- You are here:
-
Home

-
Part VIII. Accidents and Safety Management
- Safety Applications

58. Safety Applications
Chapter Editors: Kenneth Gerecke and Charles T. Pope
Table of Contents
Tables and Figures
Systems Analysis
Manh Trung Ho
Hand and Portable Power Tool Safety
US Department of Labor—Occupational Safety and Health Administration; edited by Kenneth Gerecke
Moving Parts of Machines
Tomas Backström and Marianne Döös
Machine Safeguarding
US Department of Labor— Occupational Safety and Health Administration; edited by Kenneth Gerecke
Presence Detectors
Paul Schreiber
Devices for Controlling, Isolating and Switching Energy
René Troxler
Safety-Related Applications
Dietmar Reinert and Karlheinz Meffert
Software and Computers: Hybrid Automated Systems
Waldemar Karwowski and Jozef Zurada
Principles for the Design of Safe Control Systems
Georg Vondracek
Safety Principles for CNC Machine Tools
Toni Retsch, Guido Schmitter and Albert Marty
Safety Principles for Industrial Robots
Toni Retsch, Guido Schmitter and Albert Marty
Electrical, Electronic and Programmable Electronic Safety-Related Control Systems
Ron Bell
Technical Requirements for Safety-Related Systems Based on Electrical, Electronic and Programmable Electronic Devices
John Brazendale and Ron Bell
Rollover
Bengt Springfeldt
Falls from Elevations
Jean Arteau
Confined Spaces
Neil McManus
Principles of Prevention: Materials Handling and Internal Traffic
Kari Häkkinen
Tables
Click a link below to view table in article context.
1. Possible dysfunctions of a two-button control circuit
2. Machine guards
3. Devices
4. Feeding & ejection methods
5. Circuit structures’ combinations in machine controls
6. Safety integrity levels for protection systems
7. Software design & development
8. Safety integrity level: type B components
9. Integrity requirements: electronic system architectures
10. Falls from elevations: Quebec 1982-1987
11.Typical fall prevention & fall arrest systems
12. Differences between fall prevention & fall arrest
13. Sample form for assessment of hazardous conditions
14. A sample entry permit
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|















































































Falls from Elevations
Falls from elevations are severe accidents that occur in many industries and occupations. Falls from elevations result in injuries which are produced by contact between the falling person and the source of injury, under the following circumstances:
- The motion of the person and the force of impact are generated by gravity.
- The point of contact with the source of injury is lower than the surface supporting the person at the start of the fall.
From this definition, it may be surmised that falls are unavoidable because gravity is always present. Falls are accidents, somehow predictable, occurring in all industrial sectors and occupations and having a high severity. Strategies to reduce the number of falls, or at least reduce the severity of the injuries if falls occur, are discussed in this article.
The Height of the Fall
The severity of injuries caused by falls is intrinsically related to the height of fall. But this is only partly true: the free-fall energy is the product of the falling mass times the height of the fall, and the severity of the injuries is directly proportional to the energy transferred during the impact. Statistics of fall accidents confirm this strong relationship, but show also that falls from a height of less than 3 m can be fatal. A detailed study of fatal falls in construction shows that 10% of the fatalities caused by falls occurred from a height less than 3 m (see figure 1). Two questions are to be discussed: the 3-m legal limit, and where and how a given fall was arrested.
Figure 1. Fatalities caused by falls and the height of fall in the US construction industry, 1985-1993
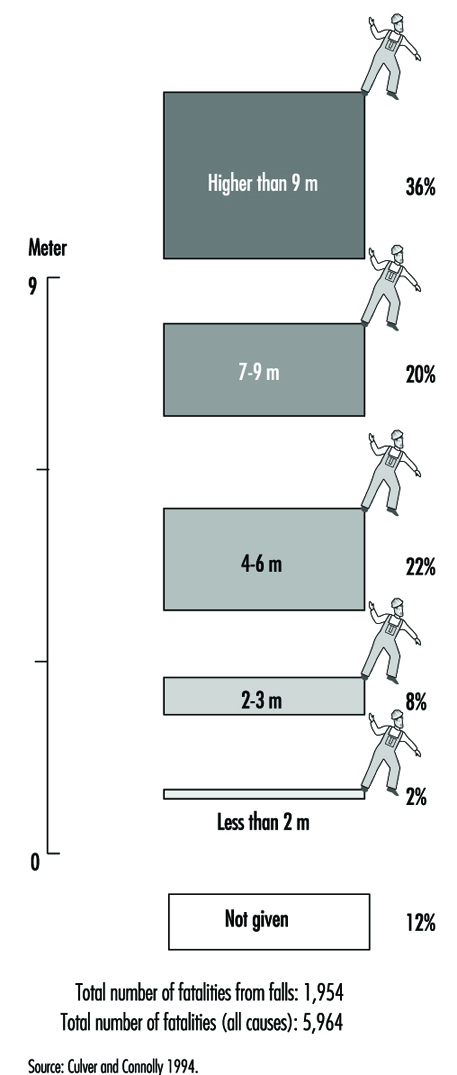
In many countries, regulations make fall protection mandatory when the worker is exposed to a fall of more than 3 m. The simplistic interpretation is that falls of less than 3 m are not dangerous. The 3-m limit is in fact the result of a social, political and practical consensus which says it is not mandatory to be protected against falls while working at the height of a single floor. Even if the 3-m legal limit for mandatory fall protection exists, fall protection should always be considered. The height of fall is not the sole factor explaining the severity of fall accidents and the fatalities due to falls; where and how the person falling came to rest must also be considered. This leads to analysis of the industrial sectors with higher incidence of falls from elevations.
Where Falls Occur
Falls from elevations are frequently associated with the construction industry because they account for a high percentage of all fatalities. For example, in the United States, 33% of all fatalities in construction are caused by falls from elevations; in the UK, the figure is 52%. Falls from elevations also occur in other industrial sectors. Mining and the manufacturing of transportation equipment have a high rate of falls from elevations. In Quebec, where many mines are steep, narrow-vein, underground mines, 20% of all accidents are falls from elevations. The manufacture, use and maintenance of transportation equipment such as airplanes, trucks and railroad cars are activities with a high rate of fall accidents (table 1). The ratio will vary from country to country depending on the level of industrialization, the climate, and so on; but falls from elevations do occur in all sectors with similar consequences.
Table 1. Falls from elevations: Quebec 1982-1987
Falls from elevations Falls from elevations in all accidents
per 1,000 workers
Construction 14.9 10.1%
Heavy industry 7.1 3.6%
Having taken into consideration the height of fall, the next important issue is how the fall is arrested. Falling into hot liquids, electrified rails or into a rock crusher could be fatal even if the height of fall is less than 3 m.
Causes of Falls
So far it has been shown that falls occur in all economic sectors, even if the height is less than 3 m. But why do humans fall? There are many human factors which can be involved in falling. A broad grouping of factors is both conceptually simple and useful in practice:
Opportunities to fall are determined by environmental factors and result in the most common type of fall, namely the tripping or slipping that result in falls from grade level. Other falling opportunities are related to activities above grade.
Liabilities to fall are one or more of the many acute and chronic diseases. The specific diseases associated with falling usually affect the nervous system, the circulatory system, the musculoskeletal system or a combination of these systems.
Tendencies to fall arise from the universal, intrinsic deteriorative changes that characterize normal ageing or senescence. In falling, the ability to maintain upright posture or postural stability is the function that fails as a result of combined tendencies, liabilities and opportunities.
Postural Stability
Falls are caused by the failure of postural stability to maintain a person in an upright position. Postural stability is a system consisting of many rapid adjustments to external, perturbing forces, especially gravity. These adjustments are largely reflex actions, subserved by a large number of reflex arcs, each with its sensory input, internal integrative connections, and motor output. Sensory inputs are: vision, the inner ear mechanisms that detect position in space, the somatosensory apparatus that detects pressure stimuli on the skin, and the position of the weight-bearing joints. It appears that visual perception plays a particularly important role. Very little is known about the normal, integrative structures and functions of the spinal cord or the brain. The motor output component of the reflex arc is muscular reaction.
Vision
The most important sensory input is vision. Two visual functions are related to postural stability and control of gait:
- the perception of what is vertical and what is horizontal is basic to spatial orientation
- the ability to detect and discriminate objects in cluttered environments.
Two other visual functions are important:
- the ability to stabilize the direction in which the eyes are pointed so as to stabilize the surrounding world while we are moving and immobilize a visual reference point
- the ability to fixate and pursue definite objects within the large field (“keep an eye on”); this function requires considerable attention and results in deterioration in the performance of any other simultaneous, attention-demanding tasks.
Causes of postural instability
The three sensory inputs are interactive and interrelated. The absence of one input—and/or the existence of false inputs—results in postural instability and even in falls. What could cause instability?
Vision
- the absence of vertical and horizontal references—for example, the connector at the top of a building
- the absence of stable visual references—for example, moving water under a bridge and moving clouds are not stable references
- the fixing a definite object for work purposes, which diminishes other visual functions, such as the ability to detect and discriminate objects that can cause tripping in a cluttered environment
- a moving object in a moving background or reference—for example, a structural steel component moved by a crane, with moving clouds as background and visual reference.
Inner ear
- having the person’s head upside down while the level equilibrium system is at its optimum performance horizontally
- travelling in pressurized aircraft
- very fast movement, as, for example, in a roller-coaster
- diseases.
Somatosensory apparatus (pressure stimuli on the skin and position of weight-bearing joints)
- standing on one foot
- numbed limbs from staying in a fixed position for a long period of time—for example, kneeling down
- stiff boots
- very cold limbs.
Motor output
- numbed limbs
- tired muscles
- diseases, injuries
- ageing, permanent or temporary disabilities
- bulky clothing.
Postural stability and gait control are very complex reflexes of the human being. Any perturbations of the inputs may cause falls. All perturbations described in this section are common in the workplace. Therefore, falling is somehow natural and prevention must therefore prevail.
Strategy for Fall Protection
As previously noted, the risks of falls are identifiable. Therefore, falls are preventable. Figure 2 shows a very common situation where a gauge must be read. The first illustration shows a traditional situation: a manometer is installed at the top of a tank without means of access In the second, the worker improvises a means of access by climbing on several boxes: a hazardous situation. In the third, the worker uses a ladder; this is an improvement. However, the ladder is not permanently fixed to the tank; it is therefore probable that the ladder may be in use elsewhere in the plant when a reading is required. A situation such as this is possible, with fall arrest equipment added to the ladder or the tank and with the worker wearing a full body harness and using a lanyard attached to an anchor. The fall-from-elevation hazard still exists.
Figure 2. Installations for reading a gauge
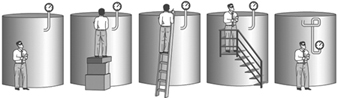
In the fourth illustration, an improved means of access is provided using a stairway, a platform and guardrails; the benefits are a reduction in the risk of falling and an increase in the ease of reading (comfort), thus reducing the duration of each reading and providing a stable work posture allowing for a more precise reading.
The correct solution is illustrated in the last illustration. During the design stage of the facilities, maintenance and operation activities were recognized. The gauge was installed so that it could be read at ground level. No falls from elevations are possible: therefore, the hazard is eliminated.
This strategy puts the emphasis on the prevention of falls by using the proper means of access (e.g., scaffolds, ladders, stairways) (Bouchard 1991). If the fall cannot be prevented, fall arrest systems must be used (figure 3). To be effective, fall arrest systems must be planned. The anchorage point is a key factor and must be pre-engineered. Fall arrest systems must be efficient, reliable and comfortable; two examples are given in Arteau, Lan and Corbeil (to be published) and Lan, Arteau and Corbeil (to be published). Examples of typical fall prevention and fall arrest systems are given in table 2. Fall arrest systems and components are detailed in Sulowski 1991.
Figure 3. Fall prevention strategy
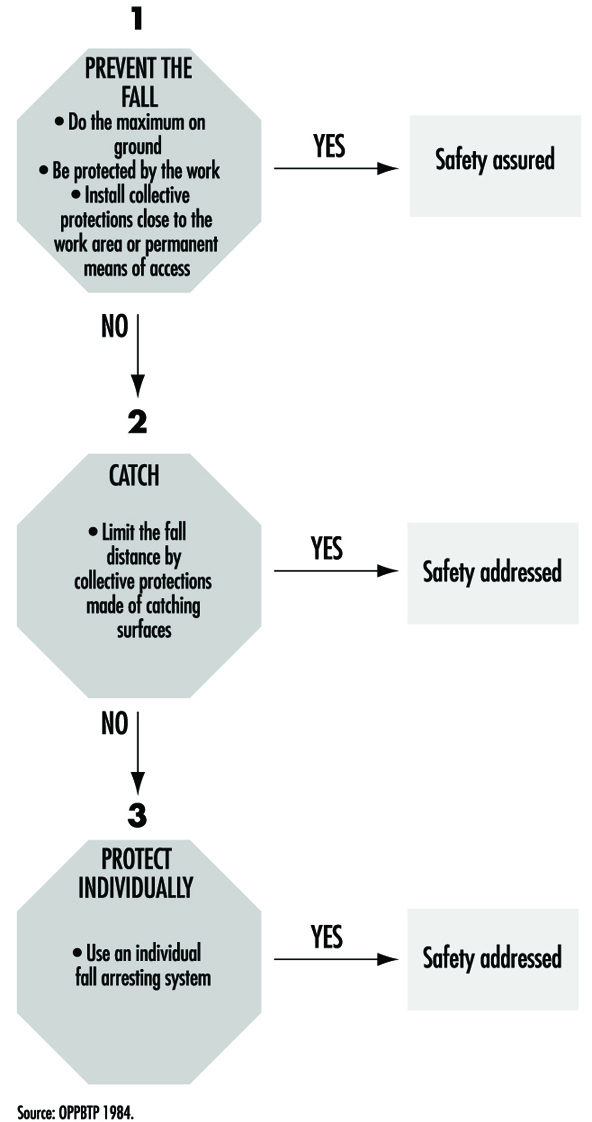
Table 2. Typical fall prevention and fall arrest systems
|
Fall prevention systems |
Fall arrest systems |
|
|
Collective protection |
Guardrails Railings |
Safety net |
|
Individual protection |
Travel restricting system (TRS) |
Harness, lanyard, energy absorber anchorage, etc. |
The emphasis on prevention is not an ideological choice, but rather a practical choice. Table 3 shows the differences between fall prevention and fall arrest, the traditional PPE solution.
Table 3. Differences between fall prevention and fall arrest
|
Prevention |
Arrest |
|
|
Fall occurrence |
No |
Yes |
|
Typical equipment |
Guardrails |
Harness, lanyard, energy absorber and anchorage (fall arrest system) |
|
Design load (force) |
1 to 1.5 kN applied horizontally and 0.45 kN applied vertically—both at any point on the upper rail |
Minimum breaking strength of the anchorage point 18 to 22 kN |
|
Loading |
Static |
Dynamic |
For the employer and the designer, it is easier to build fall prevention systems because their minimum breaking strength requirements are 10 to 20 times less than those of fall arrest systems. For example, the minimum breaking strength requirement of a guard rail is around 1 kN, the weight of a large man, and the minimum breaking strength requirement of the anchorage point of an individual fall arrest system could be 20 kN, the weight of two small cars or 1 cubic metre of concrete. With prevention, the fall does not occur, so the risk of injury does not exist. With fall arrest, the fall does occur and even if arrested, a residual risk of injury exists.
Confined Spaces
Confined spaces are ubiquitous throughout industry as recurring sites of both fatal and nonfatal accidents. The term confined space traditionally has been used to label particular structures, such as tanks, vessels, pits, sewers, hoppers and so on. However, a definition based on description in this manner is overly restrictive and defies ready extrapolation to structures in which accidents have occurred. Potentially any structure in which people work could be or could become a confined space. Confined spaces can be very large or they can be very small. What the term actually describes is an environment in which a broad range of hazardous conditions can occur. These condition include personal confinement, as well as structural, process, mechanical, bulk or liquid material, atmospheric, physical, chemical, biological, safety and ergonomic hazards. Many of the conditions produced by these hazards are not unique to confined spaces but are exacerbated by involvement of the boundary surfaces of the confined space.
Confined spaces are considerably more hazardous than normal workspaces. Seemingly minor alterations in conditions can immediately change the status of these workspaces from innocuous to life-threatening. These conditions may be transient and subtle, and therefore are difficult to recognize and to address. Work involving confined spaces generally occurs during construction, inspection, maintenance, modification and rehabilitation. This work is nonroutine, short in duration, nonrepetitive and unpredictable (often occurring during off-shift hours or when the unit is out of service).
Confined Space Accidents
Accidents involving confined spaces differ from accidents that occur in normal workspaces. A seemingly minor error or oversight in preparation of the space, selection or maintenance of equipment or work activity can precipitate an accident. This is because the tolerance for error in these situations is smaller than for normal workplace activity.
The occupations of victims of confined space accidents span the occupational spectrum. While most are workers, as might be expected, victims also include engineering and technical people, supervisors and managers, and emergency response personnel. Safety and industrial hygiene personnel also have been involved in confined space accidents. The only data on accidents in confined spaces are available from the United States, and these cover only fatal accidents (NIOSH 1994). Worldwide, these accidents claim about 200 victims per year in industry, agriculture and the home (Reese and Mills 1986). This is at best a guess based on incomplete data, but it appears to be applicable today. About two-thirds of the accidents resulted from hazardous atmospheric conditions in the confined space. In about 70% of these the hazardous condition existed prior to entry and the start of work. Sometimes these accidents cause multiple fatalities, some of which are the result of the original incident and a subsequent attempt at rescue. The highly stressful conditions under which the rescue attempt occurs often subject the would-be rescuers to considerably greater risk than the initial victim.
The causes and outcomes of accidents involving work external to structures that confine hazardous atmospheres are similar to those occurring inside confined spaces. Explosion or fire involving a confined atmosphere caused about half of the fatal welding and cutting accidents in the United States. About 16% of these accidents involved “empty” 205 l (45 gal UK, 55 gal US) drums or containers (OSHA 1988).
Identification of Confined Spaces
A review of fatal accidents in confined spaces indicates that the best defences against unnecessary encounters are an informed and trained workforce and a programme for hazard recognition and management. Development of skills to enable supervisors and workers to recognize potentially hazardous conditions is also essential. One contributor to this programme is an accurate, up-to-date inventory of confined spaces. This includes type of space, location, characteristics, contents, hazardous conditions and so on. Confined spaces in many circumstances defy being inventoried because their number and type are constantly changing. On the other hand, confined spaces in process operations are readily identifiable, yet remain closed and inaccessible almost all of the time. Under certain conditions, a space may be considered a confined space one day and would not be considered a confined space the next.
A benefit from identifying confined spaces is the opportunity to label them. A label can enable workers to relate the term confined space to equipment and structures at their work location. The downside to the labelling process includes: (1) the label could disappear into a landscape filled with other warning labels; (2) organizations that have many confined spaces could experience great difficulty in labelling them; (3) labelling would produce little benefit in circumstances where the population of confined spaces is dynamic; and (4) reliance on labels for identification causes dependence. Confined spaces could be overlooked.
Hazard Assessment
The most complex and difficult aspect in the confined space process is hazard assessment. Hazard assessment identifies both hazardous and potentially hazardous conditions and assesses the level and acceptability of risk. The difficulty with hazard assessment occurs because many of the hazardous conditions can produce acute or traumatic injury, are difficult to recognize and assess, and often change with changing conditions. Hazard elimination or mitigation during preparation of the space for entry, therefore, is essential for minimizing the risk during work.
Hazard assessment can provide a qualitative estimate of the level of concern attached to a particular situation at a particular moment (table 1). The breadth of concern within each category ranges from minimal to some maximum. Comparison between categories is not appropriate, since the maximum level of concern can differ considerably.
Table 1. Sample form for assessment of hazardous conditions
|
Hazardous condition |
Real or potential consequence |
||
|
Low |
Moderate |
High |
|
|
Hot work |
|||
|
Atmospheric hazards |
|||
|
oxygen deficiency |
|||
|
oxygen enrichment |
|||
|
chemical |
|||
|
biological |
|||
|
fire/explosion |
|||
|
Ingestion/skin contact |
|||
|
Physical agents |
|||
|
noise/vibration |
|||
|
heat/cold stress |
|||
|
non/ionizing radiation |
|||
|
laser |
|||
|
Personal confinement |
|||
|
Mechanical hazard |
|||
|
Process hazard |
|||
|
Safety hazards |
|||
|
structural |
|||
|
engulfment/immersion |
|||
|
entanglement |
|||
|
electrical |
|||
|
fall |
|||
|
slip/trip |
|||
|
visibility/light level |
|||
|
explosive/implosive |
|||
|
hot/cold surfaces |
|||
NA = not applicable. The meanings of certain terms such as toxic substance, oxygen deficiency, oxygen enrichment, mechanical hazard, and so on, require further specification according to standards that exist in a particular jurisdiction.
Each entry in table 1 can be expanded to provide detail about hazardous conditions where concern exists. Detail also can be provided to eliminate categories from further consideration where concern is non-existent.
Fundamental to the success of hazard recognition and assessment is the Qualified Person. The Qualified Person is deemed capable by experience, education and/or specialized training, of anticipating, recognizing and evaluating exposures to hazardous substances or other unsafe conditions and specifying control measures and/or protective actions. That is, the Qualified Person is expected to know what is required in the context of a particular situation involving work within a confined space.
A hazard assessment should be performed for each of the following segments in the operating cycle of the confined space (as appropriate): the undisturbed space, pre-entry preparation, pre-work inspection work activities (McManus, manuscript) and emergency response. Fatal accidents have occurred during each of these segments. The undisturbed space refers to the status quo established between closure following one entry and the start of preparation for the next. Pre-entry preparations are actions taken to render the space safe for entry and work. Pre-work inspection is the initial entry and examination of the space to ensure that it is safe for the start of work. (This practice is required in some jurisdictions.) Work activities are the individual tasks to be performed by entrants. Emergency response is the activity in the event rescue of workers is required, or other emergency occurs. Hazards that remain at the start of work activity or are generated by it dictate the nature of possible accidents for which emergency preparedness and response are required.
Performing the hazard assessment for each segment is essential because the focus changes continuously. For example, the level of concern about a specific condition could disappear following pre-entry preparation; however, the condition could reappear or a new one could develop as a result of an activity which occurs either inside or outside the confined space. For this reason, assessing a level of concern to a hazardous condition for all time based only on an appraisal of pre-opening or even opening conditions would be inappropriate.
Instrumental and other monitoring methods are used for determining the status of some of the physical, chemical and biological agents present in and around the confined space. Monitoring could be required prior to entry, during entry or during work activity. Lockout/tagout and other procedural techniques are used to deactivate energy sources. Isolation using blanks, plugs and caps, and double block and bleed or other valve configurations prevents entry of substances through piping. Ventilation, using fans and eductors, is often necessary to provide a safe environment for working both with and without approved respiratory protection. Assessment and control of other conditions relies on the judgement of the Qualified Person.
The last part of the process is the critical one. The Qualified Person must decide whether the risks associated with entry and work are acceptable. Safety can best be assured through control. If hazardous and potentially hazardous conditions can be controlled, the decision is not difficult to make. The less the level of perceived control, the greater the need for contingencies. The only other alternative is to prohibit the entry.
Entry Control
The traditional methods for managing on-site confined space activity are the entry permit and the on-site Qualified Person. Clear lines of authority, responsibility and accountability between the Qualified Person and entrants, standby personnel, emergency responders and on-site management are required under either system.
The function of an entry document is to inform and to document. Table 2 (below) provides a formal basis for performing the hazard assessment and documenting the results. When edited to include only information relevant to a particular circumstance, this becomes the basis for the entry permit or entry certificate. The entry permit is most effective as a summary that documents actions performed and indicates by exception, the need for further precautionary measures. The entry permit should be issued by a Qualified Person who also has the authority to cancel the permit should conditions change. The issuer of the permit should be independent of the supervisory hierarchy in order to avoid potential pressure to speed the performance of work. The permit specifies procedures to be followed as well as conditions under which entry and work can proceed, and records test results and other information. The signed permit is posted at the entry or portal to the space or as specified by the company or regulatory authority. It remains posted until it is either cancelled, replaced by a new permit or the work is completed. The entry permit becomes a record upon completion of the work and must be retained for recordkeeping according to requirements of the regulatory authority.
The permit system works best where hazardous conditions are known from previous experience and control measures have been tried and proven effective. The permit system enables expert resources to be apportioned in an efficient manner. The limitations of the permit arise where previously unrecognized hazards are present. If the Qualified Person is not readily available, these can remain unaddressed.
The entry certificate provides an alternative mechanism for entry control. This requires an onsite Qualified Person who provides hands-on expertise in the recognition, assessment and evaluation, and control of hazards. An added advantage is the ability to respond to concerns on short notice and to address unanticipated hazards. Some jurisdictions require the Qualified Person to perform a personal visual inspection of the space prior to the start of work. Following evaluation of the space and implementation of control measures, the Qualified Person issues a certificate describing the status of the space and conditions under which the work can proceed (NFPA 1993). This approach is ideally suited to operations that have numerous confined spaces or where conditions or the configuration of spaces can undergo rapid change.
Table 2. A sample entry permit
ABC COMPANY
CONFINED SPACE—ENTRY PERMIT
1. DESCRIPTIVE INFORMATION
Department:
Location:
Building/Shop:
Equipment/Space:
Part:
Date: Assessor:
Duration: Qualification:
2. ADJACENT SPACES
Space:
Description:
Contents:
Process:
3. PRE-WORK CONDITIONS
Atmospheric Hazards
Oxygen Deficiency ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Concentration: (Acceptable minimum: %)
Oxygen Enrichment ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Concentration: (Acceptable maximum: %)
Chemical ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Substance Concentration (Acceptable standard: )
Biological ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Substance Concentration (Acceptable standard: )
Fire/Explosion ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Substance Concentration (Acceptable maximum: % LFL)
Ingestion/Skin Contact Hazard ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Physical Agents
Noise/Vibration ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Level: (Acceptable maximum: dBA)
Heat/Cold Stress ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Temperature: (Acceptable range: )
Non/Ionizing Radiation ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Type Level (Acceptable maximum: )
Laser ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Type Level (Acceptable maximum: )
Personal Confinement
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Mechanical Hazard
(Refer to procedure.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Process Hazard
(Refer to procedure.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
ABC COMPANY
CONFINED SPACE—ENTRY PERMIT
Safety Hazards
Structural Hazard
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Engulfment/Immersion
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Entanglement
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Electrical
(Refer to procedure.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Fall
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Slip/Trip
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Visibility/light level ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Level: (Acceptable range: lux)
Explosive/Implosive
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Hot/Cold Surfaces
(Refer to corrective action.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
For entries in highlighted boxes, Yes or Controlled, provide additional detail and refer to protective measures. For hazards for which tests can be made, refer to testing requirements. Provide date of most recent calibration. Acceptable maximum, minimum, range or standard depends on the jurisdiction.
4. Work Procedure
Description:
Hot Work
(Refer to protective measure.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Atmospheric Hazard
Oxygen Deficiency
(Refer to requirement for additional testing. Record results.
Refer to requirement for protective measures.)
Concentration: ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable minimum: %)
Oxygen Enrichment
(Refer to requirement for additional testing. Record results.
Refer to requirement for protective measures.)
Concentration: ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable maximum: %)
Chemical
(Refer to requirement for additional testing. Record results. Refer to requirement
for protective measures.)
Substance Concentration ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable standard: )
Biological
(Refer to requirement for additional testing. Record results. Refer to requirement
for protective measures.)
Substance Concentration ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable standard: )
Fire/Explosion
(Refer to requirement for additional testing. Record results. Refer to requirement
for protective measures.)
Substance Concentration ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable standard: )
Ingestion/Skin Contact Hazard ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Refer to requirement for protective measures.)
ABC COMPANY
CONFINED SPACE—ENTRY PERMIT
Physical Agents
Noise/Vibration
(Refer to requirement for protective measures. Refer to requirement for
additional testing. Record results.)
Level: ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable maximum: dBA)
Heat/Cold Stress
(Refer to requirement for protective measures. Refer to requirement for
additional testing. Record results.)
Temperature: ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable range: )
Non/Ionizing Radiation
(Refer to requirement for protective measures. Refer to requirement for
additional testing. Record results.)
Type Level ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
(Acceptable maximum: )
Laser
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Mechanical Hazard
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Process Hazard
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Safety Hazards
Structural Hazard
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Engulfment/Immersion
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Entanglement
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Electrical
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Fall
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Slip/Trip
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Visibility/light level
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Explosive/Implosive
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
Hot/Cold Surfaces
(Refer to requirement for protective measures.) ![]() Yes
Yes ![]() No
No ![]() Controlled
Controlled
For entries in highlighted boxes, Yes or Possible, provide additional detail and refer to protective
measures. For hazards for which tests can be made, refer to testing requirements. Provide date of
most recent calibration.
Protective Measures
Personal protective equipment (specify)
Communications equipment and procedure (specify)
Alarm systems (specify)
Rescue Equipment (specify)
Ventilation (specify)
Lighting (specify)
Other (specify)
(Continues on next page)
ABC COMPANY
CONFINED SPACE—ENTRY PERMIT
Testing Requirements
Specify testing requirements and frequency
Personnel
Entry Supervisor
Originating Supervisor
Authorized Entrants
Testing Personnel
Attendants
Principles of Prevention: Materials Handling and Internal Traffic
Materials handling and internal traffic are contributing factors in a major portion of accidents in many industries. Depending on the type of industry, the share of work accidents attributed to materials handling varies from 20 to 50%. The control of materials-handling risks is the foremost safety problem in dock work, the construction industry, warehousing, sawmills, shipbuilding and other similar heavy industries. In many process-type industries, such as the chemical products industry, the pulp and paper industry and the steel and foundry industries, many accidents still tend to occur during the handling of final products either manually or by fork-lift trucks and cranes.
This high accident potential in materials-handling activities is due to at least three basic characteristics:
- High amounts of potential and kinetic energies, which have the propensity for causing injury and damage, are found in transport and handling.
- The number of people required at transport and handling workplaces is still relatively high, and they are often exposed to the risks associated with such sites.
- Whenever several dynamic operations have to be carried out simultaneously and require cooperation in varying environments, there is an especially urgent need of clear and timely communication and information. The consequently high liability of many types of human errors and omissions may create hazardous situations.
Materials-Handling Accidents
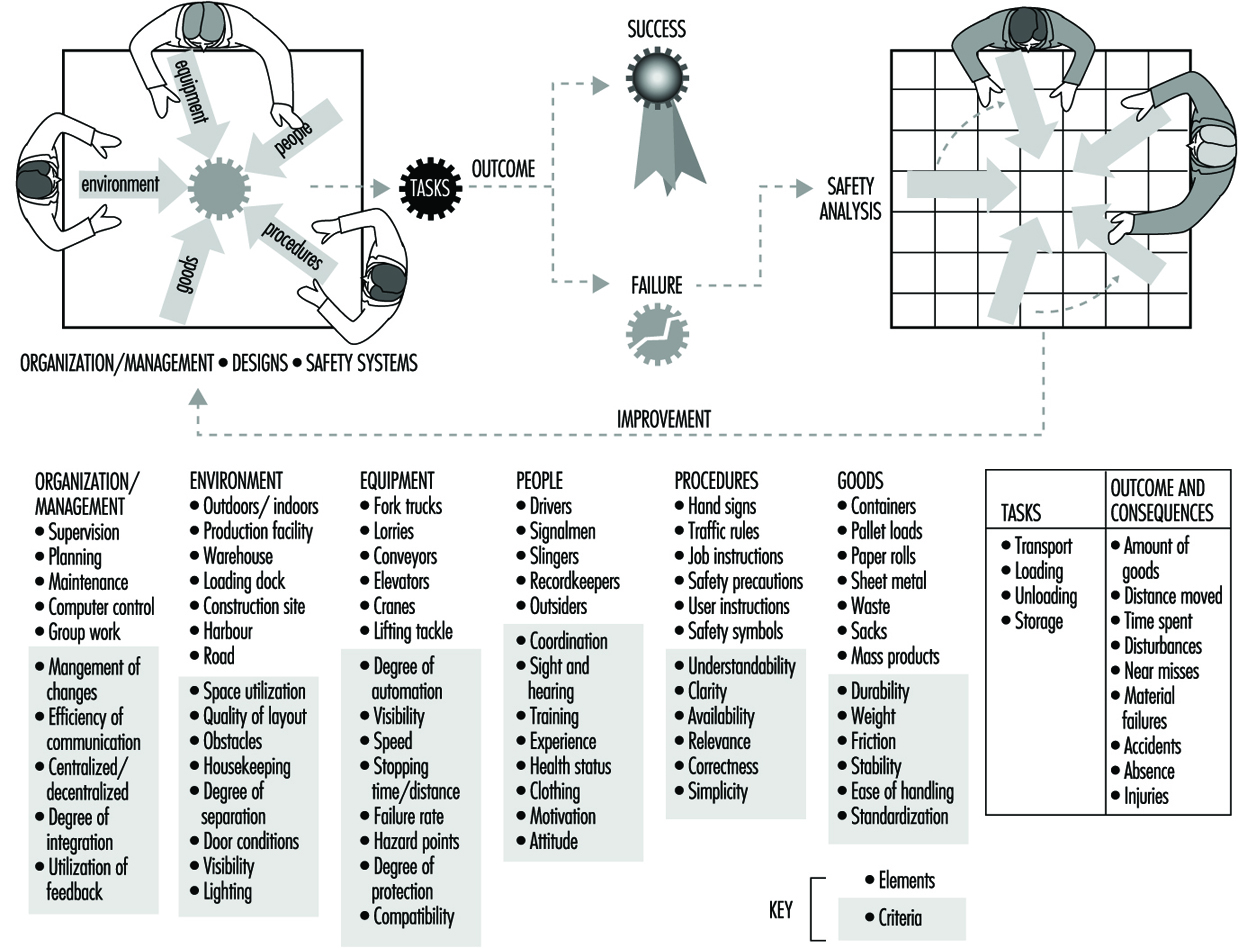
Every time people or machines move loads, an accident risk is present. The magnitude of risk is determined by the technological and organizational characteristics of the system, the environment and the accident prevention measures implemented. For safety purposes, it is useful to depict materials handling as a system in which the various elements are interrelated (figure 1). When changes are introduced in any element of the system—equipment, goods, procedures, environment, people, management and organization—the risk of injuries is likely to change as well.
Figure 1. A materials-handling system
The most common materials-handling and internal traffic types involved in accidents are associated with manual handling, transport and moving by hand (carts, bicycles, etc.), lorries, fork-lift trucks, cranes and hoists, conveyors and rail transport.
Several types of accidents are commonly found in materials transport and handling at workplaces. The following list outlines the most frequent types:
- physical strain in manual handling
- loads falling onto people
- people trapped between objects
- collisions between equipment
- people falling
- hits, blows and cuts to people from equipment or loads.
Elements of Materials-Handling Systems
For each element in a materials-handling system, several design options are available, and the risk of accidents is affected accordingly. Several safety criteria must be considered for each element. It is important that the systems approach is used throughout the lifetime of the system—during the design of the new system, during the normal operation of the system and in following up on past accidents and disturbances in order to introduce improvements into the system.
General Principles of Prevention
Certain practical principles of prevention are generally regarded as applicable to safety in materials handling. These principles can be applied to both manual and mechanical materials-handling systems in a general sense and whenever a factory, warehouse or construction site is under consideration. Many different principles must be applied to the same project to achieve optimum safety results. Usually, no single measure can totally prevent accidents. Conversely, not all of these general principles are needed, and some of them may not work in a specific situation. Safety professionals and materials-handling specialists should consider the most relevant items to guide their work in each specific case. The most important issue is to manage the principles optimally to create safe and practicable materials-handling systems, rather than to settle upon any single technical principle to the exclusion of others.
The following 22 principles can be used for safety purposes in the development and assessment of materials-handling systems in their planned, present or historical stage. All of the principles are applicable in both pro-active and aftermath safety activities. No strict priority order is implied in the list that follows, but a rough division can be made: the first principles are more valid in the initial design of new plant layouts and materials-handling processes, whereas the last principles listed are more directed to the operation of existing materials-handling systems.
Twenty-two Principles of Prevention of Materials-Handling Accidents
- Eliminate all unnecessary transport and handling operations. Because many transport and handling processes are inherently dangerous, it is useful to consider whether some materials handling might be eliminated. Many modern manufacturing processes can be arranged in a continuous flow without any separate handling and transport phases. Many assembly and construction operations can be planned and designed to eliminate strenuous and complex movements of loads. Options for more effective and rational transport can also be found by analysing logistics and material flow in the manufacturing and transport processes.
- Remove human beings from the transport and handling space. When workers are not physically located under or in the vicinity of loads to be moved, safety conditions are ipso facto improved because of reduced exposure to hazards. People are not allowed to work in the scrap-handling area of steelworks because pieces of scrap may drop from the magnetic grippers that are used to move the scrap, presenting a continuous hazard of falling loads. Materials handling in harsh environments can often be automated by using robots and automatic trucks, an arrangement that reduces the accident risks posed to workers by moving loads. Moreover, by forbidding people to go unnecessarily through loading and unloading yards, exposure to several types of materials-handling hazards is basically eliminated.
- Segregate transport operations from each other as much as possible to minimize encounters.The more frequently vehicles encounter one another, other equipment and people, the greater is the probability of collisions. Segregation of transport operations is important when planning for safe in-plant transport. There are many segregations to be considered, such as pedestrians/vehicles; heavy traffic/light traffic; internal traffic/traffic to and from outside; transport between workplaces/materials handling within a workplace; transport/storage; transport/production line; receiving/shipping; hazardous materials transportation/normal transport. When spatial segregation is not practicable, specific times can be allocated when transport and pedestrians respectively are allowed to enter a work area (e.g., in a warehouse open to the public). If separate pathways cannot be arranged for pedestrians, their routes can be designated by markings and signs. When entering a factory building, employees should be able to use separate pedestrian doors. If pedestrian traffic and fork-lift truck traffic are mixed in doorways, they also tend to be mixed beyond the doorways, thus presenting a hazard. During plant modifications, it is often necessary to limit transport and human motion through the areas which are under repair or construction. In overhead crane transport, collisions can be avoided by seeing to it that the tracks of the cranes do not overlap and by installing limit switches and mechanical barriers.
- Provide enough space for materials-handling and transport operations. Too narrow a space for materials handling is often a cause of accidents. For example, workers’ hands can be caught between a load and a wall in manual handling, or a person may be pinned between a moving pillar of a transport crane and a stack of materials when the minimum safety distance of 0.5 m is not available. The space needed for transport and handling operations should be carefully considered in plant design and planning of modifications. It is advisable to reserve some “safety margin” of space in order to accommodate future changes in load dimensions and types of equipment. Often, the volume of the products being manufactured tends to grow as time goes on, but the space in which to handle them becomes smaller and smaller. Although the demand for cost-effective space utilization may be a reason for minimizing production space, it should be borne in mind that the manoeuvring space needed for counterbalanced fork-lift trucks to turn and to backtrack is larger than it seems to be at first sight.
- Aim at continuous transport processes, avoiding points of discontinuity in materials handling. Continuous material flows reduce the potential for accidents. The basic arrangement of a plant layout is of crucial importance in carrying out this safety principle. Accidents concentrate in places where the material flow is interrupted because the moving and handling equipment is changed, or for production reasons. Human intervention is often required to unload and reload, to fasten, package, lift and drag, and so forth. Depending on the materials handled, conveyors generally give more continuous material flows than cranes or fork-lift trucks. It is good planning to arrange transport operations in such a way that motor vehicles can move in factory premises in a one-way circle, without any zigzag motion or backtracking. Because points of discontinuity tend to develop in boundary lines between departments or between working cells, production and transport should be planned to avoid such “no-man’s lands” with uncontrolled materials movement.
- Use standard elements in materials-handling systems. For safety purposes it is generally better to use standard items of loads, equipment and tools in materials handling. The concept of unit load is well-known to most transport professionals. Materials packed in containers and on pallets are easier to attach and move when the other elements in the transport chain (e.g., storage racks, fork-lift trucks, motor vehicles and fastening devices of cranes) are designed for these unit loads. The use of standard types of fork-lift trucks with similar controls decreases the probability of driver error, as accidents have occurred when a driver has changed from one sort of equipment to another with different controls.
- Know the materials to be handled. Knowledge of the characteristics of the materials to be transported is a precondition for safe transfer. In order to select appropriate lifting or load restraints, one must take into account the weight, centre of gravity and dimensions of goods that are to be fastened for lifting and transport. When hazardous materials are handled, it is necessary that information be available as to their reactivity, flammability and health hazards. Special hazards are presented in the case of items which are fragile, sharp, dusty, slippery, loose, or when handling explosive materials and living animals, for example. The packages often provide important information for workers as to proper handling methods, but sometimes labels are removed or protective packaging conceals important information. For example, it may not be possible to view the distribution of the contents within a package, with the result that one cannot properly assess the load’s centre of gravity.
- Keep the loading below the safe working-load capacity. Overloading is a common cause of damage in materials-handling systems. Loss of balance and material breakage are typical results of overloading handling equipment. The safe working load of slings and other lifting tackle should be clearly marked, and proper configurations of slings must be selected. Overloading can take place when the weight or the centre of gravity of the load is misjudged, leading to improper fastening and manoeuvring of loads. When slings are used to handle loads, the equipment operator should be aware that an inclined pathway may exert forces sufficient to cause the load to drop off or over-balance the equipment. The loading capacity of fork-lift trucks should be marked on the equipment; this varies according to the lifting height and the size of the load. Overloading due to fatigue failure may occur under repeated loadings well below the ultimate breaking load if the component is not correctly designed against this type of failure.
- Set the speed limits low enough to maintain safe movement. Speed limits for vehicles moving in workplaces vary from 10 km/h to 40 km/h (about 5 to 25 mph). Lower speeds are required in inside corridors, in doorways, at crossings and in narrow aisles. A competent driver can adapt a vehicle’s speed according to the demands of each situation, but signs notifying drivers of speed limitations are advisable at critical places. The maximum speed of a remote-controlled mobile crane, for example, must be determined first by fixing a vehicle speed comparable to a reasonable walking speed for a human, and then allowing for the time needed for simultaneous observations and control of loads so as not to exceed the response time of the human operator.
- Avoid overhead lifting in areas where people are working underneath. Overhead lifting of materials always poses a risk of falling loads. Although people are ordinarily not allowed to work under hanging loads, the routine transportation of loads over people in production can expose them to danger. Fork-lift transport to high storage racks and lifting between floors are further examples of overhead lifting tasks. Overhead conveyors transporting stones, coke or casts may also constitute a risk of falling loads for those walking underneath if protective covers are not installed. In considering a new overhead transport system, the potential greater risks should be compared with the lesser risks associated with a floor-level transport system.
- Avoid materials-handling methods that require climbing and working at high levels. When people have to climb up—for example, to unfasten sling hooks, to adjust a vehicle’s canopy or to make markings on loads—they risk falling. This hazard can often be averted by better planning, by changing the sequence of work, by using various lifting accessories and remote-controlled tools, or by mechanization and automation.
- Attach guards at danger points. Guards should be installed on danger points in materials-handling equipment such as the chains of fork-lift trucks, the rope drives of cranes and the trapping points of conveyors. Out-of-reach protection is often not enough, because the hazard point may be reached by using ladders and other means. Guards are also used to protect against technical failures that could lead to injuries (e.g., of wire rope retainers on crane sheaves, safety latches in lifting hooks and the protection pads of textile slings that shield against sharp edges). Guardrails and toeboards installed against the edges of loading platforms and overhead storage racks, and around floor openings, can protect both people and things from falling. This sort of protection is often needed when fork-lift trucks and cranes lift materials from one floor to another. People can be protected from falling objects in materials-handling operations by safety nets and permanent guards such as wire mesh or metal plate covers on conveyors.
- Transport and lift people only by the equipment designed for the purpose. Cranes, fork-lift trucks, excavators and conveyors are machines for moving materials, not human beings, from one place to another. Special lifting platforms are available to lift persons, for example, to change lamps on ceilings. If a crane or a fork-lift truck is equipped with a special cage which can be securely attached to the equipment and which meets proper safety requirements, persons can be lifted without an excessive risk of severe injury.
- Keep equipment and loads stable. Accidents happen when equipment, goods or storage racks lose their stability, especially in the case of fork-lift trucks or mobile cranes. The selection of actively stable equipment is a first step to reduce hazards. Further, it is advisable to use equipment that emits a warning signal before the limit of collapse is reached. Good working practices and qualified operators are the next stops of prevention. Experienced and trained employees are able to estimate centres of gravity and recognize unstable conditions where materials are piled and stacked, and to make the necessary adjustments.
- Provide good visibility. Visibility is always limited when handling materials with fork-lift trucks. When new equipment is purchased, it is important to assess how much the driver can see through the mast structures (and, for high-lifting trucks, the visibility through the overhead frame). In any case, the materials handled cause some loss of visibility, and this effect should be considered. Whenever possible, a clear line of sight should be provided—for example, by removing piles of goods or by arranging openings or empty sections at critical points in racks. Mirrors can be applied to the equipment and at suitable locations in factories and warehouses to make blind corners safer. However, mirrors are a secondary means of prevention compared to the actual elimination of blind corners in order to allow direct vision. In crane transport it is often necessary to assign a special signal person to check that the area where the load will be lowered is unoccupied by people. A good safety practice is to paint or otherwise mark danger points and obstructions in the working environment—for example, pillars, edges of doors and of loading docks, protruding machine elements and moving parts of equipment. Appropriate illumination can often improve visibility considerably—for example, on stairs, in corridors and at exit doors.
- Eliminate manual lifting and carrying of loads by mechanical and automated handling. About 15% of all work-related injuries involve the manual lifting and carrying of loads. Most of the injuries are due to over-exertion; the rest are slips and falls and hand injuries inflicted by sharp edges. Cumulative trauma disorders and back disorders are typical health problems due to manual-handling work. Although mechanization and automation have eliminated manual-handling tasks to a large extent in industry, there still exist a number of workplaces where people are physically overloaded by lifting and carrying heavy loads. Consideration should be given to providing appropriate handling equipment—for example, hoists, lifting platforms, elevators, fork-lift trucks, cranes, conveyors, palletizers, robots and mechanical manipulators.
- Provide and maintain effective communication. A common factor in serious accidents is a failure in communication. A crane driver must communicate with a slinger, who fastens the load, and if the hand signs between the driver and the loader are incorrect or radio phones have a low audibility, critical errors may result. Communication links are important between materials-handling operators, production people, loaders, dock workers, equipment drivers and maintenance people. For instance, a fork-lift truck driver has to pass along information about any safety problems encountered—for example, aisles with blind corners due to stacks of material—when turning over the truck to the next driver during shift change. Drivers of motor vehicles and mobile cranes working as contractors in a workplace are often unfamiliar with the particular risks they may encounter, and should therefore receive special guidance or training. This may include providing a map of the factory premises at the access gate together with the essential safe work and driving instructions. Traffic signs for workplace traffic are not as highly developed as the those for public roads. However, many of the risks encountered in road traffic are common within factory premises, too. It is therefore important to provide appropriate traffic signs for internal traffic in order to facilitate the communication of hazard warnings and to alert drivers to whatever precautions may be required.
- Arrange the human interfaces and the manual handling according to ergonomic principles. Materials-handling work should be accommodated to the capacity and skills of people by applying ergonomics so as to obviate errors and improper straining. The controls and displays of cranes and fork-lift trucks should be compatible with the natural expectations and habits of people. In manual handling it is important to make sure that there is enough space for the human motions necessary to carry out the tasks. Furthermore, excessively strenuous working postures should be avoided—for example, manually lifting loads over one’s head, and not exceeding the maximum permissible weights for manual lifting. Individual variations in age, strength, health status, experience and anthropometric considerations may require modification of the workspace and tasks accordingly. Order picking in storage facilities is an example of a task in which ergonomics is of utmost importance for safety and productivity.
- Provide adequate training and advice. Materials-handling tasks are often regarded as too low-status to warrant any special training for the workforce. The number of specialized crane operators and fork-lift drivers is decreasing at workplaces; and there is a growing tendency to make crane and fork-lift truck driving a job that almost anybody in a workplace should be prepared to do. Although hazards can be reduced by technical and ergonomic measures, it is the skill of the operator that is ultimately decisive in averting hazardous situations in dynamic work settings. Accident surveys have indicated that many of the victims in materials-handling accidents are people not involved in materials-handling tasks themselves. Therefore, training should also be provided to some extent for bystanders in the materials-handling areas.
- Supply the people working in transport and handling with appropriate personal outfits. Several types of injuries can be prevented by using appropriate personal protective equipment. Safety shoes which do not cause slips and falls, heavy gloves, safety glasses or goggles, and hard hats are typical personal protectors worn for materials-handling tasks. When special hazards demand it, fall protection, respirators and special safety garments are used. Appropriate working gear for materials handling should provide good visibility and should not include parts that may easily be caught on equipment or gripped by moving parts.
- Carry out proper maintenance and inspection duties. When accidents happen because of failures in equipment, the reasons are often to be found in poor maintenance and inspection procedures. Instructions for maintenance and inspections are given in safety standards and in manufacturers’ manuals. Deviations from the given procedures can lead to dangerous situations. Material-handling equipment users are responsible for daily maintenance and inspection routines involving such tasks as checking batteries, rope and chain drives, lifting tackle, brakes and controls; cleaning windows; and adding oil when needed. More thorough, less frequent, inspections are carried out regularly, such as weekly, monthly, semi-annually or once a year, depending on the conditions of use. Housekeeping, including adequate cleaning of floors and workplaces, is also important for safe materials handling. Oily and wet floors cause people and trucks to slip. Broken pallets and storage racks should be discarded whenever observed. In operations involving the transporting of bulk materials by conveyors it is important to remove accumulations of dust and grain in order to prevent dust explosions and fires.
- Plan for changes in the environmental conditions. The capacity to adapt to varying environmental conditions is limited among equipment and people alike. Fork-lift truck operators need several seconds to adapt themselves when driving from a gloomy hall through doorways to a sunlit yard outside, and when moving inside from outdoors. To make these operations safer, special lighting arrangements can be set up at doorways. In the outdoors, cranes are often subjected to high wind loads, which have to be taken into account during lifting operations. In extreme wind conditions, lifting with cranes must be interrupted entirely. Ice and snow may cause considerable extra work for workers who have to clean the surfaces of loads. Sometimes, this also means taking extra risks; for instance, when the work is done upon the load or even under the load during lifting. Planning should cover safe procedures for these tasks, too. An icy load may glide away from a pallet fork during a forklift transport. Corrosive atmospheres, heat, frost conditions and seawater can cause degradation of materials and subsequent failures if the materials are not designed to withstand such conditions.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."