the surface is blasted and the grit is removed, painting can begin. Adequate ventilation and respirators are required for all tank and compartment surface preparation and painting (i.e., in enclosed or confined spaces).
Paint surface preparation as stages of construction. Once the blocks, or multiple units, leave the assembly area, they are frequently transported to a blast area where the entire block is prepared for paint. At this point, the block is usually blasted back down to bare metal (i.e., the construction primer is removed) (see figure 7 ). The most frequent method for block surface preparation is air-nozzle blasting. The next stage is the paint application stage. Painters generally use airless spray equipment on access platforms. Once the block’s coating system has been applied, the block is transported to the on-block stage, where outfitting materials are installed.
Small parts painting areas. Many parts comprising a ship need to have a coating system applied to them prior to installation. For example, piping spools, vent ducting, foundations and doors are painted before they are installed on block. Small parts are generally prepared for paint in a designated area of the shipyard. Small parts painting can occur in another designated location in the shipyard that best matches production needs. Some small parts are painted in the various shops, while others are painted in a standard location operated by the paint department.
Surface preparation and painting on block and on board
Final painting of the ship occurs on board, and touch-up painting will frequently occur on block (see figure 10). On-block touch-up painting occurs for several reasons. In some cases, paint systems are damaged on block and need to be resurfaced, or perhaps the wrong paint system was applied and needs to be replaced. On-block painting involves using portable blasting and painting equipment throughout the on-block outfitting areas. On-board painting involves preparing and painting the interface sections between the construction blocks and repainting areas damaged by welding, rework, on-board outfitting and other processes. The surfaces can be prepared by hand tools, sanding, brushing, solvent cleaning or any of the other surface preparation techniques. Paint is applied with portable airless sprayers, rollers and brushes.
Figure 10. Touch-up painting on a ship's hull.

Newport News Shipbuilding
Outfitting
Pre-erection outfitting of construction blocks is the current shipbuilding method used by all competitive shipbuilders worldwide. Outfitting is the process of installing parts and various subassemblies (e.g., piping systems, ventilation equipment, electrical components) on the block prior to joining the blocks together at erections. The outfitting of blocks throughout the shipyard lends itself to forming an assembly line approach to shipbuilding.
Outfitting at each stage of construction is planned to make the process flow smoothly throughout the shipyard. For simplicity, outfitting can be divided into three main stages of construction once the steel structure of the block has been assembled:
- unit outfitting
- on-block outfitting
- on-board outfitting.
Unit outfitting is the stage where fittings, parts, foundations, machinery and other outfitting materials are assembled independent of the hull block (i.e., units are assembled separate from steel structural blocks). Unit outfitting allows workers to assemble shipboard components and systems on the ground, where they have easy access to the machinery and workshops. Units are installed at either the on-board or the on-block stage of construction. Units come in varying sizes, shapes and complexities. In some cases, units are as simple as a fan motor connected to a plenum and coil. Large, complex units are mainly composed of components in machinery spaces, boilers, pump rooms and other complex areas of the ship. Unit outfitting involves assembling piping spools and other components together, then connecting the components into units. Machinery spaces are areas on the ship where machinery is located (e.g., engine rooms, pump stations and generators) and outfitting there is intensive. Outfitting units on the ground increases safety and efficiency by reducing the work hours that would otherwise be allocated to on-block or on-board work in more confined spaces where conditions are more difficult.
On-block outfitting is the stage of construction where most of the outfitting material is installed onto the blocks. Outfitting materials installed on block consist of ventilation systems, piping systems, doors, lights, ladders, railings, electrical assemblies and so on. Many units are also installed at the on-block stage. Throughout the on-block outfitting stage, the block can be lifted, rotated and moved to efficiently facilitate installing outfitting materials on the ceilings, walls and floors. All of the shops and services in the shipyard must be in communication at the on-block stage to ensure that materials are installed at the right time and place.
On-board outfitting is performed after the blocks are lifted onto the ship under construction (i.e., after erection). At this time, the ship is either at a building position (building ways or building dock), or the ship could be berthed at pierside. The blocks are already outfitted to a large extent, although much more work is still needed before the ship is ready to operate. On-board outfitting involves the process of installing large units and blocks on board the ship. Installation includes lifting the large blocks and units on board the new ship and welding or bolting them into place. On-board outfitting also involves connecting the shipboard systems together (i.e., piping system, ventilation system and electrical system). All of the wiring systems are pulled throughout the ship at the on-board stage.
Testing
The operation and test stage of construction assesses the functionality of installed components and systems. At this stage, systems are operated, inspected and tested. If the systems fail the tests for any reason, the system must be repaired and retested until it is fully operational. All piping systems on board the ship are pressurized to locate leaks that may exist in the system. Tanks also need structural testing, which is accomplished by filling the tanks with fluids (i.e., salt water or fresh water) and inspecting for structural stability. Ventilation, electrical and many other systems are tested. Most system testing and operations occur while the ship is docked at pierside. However, there is an increasing trend to perform testing at earlier stages of construction (e.g., preliminary testing in the production shops). Performing tests at earlier stages of construction makes it easier to fix failures because of the increased accessibility to the systems, although complete systems tests will always need be done on board. Once all preliminary pierside testing is performed, the ship is sent to sea for a series of fully operational tests and sea trials before the ship is delivered to its owner.
Ship Repair
Steel ship repair practices and processes
Ship repair generally includes all ship conversions, overhauls, maintenance programmes, major damage repairs and minor equipment repairs. Ship repair is a very important part of the shipping and shipbuilding industry. Approximately 25% of the labour force in most private shipbuilding shipyards does repair and conversion work. Currently there are many ships that need updating and/or conversions to meet safety and environmental requirements. With fleets worldwide becoming old and inefficient, and with the high cost of new ships, the situation is putting a strain on shipping companies. In general, conversion and repair work in US shipyards is more profitable than new construction. In new-construction shipyards, repair contracts, overhauls and conversions also help to stabilize the workforce during times of limited new construction, and new construction augments the repair labour workload. The ship repair process is much like the new construction process, except that it is generally on a smaller scale and is performed at a faster pace. The repair process requires a more timely coordination and an aggressive bidding process for ship repair contracts. Repair work customers are generally the navy, commercial ship owners and other marine structure owners.
The customer usually provides contract specifications, drawings and standard items. Contracts can be firm fixed price (FFP), firm fixed price award fee (FFPAF), cost plus fixed fee (CPFF), cost plus award fee (CPAF) or urgent repair contracts. The process starts in the marketing area when the shipyard is asked for a request for proposal (RFP) or an invitation for bid (IFB). The lowest price usually wins an IFB contract, while a RFP award can be based on factors other than price. The repair estimating group prepares the cost estimate and the proposal for the repair contract. Bid estimates generally include worker-hours and wage rates, materials, overhead, special service costs, subcontractor dollars, overtime and shift premiums, other fees, facilities cost of money and, based on these, the estimated price of the contract. Once the contract is awarded, a production plan must be developed.
Repair planning, engineering and production
Although some preliminary planning is performed at the proposal stage of the contract, much work is still needed to plan and execute the contract in a timely manner. The following steps should be accomplished: read and understand all contract specifications, categorize the work, integrate the work into a logical production plan and determine the critical path. Planning, engineering, materials, subcontracts and repair production departments must work closely together to perform the repair in the most timely and cost-effective manner. Prefabrication of piping, ventilation, electrical and other machinery is performed, in many cases, prior to the ship’s arrival. Pre-outfitting and prepackaging of repair units takes cooperation with the production shops to perform work in a timely manner.
Common types of repair work
Ships are similar to other types of machinery in that they require frequent maintenance and, sometimes, complete overhauls to remain operational. Many shipyards have maintenance contracts with shipping companies, ships and/or ship classes that identify frequent maintenance work. Examples of maintenance and repair duties include:
- blasting and repainting the ship’s hull, freeboard, superstructure, interior tanks and work areas
- major machinery rebuilding and installation (e.g., diesel engines, turbines, generators and pump stations)
- systems overhauls, maintenance and installation (e.g., flushing, testing and installation of a piping system)
- new system installation, either adding new equipment or replacing systems that are outdated (e.g., navigational systems, combat systems, communication systems or updated piping systems)
- propeller and rudder repairs, modification and alignment
- creation of new machinery spaces on the ship (e.g., cut-out of existing steel structure and adding new walls, stiffeners, vertical supports and webbing).
In many cases, repair contracts are an emergency situation with very little warning, which makes ship repair a fast moving and unpredictable environment. Normal repair ships will stay in the shipyard from 3 days to 2 months, while major repairs and conversions can last more than a year
Large repairs and conversion projects
Large repair contracts and major conversions are common in the ship repair industry. Most of these large repair contracts are performed by shipyards that have the ability to construct ships, although some primarily repair yards will perform extensive repairs and conversions.
Examples of major repair contracts are as follows:
- conversion of supply ships to hospital ships
- cutting a ship in half and installing a new section to lengthen the ship (see figure 11)
- replacing segments of a ship that has run aground (see figure 12)
- complete rip-out, structural reconfiguration and outfitting of combat systems
- major remodelling of ship’s interior or exterior (e.g., complete overhauls of passenger cruise ships).
Most major repairs and conversions require a large planning, engineering and production effort. In many cases, a large quantity of steel work will need to be accomplished (e.g., major cut-out of existing ship structure and installation of new configurations). These projects can be divided into four major stages: removal, building new structure, equipment installation and testing. Subcontractors are required for most major and minor repairs and conversions. The subcontractors provide expertise in certain areas and help to even the workload in the shipyard.
Figure 11. Cutting a ship in half in order to install a new section.

Newport News Shipbuilding
Figure 12. Replacing the prow of a ship that ran aground.

Newport News Shipbuilding
Some of the work that subcontractors perform are as follows:
-
support of ship repair
-
major combat systems installations (technical)
-
boiler re-tubing and rebuilding
-
air compressor overhauls
-
asbestos removal and disposal
-
tank cleaning
-
blasting and painting
-
pump system overhauls
-
small structural fabrication
-
winch overhauls
-
main steam system modifications
-
system fabrications (i.e., piping, ventilation, foundations and so on).
As with new construction, all installed systems must be tested and operational before the ship is returned to its owner. Testing requirements generally originate from the contract, although other sources of testing requirements do exist. The tests must be scheduled, tracked for proper completion and monitored by the proper groups (shipyard internal quality, vessel operation, government agencies, shipowners and so on). Once systems are in place and properly tested, the area, compartment and/or system can be considered sold to the ship (i.e., completed).
There are many similarities between new construction and repair processes. The primary similarities are that they both use the application of essentially the same manufacturing practices, processes, facilities and support shops. Ship repair and new construction work require highly skilled labour because many of the operations have limited potential for automation (especially ship repair). Both require excellent planning, engineering and interdepartmental communications. The repair process flow is generally as follows: estimate, plan and engineer the job; rip-out work; refitting of steel structures; repair production; test and trials; and deliver the ship. In many ways the ship repair process is similar to shipbuilding, although new construction requires a greater amount of organization because of the size of the workforce, size of the workload, number of parts and the complexity of the communications (i.e., production plans and schedules) surrounding the shipbuilding work flow.
Hazards and Precautions
Shipbuilding and repair is one of the most hazardous industries. Work must be done in a variety of highly hazardous situations, such as confined spaces and considerable heights. Much manual work is performed involving heavy equipment and material. Since the work is so interrelated, the results of one process may endanger personnel involved in another process. In addition, a great portion of work is performed out-of-doors, and the effects of weather extremes can cause or aggravate hazardous conditions. Additionally, a number of chemicals, paints, solvents and coatings must be used, which may pose significant risks to employees.
Health hazards
Chemical hazards which pose health risks to employees in shipyards include:
- dusts from abrasive blasting operations
- exposure to asbestos and mineral fibres in insulation work
- vapours and spray mists from paints, coatings, solvents and thinners
- fumes from various welding, burning, soldering and brazing operations
- exposure to gases used in various welding, burning and heating processes
- exposure to specific toxic chemicals in epoxy resins, organo-tin and copper anti-fouling paints, lead paint, oils, greases, pigments and the like.
Physical hazards due to the manual nature of the work include:
- temperature and weather extremes associated with work performed out-of-doors
- electrical hazards
- ergonomic-related problems caused by repetitive handling of large and bulky materials
- ionizing and non-ionizing radiation
- noise and vibration
- oxygen deficiency potential and other confined space hazards associated with tanks, double bottoms and so on
- falls and trips from work on the same level as well as work from great heights.
Preventive measures
Although shipbuilding and repair is a very hazardous industry, the risks to personnel by these hazards can and should be minimized. The basis for hazard reduction is a well-founded health and safety programme that is rooted in a good partnership between management and the trade unions or employees. There are a number of approaches that can be utilized to prevent or minimize hazards in shipyards once they are identified. These approaches may be broadly divided into several strategies. Engineering controls are employed to eliminate or control hazards at their point of generation. These controls are the most desirable of the various types since they are most dependable:
-
Substitution or elimination. Where possible, processes that produce hazards or toxic materials should be eliminated or replaced with less hazardous processes or materials. This is the most effective form of control. An example is the use of non-carcinogenic materials instead of asbestos insulation. Another example is the use of hydraulic lifting tables for handling heavy materials, instead of manual lifting. Replacement of solvent-based paints with water-based coatings is frequently possible. Automation or robotics can be used to eliminate process hazards.
-
Isolation. Processes that are not amenable to substitution or elimination can sometimes be isolated from employees to minimize exposures. Frequently, sources of high noise can be relocated to place more distance between workers and the noise source, thus reducing exposure.
-
Enclosure. Processes or personnel can sometimes be enclosed to eliminate or reduce exposures. Operators of equipment can be provided enclosed booths to minimize exposure to noise, heat, cold or even chemical hazards. Processes may also be enclosed. Paint-spray booths and welding booths are examples of process enclosure that reduce exposures to potentially toxic materials.
-
Ventilation. Processes that produce toxic materials can be ventilated to capture the materials at their point of generation. This technique is used extensively in shipyards and boatyards, particularly to control welding fumes and gases, paint vapours and the like. Many fans and blowers are located on the decks of vessels and air is either exhausted from or blown into spaces to reduce exposure to hazards. Frequently fans are used in the blowing mode to direct fresh air into compartments to maintain acceptable oxygen levels.
Administrative controls are used to minimize exposures by administratively limiting the time spent by personnel in potentially hazardous situations. This is generally accomplished by rotating personnel from a relatively low hazard job to a higher hazard one. Although the aggregate amount of person-exposure time is not changed, exposure of each individual worker is reduced.
Administrative controls are not without their negative aspects. This technique requires additional training since workers must know both jobs and more workers are potentially exposed to a hazard. Also, since the number of personnel exposed to hazards has doubled from a legal standpoint, potential liabilities may be increased. However, administrative control can be an effective method if properly applied.
Personal protective controls. Shipyards must rely heavily on the various forms of personal protection. The nature of ship construction and repair does not lend itself to traditional engineering approaches. Ships are very confined spaces with limited access. A submarine under repair has 1 to 3 hatches that are .76 m in diameter, through which people and equipment must pass. The amount of ventilation tubing that can pass through is severely limited. Similarly, on large ships work is performed deep within the vessel, and although some ventilation may be smoked through the various levels to reach the desired operation, the amount is limited. Further, the fans pushing or pulling air through the vent tubing are generally located in fresh air, usually on a main deck, and they, too, have somewhat limited capacity.
In addition, ship construction and repair is not performed in an assembly line, but in separate work sites such that stationary engineering controls are impractical. Further, a ship may be under repair for a few days, and the extent to which engineering control may be utilized is again limited. Personal protective equipment is used extensively in these situations.
In shops, more extensive use may be made of traditional engineering control approaches. Most equipment and machinery in shops and assembly platens is very amenable to traditional guarding, ventilation and other engineering approaches. However, some personal protective equipment must be utilized in these situations as well.
A discussion of the various applications of personal protective equipment utilized in shipyards follows:
Welding, cutting and grinding. The basic process of constructing and repairing ships involves cutting, shaping and joining steel and other metals. In the process, metallic fumes, dusts and particulates are generated. Although ventilation can sometimes be utilized, more frequently welders must utilize respirators for protection from welding particulates and fumes. In addition, they must employ appropriate eye protection for ultraviolet and infrared illumination and other physical eye and face hazards. In order to provide protection from sparks and other forms of molten metal, the welder must be protected by welding gloves, long-sleeved clothing and other physical protection.
Abrasive blasting and painting. Much painting is performed in ship construction and repair. In many cases, the paints and coatings are specified by the ship’s owner. Prior to painting, the equipment must be blasted with an abrasive to a certain profile that ensures good adhesion and protection.
Abrasive blasting of small parts may be performed in a closed system such as a glove box. However, most large components are abrasive blasted manually. Some blasting is performed in the open air, some in large bays of a building or shop designated for this purpose and some inside the vessels or vessel sections themselves. In any case, personnel performing abrasive blasting must use full-body protection, hearing protection and air-fed respiratory protection. They must be provided with an adequate supply of breathable air (i.e., at least Grade D breathing air).
In some countries the use of crystalline silica has been banned. Its use is generally not recommended. If silica-containing materials are used in blasting, preventive protective measures must be taken.
After abrasive blasting, materials must be quickly painted in order to prevent “flash rusting” of the surface. Although mercury, arsenic and other very toxic metals are no longer used in paints, paints used in shipyards generally contain solvents as well as pigments such as zinc. Other paints are of the epoxy type. Painters who apply these coatings must be protected. Most painters must use a negative or positive pressure respirator for their protection, as well as full-body coveralls, gloves, shoe covers and eye protection. Sometimes painting must be performed in confined or enclosed spaces. In these cases, air-supplied respiratory protection and full-body protection must be used, and there must be an adequate, permit-requiring confined-spaces programme.
Overhead hazards. Shipyards have many cranes, and a large amount of overhead work is performed. Hard-hat protection is generally required in all production areas of shipyards.
Insulation work. Piping systems and other components must be insulated to maintain component temperature and reduce heat in the ship’s interior; in some cases, insulation is needed for noise reduction. In ship repair, existing insulation must be removed from piping to do repair work; in these cases, asbestos material is frequently encountered. In new work, fibreglass and mineral fibres are frequently used. In either case, appropriate respiratory protection and full-body protection must be worn.
Noise sources. Work in shipyards is notoriously noisy. Most processes involve working with metal; this typically produces noise levels above acceptable safe limits. Not all noise sources can be controlled to safe levels by utilizing engineering controls. Thus, personal protection must be used.
Foot hazards. Shipyards have a number of operations and processes that present hazards to the feet. It is often difficult and impractical to segregate the facility into foot hazard and non-foot hazard areas; safety shoes/boots are typically required for the entire production area of shipyards.
Eye hazards. There are many potential sources of hazards to the eyes in shipyards. Examples are various ultraviolet and infrared light hazards from welding arcs, physical hazards from various metal working dusts and particles, abrasive blasting grit, work with various pickling and metal baths, caustics and paint sprays. Due to the ubiquitous nature of these hazards, safety glasses are frequently required throughout the production areas of shipyards for practical and administrative simplicity. Special eye protection is required for specific individual processes.
Lead. Over the years, lead-based primers and coatings have been utilized extensively in ship construction. Although lead-containing paints and coatings are rarely used today, a significant amount of elemental lead is used in nuclear shipyards as a radiation shielding material. In addition, ship repair work often involves the removal of older coatings that frequently contain lead. In fact, repair work requires a great deal of sensitivity and concern for materials that have been applied or used previously. Work with lead requires full-body protection including coveralls, gloves, hat, shoe covers and respiratory protection.
Boat Building
In some ways boats can be thought of as relatively small ships in that many of the processes used to construct and repair boats are very similar to those used to construct and repair ships, only on a smaller scale. Generally, steel, wood and composites are chosen for construction of boat hulls.
Composites include, in general, such materials as fibre-reinforced metals, fibre-reinforced cement, reinforced concrete, fibre-reinforced plastics and glass-reinforced plastics (GRPs). Development during the early 1950s of hand lay-up methods employing cold-cure polyester resin with glass reinforcement led to a rapid expansion of GRP boat construction, from 4% in the 1950s to over 80% in the 1980s and even higher currently.
In vessels over 40 m or so in length, steel rather than wood is the main alternative to GRP. As hull size is reduced, the relative cost of steel construction increases, becoming generally uncompetitive for hulls under 20 m in length. The need for corrosion margin tends also to lead to excessive weight in small steel boats. For vessels over 40 m, however, the low cost of heavy welded steel construction is normally a decisive advantage. Unless imaginative design, improved materials and automated fabrication can bring about a substantial reduction in costs, however, glass- or fibre-reinforced plastics seem unlikely to become competitive with steel for construction of ships over about 40 m in length except where special requirements exist (e.g., for transportation of corrosive or cryogenic bulk cargo, where a nonmagnetic hull is required or where substantial weight saving is necessary for performance reasons).
GRPs are now employed in a very wide range of boat hull applications including speedboats, coastal and ocean-going yachts, work boats, pilot and passenger launches and fishing boats. Its success in fishing boats, where wood has been the traditional material, is attributable to:
-
competitive first cost, particularly where many hulls are built to the same design, enhanced by the increasing cost of wood and scarcity of skilled woodworkers
-
trouble-free performance and low maintenance costs resulting from leak-proof, rot-proof qualities of GRP hulls, their resistance to marine boring organisms and low cost of repair
-
the ease with which complex shapes, which may be required for hydrodynamic and structural purposes or for aesthetic reasons, can be fabricated.
Fabrication methods
The most common form of construction for shells, decks and bulkheads in large and small GRP hulls is single-skin laminate reinforced as necessary by stiffeners. Various methods of fabrication are employed in the construction of single-skin and sandwich hulls.
Contact moulding. By far the most common method of fabrication for single-skin GRP hulls of all sizes is contact moulding in an open or negative mould using cold-curing polyester resin and E-glass reinforcement.
The first step in the fabrication process is mould preparation. For hulls of small and moderate size, moulds are usually fabricated in GRP, in which case a positive plug, commonly of wooden construction finished in GRP, is first assembled, whose external surface accurately defines the required hull shape. Mould preparation is generally completed by wax polishing and application of a film of polyvinyl alcohol (PVA) or equivalent release agent. Laminating is usually started by application of pigmented gel coat of good-quality resin. Laminating is then continued, before the gel coat has fully cured, using one of the following processes:
-
Spray up. Glass fibre rovings or reinforcements are sprayed simultaneously with polyester resin, the latter being mixed with catalyst and accelerator at the spray gun.
-
Hand lay-up. Resin mixed with catalyst and accelerator is deposited liberally on the gel coat or on a previous ply of impregnated reinforcement by brush, roller-dispenser or spray gun.
The process outlined above can achieve efficient application of very heavy reinforcement (fabric of up to 4,000 g/m2 has been used successfully, although for large-scale production a fabric weight of 1,500 to 2,000 g/m2 has been preferred), giving a rapid laminating rate with low labour costs. A similar process can be applied for rapid lay-up of flat or nearly flat deck and bulkhead panels. Batch production of certain 49 m hulls, including installation of decks and bulkheads, has been achieved with a completion time of 10 weeks per hull.
Compression moulding. Compression moulding involves application of pressure, possibly accompanied by heat, to the surface of an uncured laminate, to increase fibre content and reduce voids by squeezing out excess resin and air.
Vacuum bag moulding. This process, which may be regarded as an elaboration of contact moulding, involves placing over the mould a flexible membrane, separated from the uncured laminate by a film of PVA, polythene or equivalent material, sealing the edges and evacuating the space under the membrane so that the laminate is subjected to a pressure of up to l bar. Curing may be speeded by placing the bagged component in an oven or employing a heated mould.
Autoclave moulding. Higher pressures (e.g., 5 to 15 bar) combined with elevated temperature, yielding increased fibre content and hence superior mechanical properties, may be achieved by carrying out the bag moulding process in an autoclave (pressurized oven).
Matched die moulding. The uncured moulding material, which in a large component such as a boat hull is likely to be a sprayed premix of resin and chopped-strand glass or a tailored preform of pre-impregnated glass fabric, is compressed between matched positive and negative moulds, usually of metallic construction, with application of heat if required. Because of the high first cost of moulds, this process is likely to be economical only for large production runs and is rarely used for boat hull fabrication.
Filament winding. Fabrication in this process is carried out by winding reinforcing fibres, in the form of a continuous roving which may be impregnated with resin just prior to winding (wet-winding) or may be pre-impregnated with partially cured resin (dry-winding), onto a mandrel which defines the internal geometry.
Sandwich construction. Sandwich hulls, decks and bulkheads may be fabricated by contact moulding, using room-temperature curing polyester resin, in much the same way as single-skin structures. The outer GRP skin is first laid up on the negative mould. Strips of core material are embedded on a layer of polyester or epoxy resin. Fabrication is then completed by laying up the internal GRP skin.
Polyester and epoxy resins. Unsaturated polyester resins are by far the most commonly used matrix materials for marine structural laminates. Their effectiveness follows from their moderate cost, ease of use within hand lay-up or spray-up fabrication processes and generally good performance in a marine environment. Three main types are available:
-
Orthophthalic polyester, made by a combination of maleic and phthalic anhydrides with a glycol (commonly propylene glycol), is the least expensive and most widely used matrix material for small boat construction.
-
Isophthalic polyester, containing isophthalic acid in place of phthalic anhydride, is more expensive, has somewhat superior mechanical properties and water resistance and is commonly specified for higher-performance boat construction and marine gel coats.
-
Bisphenol epoxy systems, in which phthalic acid or anhydride is partly or completely replaced by bisphenol A, offers (at substantially higher cost) much improved water and chemical resistance.
Safety and health hazards
Although many of the chemical, physical and biological hazards in shipbuilding are common to boat building, a primary concern is exposure to various solvent vapours and epoxy dusts from the boat manufacturing process. Uncontrolled exposure to these hazards may produce central nervous system disorders, liver and kidney damage, and sensitization reactions, respectively. The controls for these potential hazards are essentially the same as those described previously in the shipbuilding section—namely, engineering controls, administrative controls and personal protective controls.
Environmental and Public Health Issues
The overriding principal behind regulating air emissions, water discharge and waste is protection of the public health and providing for the general welfare of the populace. Usually, the “populace” are considered to be those people living or working within the general area of the facility. However, wind currents may transport air pollutants from one area to another and even across national borders; discharges to water bodies may similarly travel nationally and internationally; and waste may be shipped across the country or the world.
Shipyards conduct a large variety of operations in the process of constructing or repairing ships and boats. Many of these operations emit water and air pollutants which are known or suspected to have detrimental effects on humans through direct physiological and or metabolic damage, such as cancer and lead poisoning. Pollutants may also act indirectly as mutagens (which damage future generations by affecting the biochemistry of reproduction) or teratogens (which damage the foetus after conception).
Both air and water pollutants have the potential to have secondary effects on humans. Air pollutants can fall into the water, affecting quality of the receiving stream or affecting crops and therefore the consuming public. Pollutants discharged directly to receiving streams may degrade the water quality to the point that drinking or even swimming in the water is a health risk. Water, ground and air pollution may also affect the marine life in the receiving stream, which may ultimately affect humans.
Air Quality
Air emissions can result from practically any operation involved in the construction, maintenance or repair of ships and boats. Air pollutants that are regulated in many countries include sulphur oxides, nitrogen oxides, carbon monoxide, particulates (smoke, soot, dust and so on), lead and volatile organic compounds (VOCs). Shipbuilding and ship repair activities which produce “oxide” criteria pollutants include combustion sources such as boilers and heat for metal treatment, generators and furnaces. Particulates are seen as the smoke from combustion, as well as dust from woodworking, sand- or grit-blasting operations, sanding, grinding and buffing.
Lead ingots may in some instances have to be partially melted and reformed to mould into shapes for radiation protection on nuclear-powered vessels. Lead dust may be present in paint removed from vessels being overhauled or repaired.
Hazardous air pollutants (HAPs) are chemical compounds which are known or suspected to be harmful to humans. HAPs are produced in many shipyard operations, such as foundry and electroplating operations, which may emit chromium and other metallic compounds.
Some VOCs, such as naphtha and alcohol, used as solvents for paints, thinners and cleaners, as well as many glues and adhesives, are not HAPs. Other solvents used primarily in painting operations, such as xylene and toluene, as well as several chlorinated compounds most often used as solvents and cleaners, especially trichloroethylene, methylene chloride and 1,1,1-trichloroethane, are HAPs.
Water Quality
Since ships and boats are constructed on waterways, shipyards must meet the water quality criteria of their government-issued permits before they discharge any industrial waste waters to the adjacent waters. Most US shipyards, for example, have implemented a programme called “Best Management Practices” (BMPs), considered to be a major compilation of control technologies to help shipyards meet the discharge requirements of their permits.
Another control technology used in shipyards that have graving docks is a dam and baffle system. The dam stops the solids from getting to the sump and being pumped out to the adjacent waters. The baffle system keeps oil and floating debris out of the sump.
Storm water monitoring has recently been added to many shipyard permits. Facilities must have a storm water pollution prevention plan which implements different control technologies to eliminate pollutants from going into the adjacent water whenever there is rain.
Many ship and boat building facilities will also discharge some of their industrial wastewater to the sewage system. These facilities must meet the water-quality criteria of their local sewage regulations whenever they discharge to the sewer. Some shipyards are constructing their own pretreatment plants which are designed to meet local water-quality criteria. There are usually two different types of pretreatment facilities. One pretreatment facility is designed primarily to remove toxic metals from industrial wastewater, and the second type of pretreatment facility is designed primarily to remove petroleum products from the wastewater.
Waste Management
Different segments of the shipbuilding process produce their own types of waste that must be disposed of in accordance with regulations. Steel cutting and shaping generates wastes such as scrap metal from steel plate cutting and shaping, paint and solvent from coating the steel and spent abrasive from the removal of oxidation and unwanted coatings. Scrap metal poses no inherent environmental hazard and can be recycled. However, paint and solvent waste is flammable, and spent abrasive may be toxic depending on the characteristics of the unwanted coating.
As the steel is fabricated into modules, piping is added. Preparing the piping for the modules generates wastes such as acidic and caustic wastewater from pipe cleaning. This wastewater requires special treatment to remove its corrosive characteristics and contaminants such as oil and dirt.
Concurrent to the steel fabrication, electrical, machinery, piping and ventilation components are prepared for the outfitting phase of the ship’s construction. These operations generate wastes such as metal-cutting lubricants and coolants, degreasers and electroplating wastewaters. Metal-cutting lubricants and coolants, as well as degreasers, must be treated to remove the dirt and oils prior to discharge of the water. Electroplating wastewaters are toxic and may contain compounds of cyanide that require special treatment.
Ships in need of repair usually need to unload wastes that were generated during the ship’s cruise. Bilge wastewater must be treated to remove oil contamination. Sanitary wastewater must be discharged to a sewage system where it undergoes biological treatment. Even garbage and trash may be subject to special treatment in order to comply with regulations preventing the introduction of foreign plants and animals.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."