- You are here:
-
Home

-
Part XVI. Construction
-
Construction
- Tools, Equipment and Materials
Rolling Mills
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety.
Acknowledgements: The description of hot- and cold-rolling mill operations is used with permission of the American Iron and Steel Institute.
Hot slabs of steel are converted into long coils of thin sheets in continuous hot strip mills. These coils may be shipped to customers or may be cleaned and cold rolled to make products. See figure 1 for a flow line of the processes.
Figure 1. Flow line of hot- & cold-rolled sheet mill products
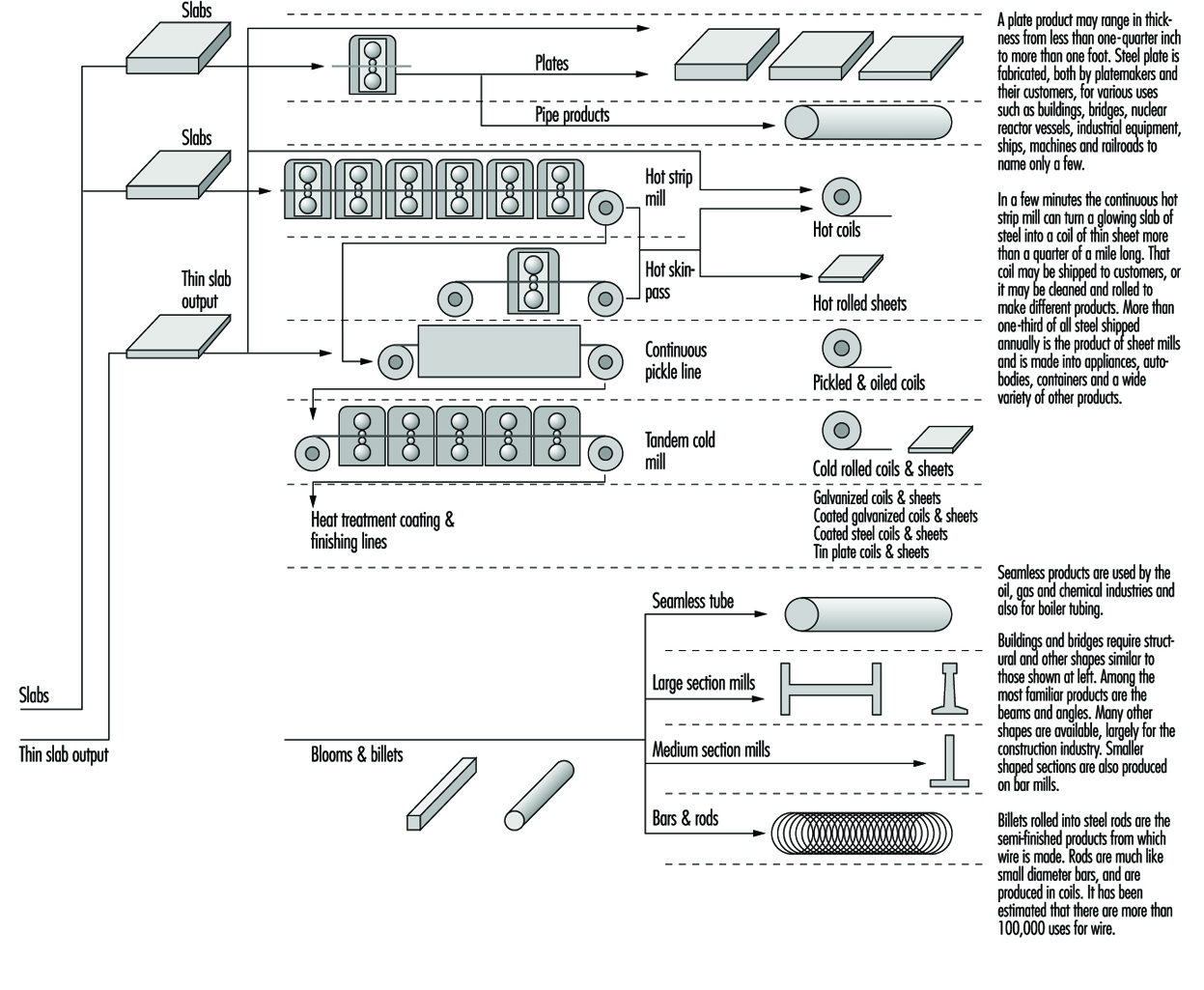
Continuous Hot Rolling
A continuous hot-rolling mill may have a conveyor that is several thousand feet long. The steel slab exits from a slab reheating furnace onto the beginning of the conveyor. Surface scale is removed from the heated slab, which then becomes thinner and longer as it is squeezed by horizontal rolls at each mill, usually called roughing stands. Vertical rolls at the edges help control width. The steel next enters the finishing stands for final reduction, travelling at speeds up to 80 kilometres per hour as it crosses the cooling table and is coiled.
The hot-rolled sheet steel is normally cleaned or pickled in a bath of sulphuric or hydrochloric acid to remove surface oxide (scale) formed during hot rolling. A modern pickler operates continuously. When one coil of steel is almost cleaned, its end is sheared square and welded to the start of a new coil. In the pickler, a temper mill helps break up the scale before the sheet enters the pickling or cleaning section of the line.
An accumulator is located beneath the rubber-lined pickling tanks, the rinsers and the dryers. The sheet accumulated in this system feeds into the pickling tanks when the entry-end of the line is stopped to weld on a new coil. Thus it is possible to clean a sheet continuously at the rate of 360 m (1,200 feet) per minute. A smaller looping system at the delivery end of the line permits continuous line operation during interruptions for coiling.
Cold Rolling
Coils of cleaned, hot-rolled sheet steel may be cold rolled to make a product thinner and smoother. This process gives steel a higher strength-to-weight ratio than can be made on a hot mill. A modern five-stand tandem cold mill may receive a sheet about 1/10 inch (0.25 cm) thick and 3/4 of a mile (1.2 km) long; 2 minutes later that sheet will have been rolled to 0.03 inch (75 mm) thick and be more than 2 miles (3.2 km) long.
The cold-rolling process hardens sheet steel so that it usually must be heated in an annealing furnace to make it more formable. Coils of cold-rolled sheets are stacked on a base. Covers are placed over the stacks to control the annealing and then the furnace is lowered over the covered stacks. The heating and re-cooling of sheet steel may take 5 or 6 days.
After the steel has been softened in the annealing process, a temper mill is used to give the steel the desired flatness, metallurgical properties and surface finish. The product may be shipped to consumers as coils or further side-trimmed or sheared into cut lengths.
Hazards and Their Prevention
Accidents. Mechanization has reduced the number of trapping points at machinery but they still exist, especially in cold rolling plants and in finishing departments.
In cold rolling, there is a risk of trapping between the rolls, especially if cleaning in motion is attempted; nips of rolls should be efficiently guarded and strict supervision exercised to prevent cleaning in motion. Severe injuries may be caused by shearing, cropping, trimming and guillotine machines unless the dangerous parts are securely guarded. An effective lockout/tagout programme is essential for maintenance and repair.
Severe injuries may be sustained, especially in hot rolling, if workers attempt to cross roller conveyors at unauthorized points; an adequate number of bridges should be installed and their use enforced. Looping and lashing may cause extensive injuries and burns, even severing of lower limbs; where full mechanization has not eliminated this hazard, protective posts or other devices are necessary.
Special attention should be paid to the hazard of cuts to workers in strip and sheet rolling mills. Such injuries are not only caused by the thin rolled metal, but also by the metal straps used on coils, which may break during handling and constitute a serious hazard.
The use of large quantities of oils, rust inhibitors and so on, which are generally applied by spraying, is another hazard commonly encountered in sheet rolling mills. Despite the protective measures taken to confine the sprayed products, they often collect on the floor and on communication ways, where they may cause slips and falls. Gratings, absorbent materials and boots with non-slip soles should therefore be provided, in addition to regular cleaning of the floor.
Even in automated works, accidents occur in conversion work while changing heavy rollers in the stands. Good planning will often reduce the number of roll changes required; it is important that this work should not be done under pressure of time and that suitable tools be provided.
The automation of modern plants is associated with numerous minor breakdowns, which are often repaired by the crew without stopping the plant or parts of it. In such cases it may happen that it is forgotten to make use of necessary mechanical safeguards, and severe accidents may be the consequence. The fire hazard involved in repairs of hydraulic systems is frequently neglected. Fire protection must be planned and organized with particular care in plants containing hydraulic equipment.
Tongs used to grip hot material may knock together; the square spanners used to move heavy rolled sections by hand may cause serious injuries to the head or upper torso by backlash. All hand tools should be well designed, frequently inspected and well maintained. The tongs used at the mills should have their rivets renewed frequently; ring spanners and impact wrenches should be provided for roll changing crews; bent-out, open-ended spanners should not be used. Workers should receive adequate training in the use of all hand tools. Proper storage arrangements should be made for all hand tools.
Many accidents may be caused by faulty lifting and handling and by defects in cranes and lifting tackle. All cranes and lifting tackle should be under a regular system of examination and inspection; particular care is needed in the storage and use of slings. Crane drivers and slingers should be specially selected and trained. There is always a risk of accidents from mechanical transport: locomotives, wagons and bogies should be well maintained and a well-understood system of warning and signalling should be enforced; clear passage ways should be kept for fork-lifts and other trucks.
Many accidents are caused through falls and stumbles or badly maintained floors, by badly stacked material, by protruding billet ends and cribbing rolls and so on. Hazards can be eliminated by good maintenance of all floor surfaces and means of access, clearly defined walkways, proper stacking of material and regular clearance of debris. Good housekeeping is essential in all parts of the plant including the yards. A good standard of illumination should be kept throughout the plant.
In hot rolling, burns and eye injuries may be caused by flying mill scale; splash guards can effectively reduce the ejection of scale and hot water. Eye injuries may be caused by dust particles or by whipping of cable slings; eyes may also be affected by glare.
Personal protective equipment (PPE) is of great importance in the prevention of rolling mill accidents. Hard hats, safety shoes, gaiters, arm protection, gloves, eye shields and goggles should be worn to meet the appropriate risk. It is essential to secure the cooperation of employees in the use of protective devices and the wearing of protective clothing. Training, as well as an effective accident prevention organization in which workers or their representatives participate, is important.
Heat. Radiant heat levels of up to 1,000 kcal/m2 have been measured at work points in rolling mills. Heat stress diseases are a concern, but workers in modern mills usually are protected through the use of air-conditioned pulpits. See the article “Iron and steel making” for information on prevention.
Noise. Considerable noise develops in the entire rolling zone from the gearbox of the rolls and straightening machines, from pressure water pumps, from shears and saws, from throwing finished products into a pit and from stopping movements of the material with metal plates. The general level of operating noises can be around 84-90dBA, and peaks up to 115 dBA or more are not unusual. See the article “Iron and steel making” for information on prevention.
Vibration. Cleaning of the finished products with high-speed percussion tools may lead to arthritic changes of the elbows, shoulders, collarbone, distal ulna and radius joint, as well as lesions of the navicular and lunatum bone.
Joint defects in the hand and arm system may be sustained by rolling mill workers, owing to the recoiling and rebounding effect of the material introduced into the gap between the rolls.
Harmful gases and vapours. When lead-alloyed steel is rolled or cutting-off discs containing lead are used, toxic particles may be inhaled. It is therefore necessary constantly to monitor lead concentrations at the workplace, and workers liable to be exposed should regularly undergo medical examination. Lead may also be inhaled by flame scarfers and gas cutters, who may at the same time be exposed to nitrogen oxides (NOx), chromium, nickel and iron oxide.
Butt welding is associated with the formation of ozone, which may cause, when inhaled, irritation similar to that due to NOx. Pit-furnace and reheating-furnace attendants may be exposed to harmful gases, the composition of which depends on the fuel used (blast-furnace gas, coke-oven gas, oil) and generally includes carbon monoxide and sulphur dioxide. LEV or respiratory protection may be necessary.
Workers lubricating rolling-mill equipment with oil mist may suffer health impairment due to the oils used and to the additives they contain. When oils or emulsions are used for cooling and lubricating, it should be ensured that the proportions of oil and additives are correct in order to preclude not only irritation of the mucosae but also acute dermatitis in exposed workers. See the article “Industrial lubricants, metal working fluids and automotive oils” in the chapter Metal processing and metal working industry.
Large amounts of degreasing agents are used for the finishing operations. These agents evaporate and may be inhaled; their action is not only toxic, but also causes deterioration of the skin, which may be degreased when solvents are not handled properly. LEV should be provided and gloves should be worn.
Acids. Strong acids in pickling shops are corrosive to skin and mucous membranes. Appropriate LEV and PPE should be used.
Ionizing radiation. X rays and other ionizing radiation equipment may be used for gauging and examining; strict precautions in accordance with local regulations are required.
Iron and Steel Industry
Iron is most widely found in the crust of the earth, in the form of various minerals (oxides, hydrated ores, carbonates, sulphides, silicates and so on). Since prehistoric times, humans have learned to prepare and process these minerals by various washing, crushing and screening operations, by separating the gangue, calcining, sintering and pelletizing, in order to render the ores smeltable and to obtain iron and steel. In historic times, a prosperous iron industry developed in many countries, based on local supplies of ore and the proximity of forests to supply the charcoal for fuel. Early in the 18th century, the discovery that coke could be used in place of charcoal revolutionized the industry, making possible its rapid development as the base on which all other developments of the Industrial Revolution rested. Great advantages accrued to those countries where natural deposits of coal and iron ore lay close together.
Steel making was largely a development of the 19th century, with the invention of melting processes; the Bessemer (1855), the open hearth, usually fired by producer gas (1864); and the electric furnace (1900). Since the middle of the 20th century, oxygen conversion, pre-eminently the Linz-Donowitz (LD) process by oxygen lance, has made it possible to manufacture high quality steel with relatively low production costs.
Today, steel production is an index of national prosperity and the basis of mass production in many other industries such as shipbuilding, automobiles, construction, machinery, tools, and industrial and domestic equipment. The development of transport, in particular by sea, has made the international exchange of the raw materials required (iron ores, coal, fuel oil, scrap and additives) economically profitable. Therefore, the countries possessing iron ore deposits near coal fields are no longer privileged, and large smelting plants and steelworks have been built in the coastal regions of major industrialised countries and are supplied with raw materials from exporting countries which are able to meet the present-day requirements for high-grade materials.
During the past decades, so-called direct-reduction processes have been developed and have met with success. The iron ores, in particular high-grade or upgraded ores, are reduced to sponge iron by extracting the oxygen they contain, thus obtaining a ferrous material that replaces scrap.
Iron and Steel Production
The world’s pig iron production was 578 million tonnes in 1995 (see figure 1).
Figure 1. World pig iron production in 1995, by regions
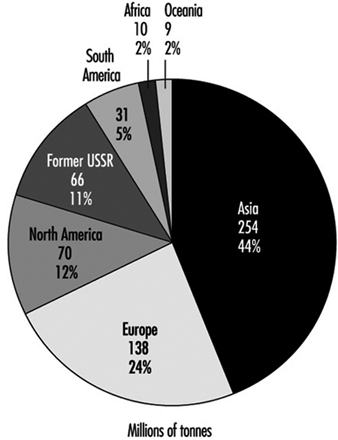
The world’s raw steel production was 828 million tonnes in 1995 (see figure 2).
Figure 2. World raw steel production in 1995, by regions

The steel industry has been undergoing a technological revolution, and the trend in building new production capacity has been towards the recycled steel-scrap-using electric arc furnace (EAF) by smaller mills (see figure 3). Although integrated steel works where steel is made from iron ore are operating at record levels of efficiency, EAF steel works with production capacities in the order of less than 1 million tonnes a year are becoming more common in the main steel-producing countries of the world.
Figure 3. Scrap charges or electric furnaces

Iron making
The overall flow line of iron and steel making is shown in figure 4.
Figure 4. Flow line of steel making

For iron making, the essential feature is the blast furnace, where iron ore is melted (reduced) to produce pig iron. The furnace is charged from the top with iron ore, coke and limestone; hot air, frequently enriched with oxygen, is blown in from the bottom; and the carbon monoxide produced from the coke transforms the iron ore into pig iron containing carbon. The limestone acts as a flux. At a temperature of 1,600°C (see figure 5) the pig iron melts and collects at the bottom of the furnace, and the limestone combines with the earth to form slag. The furnace is tapped (i.e., the pig iron is removed) periodically, and the pig iron may then be poured into pigs for later use (e.g., in foundries), or into ladles where it is transferred, still molten, to the steel-making plant.
Figure 5. Taking the temperature of molten metal in a blast furnace

Some large plants have coke ovens on the same site. The iron ores are generally subjected to special preparatory processes before being charged into the blast furnace (washing, reduction to ideal lump size by crushing and screening, separation of fine ore for sintering and pelletizing, mechanized sorting to separate the gangue, calcining, sintering and pelletizing). The slag that is removed from the furnace may be converted on the premises for other uses, in particular for making cement.
Figure 6. Hot metal charge for basic-oxygen furnace
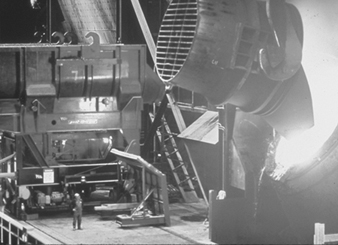
Steel making
Pig iron contains large amounts of carbon as well as other impurities (mainly sulphur and phosphorus). It must, therefore, be refined. The carbon content must be reduced, the impurities oxidized and removed, and the iron converted into a highly elastic metal which can be forged and fabricated. This is the purpose of the steel-making operations. There are three types of steel-making furnaces: the open-hearth furnace, the basic-oxygen process converter (see figure 6) and the electric arc furnace (see figure 7). Open-hearth furnaces for the most part have been replaced by basic-oxygen converters (where steel is made by blowing air or oxygen into molten iron) and electric arc furnaces (where steel is made from scrap iron and sponge-iron pellets).
Figure 7. General view of electric furnace casting

Special steels are alloys in which other metallic elements are incorporated to produce steels with special qualities and for special purposes, (e.g., chromium to prevent rusting, tungsten to give hardness and toughness at high temperatures, nickel to increase strength, ductility and corrosion resistance). These alloying constituents may be added either to the blast-furnace charge (see figure 8) or to the molten steel (in the furnace or ladle) (see figure 9). Molten metal from the steel-making process is poured into continuous-casting machines to form billets (see figure 10), blooms (see figure 11) or slabs. The molten metal can also be poured into moulds to form ingots. The majority of steel is produced by the casting method (see figure 12). The benefits of continuous casting are increased yield, higher quality, energy savings and a reduction in both capital and operating costs. Ingot-poured moulds are stored in soaking pits (i.e. underground ovens with doors), where ingots can be reheated before passing to the rolling mills or other subsequent processing (figure 4). Recently, companies have begun making steel with continuous casters. Rolling mills are discussed elsewhere in this chapter; foundries, forging and pressing are discussed in the chapter Metal processing and metal working industry.
Figure 8. Back of hot-metal charge
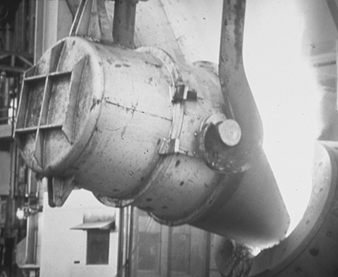
Figure 9. Continuous-casting ladle

Figure 10. Continuous-casting billet
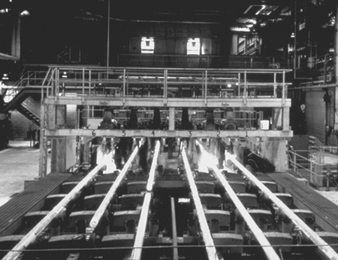
Figure 11. Continuous-casting bloom
Figure 12. Control pulpit for continuous-casting process

Hazards
Accidents
In the iron and steel industry, large amounts of material are processed, transported and conveyed by massive equipment that dwarfs that of most industries. Steel works typically have sophisticated safety and health programmes to address hazards in an environment that can be unforgiving. An integrated approach combining good engineering and maintenance practices, safe job procedures, worker training and use of personal protective equipment (PPE) is usually required to control hazards.
Burns may occur at many points in the steel-making process: at the front of the furnace during tapping from molten metal or slag; from spills, spatters or eruptions of hot metal from ladles or vessels during processing, teeming (pouring) or transporting; and from contact with hot metal as it is being formed into a final product.
Water entrapped by molten metal or slag may generate explosive forces that launch hot metal or material over a wide area. Inserting a damp implement into molten metal may also cause violent eruptions.
Mechanical transport is essential in iron and steel manufacturing but exposes workers to potential struck-by and caught- between hazards. Overhead travelling cranes are found in almost all areas of steel works. Most large works also rely heavily on the use of fixed-rail equipment and large industrial tractors for transporting materials.
Safety programmes for crane use require training to ensure proper and safe operation of the crane and rigging of loads to prevent dropped loads; good communication and use of standard hand signals between crane drivers and slingers to prevent injuries from unexpected crane movement; inspection and maintenance programs for crane parts, lifting tackle, slings and hooks to prevent dropped loads; and safe means of access to cranes to avoid falls and accidents on crane transverse ways.
Safety programmes for railways also require good communication, especially during shifting and coupling of rail cars, to avoid catching people between rail car couplings.
Maintaining proper clearance for passage of large industrial tractors and other equipment and preventing unexpected start-up and movement are necessary to eliminate struck-by, struck-against and caught-between hazards to equipment operators, pedestrians and other vehicle operators. Programmes are also necessary for inspection and maintenance of equipment safety appliances and passageways.
Good housekeeping is a cornerstone of safety in iron and steel works. Floors and passageways can quickly become obstructed with material and implements that pose a tripping hazard. Large quantities of greases, oils and lubricants are used and if spilled can easily become a slipping hazard on walking or working surfaces.
Tools are subject to heavy wear and soon become compromised and perhaps dangerous to use. Although mechanization has greatly lessened the amount of manual handling in the industry, ergonomic strains still may occur on many occasions.
Sharp engines or burrs on steel products or metal bands pose laceration and puncture hazards to workers involved in finishing, shipping and scrap-handling operations. Cut-resistant gloves and wrist guards are often used to eliminate injuries.
Protective eye-wear programmes are particularly important in iron and steel works. Foreign-body eye hazards are prevalent in most areas, especially in raw material handling and steel finishing, where grinding, welding and burning are conducted.
Programmed maintenance is particularly important for accident prevention. Its purpose is to ensure the efficiency of the equipment and maintain fully operative guards, because failure may cause accidents. Adhering to safe operating practices and safety rules is also very important because of the complexity, size and speed of process equipment and machinery.
Carbon monoxide poisoning
Blast furnaces, converters and coke ovens produce large quantities of gases in the process of iron and steel manufacturing. After the dust has been removed, these gases are used as fuel sources in the various plants, and some are supplied to chemical plants for use as raw materials. They contain large amounts of carbon monoxide (blast-furnace gas, 22 to 30%; coke oven gas, 5 to 10%; converter gas, 68 to 70%).
Carbon monoxide sometimes emanates or leaks from the tops or bodies of blast furnaces or from the many gas pipelines inside plants, accidentally causing acute carbon monoxide poisoning. Most cases of such poisoning occur during work around blast furnaces, especially during repairs. Other cases occur during work around hot stoves, tours of inspection around the furnace bodies, work near the furnace tops or work near cinder notches or the tapping notches. Carbon monoxide poisoning may also result from gas released from water-seal valves or seal pots in the steel-making plants or rolling mills; from sudden shutdown of blowing equipment, boiler rooms or ventilation fans; from leakage; from failure to properly ventilate or purge process vessels, pipelines or equipment prior to work; and during closing of pipe valves.
Dust and fumes
Dust and fumes are generated at many points in the manufacture of iron and steel. Dust and fumes are found in the preparation processes, especially sintering, in front of the blast furnaces and steel furnaces and in ingot making. Dusts and fumes from iron ore or ferrous metals do not readily cause pulmonary fibrosis and pneumoconiosis is infrequent. Some lung cancers are thought to be connected with carcinogens found in coke-oven emissions. Dense fumes emitted during the use of oxygen lances and from the use of oxygen in open-hearth furnaces may particularly affect crane operators.
Exposure to silica is a risk to workers engaged in lining, relining and repairing blast furnaces and steel furnaces and vessels with refractory materials, which may contain as much as 80% silica. Ladles are lined with fire-brick or bonded crushed silica and this lining requires frequent repair. The silica contained in refractory materials is partly in the form of silicates, which do not cause silicosis but rather pneumoconiosis. Workers are rarely exposed to heavy clouds of dust.
Alloy additions to furnaces making special steels sometimes bring potential exposure risks from chromium, manganese, lead and cadmium.
Miscellaneous hazards
Bench and top-side operations in coking operations in front of blast furnaces in iron making and furnace-front, ingot-making and continuous-casting operations in steel making all involve strenuous activities in a hot environment. Heat-illness prevention programmes must be implemented.
Furnaces may cause glare that can injure eyes unless suitable eye protection is provided and worn. Manual operations, such as furnace bricklaying, and hand-arm vibration in chippers and grinders may cause ergonomic problems.
Blower plants, oxygen plants, gas-discharge blowers and high-power electric furnaces may cause hearing damage. Furnace operators should be protected by enclosing the source of noise with sound-deadening material or by providing sound-proofed shelters. Reducing exposure time may also prove effective. Hearing protectors (earmuffs or earplugs) are often required in high-noise areas due to the unfeasibility of obtaining adequate noise reduction by other means.
Safety and Health Measures
Safety organization
Safety organization is of prime importance in the iron and steel industry, where safety depends so much on workers’ reaction to potential hazards. The first responsibility for management is to provide the safest possible physical conditions, but it is usually necessary to obtain everyone’s cooperation in safety programmes. Accident-prevention committees, workers’ safety delegates, safety incentives, competitions, suggestion schemes, slogans and warning notices can all play an important part in safety programmes. Involving all persons in site hazard assessments, behaviour observation and feedback exercises can promote positive safety attitudes and focus work groups working to prevent injuries and illnesses.
Accident statistics reveal danger areas and the need for additional physical protection as well as greater stress on housekeeping. The value of different types of protective clothing can be evaluated and the advantages can be communicated to the workers concerned.
Training
Training should include information about hazards, safe methods of work, avoidance of risks and the wearing of PPE. When new methods or processes are introduced, it may be necessary to retrain even those workers with long experience on older types of furnaces. Training and refresher courses for all levels of personnel are particularly valuable. They should familiarize personnel with safe working methods, unsafe acts to be proscribed, safety rules and the chief legal provisions associated with accident prevention. Training should be conducted by experts and should make use of effective audio-visual aids. Safety meetings or contacts should be held regularly for all persons to reinforce safety training and awareness.
Engineering and administrative measures
All dangerous parts of machinery and equipment, including lifts, conveyors, long travel shafts and gearing on overhead cranes, should be securely guarded. A regular system of inspection, examination and maintenance is necessary for all machinery and equipment of the plant, particularly for cranes, lifting tackle, chains and hooks. An effective lockout/tagout programme should be in operation for maintenance and repair. Defective tackle should be scrapped. Safe working loads should be clearly marked, and tackle not in use should be stored neatly. Means of access to overhead cranes should, where possible, be by stairway. If a vertical ladder must be used, it should be hooped at intervals. Effective arrangements should be made to limit the travel of overhead cranes when persons are at work in the vicinity. It may be necessary, as required by law in certain countries, to install appropriate switchgear on overhead cranes to prevent collisions if two or more cranes travel on the same runway.
Locomotives, rails, wagons, buggies and couplings should be of good design and maintained in good repair, and an effective system of signalling and warning should be in operation. Riding on couplings or passing between wagons should be prohibited. No operation should be carried on in the track of rail equipment unless measures have been taken to restrict access or movement of equipment.
Great care is needed in storing oxygen. Supplies to different parts of the works should be piped and clearly identified. All lances should be kept clean.
There is a never-ending need for good housekeeping. Falls and stumbles caused by obstructed floors or implements and tools left lying carelessly can cause injury in themselves but can also throw a person against hot or molten material. All materials should be carefully stacked, and storage racks should be conveniently placed for tools. Spills of grease or oil should be immediately cleaned. Lighting of all parts of the shops and machine guards should be of a high standard.
Industrial hygiene
Good general ventilation throughout the plant and local exhaust ventilation (LEV) wherever substantial quantities of dust and fumes are generated or gas may escape are necessary, together with the highest possible standards of cleanliness and housekeeping. Gas equipment must be regularly inspected and well maintained so as to prevent any gas leakage. Whenever any work is to be done in an environment likely to contain gas, carbon monoxide gas detectors should be used to ensure safety. When work in a dangerous area is unavoidable, self-contained or supplied-air respirators should be worn. Breathing-air cylinders should always be kept in readiness, and the operatives should be thoroughly trained in methods of operating them.
With a view to improving the work environment, induced ventilation should be installed to supply cool air. Local blowers may be located to give individual relief, especially in hot working places. Heat protection can be provided by installing heat shields between workers and radiant heat sources, such as furnaces or hot metal, by installing water screens or air curtains in front of furnaces or by installing heat-proof wire screens. A suit and hood of heat-resistant material with air-line breathing apparatus gives the best protection to furnace workers. As work in the furnaces is extremely hot, cool-air lines may also be led into the suit. Fixed arrangements to allow cooling time before entry into the furnaces are also essential.
Acclimatization leads to natural adjustment in the salt content of body sweat. The incidence of heat affections may be much lessened by adjustments of the workload and by well-spaced rest periods, especially if these are spent in a cool room, air- conditioned if necessary. As palliatives, a plentiful supply of water and other suitable beverages should be provided and there should be facilities for taking light meals. The temperature of cool drinks should not be too low and workers should be trained not to swallow too much cool liquid at a time; light meals are to be preferred during working hours. Salt replacement is needed for jobs involving profuse sweating and is best achieved by increasing salt intake with regular meals.
In cold climates, care is required to prevent the ill-effects of prolonged exposure to cold or sudden and violent changes of temperature. Canteen, washing and sanitary facilities should preferably be close at hand. Washing facilities should include showers; changing rooms and lockers should be provided and maintained in a clean and sanitary condition.
Wherever possible, sources of noise should be isolated. Remote central panels remove some operatives from the noisy areas; hearing protection should be required in the worst areas. In addition to enclosing noisy machinery with sound-absorbing material or protecting the workers with sound-proofed shelters, hearing protection programmes have been found to be effective means of controlling noise-induced hearing loss.
Personal protective equipment
All parts of the body are at risk in most operations, but the type of protective wear required will vary according to the location. Those working at furnaces need clothing that protects against burns—overalls of fire-resisting material, spats, boots, gloves, helmets with face shields or goggles against flying sparks and also against glare. Safety boots, safety glasses and hard hats are imperative in almost all occupations and gloves are widely necessary. The protective clothing needs to take account of the risks to health and comfort from excessive heat; for example a fire-resisting hood with wire mesh visor gives good protection against sparks and is resistant to heat; various synthetic fibres have also proved efficient in heat resistance. Strict supervision and continuous propaganda are necessary to ensure that personal protective equipment is worn and correctly maintained.
Ergonomics
The ergonomic approach (i.e. investigation of the worker-machine-environment relationship) is of particular importance at certain operations in the iron and steel industry. An appropriate ergonomic study is necessary not only to investigate conditions while a worker is carrying out various operations, but also to explore the impact of the environment on the worker and the functional design of the machinery used.
Medical supervision
Pre-placement medical examinations are of great importance in selecting persons suitable for the arduous work in iron and steel making. For most work, a good physique is required: hypertension, heart diseases, obesity and chronic gastroenteritis disqualify individuals from work in hot surroundings. Special care is needed in the selection of crane drivers, both for physical and mental capacities.
Medical supervision should pay particular attention to those exposed to heat stress; periodic chest examinations should be provided for those exposed to dust, and audiometric examinations for those exposed to noise; mobile equipment operators should also receive periodic medical examinations to ensure their continued fitness for the job.
Constant supervision of all resuscitative appliances is necessary, as is training of workers in first-aid revival procedure.
A central first-aid station with the requisite medical equipment for emergency assistance should also be provided. If possible, there should be an ambulance for the transport of severely injured persons to the nearest hospital under the care of a qualified ambulance attendant. In larger plants first-aid stations or boxes should be located at several central points.
Coke Operations
Coal preparation
The most important single factor for producing metallurgical coke is the selection of coals. Coals with low ash and low sulphur content are most desirable. Low-volatile coal in amounts up to 40% are usually blended with high-volatile coal to achieve the desired characteristics. The most important physical property of metallurgical coke is its strength and ability to withstand breakage and abrasion during handling and use in the blast furnace. The coal-handling operations consist of unloading from railroad cars, marine barges or trucks; blending of the coal; proportioning; pulverizing; bulk-density control using diesel grade or similar oil; and conveying to the coke battery bunkers.
Coking
For the most part coke is produced in by-product coking ovens that are designed and operated to collect the volatile material from the coal. The ovens consist of three main parts: the coking chambers, the heating flues and the regenerative chamber. Apart from the steel and concrete structural support, the ovens are constructed of refractory brick. Typically each battery contains approximately 45 separate ovens. The coking chambers are generally 1.82 to 6.7 metres in height, 9.14 to 15.5 metres in length and 1,535 °C at the heating flue base. The time required for coking varies with oven dimensions, but usually ranges between 16 and 20 hours.
In large vertical ovens, the coal is charged through openings in the top from a rail-type “larry car” that transports the coal from the coal bunker. After the coal has become coke, the coke is pushed out of the oven from one side by a power-driven ram or “pusher”. The ram is slightly smaller than the oven dimensions so that contact with the oven interior surfaces is avoided. The coke is collected in a rail-type car or in the side of the battery opposite the pusher and transported to the quenching facility. The hot coke is wet quenched with water prior to discharge on the coke wharf. At some batteries, the hot coke is dry quenched to recover sensible heat for the generation of steam.
The reactions during the carbonization of coal for the production of coke are complex. Coal decomposition products initially include water, oxides of carbon, hydrogen sulphide, hydro-aromatic compounds, paraffins, olefins, phenolic and nitrogen-containing compounds. Synthesis and degradation occur among the primary products that produce large amounts of hydrogen, methane, and aromatic hydrocarbons. Further decomposition of the complex nitrogen containing compounds produce ammonia, hydrogen cyanide, pyridine bases and nitrogen. The continual removal of hydrogen from the residue in the oven produces hard coke.
The by-product coke ovens that have equipment for recovering and processing coal chemicals produce the materials listed in table 1.
Table 1. Recoverable by-products of coke ovens
|
By-product |
Recoverable constituents |
|
Coke oven gas |
Hydrogen, methane, ethane, carbon monoxide, carbon dioxide, ethylene, |
|
Ammonia liquor |
Free and fixed ammonia |
|
Tar |
Pyridine, tar acids, naphthalene, creosote oil and coal-tar pitch |
|
Light oil |
Varying amounts of coal gas products with boiling points from about 40 ºC |
After sufficient cooling so that conveyor-belt damage will not occur, the coke is moved to the screening and crushing station where it is sized for blast-furnace use.
Hazards
Physical hazards
During the coal unloading, preparation and handling operations, thousands of tonnes of coal are manipulated, producing dust, noise and vibrations. The presence of large quantities of accumulated dust can produce an explosion hazard in addition to the inhalation hazard.
During coking, ambient and radiant heat are the major physical concerns, particularly on the topside of the batteries, where the majority of the workers are deployed. Noise may be a problem in mobile equipment, primarily from drive mechanism and vibrating components that are not adequately maintained. Ionizing radiation and/or laser producing devices may be used for mobile equipment alignment purposes.
Chemical hazards
Mineral oil is typically used for operation purposes for bulk density control and dust suppression. Materials may be applied to the coal prior to being taken to the coal bunker to minimize the accumulation and to facilitate the disposal of hazardous waste from the by-products operations.
The major health concern associated with coking operations is emissions from the ovens during charging of the coal, coking and pushing of the coke. The emissions contain numerous polycyclic aromatic hydrocarbons (PAHs), some of which are carcinogenic. Materials utilized for sealing leaks in lids and doors may also be a concern during mixing and when lids and doors are removed. Asbestos and refracting ceramic filters may also be present in the form of insulating materials and gaskets, although suitable replacements have been used for products that previously contained asbestos.
Mechanical hazards
The coal-production hazards associated with railroad car, marine barge and vehicular traffic as well as conveyor belt movement must be recognized. The majority of accidents occur when workers are struck by, caught between, fall from, are entrained and entrapped in, or fail to lockout such equipment (including electrically).
The mechanical hazards of greatest concern are associated with the mobile equipment on the pusher side, coke side and the larry car on top of the battery. This equipment is in operation practically the entire work period and little space is provided between it and the operations. Caught-between and struck-by accidents associated with mobile rail-type equipment account for the highest number of fatal coke-oven production incidents. Skin surface burns from hot materials and surfaces and eye irritation from dust particles are responsible for more numerous, less severe occurrences.
Safety and Health Measures
To maintain dust concentrations during coal production at acceptable levels, containment and enclosure of screening, crushing and conveying systems are required. LEV may also be required in addition to wetting agents applied to the coal. Adequate mainten- ance programmes, belt programmes and clean-up programmes are required to minimize spillage and keep passageways alongside process and conveying equipment clear of coal. The conveyor system should use components known to be effective in reducing spillage and maintaining containment, such as belt cleaners, skirt boards, proper belt tension and so on.
Due to the health hazards associated with the PAHs released during the coking operations, it is important to contain and collect these emissions. This is best accomplished by a combination of engineering controls, work practices and a maintenance programme. It is also necessary to have an effective respirator programme. The controls should include the following:
- a charging procedure designed and operated to eliminate emissions by controlling the volume of coal being charged, properly aligning the car over the oven, tightly fitting drop sleeves and charging the coal in a sequence that allows an adequate channel on top of the coal to be maintained for flow of emissions to the collector mains and relidding immediately after charging
- drafting from two or more points in the oven being charged and an aspiration system designed and operated to maintain sufficient negative pressure and flow
- air seals on the pusher machine level bars to control infiltration during charging and carbon cutters to remove carbon build-up
- uniform collector-main pressure adequate to convey the emissions
- chuck door and gaskets as needed to maintain a tight seal and adequately cleaned and maintained pusher side and coke side sealing edges
- luting of lids and doors and maintaining door seals as necessary to control emissions after charging
- green pushes minimized by heating the coal uniformly for an adequate period
- installation of large enclosures over the entire coke side area to control emissions during the pushing of coke or use of travelling hoods to be moved to the individual ovens being pushed
- routine inspection, maintenance and repair for proper containment of emissions
- positive-pressure and temperature controlled operator cabs on mobile equipment to control worker exposure levels. To achieve the positive-pressure cab, structural integration is imperative, with tight fitting doors and windows and the elimination of separations in structural work.
Worker training is also necessary so that proper work practices are used and the importance of proper procedures to minimize emissions is understood.
Routine worker exposure monitoring should also be used to determine that levels are acceptable. Gas monitoring and rescue programmes should be in place, primarily due to the presence of carbon monoxide in coke-gas ovens. A medical surveillance programme should also be implemented.
Physical Load
Manual Forest Work
Workload. Manual forest work generally carries a high physical workload. This in turn means a high energy expenditure for the worker. The energy output depends on the task and the pace at which it is performed. The forest worker needs a much larger food intake than the “ordinary” office worker to cope with the demands of the job.
Table 1 presents a selection of jobs typically performed in forestry, classified into categories of workload by the energy expenditure required. The figures can give only an approximation, as they depend on body size, sex, age, fitness and work pace, as well as on tools and working techniques. It does, however, give a broad indication that nursery work is generally light to moderate; planting work and harvesting with a chain-saw moderate to heavy; and manual harvesting heavy to very heavy. (For case-studies and a detailed discussion of the workload concept applied to forestry see Apud et al. 1989; Apud and Valdés 1995; and FAO 1992.)
Table 1. Energy expenditure in forestry work.
|
|
Kj/min/65 kg man |
Workload capacity |
||||||
|
|
Range |
Mean |
|
|||||
|
Work in forestry nursery |
||||||||
|
Cultivating tree plants |
|
|
18.4 |
L |
||||
|
Hoeing |
|
|
24.7 |
M |
||||
|
Weeding |
|
|
19.7 |
L |
||||
|
Planting |
|
|
|
|
||||
|
Clearing draining ditches with spade |
|
|
32.7 |
H |
||||
|
Tractor driving/harrowing while sitting |
|
14.2-22.6 |
19.3 |
L |
||||
|
Planting by hand |
|
23.0-46.9 |
27.2 |
M |
||||
|
Planting by machine |
|
|
11.7 |
L |
||||
|
Work with axe-Horizontal and perpendicular blows |
||||||||
|
Weight of axe head |
Rate (blows/min) |
|
|
|
||||
|
1.25 kg |
20 |
|
23.0 |
M |
||||
|
0.65-1.25 kg |
35 |
38.0-44.4 |
41.0 |
VH |
||||
|
Felling, trimming, etc. with hand tools |
||||||||
|
Felling |
|
28.5-53.2 |
36.0 |
H |
||||
|
Carrying logs |
|
41.4-60.3 |
50.7 |
EH |
||||
|
Dragging logs |
|
34.7-66.6 |
50.7 |
EH |
||||
|
Work with saw in forest |
||||||||
|
Carrying power saw |
|
|
27.2 |
M |
||||
|
Cross-cutting by hand |
|
26.8-44.0 |
36.0 |
H |
||||
|
Horizontal-sawing power saw |
|
15.1--26.8 |
22.6 |
M |
||||
|
Mechanized logging |
|
|
|
|
||||
|
Operating harvester/forwarder |
|
12-20 |
|
L |
||||
|
Fuelwood preparation |
||||||||
|
Sawing small logs by hand |
|
|
15.1 |
L |
||||
|
Cleaving wood |
|
36.0-38.1 |
36.8 |
H |
||||
|
Dragging firewood |
|
32.7-41.0 |
36.8 |
H |
||||
|
Stacking firewood |
|
21.3-26.0 |
23.9 |
M |
||||
L = Light; M = Moderate; H = Heavy; VH = Very heavy; EH = Extremely heavy
Source: Adapted from Durnin and Passmore 1967.
Musculoskeletal strain. Manual piling involves repeated heavy lifting. If the working technique is not perfect and the pace too high, the risk of musculoskeletal injuries (MSIs) is very high. Carrying heavy loads over extended periods of time, such as in pulpwood harvesting or fuelwood harvesting and transport, has a similar impact.
A specific problem is the use of maximum body force, which could lead to sudden musculoskeletal injuries in certain situations. An example is bringing down a badly hung-up tree by using a felling lever. Another is “saving” a falling log from a pile.
The work is done using only muscle force, and most often it involves dynamic and not simply repetitive use of the same muscle groups. It is not static. The risk for repetitive strain injuries (RSIs) is usually small. However, working in awkward body positions can create problems such as low-back pain. An example is using an axe to delimb trees which are lying on the ground, which requires working bent over for long periods of time. This puts great strain on the lower back and also means that the muscles in the back do static work. The problem can be reduced by felling trees across a stem that is already on the ground, thus using it as a natural workbench.
Motor-Manual Forest Work
The operation of portable machines such as chain-saws may require even greater energy expenditure than manual work, because of their considerable weight. In fact, the chain-saws used are often too big for the task at hand. Instead, the lightest model and the smallest guide bar possible should be used.
Whenever a forest worker who uses machines also does the piling manually, he or she is exposed to the problems described above. Workers have to be instructed to keep the back straight and to rely on the big muscles in the legs to lift loads.
The work is done using machine power and is more static than manual work. The operator’s work consists of choosing, moving and holding the machine in the right position.
Many of the problems created originate from working at a low height. Delimbing a tree that is lying flat on the ground means working bent over. This is a similar problem to that described in manual forest work. The problem is compounded when carrying a heavy chain-saw. Work should be planned and organized so the working height is close to the hip of the forest worker (e.g., using other trees as “workbenches” for delimbing, as described above). The saw should be supported by the stem as much as possible.
Highly specialized motor-manual work tasks create very high risk for musculoskeletal injuries since the work cycles are short and the specific movements are repeated many times. An example is the fellers working with chain-saws ahead of a processor (delimbing and cutting). Most of these forest workers that were studied in Sweden had neck and shoulder problems. Doing the whole logging operation (felling, delimbing, crosscutting and certain not-too-heavy piling) means the job is more varied and the exposure to specific unfavourable static, repetitive work is reduced. Even with the appropriate saw and a good working technique, chain-saw operators should not work more than 5 hours a day with the saw running.
Machine Work
The physical workloads in most forest machines are very low compared to manual or motor-manual work. The machine operator or the mechanic is still sometimes exposed to heavy lifting during maintenance and repairs. The operator’s work consists of guiding the movements of the machine. He or she controls the force to be exerted by handles, levers, buttons and so on. The work cycles are very short. The work for the most part is repetitive and static, which can lead to a high risk for RSIs in the neck, shoulder, arm, hand or finger regions.
In machinery from the Nordic countries the operator works only with very small tensions in the muscles, using mini–joy sticks, sitting in an ergonomic seat with armrests. But still RSIs are a major problem. Studies show that between 50 and 80% of machine operators have neck or shoulder complaints. These figures are often difficult to compare since the injuries develop gradually over a long period of time. The results depend on the definition of injury or complaints.
Repetitive strain injuries depend on many things in the work situation:
Degree of tension in the muscle. A high static or repeated, monotonous muscle tension can be caused, for example, by using heavy controls, by awkward working positions or whole-body vibrations and shocks, but also by high mental stress. Stress can be generated by high concentration, complicated decisions or by the psychosocial situation, such as lack of control over the work situation and relations with supervisors and workmates.
Time of exposure to static work. Continuous static muscle tensions can be broken only by taking frequent pauses and micropauses, by changing work tasks, by job rotation and so on. A long total exposure to monotonous, repetitive work movements over the years increases the risk of RSIs. The injuries appear gradually and may be irreversible when manifested.
Individual status (“resistance”). The “resistance” of the individual changes over time and depends on his or her inherited predisposition and physical, psychological and social status.
Research in Sweden has shown that the only way to reduce these problems is by working with all these factors, especially through job rotation and job enlargement. These measures decrease the time of exposure and improve the well-being and psychosocial situation of the worker.
The same principles can be applied to all forest work—manual, motor-manual or machine work.
Combinations of Manual, Motor-Manual and Machine Work
Combinations of manual and machine work without job rotation always mean that the work tasks become more specialized. An example is the motor-manual fellers working ahead of a processor which is delimbing and cutting. The work cycles for the fellers are short and monotonous. The risk of MSIs and RSIs is very high.
A comparison between chain-saw and machine operators was made in Sweden. It showed that the chain-saw operators had higher risks of MSIs in the low back, knees and hip as well as high risks of hearing impairment. The machine operators on the other hand had higher risks of RSIs in the neck and shoulders. The two types of work were subject to very different hazards. A comparison with manual work would probably show still another risk pattern. Combinations of different types of work tasks using job rotation and job enlargement give possibilities to reduce the time of exposure for many specific hazards.
Physical Safety Hazards
Climate, noise and vibration are common physical hazards in forestry work. Exposure to physical hazards varies greatly depending on the type of work and the equipment used. The following discussion concentrates on forest harvesting and considers manual work and motor-manual (mostly chain-saws) and mechanized operations.
Manual Forest Work
Climate
Working outdoors, subject to climatic conditions, is both positive and negative for the forest worker. Fresh air and nice weather are good, but unfavourable conditions can create problems.
Working in a hot climate puts pressure on the forest worker engaged in heavy work. Among other things, the heart rate increases to keep the body temperature down. Sweating means loss of body fluids. Heavy work in high temperatures means that a worker might need to drink 1 litre of water per hour to keep the body fluid balance.
In a cold climate the muscles function poorly. The risk of musculoskeletal injuries (MSI) and accidents increases. In addition, energy expenditure increases substantially, since it takes a lot of energy just to keep warm.
Rainy conditions, especially in combination with cold, mean higher risk of accidents, since tools are more difficult to grasp. They also mean that the body is even more chilled.
Adequate clothing for different climatic conditions is essential to keep the forest worker warm and dry. In hot climates only light clothing is required. It is then rather a problem to use sufficient protective clothing and footwear to protect him or her against thorns, whipping branches and irritating plants. Lodgings must have sufficient washing and drying facilities for clothes. Improved conditions in camps have in many countries substantially reduced the problems for the workers.
Setting limits for acceptable weather conditions for work based only on temperature is very difficult. For one thing the temperature varies quite a lot between different places in the forest. The effect on the person also depends on many other things such as humidity, wind and clothing.
Tool-related hazards
Noise, vibrations, exhaust gases and so on are seldom a problem in manual forest work. Shocks from hitting hard knots during delimbing with an axe or hitting stones when planting might create problems in elbows or hands.
Motor-Manual Forest Work
The motor-manual forest worker is one who works with hand-held machines such as chain-saws or power brush cutters and is exposed to the same climatic conditions as the manual worker. He or she therefore has the same need for adequate clothing and lodging facilities. A specific problem is the use of personal protective equipment in hot climates. But the worker is also subject to other specific hazards due to the machines he or she is working with.
Noise is a problem when working with a chain-saw, brush saw or the like. The noise level of most chain-saws used in regular forest work exceeds 100 dBA. The operator is exposed to this noise level for 2 to 5 hours daily. It is difficult to reduce the noise levels of these machines without making them too heavy and awkward to work with. The use of ear protectors is therefore essential. Still, many chain-saw operators suffer loss of hearing. In Sweden around 30% of chain-saw operators had a serious hearing impairment. Other countries report high but varying figures depending on the definition of hearing loss, the duration of exposure, the use of ear protectors and so on.
Hand-induced vibration is another problem with chain-saws. “White finger” disease has been a major problem for some forest workers operating chain-saws. The problem has been brought to a minimum with modern chain-saws. The use of efficient anti-vibration dampers (in cold climates combined with heated handles) has meant, for instance, that in Sweden the number of chain-saw operators suffering from white fingers has dropped to 7 or 8%, which corresponds to the overall figure for natural white fingers for all Swedes. Other countries report large numbers of workers with white finger, but these probably do not use modern, vibration-reduced chain-saws.
The problem is similar when using brush saws and pruning saws. These types of machines have not been under close study, since in most cases the time of exposure is short.
Recent research points to a risk of loss of muscle strength due to vibrations, sometimes even without white finger symptoms.
Machine Work
Exposure to unfavourable climatic conditions is easier to solve when machines have cabins. The cabin can be insulated from cold, provided with air-conditioning, dust filters and so on. Such improvements cost money, so in most older machines and in many new ones the operator is still exposed to cold, heat, rain and dust in a more or less open cabin.
Noise problems are solved in a similar manner. Machines used in cold climates such as the Nordic countries need efficient insulation against cold. They also most often have good noise protection, with noise levels down to 70 to 75 dBA. But machines with open cabins most often have very high noise levels (over 100 dBA).
Dust is a problem especially in hot and dry climates. A cabin well insulated against cold, heat or noise also helps keep out the dust. By using a slight overpressure in the cabin, the situation can be improved even more.
Whole-body vibration in forest machines can be induced by the terrain over which the machine travels, the movement of the crane and other moving parts of the machine, and the vibrations from the power transmission. A specific problem is the shock to the operator when the machine comes down from an obstacle such as a rock. Operators of cross-country vehicles, such as skidders and forwarders, often have problems with low-back pain. The vibrations also increase the risk of repetitive strain injuries (RSI) to the neck, shoulder, arm or hand. The vibrations increase strongly with the speed at which the operator drives the machine.
In order to reduce vibrations, machines in the Nordic countries use vibration-damping seats. Other ways are to reduce the shocks coming from the crane by making it work smoother technically and by using better working techniques. This also makes the machine and the crane last longer. A new interesting concept is the “Pendo cabin”. This cabin hangs on its “ears” connected to the rest of the machine by only a stand. The cabin is sealed off from the noise sources and is easier to protect from vibrations. The results are good.
Other approaches try to reduce the shocks that arise from driving over the terrain. This is done by using “intelligent” wheels and power transmission. The aim is to lower environmental impact, but it also has a positive effect on the situation for the operator. Less expensive machines most often have little reduction of noise, dust and vibration. Vibration may also be a problem in handles and controls.
When no engineering approaches to controlling the hazards are used, the only available solution is to reduce the hazards by lowering the time of exposure, for instance, by job rotation.
Ergonomic checklists have been designed and used successfully to evaluate forestry machines, to guide the buyer and to improve machine design (see Apud and Valdés 1995).
Combinations of Manual, Motor-Manual and Machine Work
In many countries, manual workers work together with or close to chain-saw operators or machines. The machine operator sits in a cabin or uses ear protectors and good protective equipment. But, in most cases the manual workers are not protected. The safety distances to the machines are not adhered to, resulting in very high risk of accidents and risk of hearing damage to unprotected workers.
Job Rotation
All the above-described hazards increase with the duration of exposure. To reduce the problems, job rotation is the key, but care has to be taken not to merely change work tasks while in actuality maintaining the same type of hazards.
Forest Fire Management and Control
The Relevance of Forest Fires
One important task for forest management is the protection of the forest resource base.
Out of many sources of attacks against the forest, fire is often the most dangerous. This danger is also a real threat for the people living inside or adjacent to the forest area. Each year thousands of people lose their homes due to wildfires, and hundreds of people die in these accidents; additionally tens of thousands of domestic animals perish. Fire destroys agricultural crops and leads to soil erosion, which in the long run is even more disastrous than the accidents described before. When the soil is barren after the fire, and heavy rains soak the soil, huge mud- or landslides can occur.
It is estimated that every year:
- 10 to 15 million hectares of boreal or temperate forest burn.
- 20 to 40 million hectares of tropical rain forest burn.
- 500 to 1,000 million hectares of tropical and subtropical savannahs, woodlands and open forests burn.
More than 90% of all this burning is caused by human activity. Therefore, it is quite clear that fire prevention and control should receive top priority among forest management activities.
Risk Factors in Forest Fires
The following factors make fire-control work particularly difficult and dangerous:
- excessive heat radiated by the fire (fires always occur during hot weather)
- poor visibility (due to smoke and dust)
- difficult terrain (fires always follow wind patterns and generally move uphill)
- difficulty getting supplies to the fire-fighters (food, water, tools, fuel)
- often obligatory to work at night (easiest time to “kill” the fire)
- impossibility of outrunning a fire during strong winds (fires move faster than any person can run)
- sudden changes in the wind direction, so that no one can exactly predict the spread of the fire
- stress and fatigue, causing people to make disastrous judgement errors, often with fatal results.
Activities in Forest Fire Management
The activities in forest fire management can be divided into three different categories with different objectives:
- fire prevention (how to prevent fires from happening)
- fire detection (how to report the fires as fast as possible)
- fire suppression (the work to put out the fire, actually fighting the fire).
Occupational dangers
Fire prevention work is generally a very safe activity.
Fire detection safety is mostly a question of safe driving of vehicles, unless aircraft are used. Fixed-wing aircraft are especially vulnerable to strong uplifting air streams caused by the hot air and gases. Each year tens of air crews are lost due to pilot errors, especially in mountainous conditions.
Fire suppression, or actual fighting of the fire, is a very specialized operation. It has to be organized like a military operation, because negligence, non-obedience and other human errors may not only endanger the firefighter, but may also cause the death of many others as well as extensive property damage. The whole organization has to be clearly structured with good coordination between forestry staff, emergency services, fire brigades, police and, in large fires, the armed forces. There has to be a single line of command, centrally and onsite.
Fire suppression mostly involves the establishment or maintenance of a network of fire-breaks. These are typically 10- to 20-metre-wide strips cleared of all vegetation and burnable material. Accidents are mostly caused by cutting tools.
Major wildfires are, of course, the most hazardous, but similar problems arise with prescribed burning or “cold fires”, when mild burns are allowed to reduce the amount of inflammable material without damaging the vegetation. The same precautions apply in all cases.
Early intervention
Detecting the fire early, when it is still weak, will make its control easier and safer. Previously, detection was based on observations from the ground. Now, however, infrared and microwave equipment attached to aircraft can detect an early fire. The information is relayed to a computer on the ground, which can process it and give the precise location and temperature of the fire, even when there are clouds. This allows ground crews and/or smoke jumpers to attack the fire before it spreads widely.
Tools and equipment
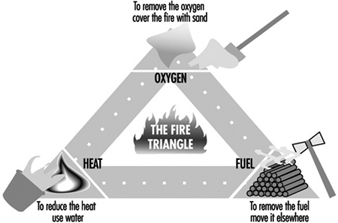
Many rules are applicable to the firefighter, who may be a forest worker, a volunteer from the community, a government employee or a member of a military unit ordered to the area. The most important is: never go to fight a fire without your own personal cutting tool. The only way to escape the fire may be to use the tool to remove one of the components of the “fire triangle”, as shown in figure 1. The quality of that tool is critical: if it breaks, the fire fighter may lose his or her life.
Figure 1. Forest firefighter safert equipment
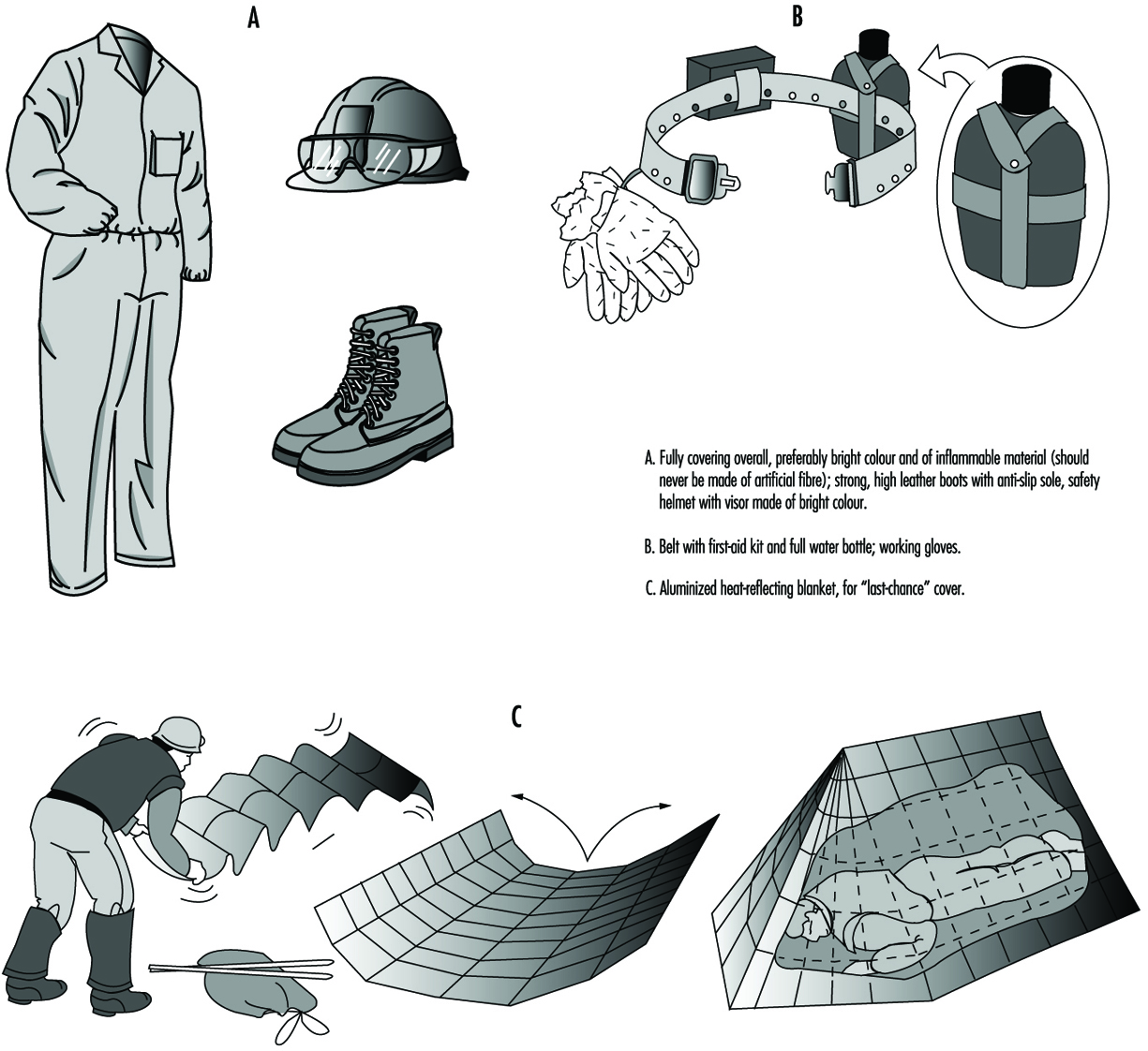
This also puts a very special emphasis on the quality of the tool; bluntly put, if the metal part of the tool breaks, the fire-fighter may lose his or her life. Forest firefighter safety equipment is shown in figure 2.
Figure 2. Forest firefighter safety equipment
Terrestrial firefighting
The preparation of fire breaks during an actual fire is especially dangerous because of the urgency of controlling the advance of the fire. The danger may be multiplied by poor visibility and changing wind direction. In fighting fires with heavy smoke (e.g., peat-land fires), lessons learned from such a fire in Finland in 1995 include:
- Only experienced and physically very fit people should be sent out in heavy smoke conditions.
- Each person should have a radio to receive directions from an hovering aircraft.
- Only people with breathing apparatus or gas masks should be included.
The problems are related to poor visibility and changing wind directions.
When an advancing fire threatens dwellings, the inhabitants may have to be evacuated. This presents an opportunity for thieves and vandals, and calls for diligent policing activities.
The most dangerous work task is the making of backfires: hurriedly cutting through the trees and underbrush to form a path parallel to the advancing line of fire and setting it afire at just the right moment to produce a strong draught of air heading toward the advancing fire, so that the two fires meet. The draught from the advancing fire is caused by the need of the advancing fire to pull oxygen from all sides of the fire. It is very clear that if the timing fails, then the whole crew will be engulfed by strong smoke and exhausting heat and then will suffer a lack of oxygen. Only the most experienced people should set backfires, and they should prepare escape routes in advance to either side of the fire. This backfiring system should always be practised in advance of the fire season; this practice should include the use of equipment like torches for lighting the backfire. Ordinary matches are too slow!
As a last effort for self-preservation, a firefighter can scrape all burning materials in a 5 m diameter, dig a pit in the centre, cover him or herself with soil, soak headgear or jacket and put it over his or her head. Oxygen is often available only at 1 to 2 centimetres from ground level.
Water bombing by aircraft
The use of aircraft for fighting fires is not new (the dangers in aviation are described elsewhere in this Encyclopaedia). There are, however, some activities that are very dangerous for the ground crew in a forest fire. The first is related to the official sign language used in aircraft operations—this has to be practised during training.
The second is how to mark all areas where the aircraft is going to load water for its tanks. To make this operation as safe as possible, these areas should be marked off with floating buoys to obviate the pilot’s need to use guesswork.
The third important matter is to keep constant radio contact between the ground crew and the aircraft as it prepares to release its water. The release from small heli-buckets of 500 to 800 litres is not that dangerous. Large helicopters, however, like the MI-6, carry 2,500 litres, while the C-120 aircraft takes 8,000 litres and the IL-76 can drop 42,000 litres in one sweep. If, by chance, one of these big loads of water lands on crew members on the ground, the impact could kill them.
Training and organization
One essential requirement in firefighting is to line up all firefighters, villagers and forest workers to organize joint firefighting exercises before the beginning of fire season. This is the best way to secure successful and safe firefighting. At the same time, all the work functions of the various levels of command should be practised in the field.
The selected fire chief and leaders should be the ones with the best knowledge of local conditions and of government and private organizations. It is obviously dangerous to assign somebody either too high up the hierarchy (no local knowledge) or too low down the hierarchy (often lacking authority).
Tree Planting
Tree planting consists of putting seedlings or young trees into the soil. It is mainly done to re-grow a new forest after harvesting, to establish a woodlot or to change the use of a piece of land (e.g., from a pasture to a woodlot or to control erosion on a steep slope). Planting projects can amount to several million plants. Projects may be executed by the forest owners’ private contractors, pulp and paper companies, the government’s forest service, non-governmental organizations or cooperatives. In some countries, tree planting has become a veritable industry. Excluded here is the planting of large individual trees, which is considered more the domain of landscaping than forestry.
The workforce includes the actual tree planters as well as tree nursery staff, workers involved in transporting and maintaining the plants, support and logistics (e.g., managing, cooking, driving and maintaining vehicles and so on) and quality control inspectors. Women comprise 10 to 15% of the tree-planter workforce. As an indication of the importance of the industry and the scale of activities in regions where forestry is of economic importance, the provincial government in Quebec, Canada, set an objective of planting 250 million seedlings in 1988.
Planting Stock
Several technologies are available to produce seedlings or small trees, and the ergonomics of tree planting will vary accordingly. Tree planting on flat land can be done by planting machines. The role of the worker is then limited to feeding the machine manually or merely to controlling quality. In most countries and situations, however, site preparation may be mechanized, but actual planting is still done manually.
In most reforestation, following a forest fire or clear cutting, for example, or in afforestation, seedlings varying from 25 to 50 cm in height are used. The seedlings are either bare-rooted or have been grown in containers. The most common containers in tropical countries are 600 to 1,000 cm3. Containers may be arranged in plastic or styrofoam trays which usually hold from 40 to 70 identical units. For some purposes, larger plants, 80 to 200 cm, may be needed. They are usually bare-rooted.
Tree planting is seasonal because it depends on rainy and/or cool weather. The season lasts 30 to 90 days in most regions. Although it may seem a lesser seasonal occupation, tree planting must be considered a major long-term strategic activity, both for the environment and for revenue where forestry is an important industry.
Information presented here is based mainly on the Canadian experience, but many of the issues can be extrapolated to other countries with a similar geographical and economic context. Specific practices and health and safety considerations for developing countries are also addressed.
Planting Strategy
Careful evaluation of the site is important for setting adequate planting targets. A superficial approach can hide field difficulties that will slow down the planting and overburden the planters. Several strategies exist for planting large areas. One common approach is to have a team of 10 to 15 planters equally spaced in a row, who progress at the same pace; a designated worker then has the task of bringing in enough seedlings for the whole team, usually by means of small off-road vehicles. One other common method is to work with several pairs of planters, each pair being responsible for fetching and carrying their own small stock of plants. Experienced planters will know how to space out their stock to avoid losing time carrying plants back and forth. Planting alone is not recommended.
Seedling Transport
Planting relies on the steady supply of seedlings to the planters. They are brought in several thousands at a time from the nurseries, on trucks or pick-ups as far as the road will go. The seedlings must be unloaded rapidly and watered regularly. Modified logging machinery or small off-road vehicles can be used to carry the seedlings from the main depot to the planting sites. Where seedlings have to be carried by workers, such as in many developing countries, the workload is very heavy. Suitable back-packs should be used to reduce fatigue and risk of injuries. Individual planters will carry from four to six trays to their respective lots. Since most planters are paid at a piece rate, it is important for them to minimize unproductive time spent travelling, or fetching or carrying seedlings.
Equipment and Tools
The typical equipment carried by a tree planter includes a planting shovel or a dibble (a slightly conical metal cylinder at the end of a stick, used to make holes closely fitting the dimensions of containerized seedlings), two or three plant container trays carried by a harness, and safety equipment such as toe-capped boots and protective gloves. When planting bare-rooted seedlings, a pail containing enough water to cover the seedling’s roots is used instead of the harness, and is carried by hand. Various types of tree-planting hoes are also widely used for bare-rooted seedlings in Europe and North America. Some planting tools are manufactured by specialized tool companies, but many are made in local shops or are intended for gardening and agriculture, and present some design deficiencies such as excess weight and improper length. The weight typically carried is presented in table 1.
Table 1. Typical load carried while planting.
|
Element |
Weight in kg |
|
Commercially available harness |
2.1 |
|
Three 45-seedling container trays, full |
12.3 |
|
Typical planting tool (dibble) |
2.4 |
|
Total |
16.8 |
Planting Cycle
One tree-planting cycle is defined as the series of steps necessary to put one seedling into the ground. Site conditions, such as slope, soil and ground cover, have a strong influence on productivity. In Canada the production of a planter can vary from 600 plants per day for a novice to 3,000 plants per day for an experienced individual. The cycle may be subdivided as follows:
Selection of a micro-site. This step is fundamental for the survival of the young trees and depends on several criteria taken into account by quality control inspectors, including distance from preceding plant and natural offspring, closeness to organic material, absence of surrounding debris and avoidance of dry or flooded spots. All these criteria must be applied by the planter for each and every tree planted, since their non-observance can lead to a financial penalty.
Ground perforation. A hole is made in the ground with the planting tool. Two operating modes are observed, depending on the type of handle and the length of the shaft. One consists of using the mass of the body applied to a step bar located at the lower extremity of the tool to force it into the ground, while the other one involves raising the tool at arm’s length and forcefully plunging it into the ground. To avoid soil particles falling into the hole when the tool is removed, planters have the habit of smoothing its walls either by turning the tool around its long axis with a movement of the hand, or by flaring it with a circular motion of the arm.
Insertion of the plant into the cavity. If the planter is not yet holding a seedling, he or she grabs one from the container, bends down, inserts it into the hole and straightens up. The plant must be straight, firmly inserted into the soil, and the roots must be completely covered. It is interesting to note here that the tool plays an important secondary role by supplying a support for the planter as he or she bends down and straightens up, thus relieving the back muscles. Back movements can be straight or flexed, depending on the length of the shaft and the type of handle.
Soil compaction. Soil is compacted around the newly planted seedling to set it in the hole and to eliminate air that could dry the roots. Even though a trampling action is recommended, a forceful stamping of the feet or heel is more often observed.
Moving to the next micro-site. The planter proceeds to the next micro-site, generally 1.8 m away. This distance is usually evaluated by sight by experienced planters. While proceeding to the site, he or she must identify hazards on the way, plan a path around them, or determine another evasive strategy. In figure 1, the planter in the foreground is about to insert the seedling in the hole. The planter in the background is about to make a hole with a straight-handle planting tool. Both carry the seedlings in containers attached to a harness. Seedlings and equipment can weigh up to 16.8 kg (see table 1). Also note that the planters are fully covered by clothes to protect themselves against insects and the sun.
Figure 1. Tree planters in action in Canada
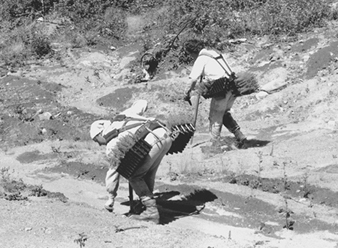
Hazards, Outcomes and Preventive Measures
Few studies worldwide have been devoted to the health and safety of tree planters. Although bucolic in appearance, tree planting carried out on an industrial basis can be strenuous and hazardous. In a pioneering study conducted by Smith (1987) in British Columbia, it was found that 90% of the 65 planters interviewed had suffered an illness, injury or accident during life-time tree-planting activities. In a similar study conducted by IRSST, the Quebec Institute of Occupational Health and Safety (Giguère et al. 1991, 1993), 24 out of 48 tree planters reported having suffered from a work-related injury during the course of their planting careers. In Canada, 15 tree planters died between 1987 and 1991 of the following work-related causes: road accidents (7), wild animals (3), lightning (2), lodging incidents (fire, asphyxia—2) and heat stroke (1).
Although scarce and conducted on a small number of workers, the few investigations of physiological indicators of physical strain (heart rate, blood haematology parameters, elevated serum enzymes activity) all concluded that tree planting is a highly strenuous occupation both in terms of cardiovascular and musculoskeletal strain (Trites, Robinson and Banister 1993; Robinson, Trites and Banister 1993; Giguère et al. 1991; Smith 1987). Banister, Robinson and Trites (1990) defined “tree-planter burnout”, a condition originating from haematological deficiency and characterized by the presence of lethargy, weakness and light-headedness similar to the “adrenal exhaustion syndrome” or “sport anaemia” developed by training athletes. (For data on workload in Chile, see Apud and Valdés 1995; for Pakistan, see Saarilahti and Asghar 1994).
Organizational factors. Long workdays, commuting and strict quality control, coupled with the piece-work incentive (which is a widespread practice among tree-planting contractors), may strain the physiological and psychological equilibrium of the worker and lead to chronic fatigue and stress (Trites, Robinson and Banister 1993). A good working technique and regular short pauses improve daily output and help to avoid burnout.
Accidents and injuries. Data presented in table 2 provide an indication of the nature and causes of accidents and injuries as they were reported by the tree-planter population participating in the Quebec study. The relative importance of accidents by body part affected shows that injuries to the lower extremities are more frequently reported than those to the upper extremities, if the percentages for knees, feet, legs and ankles are added together. The environmental setting is favourable to tripping and falling accidents. Injuries associated with forceful movements and lesions caused by tools, cutting scraps or soil debris are also of relevance.
Table 2. Frequency grouping of tree-planting accidents by body parts affected (in percentage of 122 reports by 48 subjects in Quebec).
|
Rank |
Body part |
% total |
Related causes |
|
1 |
Knees |
14 |
Falls, contact with tool, soil compaction |
|
2 |
Skin |
12 |
Equipment contact, biting and stinging insects, sunburn, chapping |
|
3 |
Eyes |
11 |
Insects, insect repellent, twigs |
|
4 |
Back |
10 |
Frequent bending, load carrying |
|
5 |
Feet |
10 |
Soil compaction, blisters |
|
6 |
Hands |
8 |
Chapping, scratches from contact with soil |
|
7 |
Legs |
7 |
Falls, contact with tool |
|
8 |
Wrists |
6 |
Hidden rocks |
|
9 |
Ankles |
4 |
Trips and falls, hidden obstacles, contact with tool |
|
10 |
Other |
18 |
- |
Source: Giguere et al. 1991, 1993.
A well-prepared planting site, free of bushes and obstacles, will speed up planting and reduce accidents. Scrap should be disposed of in piles instead of furrows to allow easy circulation of the planters on the site. Tools should have straight handles to avoid injuries, and be of a contrasting colour. Shoes or boots should be sturdy enough to protect the feet during the repeated contact with the planting tool and while trampling the soil; sizes should be available for male and female planters, and the sole, sized properly for both men and women, should have a good grip on wet rocks or stumps. Gloves are useful to reduce the occurrence of blistering and of cuts and bruises from inserting the seedling into the soil. They also make the handling of conifer or thorny seedlings more comfortable.
Camp life and outdoor work. In Canada and a number of other countries, planters often have to live in camps. Working in the open requires protection against the sun (sun glasses, hats, sun block) and against biting and stinging insects. Heat stress can also be significant, and prevention calls for the possibility of adjusting the work-rest regimen and the availability of potable liquids to avoid dehydration.
It is important to have first aid equipment and some of the personnel trained as paramedics. Training should include emergency treatment of heat stroke and allergy caused by the venom of wasps or snakes. Planters should be checked for tetanus vaccination and for allergy before being sent to remote sites. Emergency communication systems, evacuation procedures and assembly signal (in case of a forest fire, sudden wind or sudden thunderstorm, or the presence of dangerous wild animals and so on) are essential.
Chemical hazards. The use of pesticides and fungicides to protect the seedlings (during cultivation or storage) is a potential risk when handling freshly sprayed plants (Robinson, Trites and Banister 1993). Eye irritation may occur due to the constant need to apply insect-repelling lotions or sprays.
Musculoskeletal and physiological load. Although there is no specific epidemiological literature linking musculoskeletal problems and tree planting, the forceful movements associated with load carrying, as well as the range of postures and muscular work involved in the planting cycle, undoubtedly constitute risk factors, which are exacerbated by the repetitive nature of the work.
Extreme flexions and extensions of the wrists, in grabbing seedlings in the trays, for example, and shock transmission to the hands and arms occurring when the planting tool hits a hidden rock, are among the possible biomechanical hazards to the upper limbs. The overall weight carried, the frequency of lifting, the repetitive and physical nature of the work, especially the intensive muscular effort required when plunging the dibble into the ground, contribute to the muscular strain exerted on upper limbs.
Low-back problems could be related to the frequency of bending. Handling of seedling trays (3.0 to 4.1 kg each when full) when unloading delivery trucks is also a potential risk. Carrying loads with harnesses, especially if the weight is not properly distributed on the shoulders and around the waist, is also likely to engender back pain.
The muscular load on lower limbs is obviously extensive. Walking several kilometres a day while carrying a load on rough terrain, sometimes going uphill, can rapidly become strenuous. Additionally, the work involves frequent knee flexions, and the feet are used continuously. Most tree planters use their feet to clear local debris with a lateral movement before making a hole. They also use their feet in putting weight on the tool’s footrest to aid penetration into the soil and to compact the soil around the seedling after it has been inserted.
Prevention of musculoskeletal strain relies on the minimization of carried loads, in terms of weight, frequency and distance, in conjunction with the optimization of working postures, which implies proper working tools and practices.
If seedlings must be carried in a pail, for instance, water can be replaced by wet peat moss to reduce carried weight. In Chile, replacing heavy wooden boxes for carrying seedlings by lighter cardboard ones increased output by 50% (Apud and Valdés 1995). Tools also have to be well adapted to the job. Replacing a pickaxe and shovel with a specially designed pick-hoe reduced workload by 50% and improved output by up to 100% in reforestation in Pakistan (Saarilahti and Asghar 1994). The weight of the planting tool is also crucial. For example, in a field survey of planting tools conducted in Quebec, variations ranged from 1.7 to 3.1 kg, meaning that choosing the lightest model may save 1,400 kg of lifted weight daily based on 1,000 lifts per day.
Planting tools with long, straight handles are preferred since if the tool hits a hidden rock, the hand will slip on the handle instead of absorbing the shock. A smooth, tapered handle allows an optimum grip for a greater percentage of the population. The Forest Engineering Research Institute of Canada recommends adjustable tools with shock-absorbing properties, but reports that none were available at the time of their 1988 survey (Stjernberg 1988).
Planters should also be educated about optimal working postures. Using the body weight to insert the dibble instead of using muscular effort, avoiding back twisting or exertion of the arms while they are fully extended, avoiding planting downhill and using the planting tool as a support when bending, for example, can all help minimize musculoskeletal strain. Novice planters should not be paid piece rate until they are fully trained.
Harvesting of Non-Wood Forest Products
Operational Environment
There are many hazards associated with the harvest of non-wood forest products because of the wide variety of non-wood products themselves. In order better to define these hazards, non-wood products may be grouped by category, with a few representative examples. Then the hazards associated with their harvest can be more easily identified (see table 1).
Table 1. Non-wood forest product categories and examples.
|
Categories |
Examples |
|
Food products |
Animal products, bamboo shoots, berries, beverages, forage, fruits, herbs, mushrooms, nuts, oils, palm hearts, roots, seeds, starches |
|
Chemical and pharmacological products and derivatives |
Aromatics, gums and resins, latex and other exudates, medicinal extracts, tans and dyes, toxins |
|
Decorative materials |
Bark, foliage, flowers, grasses, potpourri |
|
Non-wood fibre for plaiting, structural purposes, and padding |
Bamboo, bark, cork, kapok, palm leaves, rattan, reeds, thatching grasses |
Non-wood products are harvested for several reasons (subsistence, commercial or hobby/recreational purposes) and for a range of needs. This in turn affects the relative hazard associated with their collection. For example, the hobbyist mushroom picker is much less likely to remain in the open risking exposure to severe climatic conditions than is the commercial picker, dependent on picking for income and competing for a limited supply of seasonally available mushrooms.
The scale of non-wood harvesting operations is variable, with associated positive and negative effects on potential hazards. By its nature non-wood harvesting is often a small, subsistence or entrepreneurial effort. The safety of the lone worker in remote locations can be more problematic than for the non-isolated worker. Individual experience will affect the situation. There may be an emergency or other situation possibly calling for the direct intervention of outside consultative sources of safety and health information. Certain specific non-wood products have, however, been significantly commercialized, even lending themselves to plantation cultivation, such as bamboo, mushrooms, gum naval stores, certain nuts and rubber, to name just a few. Commercialized operations, theoretically, may be more likely to provide and emphasize systematic health and safety information in the course of work.
Collectively, the listed products, the forest environment in which they exist and the methods required to harvest them can be linked with certain inherent health and safety hazards. These hazards are quite elementary because they derive from very common actions, such as climbing, cutting with hand tools, digging, gathering, picking and manual transport. In addition, harvest of a certain food product might include exposure to biological agents (a poisonous plant surface or poisonous snake), biomechanical hazards (e.g., due to a repetitive movement or carrying a heavy load), climatological conditions, safety hazards from tools and techniques (such as a laceration due to careless cutting technique) and other hazards (perhaps due to difficult terrain, river crossings or working off the ground).
Because non-wood products often do not lend themselves to mechanization, and because its cost is frequently prohibitive, there is a disproportionate emphasis on manual harvest or using draught animals for harvest and transport compared to other industries.
Hazard Control and Prevention
A special word about cutting operations is warranted, since cutting is arguably the most recognizable and common source of hazard associated with the harvest of non-wood forest products. Potential cutting hazards are linked to appropriate tool selection and tool quality, size/type of the cut required, the force needed to make the cut, positioning of the worker and worker attitude.
In general, cutting hazards can be reduced or mitigated by:
- direct training for the work tasks: proper tool selection, tool maintenance and sharpening, and training of the worker with respect to proper biomechanical technique
- training in work organization: job planning, safety/hazard assessment, site preparation and continual worker awareness with respect to work task and surroundings.
The goal of successful training in work technique and philosophy should be: implementation of proper work planning and precautionary measures, hazard recognition, active hazard avoidance and minimization of injury in the event of accident.
Factors Related to Harvesting Hazards
Because non-wood harvesting, by its nature, occurs in the open, subject to changing weather conditions and other natural factors, and because it is predominantly non-mechanized, workers are particularly subject to the environmental effects of geography, topography, climate and season. After considerable physical efforts and fatigue, weather conditions can contribute to work-related health problems and accidents (see table 2).
Table 2. Non-wood harvesting hazards and examples.
|
Non-wood harvesting hazards |
Examples |
|
Biological agents |
Bites and stings (external vector, systemic poisons) Plant contact (external vector, topical poisons) Ingestion (internal vector, systemic poisons) |
|
Biomechanical action |
Improper technique or repetitive-use injury related to bending, carrying, cutting, lifting, loading |
|
Climatological conditions |
Excessive heat and cold effects, either externally induced (environment) or due to work effort |
|
Tools and techniques |
Cuts, mechanical hazards, draught animal handling, small vehicle operation |
|
Other |
Altercation, animal attack, difficult terrain, fatigue, loss of orientation, working at heights, working in remote locations, working on or crossing waterways |
Non-wood harvesting operations tend to be in remote areas. This poses a form of hazard due to a lack of proximity to medical care in the event of accident. This would not be expected to increase accident frequency but certainly may increase the potential severity of any injury.
Timber Transport
Timber transport provides the link between the forest harvesting and the mill. This operation is of great economic importance: in the northern hemisphere it accounts for 40 to 60% of the total wood procurement cost at the mill (excluding stumpage), and in the tropics the proportion is even higher. The basic factors affecting timber transport include: the size of the operation; the geographic locations of the forest and the mill as well as the distance between them; the assortment of timber for which the mill is designed; and the kinds of transportation that are available and suitable. The main timber assortments are full trees with branches, delimbed tree lengths, long logs (typically 10 to 16m in length), shortwood (typically 2 to 6m logs), chips and hog fuel. Many mills can accept varied assortments of timber; some can accept only specific types—for example, shortwood by road. Transport can be by road, rail, ship, floating down a waterway or, depending on the geography and the distance, various combinations of these. Road transport by truck, however, has become the primary form of timber transportation.
In many cases timber transport, especially road transport, is an integrated part of the harvesting operation. Thus, any problem in timber transport may stop the entire harvesting operation. The time pressure can lead to a demand for overtime work and a tendency to cut corners that may compromise the workers’ safety.
Both forest harvesting and timber transport are often contracted out. Particularly when there are multiple contractors and subcontractors, there may be a question of who has the responsibility for protecting particular workers’ safety and health.
Timber Handling and Loading
When circumstances permit, timber may be loaded directly onto trucks at the stump, eliminating the need for a separate forest transport phase. When distances are short, forest transport equipment (e.g., an agricultural tractor with a trailer or semi-trailer) may convey the timber directly to the mill. Normally, however, the timber is first taken to the forest roadside landing for long-distance transport.
Manual loading is often practised in developing countries and in poorly capitalized operations. Small logs can be lifted and the large ones rolled with the help of ramps (see figure 1). Simple hand tools like hooks, levers, sappies, pulleys and so on may be used, and draught animals may be involved.
Figure 1. Manual loading (with and without ramps).
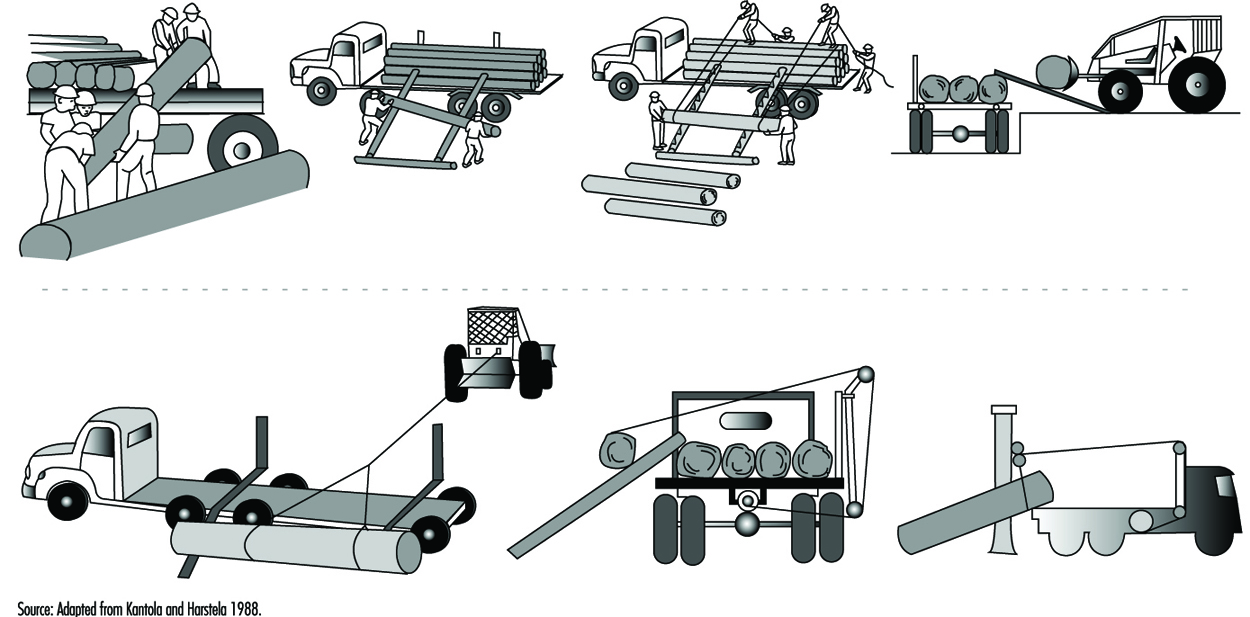
In most instances, however, loading is mechanized, usually with swing-boom, knuckle-boom or front-end loaders. Swing-boom and knuckle-boom loaders may be mounted on wheeled or tracked carriers or on trucks, and are usually equipped with grapples. Front-end loaders usually have forks or grapples and are mounted on crawler tractors or articulated four-wheel-drive tractors. In semi-mechanized loading, logs may be lifted or rolled up the loading skids by cables and different kinds of tractors and winches (see figure 2) . Semi-mechanized loading often requires workers to be on the ground attaching and releasing cables, guiding the load and so on, often using hooks, levers and other hand tools. In chipping operations, the chipper usually blows the chips directly into the truck, trailer or semi-trailer.
Figure 2. Mechanized and semi-mechanized loading.
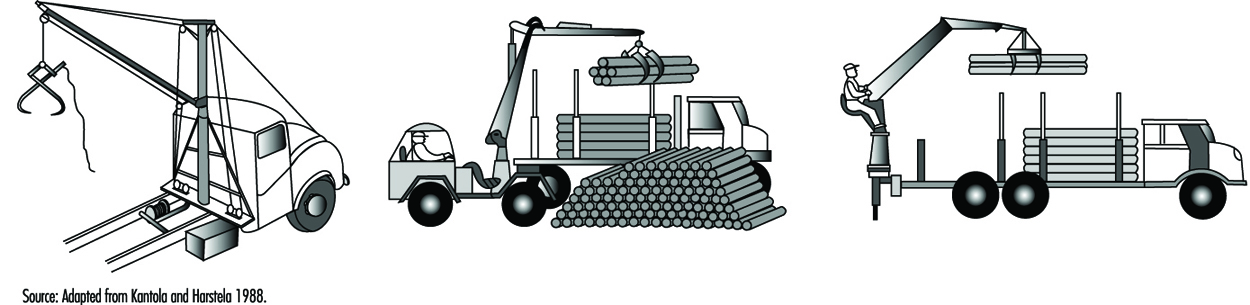
Landing Operations
Landings are busy, noisy places where many different operations are conducted simultaneously. Depending on the harvesting system, these include loading and unloading, delimbing, debarking, bucking, sorting, storing and chipping. One or more large machines may be moving and operating at the same time while chain saws are in use close by. During and after rain, snow and frost, the logs may be very slippery and the ground may be very muddy and slick. The area may be littered with debris, and in dry weather it may be very dusty. Logs may be stored in unsecured piles several metres high. All this makes the landing one of the most dangerous working areas in the forestry industry.
Road Transport
Road transport of timber is carried by vehicles the size of which depends on the dimensions of the timber, road conditions and traffic regulations, and the availability of capital to purchase or lease the equipment. Two- or three-axle trucks with a carrying capacity of 5 to 6 tonnes are commonly used in tropical countries. In Scandinavia, for example, the typical logging truck is a 4-axle truck with a 3-axle trailer or vice versa—with a carrying capacity of 20 to 22 tonnes. On private roads in North America, one can encounter rigs with a total weight of 100 to 130 tonnes or more.
Water Transport
The use of waterways for timber transport has been declining as road transport has been increasing, but it still remains important in Canada, the United States, Finland and Russia in the northern hemisphere, in the watersheds of the Amazon, Paraguay and Parana rivers in Latin America, in many rivers and lakes in Western Africa and in most countries in Southeast Asia.
In mangrove and tidal forests, water transport usually starts directly from the stump; otherwise the logs have to be transported to the waterfront, usually by truck. Loose logs or bundles can be drifted downstream in rivers. They can be bound into rafts which can be towed or pushed in rivers, lakes and along coasts, or they may be loaded onto boats and barges of varying size. Ocean-going ships play a large role in the international timber trade.
Rail Transport
In North America and in the tropics, railway transport, like water transport, is giving way to road transport. However, it remains very important in countries like Canada, Finland, Russia and China, where there are good railway networks with suitable intermediate landing areas. In some large-scale operations, temporary narrow-gauge railways may be used. The timber may be carried in standard freight cars, or specially constructed timber-carrying cars may be used. In some terminals, large fixed cranes may be used for loading and unloading, but, as a rule, the loading methods described above are used.
Conclusion
Loading and unloading, which sometimes must be done several times as timber travels from the forest to where it will be used, is often a particularly hazardous operation in the timber industry. Even when fully mechanized, workers on foot and using hand tools may be involved and may be at risk. Some larger operators and contractors recognize this, maintain their equipment properly and provide their workers with personal protective equipment (PPE) such as shoes, gloves, helmets, glasses and noise protectors. Even then, trained and diligent supervisors are required, to ensure that safety concerns are not overlooked. Safety often becomes problematic in smaller operations and particularly in developing countries. (For an example see figure 3 , which shows workers without PPE loading logs in Nigeria.)
Figure 3. Logging operations in Nigeria with unprotected workers.

Wood Harvesting
The present article draws heavily on two publications: FAO 1996 and FAO/ILO 1980. This article is an overview; numerous other references are available. For specific guidance on preventive measures, see ILO 1998.
Wood harvesting is the preparation of logs in a forest or tree plantation according to the requirements of a user, and delivery of logs to a consumer. It includes the cutting of trees, their conversion into logs, extraction and long distance transport to a consumer or processing plant. The terms forest harvesting, wood harvesting or logging are often used synonymously. Long-distance transport and the harvesting of non-wood forest products are dealt with in separate articles in this chapter.
Operations
While many different methods are used for wood harvesting, they all involve a similar sequence of operations:
- tree felling: severing a tree from the stump and bringing it down
- topping and debranching (delimbing): cutting off the unusable tree crown and the branches
- debarking: removing the bark from the stem; this operation is often done at the processing plant rather than in the forest; in fuelwood harvesting it is not done at all
- extraction: moving the stems or logs from the stump to a place close to a forest road where they can be sorted, piled and often stored temporarily, awaiting long distance transport
- log making/cross-cutting (bucking): cutting the stem to the length specified by the intended use of the log
- scaling: determining the quantity of logs produced, usually by measuring volume (for small dimension timber also by weight; the latter is common for pulpwood; weighing is done at the processing plant in that case)
- sorting, piling and temporary storage: logs are usually of variable dimensions and quality, and are therefore classified into assortments according to their potential use as pulpwood, sawlogs and so on, and piled until a full load, usually a truckload, has been assembled; the cleared area where these operations, as well as scaling and loading, take place is called a “landing”
- loading: moving the logs onto the transport medium, typically a truck, and attaching the load.
These operations are not necessarily carried out in the above sequence. Depending on the forest type, the kind of product desired and the technology available, it may be more advantageous to carry out an operation either earlier (i.e., closer to the stump) or later (i.e., at the landing or even at the processing plant). One common classification of harvesting methods is based on distinguishing between:
- full-tree systems, where trees are extracted to the roadside, the landing or the processing plant with the full crown
- short-wood systems, where topping, debranching and cross-cutting is done close to the stump (logs are usually not longer than 4 to 6 m)
- tree-length systems, where tops and branches are removed before extraction.
The most important group of harvesting methods for industrial wood is based on tree length. Short-wood systems are standard in northern Europe and also common for small-dimension timber and fuelwood in many other parts of the world. Their share is likely to increase. Full-tree systems are the least common in industrial wood harvesting, and are used in only a limited number of countries (e.g., Canada, the Russian Federation and the United States). There they account for less than 10% of volume. The importance of this method is diminishing.
For work organization, safety analysis and inspection, it is useful to conceive of three distinct work areas in a wood harvesting operation:
- the felling site or stump
- the forest terrain between the stump and the forest road
- the landing.
It is also worthwhile to examine whether the operations take place largely independently in space and time or whether they are closely related and interdependent. The latter is often the case in harvesting systems where all steps are synchronized. Any disturbance thus disrupts the entire chain, from felling to transport. These so-called hot-logging systems can create extra pressure and strain if not carefully balanced.
The stage in the life cycle of a forest during which wood harvesting takes place, and the harvesting pattern, will affect both the technical process and its associated hazards. Wood harvesting occurs either as thinning or as final cut. Thinning is the removal of some, usually undesirable, trees from a young stand to improve the growth and quality of the remaining trees. It is usually selective (i.e., individual trees are removed without creating major gaps). The spatial pattern generated is similar to that in selective final cutting. In the latter case, however, the trees are mature and often large. Even so, only some of the trees are removed and a significant tree cover remains. In both cases orientation on the worksite is difficult because remaining trees and vegetation block the view. It can be very difficult to bring trees down because their crowns tend to be intercepted by the crowns of remaining trees. There is a high risk of falling debris from the crowns. Both situations are difficult to mechanize. Thinning and selective cutting therefore require more planning and skill to be done safely.
The alternative to selective felling for final harvest is the removal of all trees from a site, called “clear cutting”. Clearcuts can be small, say 1 to 5 hectares, or very large, covering several square kilometres. Large clearcuts are severely criticized on environmental and scenic grounds in many countries. Whatever the pattern of the cut, harvesting old growth and natural forest usually involves greater risk than harvesting younger stands or human-made forests because trees are large and have tremendous inertia when falling. Their branches may be intertwined with the crowns of other trees and climbers, causing them to break off branches of other trees as they fall. Many trees are dead or have internal rot which may not be apparent until late in the felling process. Their behaviour during felling is often unpredictable. Rotten trees may break off and fall in unexpected directions. Unlike green trees, dead and dry trees, called snags in North America, fall quickly.
Technological developments
Technological development in wood harvesting has been very rapid over the second half of the 20th century. Average productivity has been soaring in the process. Today, many different harvesting methods are in use, sometimes side by side in the same country. An overview of systems in use in Germany in the mid-1980s, for example, describes almost 40 different configurations of equipment and methods (Dummel and Branz 1986).
While some harvesting methods are technologically far more complex than others, no single method is inherently superior. The choice will usually depend on the customer specifications for the logs, on forest conditions and terrain, on environmental considerations, and often decisively on cost. Some methods are also technically limited to small and medium-size trees and relatively gentle terrain, with slopes not exceeding 15 to 20°.
Cost and performance of a harvesting system can vary over a wide range, depending on how well the system fits the conditions of the site and, equally important, on the skill of the workers and how well the operation is organized. Hand tools and manual extraction, for example, make perfect economic and social sense in countries with high unemployment, low labour and high capital cost, or in small-scale operations. Fully mechanized methods can achieve very high daily outputs but involve large capital investments. Modern harvesters under favourable conditions can produce upwards of 200 m3 of logs per 8-hour day. A chain-saw operator is unlikely to produce more than 10% of that. A harvester or big cable yarder costs around US$500,000 compared to US$1,000 to US$2,000 for a chain-saw and US$200 for a good quality cross-cut handsaw.
Common Methods, Equipment and Hazards
Felling and preparation for extraction
This stage includes felling and removal of crown and branches; it may include debarking, cross-cutting and scaling. It is one of the most hazardous industrial occupations. Hand tools and chain-saws or machines are used in felling and debranching trees and crosscutting trees into logs. Hand tools include cutting tools such as axes, splitting hammers, bush hooks and bush knives, and hand saws such as cross-cut saws and bow saws. Chain-saws are widely used in most countries. In spite of major efforts and progress by regulators and manufacturers to improve chain-saws, they remain the single most dangerous type of machine in forestry. Most serious accidents and many health problems are associated with their use.
The first activity to be carried out is felling, or severing the tree from the stump as close to the ground as conditions permit. The lower part of the stem is typically the most valuable part, as it contains a high volume, and has no knots and an even wood texture. It should therefore not split, and no fibre should be torn out from the butt. Controlling the direction of the fall is important, not only to protect the tree and those to be left standing, but also to protect the workers and to make extraction easier. In manual felling, this control is achieved by a special sequence and configuration of cuts.
The standard method for chain-saws is depicted in figure 1. After determining the felling direction (1) and clearing the tree’s base and escape routes, sawing starts with the undercut (2), which should penetrate approximately one-fifth to one-quarter of the diameter into the tree. The opening of the undercut should be at an angle of about 45°. The oblique cut (3) is made prior to the horizontal cut (4), which must meet the oblique cut in a straight line facing the felling direction at a 90o angle. If stumps are liable to tear splinters from the tree, as is common with softer woods, the undercut should be terminated with small lateral cuts (5) on both sides of the hinge (6). The back cut (7) must also be horizontal . It should be made 2.5 to 5 cm higher than the base of the undercut. If the tree’s diameter is smaller than the guide bar, the back cut can be made in a single movement (8). Otherwise, the saw must be moved several times (9). The standard method is used for trees with more than 15 cm butt diameter. The standard technique is modified if trees have one-side crowns, are leaning in one direction or have a diameter more than twice the length of the chain-saw blade. Detailed instructions are included in FAO/ILO (1980) and many other training manuals for chain-saw operators.
Figure 1. Chain-saw felling: Sequence of cuts.
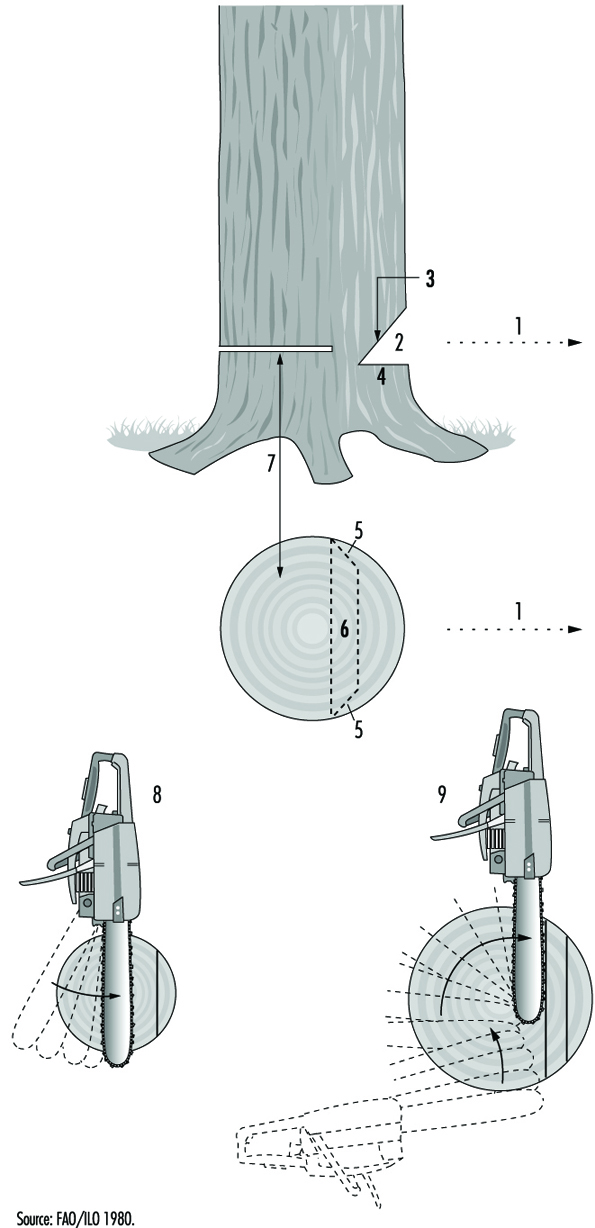
Using standard methods, skilled workers can fell a tree with a high degree of precision. Trees that have symmetrical crowns or those leaning a little in a direction other than the intended direction of fall may not fall at all or may fall at an angle from the intended direction. In these cases, tools such as felling levers for small trees or hammers and wedges for big trees need to be used to shift the tree’s natural centre of gravity in the desired direction.
Except for very small trees, axes are not suitable for felling and cross-cutting. With handsaws the process is relatively slow and errors can be detected and repaired. With chain-saws cuts are fast and the noise blocks out the signals from the tree, such as the sound of breaking fibre before it falls. If the tree does start to fall but is intercepted by other trees, a “hang-up” results, which is extremely dangerous, and must be dealt with immediately and professionally. Turning hooks and levers for smaller trees and manual or tractor-mounted winches for larger trees are used to bring hung-up trees down effectively and safely.
Hazards involved with felling include falling or rolling trees; falling or snapping branches; cutting tools; and noise, vibration and exhaust gases with chain-saws. Windfall is especially hazardous with wood and partially severed root systems under tension; hung-up trees are a frequent cause of severe and fatal accidents. All workers involved in felling should have received specific training. Tools for felling and for dealing with hung-up trees need to be onsite. Hazards associated with cross-cutting include the cutting tools as well as snapping wood and rolling stems or bolts, particularly on slopes.
Once a tree has been brought down, it is usually topped and debranched. In the majority of cases, this is still done with hand tools or chain-saws at the stump. Axes can be very effective for debranching. Where possible, trees are felled across a stem already on the ground. This stem thus serves as a natural workbench, raising the tree to be debranched to a more convenient height and allowing for complete debranching without having to turn the tree. The branches and the crown are cut from the stem and left on the site. The crowns of large, broad-leaved trees may have to be cut into smaller pieces or pulled aside because they would otherwise obstruct extraction to the roadside or landing.
Hazards involved with debranching include cuts with tools or chain-saws; high risk of chain-saw kick-back (see figure 2); snapping branches under tension; rolling logs; trips and falls; awkward work postures; and static work load if poor technique is used.
Figure 2. Chain-saw Kick-back.

In mechanized operations, the directional fall is achieved by holding the tree with a boom mounted on a sufficiently heavy base machine, and cutting the stem with a shear, circular saw or chain-saw integrated into the boom. To do this, the machine has to be driven rather close to the tree to be felled. The tree is then lowered into the desired direction by movements of the boom or of the base of the machine. The most common types of machines are feller-bunchers and harvesters.
Feller-bunchers are mostly mounted on machines with tracks, but they can also be equipped with tyres. The felling boom usually allows them to fell and collect a number of small trees (a bunch), which is then deposited along a skid trail. Some have a clam bunk to collect a load. When feller-bunchers are used, topping and debranching are usually done by machines at the landing.
With good machine design and careful operation, accident risk with feller-bunchers is relatively low, except when chain-saw operators work along with the machine. Health hazards, such as vibration, noise, dust and fumes, are significant, since base machines often are not built for forestry purposes. Feller-bunchers should not be used on excessive slopes, and the boom should not be overloaded, as felling direction becomes uncontrollable.
Harvesters are machines which integrate all felling operations except debarking. They usually have six to eight wheels, hydraulic traction and suspension, and articulated steering. They have booms with a reach of 6 to 10 m when loaded. A distinction is made between one-grip and two-grip harvesters. One-grip harvesters have one boom with a felling head fitted with devices for felling, debranching, topping and cross-cutting. They are used for small trees up to 40 cm butt diameter, mostly in thinnings but increasingly also in final cutting. A two-grip harvester has separate felling and processing heads. The latter is mounted on the base machine rather than on the boom. It can handle trees up to a stump diameter of 60 cm. Modern harvesters have an integrated, computer-assisted measuring device that can be programmed to make decisions about optimum cross-cutting depending on the assortments needed.
Harvesters are the dominant technology in large-scale harvesting in northern Europe, but presently account for a rather small share of harvesting worldwide. Their importance is, however, likely to rise fast as second growth, human-made forests and plantations become more important as sources of raw material.
Accident rates in harvester operation are typically low, though accident risk rises when chain-saw operators work along with harvesters. Maintenance of harvesters is hazardous; repairs are always under high work pressure, increasingly at night; there is high risk of slipping and falling, uncomfortable and awkward working postures, heavy lifting, contact with hydraulic oils and hot oils under pressure. The biggest hazards are static muscle tension and repetitive strain from operating controls and psychological stress.
Extraction
Extraction involves moving the stems or logs from the stump to a landing or roadside where they can be processed or piled into assortments. Extraction can be very heavy and hazardous work. It can also inflict substantial environmental damage to the forest and its regeneration, to soils and to watercourses. The major types of extraction systems commonly recognized are:
- ground-skidding systems: The stems or logs are dragged on the ground by machines, draught animals or humans.
- forwarders: The stems or logs are carried on a machine (in the case of fuelwood, also by humans).
- cable systems: The logs are conveyed from the stump to the landing by one or more suspended cables.
- aerial systems: Helicopters or balloons are used to airlift the logs.
Ground skidding, by far the most important extraction system both for industrial wood and fuelwood, is usually done with wheeled skidders specially designed for forestry operations. Crawler tractors and, especially, farm tractors can be cost effective in small private forests or for the extraction of small trees from tree plantations, but adaptations are needed to protect both the operators and the machines. Tractors are less robust, less well balanced and less protected than purpose-built machines. As with all machines used in forestry, hazards include over-turning, falling objects, penetrating objects, fire, whole-body vibration and noise. All-wheel drive is preferable, and a minimum of 20% of the machine weight should be maintained as load on the steered axle during operation, which may require attaching additional weight to the front of the machine. The engine and transmission may need extra mechanical protection. Minimum engine power should be 35 kW for small-dimension timber; 50 kW is usually adequate for normal-size logs.
Grapple skidders drive directly to the individual or the pre-bunched stems, lift the front end of the load and drag it to the landing. Skidders with cable winches can operate from skid roads. Their loads are usually assembled through chokers, straps, chains or short cables that are attached to individual logs. A choker setter prepares the logs to be hooked up and, when the skidder returns from the landing, a number of chokers is attached to the main line and winched into the skidder. Most skidders have an arch onto which the front end of the load can be lifted to reduce friction during skidding. When skidders with powered winches are used, good communication between crew members through two-way radios or optical or acoustic signals is essential. Clear signals need to be agreed upon; any signal that is not understood means “Stop!”. Figure 3 shows proposed hand signals for skidders with powered winches.
Figure 3. International conventions for hand signals to be used for skidders with powered winches.

As a rule of thumb, ground skidding equipment should not be used on slopes of more than 15°. Crawler tractors may be used to extract large trees from relatively steep terrain, but they can cause substantial damage to soils if used carelessly. For environmental and safety reasons, all skidding operations should be suspended during exceptionally wet weather.
Extraction with draught animals is an economically viable option for small logs, particularly in thinning operations. Skidding distances must be short (typically 200 m or less) and slopes gentle. It is important to use appropriate harnesses providing maximum pulling power, and devices like skidding pans, sulkies or sledges that reduce skidding resistance.
Manual skidding is increasingly rare in industrial logging but continues to be practised in subsistence logging, particularly for fuelwood. It is limited to short distances and usually downhill, making use of gravity to move logs. While logs are typically small, this is very heavy work and can be hazardous on steep slopes. Efficiency and safety can be increased by using hooks, levers and other hand tools for lifting and pulling logs. Chutes, traditionally made from timber but also available as polyethylene half-tubes, can be an alternative to manual ground skidding of short logs in steep terrain.
Forwarders are extraction machines that carry a load of logs completely off the ground, either within their own frame or on a trailer. They usually have a mechanical or hydraulic crane for self-loading and unloading of logs. They tend to be used in combination with mechanized felling and processing equipment. The economic extraction distance is 2 to 4 times that of ground-skidders. Forwarders work best when logs are approximately uniform in size.
Accidents involving forwarders are typically similar to those of tractors and other forestry machines: overturning, penetrating and falling objects, electric power lines and maintenance problems. Health hazards include vibration, noise and hydraulic oils.
Using human beings to carry loads is still done for short logs like pulpwood or pit props in some industrial harvesting, and is the rule in fuelwood harvesting. Loads carried often exceed all recommended limits, particularly for women, who are often responsible for fuelwood gathering. Training in proper techniques that would avoid extreme strain on the spine and using devices like back packs that give a better weight distribution would ease their burden.
Cable extraction systems are fundamentally different from other extraction systems in that the machine itself does not travel. Logs are conveyed with a carriage moving along suspended cables. The cables are operated by a winching machine, also referred to as a yarder or hauler. The machine is installed either at the landing or at the opposite end of the cableway, often on a ridgetop. The cables are suspended above the ground on one or more “spar” trees, which may either be trees or steel towers. Many different types of cable systems are in use. Skylines or cable cranes have a carriage that can be moved along the mainline, and the cable can be released to allow lateral pulling of logs to the line, before they are lifted and forwarded to the landing. If the system permits full suspension of the load during hauling, soil disturbance is minimal. Because the machine is fixed, cable systems can be used in steep terrain and on wet soils. Cable systems in general are substantially more expensive than ground skidding and require careful planning and skilled operators.
Hazards occur during installation, operation and dismantling of the cable system, and include mechanical impact by deformation of the cabin or stand; breaking of cables, anchors, spars or supports; inadvertent or uncontrollable movements of cables, carriages, chokers and loads; and squeezes, abrasions and so on from moving parts. Health hazards include noise, vibration and awkward working postures.
Aerial extraction systems are those which fully suspend logs in the air throughout the extraction process. The two types currently in use are balloon systems and helicopters, but only helicopters are widely used. Helicopters with a lifting capacity of about 11 tonnes are commercially available. The loads are suspended under the helicopter on a tether line (also called “tagline”). The tether lines are typically between 30 and 100 m long, depending both upon topography and the height of trees above which the helicopter must hover. The loads are attached with long chokers and are flown to the landing, where the chokers are released by remote control from the aircraft. When large logs are being extracted, an electrically operated grapple system may be used instead of chokers. Round-trip times are typically two to five minutes. Helicopters have a very high direct cost, but can also achieve high production rates and reduce or eliminate the need for expensive road construction. They also cause low environmental impact. In practice their use is limited to high-value timber in otherwise inaccessible regions or other special circumstances.
Because of the high production rates required to make the use of such equipment economical, the number of workers employed on helicopter operations is much larger than for other systems. This is true for landings, but also for workers in cutting operations. Helicopter logging can create major safety problems, including fatalities, if precautions are disregarded and crews ill prepared.
Log making and loading
Log making, if it takes place at the landing, is mostly done by chain-saw operators. It can also be carried out by a processor (i.e., a machine that delimbs, tops and cuts to length). Scaling is mostly done manually using measuring tape. For sorting and piling, logs are usually handled by machines like skidders, which use their front blade to push and lift logs, or by grapple loaders. Helpers with hand tools like levers often assist the machine operators. In fuelwood harvesting or where small logs are involved, loading onto trucks is usually done manually or by using a small winch. Loading large logs manually is very arduous and dangerous; these are usually handled by grapple or knuckle boom loaders. In some countries the logging trucks are equipped for self-loading. The logs are secured on the truck by lateral supports and cables that can be pulled tight.
In manual loading of timber, physical strain and workloads are extremely high. In both manual and mechanized loading, there is danger of getting hit by moving logs or equipment. Mechanized loading hazards include noise, dust, vibration, high mental workload, repetitive strain, overturning, penetrating or falling objects and hydraulic oils.
Standards and Regulations
At present most international safety standards applicable to forestry machinery are general—for example, roll-over protection. However, work is under way on specialized standards at the International Organization for Standardization (ISO). (See the article “Rules, legislation, regulations and codes of forest practice” in this chapter.)
Chain-saws are one of the few pieces of forestry equipment for which specific international regulations on safety features exist. Various ISO norms are relevant. They were incorporated and supplemented in 1994 in European Norm 608, Agricultural and forest machinery: Portable chain-saws—Safety. This standard contains detailed indications on design features. It also stipulates that manufacturers are required to provide comprehensive instructions and information on all aspects of operator/user maintenance and the safe use of the saw. This is to include safety clothing and personal protective equipment requirements as well as the need for training. All saws sold within the European Union have to be marked “Warning, see instruction handbook”. The standard lists the items to be included in the handbook.
Forestry machines are less well covered by international standards, and there is often no specific national regulation about required safety features. Forestry machines may also have significant ergonomic deficiencies. These play a major role in the development of serious health complaints among operators. In other cases, machines have a good design for a particular worker population, but are less suitable when imported into countries where workers have different body sizes, communication routines and so on. In the worst case machines are stripped of essential safety and health features to reduce prices for exports.
In order to guide testing organizations and those responsible for machine acquisition, specialized ergonomic checklists have been developed in various countries. Checklists usually address the following machine characteristics:
- access and exit areas like steps, ladders and doors
- cabin space and position of controls
- seat, arms, back and footrest of operator’s chair
- visibility when performing main operations
- “worker-machine interface”: type and arrangement of indicators and controls of machine functions
- physical environment, including vibration noise, gases and climatic factors
- safety, including roll-over, penetrating objects, fire and so on
- maintenance.
Specific examples of such checklists can be found in Golsse (1994) and Apud and Valdés (1995). Recommendations for machines and equipment as well as a list of existing ILO standards are included in ILO 1998.
General Profile
Forestry—A Definition
For the purposes of the present chapter, forestry is understood to embrace all the fieldwork required to establish, regenerate, manage and protect forests and to harvest their products. The last step in the production chain covered by this chapter is the transport of raw forest products. Further processing, such as into sawnwood, furniture or paper is dealt with in the Lumber, Woodworking and Pulp and paper industries chapters in this Encyclopaedia.
The forests may be natural, human-made or tree plantations. Forest products considered in this chapter are both wood and other products, but emphasis is on the former, because of its relevance for safety and health.
Evolution of the Forest Resource and the Sector
The utilization and management of forests are as old as the human being. Initially forests were almost exclusively used for subsistence: food, fuelwood and building materials. Early management consisted mostly of burning and clearing to make room for other land uses—in particular, agriculture, but later also for settlements and infrastructure. The pressure on forests was aggravated by early industrialization. The combined effect of conversion and over-utilization was a sharp reduction in forest area in Europe, the Middle East, India, China and later in parts of North America. Presently, forests cover about one-quarter of the land surface of the earth.
The deforestation process has come to a halt in industrialized countries, and forest areas are actually increasing in these countries, albeit slowly. In most tropical and subtropical countries, however, forests are shrinking at a rate of 15 to 20 million hectares (ha), or 0.8%, per year. In spite of continuing deforestation, developing countries still account for about 60% of the world forest area, as can be seen in table 1. The countries with the largest forest areas by far are the Russian Federation, Brazil, Canada and the United States. Asia has the lowest forest cover in terms of percentage of land area under forest and hectares per capita.
Table 1. Forest area by region (1990).
|
Region |
Area (million hectares) |
% total |
|
Africa |
536 |
16 |
|
North/Central America |
531 |
16 |
|
South America |
898 |
26 |
|
Asia |
463 |
13 |
|
Oceania |
88 |
3 |
|
Europe |
140 |
4 |
|
Former USSR |
755 |
22 |
|
Industrialized (all) |
1,432 |
42 |
|
Developing (all) |
2,009 |
58 |
|
World |
3,442 |
100 |
Source: FAO 1995b.
Forest resources vary significantly in different parts of the world. These differences have a direct impact on the working environment, on the technology used in forestry operations and on the level of risk associated with them. Boreal forests in northern parts of Europe, Russia and Canada are mostly made up of conifers and have a relatively small number of trees per hectare. Most of these forests are natural. Moreover, the individual trees are small in size. Because of the long winters, trees grow slowly and wood increment ranges from less than 0.5 to 3 m3/ha/y.
The temperate forests of southern Canada, the United States, Central Europe, southern Russia, China and Japan are made up of a wide range of coniferous and broad-leaved tree species. Tree densities are high and individual trees can be very large, with diameters of more than 1 m and tree height of more than 50 m. Forests may be natural or human-made (i.e., intensively managed with more uniform tree sizes and fewer tree species). Standing volumes per hectare and increment are high. The latter range typically from 5 to greater than 20 m3/ha/y.
Tropical and subtropical forests are mostly broad-leaved. Tree sizes and standing volumes vary greatly, but tropical timber harvested for industrial purposes is typically in the form of large trees with big crowns. Average dimensions of harvested trees are highest in the tropics, with logs of more than 2 m3 being the rule. Standing trees with crowns routinely weigh more than 20 tonnes before felling and debranching. Dense undergrowth and tree climbers make work even more cumbersome and dangerous.
An increasingly important type of forest in terms of wood production and employment is tree plantations. Tropical plantations are thought to cover about 35 million hectares, with about 2 million hectares added per year (FAO 1995). They usually consist of only one very fast growing species. Increment mostly ranges from 15 to 30 m3/ha/y. Various pines (Pinus spp.) and eucalyptus (Eucalyptus spp.) are the most common species for industrial uses. Plantations are managed intensively and in short rotations (from 6 to 30 years), while most temperate forests take 80, sometimes up to 200 years, to mature. Trees are fairly uniform, and small to medium in size, with approximately 0.05 to 0.5 m3/tree. There is typically little undergrowth.
Prompted by wood scarcity and natural disasters like landslides, floods and avalanches, more and more forests have come under some form of management over the last 500 years. Most industrialized countries apply the “sustained yield principle”, according to which present uses of the forest may not reduce its potential to produce goods and benefits for later generations. Wood utilization levels in most industrialized countries are below the growth rates. This is not true for many tropical countries.
Economic Importance
Globally, wood is by far the most important forest product. World roundwood production is approaching 3.5 billion m3 annually. Wood production grew by 1.6% a year in the 1960s and 1970s and by 1.8% a year in the 1980s, and is projected to increase by 2.1% a year well into the 21st century, with much higher rates in developing countries than in industrialized ones.
Industrialized countries’ share of world roundwood production is 42% (i.e., roughly proportional to the share of forest area). There is, however, a major difference in the nature of the wood products harvested in industrialized and in developing countries. While in the former more than 85% consists of industrial roundwood to be used for sawnwood, panel or pulp, in the latter 80% is used for fuelwood and charcoal. This is why the list of the ten biggest producers of industrial roundwood in figure 1 includes only four developing countries. Non-wood forest products are still very significant for subsistence in many countries. They account for only 1.5% of traded unprocessed forest products, but products like cork, rattan, resins, nuts and gums are major exports in some countries.
Figure 1. Ten biggest producers of industrial roundwood, 1993 (former USSR 1991).
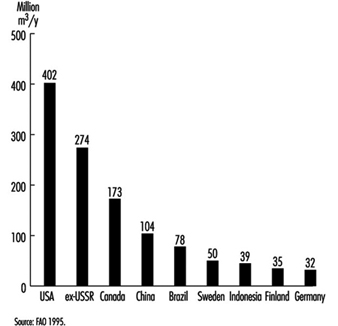
Worldwide, the value of production in forestry was US$96,000 million in 1991, compared to US$322,000 million in downstream forest-based industries. Forestry alone accounted for 0.4% of world GDP. The share of forestry production in GDP tends to be much higher in developing countries, with an average of 2.2%, than in industrialized ones, where it represents only 0.14% of GDP. In a number of countries forestry is far more important than the averages suggest. In 51 countries the forestry and forest-based industries sector combined generated 5% or more of the respective GDP in 1991.
In several industrialized and developing countries, forest products are a significant export. The total value of forestry exports from developing countries increased from about US$7,000 million in 1982 to over US$19,000 million in 1993 (1996 dollars). Large exporters among industrialized countries include Canada, the United States, Russia, Sweden, Finland and New Zealand. Among tropical countries Indonesia (US$5,000 million), Malaysia (US$4,000 million), Chile and Brazil (about US$2,000 million each) are the most important.
While they cannot be readily expressed in monetary terms, the value of non-commercial goods and benefits generated by forests may well exceed their commercial output. According to estimates, some 140 to 300 million people live in or depend on forests for their livelihood. Forests are also home to three-quarters of all species of living beings. They are a significant sink of carbon dioxide and serve to stabilize climates and water regimes. They reduce erosion, landslides and avalanches, and produce clean drinking water. They are also fundamental for recreation and tourism.
Employment
Figures on wage employment in forestry are difficult to obtain and can be unreliable even for industrialized countries. The reasons are the high share of the self-employed and farmers, who do not get recorded in many cases, and the seasonality of many forestry jobs. Statistics in most developing countries simply absorb forestry into the much larger agricultural sector, with no separate figures available. The biggest problem, however, is the fact that most forestry work is not wage employment, but subsistence. The main item here is the production of fuelwood, particularly in developing countries. Bearing these limitations in mind, figure 2 below provides a very conservative estimate of global forestry employment.
Figure 2. Employment in forestry (full-time equivalents).
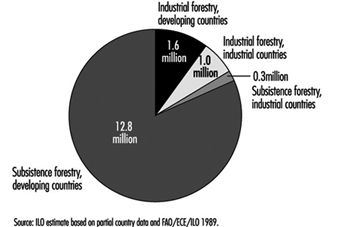
World wage employment in forestry is in the order of 2.6 million, of which about 1 million is in industrialized countries. This is a fraction of the downstream employment: wood industries and pulp and paper have at least 12 million employees in the formal sector. The bulk of forestry employment is unpaid subsistence work—some 12.8 million full-time equivalents in developing and some 0.3 million in industrialized countries. Total forestry employment can thus be estimated at some 16 million person years. This is equivalent to about 3% of world agricultural employment and to about 1% of total world employment.
In most industrialized countries the size of the forestry workforce has been shrinking. This is a result of a shift from seasonal to full-time, professional forest workers, compounded by rapid mechanization, particularly of wood harvesting. Figure 3 illustrates the enormous differences in productivity in major wood-producing countries. These differences are to some extent due to natural conditions, silvicultural systems and statistical error. Even allowing for these, significant gaps persist. The transformation in the workforce is likely to continue: mechanization is spreading to more countries, and new forms of work organization, namely team work concepts, are boosting productivity, while harvesting levels remain by and large constant. It should be noted that in many countries seasonal and part-time work in forestry are unrecorded, but remain very common among farmers and small woodland owners. In a number of developing countries the industrial forestry workforce is likely to grow as a result of more intensive forest management and tree plantations. Subsistence employment, on the other hand, is likely to decline gradually, as fuelwood is slowly replaced by other forms of energy.
Figure 3. Countries with highest wage employment in forestry and industrial roundwood production (late 1980s to early 1990s).
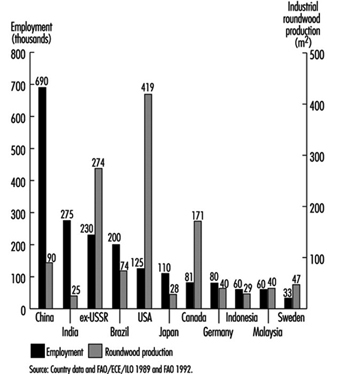
Characteristics of the Workforce
Industrial forestry work has largely remained a male domain. The proportion of women in the formal workforce rarely exceeds 10%. There are, however, jobs that tend to be predominantly carried out by women, such as planting or tending of young stands and raising seedlings in tree nurseries. In subsistence employment women are a majority in many developing countries, because they are usually responsible for fuelwood gathering.
The largest share of all industrial and subsistence forestry work is related to the harvesting of wood products. Even in human-made forests and plantations, where substantial silvicultural work is required, harvesting accounts for more than 50% of the workdays per hectare. In harvesting in developing countries the ratios of supervisor/technician to foremen and to workers are 1 to 3 and 1 to 40, respectively. The ratio is smaller in most industrialized countries.
Broadly, there are two groups of forestry jobs: those related to silviculture and those related to harvesting. Typical occupations in silviculture include tree planting, fertilization, weed and pest control, and pruning. Tree planting is very seasonal, and in some countries involves a separate group of workers exclusively dedicated to this activity. In harvesting, the most common occupations are chain-saw operation, in tropical forests often with an assistant; choker setters who attach cables to tractors or skylines pulling logs to roadside; helpers who measure, move, load or debranch logs; and machine operators for tractors, loaders, cable cranes, harvesters and logging trucks.
There are major differences between segments of the forestry workforce with respect to the form of employment, which have a direct bearing on their exposure to safety and health hazards. The share of forest workers directly employed by the forest owner or industry has been declining even in those countries where it used to be the rule. More and more work is done through contractors (i.e., relatively small, geographically mobile service firms employed for a particular job). The contractors may be owner-operators (i.e., single-person firms or family businesses) or they have a number of employees. Both the contractors and their employees often have very unstable employment. Under pressure to cut costs in a very competitive market, contractors sometimes resort to illegal practices such as moonlighting and hiring undeclared immigrants. While the move to contracting has in many cases helped to cut costs, to advance mechanization and specialization as well as to adjust the workforce to changing demands, some traditional ailments of the profession have been aggravated through the increased reliance on contract labour. These include accident rates and health complaints, both of which tend to be more frequent among contract labour.
Contract labour has also contributed to further increasing the high rate of turnover in the forestry workforce. Some countries report rates of almost 50% per year for those changing employers and more than 10% per year leaving the forestry sector altogether. This aggravates the skill problem already looming large among much of the forestry workforce. Most skill acquisition is still by experience, usually meaning trial and error. Lack of structured training, and short periods of experience due to high turnover or seasonal work, are major contributing factors to the significant safety and health problems facing the forestry sector (see the article “Skills and training” [FOR15AE] in this chapter).
The dominant wage system in forestry by far continues to be piece-rates (i.e., remuneration solely based on output). Piece-rates tend to lead to a rapid pace of work and are widely believed to increase the number of accidents. There is, however, no scientific evidence to back this contention. One undisputed side effect is that earnings fall once workers have reached a certain age because their physical abilities decline. In countries where mechanization plays a major role, time-based wages have been on the increase, because the work rhythm is largely determined by the machine. Various bonus wage systems are also in use.
Forestry wages are generally well below the industrial average in the same country. Workers, the self-employed and contractors often try to compensate by working 50 or even 60 hours per week. Such situations increase strain on the body and the risk of accidents because of fatigue.
Organized labour and trade unions are rather rare in the forestry sector. The traditional problems of organizing geographically dispersed, mobile, sometimes seasonal workers have been compounded by the fragmentation of the workforce into small contractor firms. At the same time, the number of workers in categories that are typically unionized, such as those directly employed in larger forest enterprises, is falling steadily. Labour inspectorates attempting to cover the forestry sector are faced with problems similar in nature to those of trade union organizers. As a result there is very little inspection in most countries. In the absence of institutions whose mission is to protect worker rights, forest workers often have little knowledge of their rights, including those laid down in existing safety and health regulations, and experience great difficulties in exercising such rights.
Health and Safety Problems
The popular notion in many countries is that forestry work is a 3-D job: dirty, difficult and dangerous. A host of natural, technical and organizational factors contribute to that reputation. Forestry work has to be done outdoors. Workers are thus exposed to the extremes of weather: heat, cold, snow, rain and ultraviolet (UV) radiation. Work even often proceeds in bad weather and, in mechanized operations, it increasingly continues at night. Workers are exposed to natural hazards such as broken terrain or mud, dense vegetation and a series of biological agents.
Worksites tend to be remote, with poor communication and difficulties in rescue and evacuation. Life in camps with extended periods of isolation from family and friends is still common in many countries.
The difficulties are compounded by the nature of the work—trees may fall unpredictably, dangerous tools are used and often there is a heavy physical workload. Other factors like work organization, employment patterns and training also play a significant role in increasing or reducing hazards associated with forestry work. In most countries the net result of the above influences are very high accident risks and serious health problems.
Fatalities in Forest Work
In most countries forest work is one of the most dangerous occupations, with great human and financial losses. In the United States accident insurance costs amount to 40% of payroll.
A cautious interpretation of the available evidence suggests that accident trends are more often upward than downward. Encouragingly, there are countries that have a long-standing record in bringing down accident frequencies (e.g., Sweden and Finland). Switzerland represents the more common situation of increasing, or at best stagnating, accident rates. The scarce data available for developing countries indicate little improvement and usually excessively high accident levels. A study of safety in pulpwood logging in plantation forests in Nigeria, for example, found that on average a worker had 2 accidents per year. Between 1 in 4 and 1 in 10 workers suffered a serious accident in a given year (Udo 1987).
A closer inspection of accidents reveals that harvesting is far more hazardous than other forest operations (ILO 1991). Within forest harvesting, tree felling and cross-cutting are the jobs with the most accidents, particularly serious or fatal ones. In some countries, such as in the Mediterranean area, firefighting can also be a major cause of fatalities, claiming up to 13 lives a year in Spain in some years (Rodero 1987). Road transport can also account for a large share of serious accidents, particularly in tropical countries.
The chain-saw is clearly the single most dangerous tool in forestry, and the chain-saw operator the most exposed worker. The situation depicted in figure 4 for a territory of Malaysia is found with minor variations in most other countries as well. In spite of increasing mechanization, the chain-saw is likely to remain the key problem in industrialized countries. In developing countries, its use can be expected to expand as plantations account for an increasing share of the wood harvest.
Figure 4. Distribution of logging fatalities among jobs, Malaysia (Sarawak), 1989.
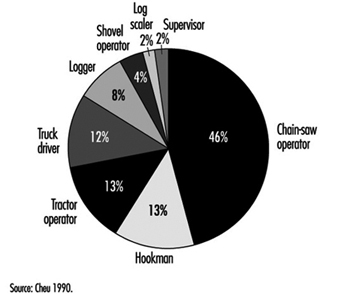
Virtually all parts of the body can be injured in forest work, but there tends to be a concentration of injuries to the legs, feet, back and hands, in roughly that order. Cuts and open wounds are the most common type of injury in chain-saw work while bruises dominate in skidding, but there are also fractures and dislocations.
Two situations under which the already high risk of serious accidents in forest harvesting multiplies severalfold are “hung-up” trees and wind-blown timber. Windblow tends to produce timber under tension, which requires specially adapted cutting techniques (for guidance see FAO/ECE/ILO 1996a; FAO/ILO 1980; and ILO 1998). Hung-up trees are those that have been severed from the stump but did not fall to the ground because the crown became entangled with other trees. Hung-up trees are extremely dangerous and referred to as “widow-makers” in some countries, because of the high number of fatalities they cause. Aid tools, such as turning hooks and winches, are required to bring such trees down safely. In no case should it be permitted that other trees be felled onto a hung-up one in the hope of bringing it down. This practice, known as “driving” in some countries, is extremely hazardous.
Accident risks vary not only with technology and exposure due to the job, but with other factors as well. In almost all cases for which data are available, there is a very significant difference between segments of the workforce. Full-time, professional forest workers directly employed by a forest enterprise are far less affected than farmers, self-employed or contract labour. In Austria, farmers seasonally engaged in logging suffer twice as many accidents per million cubic metres harvested as professional workers (Sozialversicherung der Bauern 1990), in Sweden, even four times as many. In Switzerland, workers employed in public forests have only half as many accidents as those employed by contractors, particularly where workers are hired only seasonally and in the case of migrant labour (Wettmann 1992).
The increasing mechanization of tree harvesting has had very positive consequences for work safety. Machine operators are well protected in guarded cabins, and accident risks have dropped very significantly. Machine operators experience less than 15% of the accidents of chain-saw operators to harvest the same amount of timber. In Sweden operators have one-quarter of the accidents of professional chain-saw operators.
Growing Occupational Disease Problems
The reverse side of the mechanization coin is an emerging problem of neck and shoulder strain injuries among machine operators. These can be as incapacitating as serious accidents.
The above problems add to the traditional health complaints of chain-saw operators—namely, back injuries and hearing loss. Back pain due to physically heavy work and unfavourable working postures is very common among chain-saw operators and workers doing manual loading of logs. There is a high incidence of premature loss of working capacity and of early retirement among forest workers as a result. A traditional ailment of chain-saw operators that has largely been overcome in recent years through improved saw design is vibration-induced “white finger” disease.
The physical, chemical and biological hazards causing health problems in forestry are discussed in the following articles of this chapter.
Special Risks for Women
Safety risks are by and large the same for men and women in forestry. Women are often involved in planting and tending work, including the application of pesticides. However, women who have smaller body size, lung volume, heart and muscles may have a work capacity on average that is about one-third lower than that of men. Correspondingly, legislation in many countries limits the weight to be lifted and carried by women to about 20 kg (ILO 1988), although such sex-based differences in exposure limits are illegal in many countries. These limits are often exceeded by women working in forestry. Studies in British Columbia, where separate standards do not apply, among planting workers showed full loads of plants carried by men and women to average 30.5 kg, often in steep terrain with heavy ground cover (Smith 1987).
Excessive loads are also common in many developing countries where women work as fuelwood carriers. A survey in Addis Ababa, Ethiopia, for example, found that an estimated 10,000 women and children eke out a livelihood from hauling fuelwood into town on their backs (see figure 5 ). The average bundle weighs 30 kg and is carried over a distance of 10 km. The work is highly debilitating and results in numerous serious health complaints, including frequent miscarriages (Haile 1991).
Figure 5. Woman fuelwood carrier, Addis Ababa, Ethiopia.

The relationship between the specific working conditions in forestry, workforce characteristics, form of employment, training and other similar factors and safety and health in the sector has been a recurrent theme of this introductory article. In forestry, even more than in other sectors, safety and health cannot be analysed, let alone promoted, in isolation. This theme will also be the leitmotiv for the remainder of the chapter.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."