- You are here:
-
Home

- Part XVII. Services and Trade

Children categories

94. Education and Training Services (7)

94. Education and Training Services
Chapter Editor: Michael McCann
Table of Contents
Tables and Figures
Tables
Click a link below to view table in article context.
1. Diseases affecting day-care workers & teachers
2. Hazards & precautions for particular classes
3. Summary of hazards in colleges & universities
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.


95. Emergency and Security Services (9)
95. Emergency and Security Services
Chapter Editor: Tee L. Guidotti
Table of Contents
Tables and Figures
Tables
Click a link below to view table in article context.
1. Recommendations & criteria for compensation
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|








96. Entertainment and the Arts (31)
96. Entertainment and the Arts
Chapter Editor: Michael McCann
Table of Contents
Tables and Figures
Arts and Crafts
Performing and Media Arts
Entertainment
Tables
Click a link below to view table in article context.
1. Precautions associated with hazards
2. Hazards of art techniques
3. Hazards of common stones
4. Main risks associated with sculpture material
5. Description of fibre & textile crafts
6. Description of fibre & textile processes
7. Ingredients of ceramic bodies & glazes
8. Hazards & precautions of collection management
9. Hazards of collection objects
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|




























97. Health Care Facilities and Services (25)
97. Health Care Facilities and Services
Chapter Editor: Annelee Yassi
Table of Contents
Tables and Figures
Health Care: Its Nature and Its Occupational Health Problems
Annalee Yassi and Leon J. Warshaw
Social Services
Susan Nobel
Home Care Workers: The New York City Experience
Lenora Colbert
Occupational Health and Safety Practice: The Russian Experience
Valery P. Kaptsov and Lyudmila P. Korotich
Ergonomics and Health Care
Hospital Ergonomics: A Review
Madeleine R. Estryn-Béhar
Strain in Health Care Work
Madeleine R. Estryn-Béhar
Case Study: Human Error and Critical Tasks: Approaches for Improved System Performance
Work Schedules and Night Work in Health Care
Madeleine R. Estryn-Béhar
The Physical Environment and Health Care
Exposure to Physical Agents
Robert M. Lewy
Ergonomics of the Physical Work Environment
Madeleine R. Estryn-Béhar
Prevention and Management of Back Pain in Nurses
Ulrich Stössel
Case Study: Treatment of Back Pain
Leon J. Warshaw
Health Care Workers and Infectious Disease
Overview of Infectious Diseases
Friedrich Hofmann
Prevention of Occupational Transmission of Bloodborne Pathogens
Linda S. Martin, Robert J. Mullan and David M. Bell
Tuberculosis Prevention, Control and Surveillance
Robert J. Mullan
Chemicals in the Health Care Environment
Overview of Chemical Hazards in Health Care
Jeanne Mager Stellman
Managing Chemical Hazards in Hospitals
Annalee Yassi
Waste Anaesthetic Gases
Xavier Guardino Solá
Health Care Workers and Latex Allergy
Leon J. Warshaw
The Hospital Environment
Buildings for Health Care Facilities
Cesare Catananti, Gianfranco Damiani and Giovanni Capelli
Hospitals: Environmental and Public Health Issues
M.P. Arias
Hospital Waste Management
M.P. Arias
Managing Hazardous Waste Disposal Under ISO 14000
Jerry Spiegel and John Reimer
Tables
Click a link below to view table in article context.
1. Examples of health care functions
2. 1995 integrated sound levels
3. Ergonomic noise reduction options
4. Total number of injuries (one hospital)
5. Distribution of nurses’ time
6. Number of separate nursing tasks
7. Distribution of nurses' time
8. Cognitive & affective strain & burn-out
9. Prevalence of work complaints by shift
10. Congenital abnormalities following rubella
11. Indications for vaccinations
12. Post-exposure prophylaxis
13. US Public Health Service recommendations
14. Chemicals’ categories used in health care
15. Chemicals cited HSDB
16. Properties of inhaled anaesthetics
17. Choice of materials: criteria & variables
18. Ventilation requirements
19. Infectious diseases & Group III wastes
20. HSC EMS documentation hierarchy
21. Role & responsibilities
22. Process inputs
23. List of activities
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|












98. Hotels and Restaurants (4)
98. Hotels and Restaurants
Chapter Editor: Pam Tau Lee
Table of Contents
99. Office and Retail Trades (7)
99. Office and Retail Trades
Chapter Editor: Jonathan Rosen
Table of Contents
Tables and Figures
The Nature of Office and Clerical Work
Charles Levenstein, Beth Rosenberg and Ninica Howard
Professionals and Managers
Nona McQuay
Offices: A Hazard Summary
Wendy Hord
Bank Teller Safety: The Situation in Germany
Manfred Fischer
Telework
Jamie Tessler
The Retail Industry
Adrienne Markowitz
Case Study: Outdoor Markets
John G. Rodwan, Jr.
Tables
Click a link below to view table in article context.
1. Standard professional jobs
2. Standard clerical jobs
3. Indoor air pollutants in office buildings
4. Labour statistics in the retail industry
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.



100. Personal and Community Services (6)
100. Personal and Community Services
Chapter Editor: Angela Babin
Table of Contents
Tables and Figures
Indoor Cleaning Services
Karen Messing
Barbering and Cosmetology
Laura Stock and James Cone
Laundries, Garment and Dry Cleaning
Gary S. Earnest, Lynda M. Ewers and Avima M. Ruder
Funeral Services
Mary O. Brophy and Jonathan T. Haney
Domestic Workers
Angela Babin
Case Study: Environmental Issues
Michael McCann
Click a link below to view table in article context.
1. Postures observed during dusting in a hospital
2. Dangerous chemicals used in cleaning
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.




101. Public and Government Services (12)
101. Public and Government Services
Chapter Editor: David LeGrande
Table of Contents
Tables and Figurs
Occupational Health and Safety Hazards in Public and Governmental Services
David LeGrande
Case Report: Violence and Urban Park Rangers in Ireland
Daniel Murphy
Inspection Services
Jonathan Rosen
Postal Services
Roxanne Cabral
Telecommunications
David LeGrande
Hazards in Sewage (Waste) Treatment Plants
Mary O. Brophy
Domestic Waste Collection
Madeleine Bourdouxhe
Street Cleaning
J.C. Gunther, Jr.
Sewage Treatment
M. Agamennone
Municipal Recycling Industry
David E. Malter
Waste Disposal Operations
James W. Platner
The Generation and Transport of Hazardous Wastes: Social and Ethical Issues
Colin L. Soskolne
Tables
Click a link below to view table in article context.
1. Hazards of inspection services
2. Hazardous objects found in domestic waste
3. Accidents in domestic waste collection (Canada)
4. Injuries in the recycling industry
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|







102. Transport Industry and Warehousing (18)
102. Transport Industry and Warehousing
Chapter Editor: LaMont Byrd
Table of Contents
Tables and Figures
General Profile
LaMont Byrd
Case Study: Challenges to Workers’ Health and Safety in the Transportation and Warehousing Industry
Leon J. Warshaw
Air Transport
Airport and Flight Control Operations
Christine Proctor, Edward A. Olmsted and E. Evrard
Case Studies of Air Traffic Controllers in the United States and Italy
Paul A. Landsbergis
Aircraft Maintenance Operations
Buck Cameron
Aircraft Flight Operations
Nancy Garcia and H. Gartmann
Aerospace Medicine: Effects of Gravity, Acceleration and Microgravity in the Aerospace Environment
Relford Patterson and Russell B. Rayman
Helicopters
David L. Huntzinger
Road Transport
Truck and Bus Driving
Bruce A. Millies
Ergonomics of Bus Driving
Alfons Grösbrink and Andreas Mahr
Motor Vehicle Fuelling and Servicing Operations
Richard S. Kraus
Case Study: Violence in Gasoline Stations
Leon J. Warshaw
Rail Transport
Rail Operations
Neil McManus
Case Study: Subways
George J. McDonald
Water Transport
Water Transportation and the Maritime Industries
Timothy J. Ungs and Michael Adess
Storage
Storage and Transportation of Crude Oil, Natural Gas, Liquid Petroleum Products and Other Chemicals
Richard S. Kraus
Warehousing
John Lund
Case Study: US NIOSH Studies of Injuries among Grocery Order Selectors
Tables
Click a link below to view table in article context.
1. Bus driver seat measurements
2. Illumination levels for service stations
3. Hazardous conditions & administration
4. Hazardous conditions & maintenance
5. Hazardous conditions & right of way
6. Hazard control in the Railway industry
7. Merchant vessel types
8. Health hazards common across vessel types
9. Notable hazards for specific vessel types
10. Vessel hazard control & risk-reduction
11. Typical approximate combustion properties
12. Comparison of compressed & liquified gas
13. Hazards involving order selectors
14. Job safety analysis: Fork-lift operator
15. Job safety analysis: Order selector
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|




















Indoor Cleaning Services
General Profile
Cleaning consists of dusting, washing and polishing surfaces; washing walls; mopping, sweeping and polishing floors; as well as disposing of waste and waste water. It is done in offices, public and commercial buildings, homes and factories. It may be done in confined spaces with little ventilation and in spaces not designed with cleaning in mind. Cleaners may be independent or be employed by the enterprise which owns the facilities being cleaned, or they may work for private contractors. Those who clean may be called cleaners, housekeepers, chars, custodians or janitors, depending on the spaces cleaned and the details of the assigned tasks. For example, janitors and custodians may combine cleaning with maintenance and repair work.
Cleaners have usually worked relatively autonomously, compared to other employment categories of similar prestige. Inspection is done by supervisors, although the users of the cleaned spaces also comment on the cleaners’ work. Workers tend to order the tasks themselves and develop their own procedures (Messing, Haëntjens and Doniol-Shaw 1993). However, in commercial spaces in North America, cleaners’ routes have increasingly been determined using software programmed to take account of furniture, floor surfaces and crowding. The desired frequency of operations, area to be cleaned and time estimated for the type of area are used to calculate the total time required. Inspection may be done using a computer-programmed spot check procedure. Some of these procedures may severely underestimate the task as performed in shared space, especially if the inventory is not brought regularly up to date (Messing, Chatigny and Courville 1996).
In Canada, cleaning is the eighth most common profession of men and the tenth most common profession of women; women make up 46% of the profession (Armstrong and Armstrong 1994). In France in 1991, 229,000 cleaners worked for 9,000 cleaning companies; about a third were immigrants and 64% were women (Bretin 1994). In Denmark 85% of the 130,000 cleaners are women (Nielsen 1995). In some countries, tasks in factories and services have often been divided into “light” and “heavy”, assigned formally or informally to female and male workers respectively, who may be paid at different rates (Government of Quebec 1994). Women may dust and polish surfaces, clean bathrooms and empty wastebaskets while men sweep, mop and polish floors and carry waste to incinerators (Messing, Haëntjens and Doniol-Shaw 1993; Messing, Doniol-Shaw and Haëntjens 1993; Messing, Chatigny and Courville 1996). In other countries, men and women can be assigned to all cleaning tasks (Nielsen 1995; Hagner and Hagberg 1989). Cleaners are often relatively old compared to other workers (Bretin et al. 1992; Messing 1991; Nielsen 1995).
Risk Factors and Prevention Strategies
Cleaning may be done with hand-held tools such as brushes, brooms, rags and mops, or may be aided by machines. A variety of chemicals are used to dissolve dirt and to make surfaces appear clean and shiny. The difficulty of the task varies according to the type of surface (rough, smooth, pitted), the height and geometry of the objects cleaned, the degree of crowding of spaces and the vocations exercised in the spaces cleaned. In some places, the need for cleaning may be reduced or eliminated by design changes in the object cleaned (such as self-flushing toilets).
Musculoskeletal load
Cleaning, particularly cleaning furniture and bathrooms and emptying wastebaskets, involves rapid postural changes and many awkward and constrained postures (see table 1). Many objects must be cleaned, at a variety of heights; a typical sequence observed for dusting in a hospital room was: table (81 cm), television (196 cm), table (81 cm), telephone (81 cm), lamp (extends to 188 cm), table foot (11 cm), chair (46 cm), screen (81 cm), armchair (46 cm), window ledge (89 cm), wall sphygmomanometer (154 cm), chair legs (floor to 46 cm), oxygen fixture (137 cm) (Messing, Chatigny and Courville 1995).
Table 1. Postures observed during dusting in a hospital.
|
Activity |
Duration |
Extension (%) |
Neutral (%) |
Bending <45º (%) |
Bending ≥45º (%) |
Not observable |
|
Clean nurse station |
3 m, 26 s |
— |
13.6 |
86.4 |
— |
— |
|
Waste-basket (3) |
1 m, 26 s |
— |
19.8 |
71.1 |
9.2 |
— |
|
Bath (2) |
5 m, 17 s |
2.8 |
26.6 |
63.1 |
7.5 |
— |
|
Bathroom corridor (2) |
3 m, 53 s |
6.6 |
18.6 |
71.0 |
3.8 |
0.3 |
|
Clean rooms |
8 m, 45 s |
3.7 |
29.8 |
60.1 |
2.9 |
3.5 |
|
Reception area |
3 m, 13 s |
— |
24.7 |
74.4 |
— |
0.9 |
|
Secretaries’ office |
10 m, 20 s |
3.6 |
32.0 |
59.7 |
0.3 |
4.4 |
|
Overall |
36 m, 20 s |
3.0 |
26.4 |
65.8 |
2.7 |
2.2 |
Source: Messing, Chatigny and Courville 1995.
Floor cleaning requires repeated movements (fundamental cycle time of 1 to 2 seconds in the Sogaard, Fallentin and Nielsen (1996) study) and a sustained moderate bending of the back. Constant pressure is exerted by the hands to push vacuum cleaners or buffers, tasks requiring forces near 10 kg (Messing, Chatigny and Courville 1996). Sogaard, Fallentin and Nielsen (1996) found mean back bending during floor mopping to be 28º and mean neck bending to be 51º. Hagner and Hagberg (1989) also noted static muscular loads especially at the shoulder joint. Nordin et al. (1986) found extensive forward trunk bending in a simulated janitorial task involving floor mopping. Cleaning floors and objects is usually done with repeated movements. Sogaard (1994) suggests that the sustained repetitive motions with infrequent pauses in activity may exhaust the relatively small numbers of muscle fibres involved and result in muscular disorders.
In order to clean, many objects must be moved. During 66 minutes cleaning and polishing floors, 0.7 objects had to be moved per minute, with weights up to 10 kg; during 23 minutes of dusting, 3.7 objects were moved per minute, with weights up to 2 kg (Messing, Chatigny and Courville 1995).
Winkel et al. (1983) and Hagner and Hagberg (1989) note that increasing specialization and standardization have reduced the number of opportunities to vary body movements and postures during cleaning work. It is therefore important to provide adequate break time. Formal or informal division of tasks according to sex may increase the likelihood of musculoskeletal problems by decreasing the variation in movements (Messing, Haëntjens and Doniol-Shaw 1993).
Cardiovascular load
The cardiovascular load can be quite heavy. Johansson and Ljunggren (1989) recorded the heart rate of female cleaners during office or toilet cleaning at 123 beats/minute, 65% of the maximum for their average age of 29.8 years (corresponding to about 35% of their estimated maximal oxygen uptake or VO2 max, close to that of construction workers). Swabbing or mopping resulted in similar heart rates of 122 to 127 beats/minute. Hagner and Hagberg (1989) found a high level of oxygen consumption (up to 40% of the VO2 max) among cleaners doing floor mopping under experimental conditions. Sogaard (1994) found that relative cardiovascular strain of female school cleaners measured in the workplace was 53% of the VO2 max.
To prevent musculoskeletal problems and decrease the cardiovascular load, workload should be appropriate and sufficient rest time should be allowed. Attention should be paid to ease of cleaning when spaces and procedures are being designed and when furnishings are purchased. Vacuuming requires less force if carpets are carefully laid so as not to wrinkle when the vacuum cleaner is passed. The use of adequate tools is important. For example, extendable brushes for dusting can reduce the necessity to reach or climb. Prolonged bending can be minimized if efficient chemicals and tools make it possible to clean quickly, and if cleaning is frequent enough so that dirt does not become hardened.
The common practice of reducing the rate of ventilation in buildings during the evening or night hours, when cleaning is done, reduces air quality for cleaning workers who work during these times and should be avoided. To prevent overwork in the case where cleaning is planned using purchased software, careful observation and verification should be done in order to make sure that times allotted are realistic and take into account multiple use of spaces cleaned. Inventories of rooms and objects cleaned should be updated frequently.
Procedures and apparatus for emptying wastebaskets into bins, and bins into incinerators, have been developed so that manual lifting can be avoided.
Chemicals
Chemicals can be classed as soaps, detergents, disinfectants, porcelain cleaners, scouring powders, wax removers and strippers, solvents, pesticides and drain cleaners. They may contain other ingredients such as fragrances and colouring agents. There may be surface skin contact or they may be inhaled or absorbed through the skin into the system. Damage to the skin, eyes, throat or lungs can result. The risk of exposure depends on the concentration of the chemical and how it is used. Sprays volatilize chemicals and increase exposure. Some chemicals are irritants at low concentration and corrosive at high concentration (acids, oxidizing agents or bases). Others are effective solvents or detergents which may damage the skin barrier and make it more vulnerable to other chemical agents. Still others contain metals (nickel, cobalt, chrome) or other substances which can act as allergens.
Cleaning agents are often sold at high concentrations and diluted on site for use. The common practice of using chemicals at a higher concentration than recommended, in the hope of cleaning more quickly or more efficiently, is a source of overexposure and should be remedied by proper education and by adjusting the workload. Mixing different chemicals can cause accidental intoxication or burns. Work with strong chemicals in poorly ventilated spaces can be a hazard for cleaners and should be avoided.
The Danish Product Register Data Base PROBAS contains information on 2,567 washing and cleaning agents. Of these, 70 are considered to be potentially harmful agents causing chronic or acute health damage, such as corrosives, carcinogens, reproductive toxicants, allergens and neurotoxic agents (Borglum and Hansen 1994). These agents are presented in table 2. A study of the PROBAS register found 33 contact allergens in cleaning agents (Flyvholm 1993).
Table 2. Dangerous chemicals used in cleaning.†
|
Chemical |
Health damage codes |
Other hazards |
|
Solvents |
||
|
Butylglycol |
N* |
|
|
Isopropyl benzene |
N |
|
|
Naphtha, white spirit, Stoddard solvent |
N,R |
|
|
Toluene |
N,R |
Flammable |
|
Ethanol |
R |
Flammable |
|
2-Ethoxyethanol |
N,R |
|
|
2-Methoxyethanol |
R |
|
|
1-Methyl-2-pyrrolido |
R |
|
|
Base oil, crude oil |
N |
|
|
Tetrachloroethylene |
N,R |
|
|
1,1,1-Trichloroethane |
N |
|
|
Xylene |
N,R* |
Flammable |
|
Butyldiglycol |
I |
|
|
Acids and bases |
||
|
Acetic acid |
C |
|
|
Ammonium hydroxide |
I |
Reacts with chlorine bleaches to liberate toxic gas |
|
Potassium hydroxide |
C |
|
|
Sodium carbonate |
I |
|
|
Sodium hydroxide |
C |
|
|
Phosphoric acid |
C |
|
|
Sulphuric acid |
C |
|
|
Residual monomers and impurities |
||
|
Formaldehyde |
A,K* |
|
|
Phenol |
N* |
|
|
Benzene |
K,R,N |
|
|
Acrylonitrile |
A,K |
|
|
Butylacrylate |
A |
|
|
Methylmethacrylate |
A,R |
|
|
Styrene |
R |
Flammable |
|
1-Propanol |
N |
Flammable |
|
Ethyl acrylate |
A,K* |
|
|
1,2-Ethylene diamine |
A |
|
|
Ethylene oxide |
A,K,R |
Flammable |
|
Propylene oxide |
K |
Flammable |
|
2-Methylaniline |
K |
|
|
2-Propyn-1-ol |
N |
|
|
Chelators |
||
|
Sodium EDTA (ethylene diamine tetraacetic acid) |
R |
|
|
Sodium NTA (nitrilotriacetic acid) |
K |
|
|
Anti-rusts |
||
|
2-Aminoethanol |
N |
|
|
Triethanolamine |
A |
|
|
Hexamethylene tetramine |
A |
|
|
2-Butyn-1,4-diol |
C,T |
|
|
Disodium metasilicate |
C,I |
|
|
2-(3H)-Benzothiazolethione |
A |
|
|
Disinfectants |
||
|
Borax |
R |
|
|
Disodium tetraborate |
R |
|
|
Morpholine |
N |
|
|
Benzalkonium chloride |
C |
|
|
Sodium dichloroisocyanurate |
I |
Reacts with acid to liberate toxic gas |
|
Sodium hypochlorite |
C |
Reacts with acid or ammonia to release toxic gases |
|
Preserving agents |
||
|
1,2-Bensisothiazol-3(2H)-one |
A |
|
|
5-Chlor-2-methyl-3-isothiazolone |
A |
|
|
2-Methyl-3-isothiazolone |
A |
|
|
2-Chloracetamide |
A |
|
|
p-Chlor-m-cresol |
A |
|
|
Hexahydro-1,3,5-tris- (2-hydroxyethyl)1,3,5-triazine |
A |
|
|
1,5-Pentadiol |
A |
|
|
2-Bromo-2-nitro-1,3-propanediol |
T |
|
|
Fillers |
||
|
Quartz |
K |
|
|
Silicon dioxide |
K |
|
|
Sodium hydrogen sulphate |
C |
|
|
Others |
||
|
Subtilisin (Enzyme) |
A |
|
|
Sodium saccharine |
K |
|
|
Ammonium peroxodisulphate (bleaching agent) |
A |
|
A = allergen; C = corrosive; I = irritant; K = carcinogen; N = neurotoxic agent; R = reproductive toxic agent; T = toxic if swallowed; * = danger dependent on concentration.
Determination of toxicity was done by the Danish Institute of Occupational Health. †Note that not all cleaning agents have been tested for all toxic properties, so that this list is not necessarily complete or comprehensive. Source: Summarized from Borglum and Hansen 1994. Cleaners who work in factories or hospitals may be exposed to chemicals (or biohazards) associated with the ongoing activities in the spaces they clean. If cleaners are not integrated into the training programmes and social network of the regular workforce, they may be less aware of these hazards than other workers. For example, one study showed that cleaners were the group most often exposed to harmful chemicals of all categories of hospital workers (Weaver et al. 1993). There is some controversy about the use of gloves for cleaning work. Gloves play an important role in protecting the skin from hazardous agents if they fit correctly and are made of impermeable and resistant materials. But wearing gloves constantly can keep perspiration from evaporating. The resulting damp area is a favourable growth medium for infectious agents. Wearing gloves was associated with skin problems in a large sample of Danish cleaners (Nielsen 1996). It is therefore best to wear gloves the minimum time compatible with protection. The necessity for wearing gloves can often be obviated by using tools with long handles, or by other changes in methods. Wearing cotton gloves under rubber or plastic gloves may reduce humidity and protect against allergies to some glove materials (Foussereau et al. 1982). Some hand creams may contain irritants and should be avoided (Hansen 1983). Several other practices diminish exposure to chemicals. When cleaning solutions are stored or prepared, there should be good ventilation, and procedures should permit preparation without any danger of touching or breathing the chemicals. The temptation to work with undiluted chemicals will diminish if workers have adequate time and implements. Also, cleaners may use undiluted chemicals or chemicals that have allergenic fragrances in order to signal to others that they have done their job. This can be done by other means, such as clear inspection procedures and communication links with other workers and with clients of cleaning services. Useful information on prevention of exposure to chemicals can be found in a handbook published by the City of New York (Michaels, undated). Other health risks Cleaners often work evening or night shifts, so as not to interfere with the other activities being carried out in the same spaces. They may therefore suffer the usual effects of shift work on biorhythms. In addition, they may risk violence if they work alone in isolated areas. Cleaners, particularly those who work outside regular building hours and/or who are not part of the regular personnel, may be ignored and excluded from the social network in their workplaces (Messing in press). They may not be given access to the appropriate facilities for breaks and meals. Aside from the psychological effects of exclusion, cleaners may be deprived of information on hazards routinely given to other workers, despite legal requirements in many jurisdictions to provide this information. Also, despite the importance of surface textures and design for their work, they and their supervisors may not be consulted when relevant purchasing and planning decisions are made. This is especially true if cleaning is contracted out. It is therefore important that a special effort be made to include cleaners in occupational health and safety promotion activities in the workplace. Information on characteristics of chemicals, on work procedures and on safety should be discussed with cleaners and clearly posted in the workplace. Health Effects and Disease Patterns Cleaners as a profession have poorer health than others (Nielsen 1995; ASSTSAS 1993; Sogaard 1994). Comparing cleaners with other workers, an analysis of the Quebec Health Survey found, after controlling for age, that women cleaners had the highest prevalence of chronic back problems and cardiopathies of all categories of women workers and that male cleaners had the highest prevalence of musculoskeletal problems and cardiopathies (Gervais 1993). Pregnant cleaners have an increased likelihood of miscarriage (McDonald et al. 1986), giving birth prematurely (McDonald et al. 1988) or bearing children with low birth weight (McDonald et al. 1987). Some large population-based epidemiological studies have found high cancer rates among cleaners. Rates of some brain tumours among US White men have been found to be especially high for cleaning service workers (Demers, Vaughan and Schommer 1991). Among women, invasive cervical cancer is almost five times more common among cleaners than other women (Savitz, Andrews and Brinton 1995). These results are attributed to chemical exposures, particularly solvents. Musculoskeletal problems are often encountered. In Denmark, Nielsen (1995) found that those who left cleaning had a reduced frequency of musculoskeletal symptoms compared to those who stayed in the profession. Cleaning was one of the five trades reporting the most shoulder/neck pain, tendovaginitis and low back pain (Sogaard, Fallentin and Nielsen 1996). A population-based epidemiological study found female cleaners to be particularly likely to have osteoarthritis of the knee, compared to other Swedish workers (Vingard et al. 1991). Cleaners in Quebec hospitals suffer almost twice as many occupational accidents and illnesses as the average Quebec health care worker: 23.8 compared to 13.9 per 100 full-time equivalent workers per year (ASSTSAS 1993). Most lesions involved the trunk or upper limbs (ASSTSAS 1993). Comparing male with female cleaners, a survey of cleaners in the Paris region in France found that men had more back pain and women had more joint pain (Opatowski et al. 1995). These differences are probably attributable to specificities in the tasks assigned to women and men cleaners (Messing, Haëntjens and Doniol-Shaw 1993; Messing, Doniol-Shaw and Haëntjens 1993; Messing, Chatigny and Courville 1996). Cleaners have a high level of skin problems, including dermatitis and eczema (Gawkrodger, Lloyd and Hunter 1986; Singgih et al. 1986). Point prevalences of skin diseases of 15 to 18%and a duration of employment prevalence of 39%have been found among large samples of hospital cleaners (Hansen 1983; Delaporte et al. 1990). Cleaners who spend more time with wet hands have more skin problems (Nielsen 1996). Cleaners may also be injured or infected by broken glass, needles or other sharp objects while handling waste (ASSTSAS 1993). Recently, occupational health specialists have noted symptoms of stress related to work among hospital cleaners, for which they suggest re-examination of the work process (Toivanen, Helin and Hänninen 1993). Low prestige of the profession may be a cause of distress for cleaners (Messing, in press). Accidents, infection and environmental contamination may be prevented by clear and well-publicized guidelines for disposal of dangerous waste in factories, hospitals, offices and public buildings. Since constraints placed on other workers may prevent them from paying full attention to prevention of hazards for cleaners, consultations between cleaners and other workers should be arranged, in order to decide on the appropriate size and placement of wastebaskets, waste separation and labelling. Cleaners should be included whenever waste disposal practices are being planned or reviewed so that realistic methods can be proposed.
Barbering and Cosmetology
General Profile
It has been estimated that over a million people work in approximately 150,000 salons and barber shops in the United States. These men and women, barbers and cosmetologists (also referred to as “technicians”), perform a wide range of services, including shaving; cutting and styling hair; giving manicures and pedicures; applying artificial nails; and performing a variety of chemical hair processes including bleaching, colouring, hair relaxing and permanent waving. In addition, some technicians provide facial treatments and removal of body hair.
Technicians may be exposed to a variety of potential health and safety hazards on the job, including:
Chemicals. According to an analysis conducted by the US National Institute for Occupational Safety and Health (NIOSH), 30% of the nearly 3,000 chemicals used in cosmetology are classified by the US government as toxic substances. Ventilation in many shops is often inadequate to eliminate chemical exposure.
Diseases. Because of their close contact with clients, technicians may be exposed to a variety of infectious diseases, ranging from colds and flu to impetigo, chicken pox and hepatitis.
Ergonomic hazards. Barbers and cosmetologists also suffer from a range of musculoskeletal disorders associated with repetitive motion, prolonged standing, cramped work spaces and poorly designed tools and equipment.
Scheduling. Working hours may be irregular and extended. Many technicians work in “split shifts”, splitting their work day to cover 12 to 14 hours of client services.
Other problems. These include poor housekeeping and electrical and fire hazards.
As a result of exposure to these and other hazards, an increasing number of people are being forced to leave their chosen profession. A recent study by Nellie Brown, director of the Chemical Hazards Information Program at Cornell University, found that 20% of US hair stylists leave their jobs because of work-related illness (New York Times Magazine, 7 March 1993).
Despite increasing evidence of risk, there are few regulations protecting barbers and cosmetologists. In the United States, cosmetic products are regulated by the Food and Drug Administration (FDA), which is oriented towards consumer protection and has a limited ability to address worker health and safety issues. Like regulatory agencies in many countries, the FDA does not require product manufacturers to conduct safety tests before public marketing, to list ingredients on the labels of products sold for professional use only or to give the FDA information on consumer complaints. Nor does the FDA routinely test products on its own initiative; any testing done by the FDA focuses on risks to consumers, not workers, although workers may be at greater risk due to their daily and prolonged use of cosmetic chemicals.
Attempts to regulate this industry are further complicated by the differing local, national and international definitions of the tasks barbers and cosmetologists perform. In the United States, licensing requirements vary from state to state. Many countries have no licensing requirements at all.
Major Processes and Hazards
Chemical hazards
Barbers and cosmetologists are exposed to a wide variety of chemicals during the course of a working day. Technicians are at risk for absorbing chemicals through the skin or eyes, inhaling dangerous vapours or particulates and ingesting toxins that have contaminated food, drink or cigarettes. Some guidelines for reducing hazardous exposure are given in figure 1 .
Figure 1. Reducing exposure to chemical hazards.
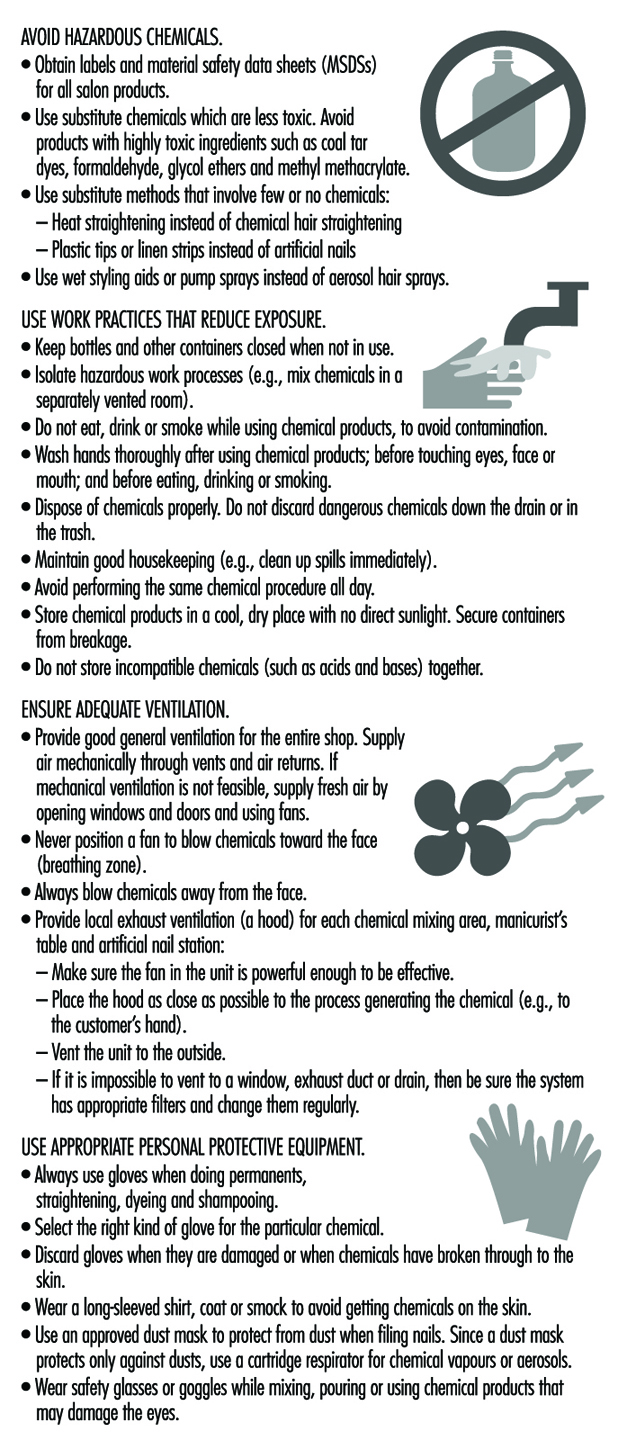
Chemicals can affect the body in different ways depending on the concentration of the chemical in a product; how toxic the chemical is; the route by which it enters the body (inhalation, skin contact, ingestion); and the length of time of the exposure. Individual characteristics, such as general health status, pregnancy and smoking, can also affect a person’s risk.
There are thousands of different chemicals associated with cosmetology processes. In order to determine the specific chemicals contained in a product and their effects, it is important that technicians have access to, and understand, product labels and material safety data sheets (MSDSs).
Common chemical processes
Colouring hair. Hair colouring solutions are applied manually to the hair with an applicator bottle or brush. It also is becoming very common for clients to request an eyebrow or eyelash tints.
Chemicals used in hair colouring include synthetic organic colorants, complex metallic colorants and vegetable dyes. Synthetic hair colorants often include permanent oxidative dyes which use hydrogen peroxide to oxidize aromatic diamines. These chemicals are eye, nose and throat irritants. Synthetic organic hair dyes containing an amine group are also among the most frequent causes of allergic sensitization. Metallic dyes may include lead-containing compounds.
Coal tar-based hair dyes may contain mutagens. Hair dyes which have been found to be mutagenic in in vitro testing pose uncertain human health risks. However, the production of non-mutagenic hair dyes appears to be possible and should be encouraged. For example, henna, a vegetable dye, is one of the oldest hair dyes and is not known to be either a mutagen or a carcinogen.
Bleaching hair. Bleaching solutions are applied manually with an applicator bottle or brush. These solutions may contain hydrogen peroxide, sodium peroxide, ammonium hydroxide, ammonium persulphate or potassium persulphate. These chemicals can cause skin, eye, nose, throat or lung irritation. Persulphate bleach powders have also been associated with asthma among cosmetologists (Blainey et al. 1986).
Permanent waving. Permanent waves usually involve several steps: washing the hair; rolling the hair in curlers; applying a thioglycolate or similar solution; and rinsing and neutralizing with an oxidizing agent. Water sprays may also be used.
Permanent-wave solutions may contain alcohol, bromates, sodium hydroxide, boric acid (perborate or borate), ammonium thioglycolate or glycerol monothioglycolate. Some of these chemicals may cause central nervous system effects (headache, dizziness, nausea, drowsiness); eye, nose and throat irritation; lung problems (breathing difficulty or coughing); skin irritation; burns; or allergic reactions (stuffy or runny nose, sneezing, asthma or allergic dermatitis).
Manicures, pedicures and artificial nails. Nail care involves soaking the cuticles in softening agents, using nail clippers, using emery boards or nail files to file the nails, using hand lotions and applying and removing polish. Artificial nails (acrylics, gels, fibreglass, porcelains and fabric wraps and tips) may be brushed onto the nail or attached to it with glue. They are allowed to harden and then filed to the desired shape.
The many chemicals found in nail products include acetone, ethyl methacrylate and other acrylates, methyl ethyl ketone, ethyl acetate, lanolin and dimethyl-p-toluidine. These can cause skin, eye, nose, throat and lung irritation, as well as central nervous system effects. Some nail products also contain formaldehyde, associated with allergies as well as cancer with long term use. Some products contain glycol ethers, xylene and toluene, all linked to reproductive problems in laboratory animals.
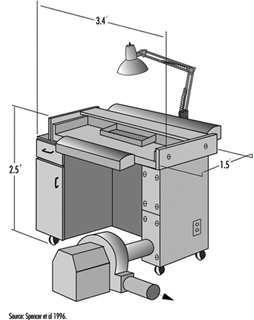
The use of methyl methacrylate (MMA) in artificial nail products was banned in the United States in 1974. Despite the ban, this chemical continues to be used. A 1982 study found that methyl methacrylate was present in 8 of 29 artificial nail products, and a 1986 study found measurable levels of MMA in the air of some nail salons. This chemical, if in contact with the skin, can cause tingling, numbness and whitening of the fingers. It also causes skin allergy in many people. An allergy to MMA can result in cross-sensitivity to other more commonly used methacrylates. In some products MMA has been replaced by other acrylates that may also be sensitizers. Figure 2 shows a downdraft table designed to minimize a manicurist’s exposure to the chemicals.
Figure 2. A modified commercial downdraft manicure table for application of artificial fingernails.
Washing and styling hair. Hair washing involves shampooing and rinsing with water. During this service, conditioners and other hair treatment products may also be applied. Hair drying is done in many ways: drying manually with towels, using a hand-held dryer or having the client sit under a fixed dryer. Styling generally involves the use of gels, creams or aerosol sprays. Washing the hair is often the first step for other services such as setting the hair, hair colouring and permanent waving. In large salons, one person may be assigned the job of washing clients’ hair, and do nothing other than that.
Shampoos and conditioners may contain alcohol, petroleum distillates and formaldehyde. All have been linked to dermatitis and allergies, including asthma. Long-term use of formaldehyde has also been linked to cancer.
Aerosol hair sprays may contain polyvinylpyrrolidone, which has been associated with lung and other respiratory diseases, including thesaurosis. They also contain a variety of solvents.
Straightening hair. Hair-straightening or hair-relaxing solutions are applied to the hair with a brush; then the hair is stretched to relax the natural curl. Hair straightener may contain sodium hydroxide, hydrogen peroxide, bromates, ammonium, thioglycolate and glycerol monothioglycolate. These chemicals may cause eye, nose and throat irritation, central nervous system effects and dermatitis.
Other chemical processes. A variety of cosmetics, including face creams and powders, mascara, eye liners, lipsticks and other products, may also be applied by cosmetologists. These can contain a wide variety of solvents, dyes, pigments, preservatives, oils, waxes and other chemicals that can cause skin allergies and/or irritation.
Cosmetologists may also remove body hair. Hair removal treatments can involve the application of hot wax and use of chemical depilatory products. These products often contain alkaline ingredients that can cause dermatitis.
Ergonomic hazards
Barbers and cosmetologists are at risk for musculoskeletal disorders due to the physical demands of their work and to poorly designed equipment, tools and work spaces. Such disorders can include:
- Wrist and hand problems, such as tendinitis and carpal tunnel syndrome. Risk factors include bending and twisting of the wrist while cutting and styling hair, holding hair dryers and using a round brush or curling iron. These disorders are also linked to forceful gripping or pinching caused by cutting with dull and/or poorly fitting shears.
- Shoulder problems, including tendinitis and bursitis. These are associated with constant reaching for supplies, or holding arms above shoulder height while cutting or styling hair. See figure 3.
- Neck and back problems, ranging from common aches and pains to serious conditions such as pinched nerves and ruptured discs. These are associated with frequent bending or twisting during activities such as shampooing, cutting hair below ear level, and performing manicures and pedicures.
- Foot and leg problems, including swelling, calluses and varicose veins. These may occur as a result of long periods of standing on hard floors in shoes with poor arch support.
Figure 3. Working with arms above shoulder level in a hairdressing salon in Zimbabwe.

Preventing musculoskeletal disorders
To prevent musculoskeletal disorders, it is important to apply ergonomic principles to the design of tasks, tools and workstations. Ergonomics is the science of adapting the workplace to the needs of the human body. It suggests ways to minimize awkward postures and repetitive motions, as well as the use of excessive force. It maximizes safety, health and comfort.
Ergonomic solutions may include:
- Adjustable furniture. For example, client chairs are available that can be raised, lowered and swiveled. Manicurist chairs are available with back support, armrests and seat pans that can be tilted to accommodate forward bending.
- Shears that are sharp, well-lubricated and designed to fit the individual’s hand.
- Curling irons and hair dryers with flexible handles. These can be used without excessive bending or twisting of the wrist.
- Free-standing sinks that allow technicians to wash hair without twisting and bending their backs.
- Rolling seats or stools that allow technicians to perform many procedures while seated, or to alternate between sitting and standing.
- Proper workstation designs such as storing commonly used supplies within easy reach; providing cushioned floor mats; and ensuring that cabinets are at the correct height to minimize reaching or bending.
- Client scheduling that varies the tasks and processes that a technician performs throughout the day.
- Training for technicians in good body mechanics and work practices such as proper lifting methods; bending at the hips instead of the waist; and using hair-cutting techniques that minimize reaching and bending of the wrist.
Infectious diseases
Work performed by barbers and cosmetologists involves close contact with clients. Understanding how infectious diseases are transmitted will help technicians prevent infection. Infectious diseases may be spread in the salon in the following ways:
- Through the air (e.g., upper respiratory illnesses such as colds and flu)
- Through contaminated water or food (e.g., hepatitis A, salmonella and giardia)
- Through insect or animal bites (e.g., lice)
- Through direct skin contact with infected persons (e.g., scabies, lice, ringworm, impetigo, herpes simplex, colds and chickenpox)
- Rarely, through exposure to the blood of an infected person (e.g., hepatitis B and HIV/AIDS)
While there is no recorded case of a barber or cosmetologist becoming infected with HIV/AIDS on the job, and work-related hepatitis B infection is extremely rare in these occupations, exposure to these bloodborne pathogens could possibly occur in rare instances of blood contact. Possible sources of exposure could include puncturing the skin with tools that carry infected blood (razors, tweezers, tattoo needles or clippers), or infected blood entering the body through an open wound, sore or skin rash.
This is one reason that shaving clients with razors has become uncommon in many countries. In addition to the risk to technicians, there is the possibility of skin and other infections being transferred from one client to another through unsterilized equipment.
Exposure to harmful organisms can be prevented by taking simple precautions:
- Hands should be washed frequently with soap and water.
- Latex gloves should be worn to protect technician and client if either has sores, lesions or skin rashes.
- Sharp instruments should be handled carefully and disposed of in approved puncture-proof containers.
- All tools, equipment and surfaces should be disinfected properly.
- Towels should be sanitized.
- Workers should be vaccinated against hepatitis B.
Other hazards
Fire hazards
Some products used in the salon may contain flammable or combustible chemicals. Sources of ignition can include flame from a cigarette, match or burner; a spark from a light switch, electric plug or frayed cord; or a hot object such as a curling iron, stove, light bulb or hotplate. To prevent accidents, it should be made sure that chemicals are used and stored properly. Flammables and combustibles should be kept away from flames, sparks or hot objects, and electrical equipment should be checked for broken or frayed cords that might spark or get hot. Each shop should also have a fire-prevention and evacuation plan, and appropriate and functioning fire extinguishers.
General housekeeping
Salons are often cramped and crowded work environments. Overstocked shelves may be unstable. Technicians may be at risk for slips and falls as a result of spilled liquids, poorly stored equipment or poorly positioned cords or wires. Narrow, crowded aisles limit workers’ ability to move freely without obstruction. All shops should practice good housekeeping, including: keeping aisles clear, cleaning up spills immediately, storing heavy objects on low shelves and making sure people can move freely through their workspace.
Electrical hazards
Electrical devices in the salon can include hair clippers, hair dryers, facial machines and electrolysis equipment and they should be checked for frayed wires and proper grounding. Since electrical equipment and outlets are often within splash range of water, red ground fault circuit interrupters to prevent shock should be used.
Health Problems and Disease Patterns
Skin diseases
Irritant and allergic dermatitis of the hands alone, or of hands and face together, is a common problem, experienced by 10 to 20% of cosmetologists (van der Walle and Brunsveld 1994). It often produces a characteristic rash in the spaces between the fingers. Signs of dermatitis generally include redness, drying and cracking on the skin of the hands. Eczema of the tips of the fingers may also occur, with ridging of the nail folds. Younger workers appear to be at highest risk, possibly because those with lower seniority tend to be assigned most often to shampooing and permanent-waving jobs. Most frequent causes of allergic skin rash in cosmetologists include glycerol thioglycolate, ammonium thioglycolate, nickel sulphate, ammonium persulphate preservatives and hair dyes (p-phenylenediamine or resorcinol) (Villaplana, Romaguera and Grimalt 1991).
In most cases, once an allergic dermatitis develops it does not improve, even with the wearing of gloves. Rubber latex glove use may itself be a significant risk factor for allergic responses, and vinyl gloves may need to be substituted if latex allergy develops. If one worker in a salon develops latex allergy, the entire salon may need to become latex-free to protect that worker from repeated allergic responses.
Other skin diseases of hairdressers include granuloma from hair implantation, and hot water burns. Also, varicose veins may result from the prolonged standing common to this occupation. Sharp tools such as scissors, shaving equipment and electric hair-cutting tools can cause skin lacerations. Such cuts may predispose the cosmetologist to dermatitis due to chemical exposures.
Lung problems
Allergic rhinitis (“hay fever”) and asthma have been associated with exposure to permanent-wave solution (Schwartz, Arnold and Strohl 1990), and in particular to ammonium persulphate (Gamboa et al. 1989). Hair bleach as well as henna (Starr, Yunginger and Brahser 1982) have been associated with occupational asthma in cosmetologists.
Reproductive health
A recent study found a moderately increased risk of spontaneous abortion among cosmetologists who worked full time and performed a large number of chemical services. The use of formaldehyde and exposure to manicuring and nail-sculpting chemicals were specifically associated with an increased risk of spontaneous abortion (John, Savitz and Shy 1994).
Cancer
Cosmetologists have been found to have a possible increased risk of developing certain types of cancer, including non-Hodgkin’s lymphoma (Zahm et al. 1992; Pearce 1992), bladder/urothelial cancer (Steineck et al. 1990) and breast cancer (Koenig 1994).
Laundries, Garment and Dry Cleaning
General Profile
Commercial laundries began as domestic enterprises, but have developed into businesses with many unique health and safety concerns. Laundries specializing in services for hospitals must deal with possible biological hazards, and those laundering work clothes for manufacturing or service workers may risk exposure to specific chemical hazards.
Dry cleaning reputedly originated in France in 1825 when a worker in a dye and cleaning factory spilled lamp oil on a soiled tablecloth (IARC 1995a). After the tablecloth dried, the spots had disappeared. Lamp oil is a hydrocarbon. Similar hydrocarbon solvents - turpentine, kerosene, benzene and gasoline - were used in the fledgling dry-cleaning industry. All these solvents had one major disadvantage: they were flammable, often resulting in fires and explosions (Wentz 1995). In 1928, W.J. Stoddard introduced a nearly odourless, petroleum-based solvent with a higher flashpoint, which reduced the risk of fire. Stoddard solvent gained widespread acceptance in the industry and is still used today.
At the turn of the century, advances in the synthesis of chlorinated hydrocarbons permitted development of nonflammable solvents for dry cleaning. Initially, carbon tetrachloride was preferred, but because of its toxicity and aggressiveness to metals, textiles and dyes, it was gradually replaced in the 1940s and 1950s by trichloroethylene and tetrachloroethylene (also commonly known as perchloroethylene, or PERC) (Wentz 1995). PERC (C2Cl4) is a colourless, clear, heavy liquid with an ethereal odour. Today, approximately 90% of US dry cleaners use PERC (EPA 1991a).
Although cleaning practices vary from country to country and from shop to shop, laundries and dry-cleaning shops are usually small businesses; about 70% of US dry-cleaning shops have fewer than four employees, who usually perform the cleaning at the same location as the shop. The employees of such a small business, many of whom typically labour more than eight hours per day, may be members of one family, sometimes including children. In many countries, the dry-cleaning family lives in the same building as the shop. An increasing trend among larger corporations is to operate multiple “drop” shops where customers leave soiled garments. The garments are transported to a central facility for cleaning, and later returned to the drop shops for customer pick-up. This arrangement confines hazardous waste to one site and reduces the solvent exposure of drop shop workers.
The Laundry and Dry-Cleaning Process
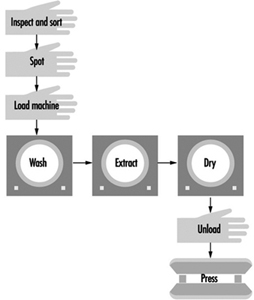
The dry-cleaning or laundry process usually begins when a customer brings soiled garments to a shop. Modern clothing is made from many different fibres and fabrics. Garments are inspected and sorted according to weight, colour, finish and fabric type prior to machine loading. Visible stains are treated at a spotting station with various chemicals, before or after cleaning, depending on the type of stain.
Cleaning is a three-step process: washing, extracting and drying (figure 1). Wet-process washing (laundering) uses detergent, water and possibly steam. In dry cleaning, detergent and water are added to the solvent to aid in soil removal. Clothes are manually loaded into the machine, and the cleaning solution is automatically injected. Machine contents are agitated for a period, then spun at high speed to extract the water or solvent and tumbled dry. Once garments have been removed from the dryer, they are pressed to remove wrinkles and restore their shape.
Figure 1. The dry cleaning process flow diagram.
Many countries have recently imposed stringent regulations for the control of PERC exposures and emissions because of associated health effects and environmental problems. In response to these regulations, dry-cleaning processes are changing. Improved solvent purification and vapour-recovery systems are available, alternative solvents are being developed, and wet methods using water immersion are being refined to clean garments traditionally cleaned in solvent. These processes are described below.
Transfer versus dry-to-dry equipment
Two basic types of machines used in dry cleaning are transfer and dry-to-dry. Transfer machines, older and less expensive, require manual transfer of solvent-laden clothing from the washer to the dryer. The transfer activity causes excessive worker exposure to PERC. Because of high solvent usage rates, emissions and exposures during transfer, PERC transfer machines are no longer manufactured in the United States; however, older used or reconditioned ones can still be purchased.
In 1994, at least 70% of PERC machines in the United States, for example, were dry-to-dry machines, using a one-step process that eliminates clothing transfer. Many shops are replacing or have replaced transfer machines with dry-to-dry machines because of the trend towards stricter environmental regulations; however, some shops still use transfer equipment for increased productivity and to avoid the capital expenditure required for new machines. In the United States, petroleum machines are primarily transfer units.
Dry-to-dry machines may be vented or ventless. Vented dry-to-dry machines vent residual solvent vapours directly to the atmosphere or through some form of vapour-recovery system during the aeration process. Ventless dry-to-dry machines are essentially closed systems, open to the atmosphere only when the machine door is opened. They recirculate the heated drying air through a vapour-recovery system and back to the drying drum. There is no aeration step.
Solvent purification: Filtration and distillation
Dry cleaners use filtration and/or distillation to recover and purify solvents. Filtration removes insoluble soils, non-volatile residues and loose dyes from the solvent. It is also sometimes used, primarily in the United States, to remove soluble soils. Filtration is a continuous process. The solvent passes through an adsorbent powder, cartridge or spin-disc filter, all requiring some level of periodic maintenance. Each filtration system produces contaminated cartridges or powders.
Distillation, used by 90% of US cleaners, removes soluble oils, fatty acids and greases not removed by filtration (International Fabricare Institute 1990). Distillation occurs when PERC is heated to its boiling point so that it vaporizes and later condenses back to liquid form. During this process, non-volatile impurities, which cannot be boiled off, remain in the still and are discarded as hazardous waste. Both filtration and distillation produce some solid wastes containing PERC; however, dry-cleaning machine manufacturers are striving to develop new filtration and distillation technologies that reduce the amount of hazardous waste produced. This ultimately results in important savings to the owner by reducing the cost of hazardous-waste disposal.
Recovery of PERC vapours
Two primary technologies are used to recover PERC vapours: the carbon adsorber and the refrigerated condenser. These two technologies, traditionally separate, are used together in more modern machines. Carbon adsorption is used in about 35% of the controlled machines in the United States, for example. Carbon adsorbers achieve a 95 to 99% vapour reduction by removing PERC from the air. Solvent-laden vapours pass over activated carbon having a high adsorption capacity. The carbon is later desorbed and the PERC recovered, or the carbon is discarded as hazardous waste when it becomes saturated with PERC. Carbon desorption typically occurs with steam or hot air. Desorption can be done automatically after each load, or it can be done at the end of the day. If not performed regularly, the carbon bed will become saturated and be ineffective for PERC recovery. The adsorption system can handle high volumes of air, having relatively low solvent concentrations while maintaining a high PERC removal efficiency, but frequent desorbing is needed and steam regeneration produces contaminated waste water.
Refrigerated condensers cool solvent-laden air below the dew point of the vapour to recover PERC, and operate on the principle that the ability of air to hold a solvent in the vapour state varies with temperature. Refrigerated condensers are used in approximately 65% of controlled machines. The process can achieve 95% vapour control in dry-to-dry machines and 85% control in transfer machines. Condensers require little maintenance and minimize the potential for waste water because steam regeneration is not required. They do require higher solvent concentrations than a carbon adsorber. Water vapour may pose a problem because it can condense and freeze, impeding gas flow and heat transfer (EPA 1991b).
Solvent alternatives to PERC
Alternative dry-cleaning solvents have been substituted for PERC. Flammable, petroleum-based solvents generally have higher exposure limits than PERC. These petroleum-based solvents are less aggressive at removing soils than PERC. Because their vapour pressures are lower than PERC, exposures from inhalation will generally be lower. However, adverse health effects are possible, including asphyxiation, central nervous system depression and skin and mucous membrane irritation. Contamination of aliphatic hydrocarbons with benzene will significantly increase the hazard.
Two different approaches have been taken in Germany to reduce the fire hazard posed by petroleum-based solvents: developing safer solvents and redesigning machines.
Recently developed petroleum-based solvents, widely used in Germany, are either straight-chain, branched or cyclic paraffins with a chain length of between 10 and 12 carbons. These petroleum-based solvents have an atmospheric lifetime of only a few days, are halogen-free, do not lead to ozone depletion and play only a minor role in the greenhouse effect. Some of the German requirements for petroleum-based, dry-cleaning solvents are outlined below (Hohenstein Institute 1995):
- Boiling range between 180° and 210ºC
- Aromatic, benzene, halogen and polycyclic aromatic content less than 0.01 wt%
- Flashpoint higher than 55ºC
- Thermally stable at operating conditions.
Dry-cleaning machines manufactured for petroleum-based solvents in Germany today are much safer than those of the past. Because petroleum-based solvents are combustible, additional safety measures are required on machines using them. Technical advances improve machine safety and greatly reduce the risk of fire/explosion. The following measures can be taken in combination or separately:
- Using an inert gas, such as nitrogen or argon, to displace oxygen in the drum and ensure that oxygen concentration is sufficiently low (approximately 4%) to prevent combustion
- Operating under a vacuum to remove oxygen and lower its concentration to below 4%
- Ensuring that the lower explosive limit (LEL) is not exceeded, or if the LEL is not known, ensuring that operating temperature remains 15ºC below the flashpoint
- Ensuring that vapour concentration remains below 50º of the LEL, by controlling operating temperatures or by providing sufficiently high airflow.
Wet cleaning
Wet cleaning is a developing technology, distinct from traditional laundering in that it is a more gentle process and can be used on many fabrics that were formerly dry cleaned. Four factors play an essential role in soil removal: temperature, time, mechanical action and chemical agents. Only the proper blend of these factors achieves the best cleaning results (Vasquez 1995). There are minor variations of machine wet cleaning, but all techniques use:
- Specially formulated wet-cleaning soaps and spotting agents
- Increased extraction of water prior to drying (extraction speeds as high as approximately 1,000 revolutions per minute)
- Close monitoring of heat and moisture content during the drying process
- Machines having less mechanical action during washing, accomplished by speed reduction and time limits.
Garments are washed with various levels of limited mechanical action, based on garment type and amount of soilage. The greatest risk occurs during drying. Many fibres can be fully dried with little or no difficulty. However, delicate garments or garments susceptible to shrinkage must be dried for only a few minutes before being hung to air dry. Because of these problems, most wet-cleaned garments require more finishing work than solvent-cleaned garments. Long drying times and more finishing work substantially increase processing time (Earnest and Spencer 1996).
Today, wet cleaning use is limited because the technology does not yet completely eliminate the need for solvents. It has been estimated that wet cleaning can safely clean approximately 30 to 70% of garments traditionally cleaned in solvent (Rice and Weinberg 1994). There are still problems with fibre damage, bleeding of dyes and, most importantly, cleaning ability. Inappropriate use of wet cleaning can expose shop owners to liability for damaged clothing. For this reason wet-cleaning advocates are working to persuade garment manufacturers to use fabrics that can be more easily wet cleaned.
Hazards in Laundries and Dry Cleaning Facilities
PERC hazards
In the workplace PERC can enter the human body through both respiratory and dermal exposure (ATSDR 1995). Symptoms associated with respiratory exposure include depression of the central nervous system; damage to the liver and kidneys (RSC 1986); impaired memory; confusion; dizziness; headache; drowsiness; and eye, nose and throat irritation. Repeated dermal exposure may result in dry, scaly and fissured dermatitis (NIOSH 1977).
US National Cancer Institute and National Toxicology Program studies have established a link between PERC exposure and cancer in animals. Human studies show an elevated risk of urinary tract (Duh and Asal 1984; Blair et al. 1990b; Katz and Jowett 1981), oesophageal (Duh and Asal 1984; Ruder, Ward and Brown 1994) and pancreatic cancer (Lin and Kessler 1981) among dry-cleaning workers. The International Agency for Research on Cancer (IARC) recently classified PERC in group 2A (probably carcinogenic to humans) and dry cleaning in group 2B (possibly carcinogenic to humans) (IARC 1995b). The Environmental Protection Agency (EPA) regulates PERC as a hazardous air pollutant.
US Occupational Safety and Health Administration (OSHA) data include numerous personal samples in dry-cleaning shops over the permissible exposure limit (PEL) of 100 ppm, 8-hour time-weighted average (TWA) (OSHA 1993). The machine operator is typically exposed to the greatest concentrations of PERC. US National Institute for Occupational Safety and Health (NIOSH) studies have shown that in many dry-cleaning shops having traditional machines, extremely high operator exposures occur during loading and unloading. Because loading/unloading occurs frequently throughout the day, in many instances exposure during this activity can account for 50 to 75% of the operator’s TWA exposure (Earnest 1996). Occupational exposures can be reduced by using modern dry-cleaning machines, solvent substitution, isolation of the process and effective local and general ventilation near the dry-cleaning machines.
Exposure to chemicals other than PERC
A wide variety of chemicals is present in laundries and dry-cleaning establishments. There is potential exposure through skin or eye contact or inhalation of vapours. Skin damage may occur from chronic or acute exposure. Chemicals that readily vaporize and have a high toxicity may pose a risk from inhalation, although this is generally considered to be of less concern than injury to the eyes or skin. The chemicals commonly used in the United States to treat stains through spotting are trichloroethylene; ketones, especially methyl isobutyl ketone (MIBK); petroleum naphtha; and hydrofluoric acid. Oxidizers, such as chlorine bleaches, may pose a hazard if used in the presence of many common compounds, such as turpentine, ammonia or fuel gases. Detergents containing enzymes may cause immune reactions in many workers. The combined exposures of the dry-cleaning solvent, PERC and various other chemicals is also a concern.
Ergonomic risk factors
Ergonomic hazards in the cleaning industry primarily occur among pressers. Pressing is a dynamic and repetitive task requiring reaching, precision gripping and awkward postures. Ergonomic risk factors are also present during material handling when heavy lifting may occur, especially in commercial laundries.
Fire hazards
The dry-cleaning industry has traditionally had a problem with fires. Part of the reason for this problem has been the widespread use of flammable and combustible liquids as a cleaning medium. The flammability of petroleum-based solvents continues to present an acute health and safety hazard. Approximately 10% of dry-cleaning shops in the United States use traditional, petroleum-based solvents, such as Stoddard solvent or mineral spirits. Even dry-cleaning shops that use non-flammable PERC face important fire hazards. If heated sufficiently, PERC will decompose into hydrogen chloride and phosgene gases. The production of hydrogen cyanide or carbon monoxide is another cause for concern during a fire. Hydrogen cyanide is produced when materials that contain nitrogen, such as many natural and synthetic fibres burn. Carbon monoxide is formed during incomplete combustion. All dry-cleaning shops have a large number of potential fuels and ignition sources.
Dry-cleaning machine designers must avoid conditions that can lead to a fire to occur and must ensure that their machines operate safely. Likewise, shop owners must take appropriate steps to prevent hazardous conditions from developing. Some common causes of fires in all businesses are electrical malfunctions, friction, open flames, sparks, static electricity, hot surfaces and smoking (NIOSH 1975).
Thermal burns
Cleaning facilities have several possible sources of severe burns. In the pressing station, burns may result from contact with the head of a press, lines transporting steam, or the steam itself. Insulation of pipes and surfaces, and use of various guarding techniques, can help prevent burns.
Although modern boilers are of safer design than earlier models, they are still used to produce large quantities of steam and must be operated safely. Many of the needed precautions can be found in the US National Fire Protection Association’s Code 32, Standard for Dry Cleaning Plants, and its Fire Protection Handbook (NFPA 1991). Recommendations in these documents include building code requirements, proper storage and isolation of flammables, fire extinguishers and sprinkler systems. Recommendations concerning the build-up of gases around the boiler address ways to eliminate gas leakage and ensure proper ventilation.
Mechanical hazards
Mechanical hazards are always a concern when powered equipment is used. Presses pose a significant mechanical hazard. Presses designed to be activated by only one hand leave a potential for the worker’s free hand to be caught between the presses. Belts, drive chains, shafts and couplings should be guarded to prevent accidental contact. All moving components of machines should be guarded to prevent body parts from becoming caught in a pinch, nip or shear point. The most common methods of guarding a hazard are enclosing the operation, interlocking devices, moving barriers, removal devices, remote controls, two-hand tripping devices and electronic safety devices.
Electrical hazards
Numerous measures can be taken to limit electrical hazards. Especially important is proper insulation and grounding. Identification and guarding of live parts also helps to prevent injury from electrical current. Electrical hazards can be compounded by the presence of moisture. Ground-fault circuit interrupters are designed to shut off power if high current passes through an unintended path. When selecting electrical equipment, the recommendations of established codes and standards, such as the US National Fire Protection Association 70, the National Electrical Code and the American National Standards Institute’s C2, should be followed. Guidelines for appropriate use of electrical equipment are given elsewhere in this Encyclopaedia.
Heat stress
Heat stress can afflict workers who must labour for extended periods of time in the hot environments that exist in many cleaning facilities. Heat stress may be compounded in the summer months, particularly if the shop is not air conditioned (air conditioning is not common in this industry). Both physical and environmental factors will modify the effects of heat. Acclimatization, body surface area to weight ratio, age and diseases, water and salt balance and physical fitness all play a role in the likelihood an individual will be affected by heat stress.
Slips, trips and falls
The hazard of slips, trips and falls are especially pertinent to cleaning facilities, which are often crowded with people and equipment. Without clearly established aisles and with a large number of containers holding solvents or water, spills can easily occur, resulting in a slippery floor. To control this hazard, regular housekeeping must be emphasized, facility layout must be carefully planned, and floor surfaces should be of non-slip materials. The workplace should be maintained in a clean, orderly, sanitary condition, and any spills should be cleaned up promptly.
Biological hazards
Laundering hospital linens puts sorters at risk from overlooked sharp objects in sheets or uniform pockets. Both dry cleaners and launderers may encounter freshly soiled garments that have been contaminated with human body fluids. Garments that have come from dental and medical offices or labs, blood banks, drug treatment centers, clinics, mortuaries, ambulances and other health-care facilities can be reasonably suspected to contain potentially infectious materials. In many countries, shops that handle garments from these sources must comply with the occupational standards governing exposures, such as the OSHA regulations governing bloodborne pathogens.
Environmental and Public Health Concerns
Environmental and public health concerns have resulted in dramatic changes in environmental regulations affecting the dry-cleaning industry in recent years. Adjacent apartments and businesses can be exposed to PERC vapours by diffusion through walls or ceilings; indoor airflow through holes in ceilings, pipe chases or vents; and through PERC emissions vented outside of the shop that are re-entrained through opened windows or ventilation units. Groundwater or soil contamination can occur through frequent or large solvent spills that might occur during transfer of solvent from a delivery truck to the dry-cleaning machine. Soil contamination might also occur through improper disposal of separator water into the sanitary sewer. Finally, consumers may be exposed from PERC residuals in poorly dried garments. This is of particular concern if the cleaning machine is not functioning properly or the dry cycle is shortened to improve productivity.
Acknowledgement: This article is largely based on materials assembled and published by the US National Institute for Occupational Safety and Health (NIOSH).
Funeral Services
General Profile
Assuming a world population of 5 billion, between one-quarter and one-half of a million people die each day. Many of the dead are infants or children, but eventually everyone who is born will also die. Despite the diversity in culture and religious beliefs surrounding death, the bodily remains of each person must be disposed of. In general, the two main methods of disposing of human remains consist of burial and cremation. Both of these disposal methods often have been applied to the untreated human remains. Many cultures, however, have developed funeral rites that prescribe some treatment of the dead body. Simpler rites may include the washing of the external surface with herbs and spices to slow or mask the onset of decay and the smell associated with dead tissue. More sophisticated rites include intrusive procedures such as embalming and removal of internal organs. Embalming usually involves replacement of blood with an embalming or preserving fluid. The Egyptians were among the first culture to develop and practice embalming of the dead. Embalming has been extensively practiced in the twentieth century throughout Western Europe and North America. Embalming may be followed either by burial or cremation. Outside of Western Europe and North America, burial or cremation is usually not preceded by embalming.
Funeral Processes
The preparation and burial of a deceased person can involve many processes, including:
- washing the surface of the body with various preparations
- dressing the body in burial clothes
- autopsies, in certain circumstances, which involve intrusive procedure, such as dissection and analysis of blood and body tissues
- embalming and removal of internal organs
- application of cosmetics to cover up visible damage if the body is to be viewed
- transporting the body to place of burial or cremation
- lifting of body and casket, and lowering it into the grave
- digging and filling of the grave
- possible exhumation of the body and subsequent autopsy.
Three types of hazard are always associated with the handling of deceased humans: microbial, psychological and ergonomic. A fourth type of hazard - chemical exposure - is introduced when embalming is performed. In the United States many states have enacted laws that require a body to be embalmed if the deceased person will be viewed in a open casket.
Microbial Hazards
Death is often caused by disease. After death the germs that caused the disease may continue to live in the deceased person and can infect the people handling the dead body.
Contagious diseases such as the plague and smallpox have been spread by improper handling of victims who died from the diseases. The route of exposure must be considered when evaluating the microbial hazard associated with the handling of dead bodies. Many diseases are spread by touching a source of contamination and then introducing that disease-causing organism, or pathogen, to one’s mucous membranes by rubbing the eyes or nose, or by ingesting the pathogen. Some diseases can be contracted simply by inhaling the pathogen. Inhalation can be a special hazard during exhumation, when the remains are dry, or during procedures that aerosolize parts of the human body, such as sawing through the bone of a deceased person. The contagion of diseases is further exacerbated when procedures with sharp instruments are used in funeral rites. Such practices introduce the possibility of parenteral exposure.
Microbial hazards can be classified in many different ways, including the type of disease-causing organism, the type of disease, the severity of the disease and the route of infection. Perhaps the most useful way of discussing microbial hazards encountered by funeral workers is by route of infection. The routes of infection are ingestion, inhalation, touch or surface contact and parenteral, or puncture of a body surface.
Ingestion as a route of exposure can be controlled by proper personal hygiene - that is, always washing hands before eating or smoking, and by keeping food, drink or any object that will be put in the mouth (such as cigarettes) out of areas of possible contamination. This is important for controlling chemical exposure as well. In addition to careful personal hygiene, wearing impermeable gloves when handling the dead can reduce the probability of infection.
Inhalation exposure occurs only when disease-causing organisms become airborne. For funeral workers the two primary ways that pathogens can become airborne are during an exhumation or during autopsy procedures in which a saw is used to cut through bone. A third possibility of aerosolizing a pathogen - tuberculosis, for example - is when air is forced out of the lungs of a corpse during handling. Although the epidemics of the past have included plague, cholera, typhoid, tuberculosis, anthrax and smallpox, only the organisms causing anthrax and smallpox appear capable of surviving any length of time after burial (Healing, Hoffman and Young 1995). These pathogens would be found in any of the soft tissues, not the bones, and particularly in soft tissues that have become mummified and/or dried out and friable. The anthrax bacterium can form spores that remain viable for long periods, especially under dry conditions. Intact smallpox viruses taken from the tissues of bodies buried in the 1850s were identified under the electron microscope. None of the viruses grew in tissue culture and they were deemed to be non-infective (Baxter, Brazier and Young 1988). Smallpox virus has remained infective, however, after 13 years in dry storage under laboratory conditions (Wolff and Croon 1968). An article appearing in the Journal of Public Health (UK) during the 1850s reports concern about smallpox infectivity from remains buried two hundred years earlier in Montreal, when smallpox was widespread in the New World (Sly 1994).
Perhaps a more probable source of inhalation exposure during exhumation are fungal spores. Whenever old material of any sort is disturbed, protection against the inhalation of fungal spores should be provided. Disposable high efficiency particulate (HEPA) respirators, developed primarily for protection against tuberculosis and lead dust, are quite effective against fungal spores as well. In addition to microbial concerns, the possibility of exposure to wood dust and/or lead needs to be evaluated before any exhumation proceeds.
The primary route of infection for tuberculosis is inhalation. The incidence of tuberculosis has increased during the last quarter of the twentieth century, primarily due to decreased public health vigilance and the emergence of bacterial strains that are resistant to several groups of antibiotics. A recent study conducted at Johns Hopkins School of Public Health (Baltimore, Maryland, US) indicates that 18.8% of embalmers demonstrated positive results to tuberculin skin tests. Only 6.8% of people employed in the funeral business who are not embalmers demonstrated positive results to the same test. The lower rate of reactivity is similar to the general public (Gershon and Karkashion 1996).
Hepatitis B virus (HBV) and the human immunodeficiency virus (HIV) are infective if they come in contact with mucous membranes or are introduced into the bloodstream through a cut or puncture. A study of funeral service practitioners in Maryland indicated that 10% had a mucous membrane exposure within the past 6 months and 15% reported a needle stick within the past 6 months (Gershon et al. 1995). Other US studies reported that between 39 and 53% of morticians had a needle stick within the past 12 months (Nwanyanwu, Tubasuri and Harris 1989). In the United States, the reported prevalence of HBV is between 7.5 and 12.0% in unvaccinated funeral directors, and 2.6% or less in vaccinated funeral workers. The reported vaccination rate varies between 19 and 60% of morticians in the United States. Although there is a vaccine for HBV, there is currently no vaccine for HIV.
HIV and HBV are infective only when the virus comes into contact with the mucous membranes or is introduced into the bloodstream of another human. The virus is not absorbed through intact skin. Mucous membranes include the mouth, nose and eyes. These viruses can be introduced into the bloodstream through a cut or abrasion in the skin, or by puncturing or cutting the skin with an instrument that is contaminated with the virus. Hands that are cracked due to dryness or a hangnail may provide routes of entry for these viruses. Therefore, to prevent transmission of these diseases it is important to provide a barrier impermeable to body fluids, to avoid splashing contaminated fluids on the eyes, nose or mouth, and to prevent puncturing or cutting the skin with an instrument contaminated with HIV or HBV. Use of latex gloves and a face shield can often provide this protection. Latex gloves, however, have a limited shelf life depending on the amount of sunlight and heat to which they have been exposed. In general, the latex should be stress tested if the gloves have been stored for more than a year. Stress testing involves filling the glove with water and observing if any leaks develop during a minimum of two minutes. Some countries in the West, such as the United States and Great Britain, have adopted the idea of universal precautions, which means that every corpse is treated as if it were infected with HIV and HBV.
Psychological Hazards
In many cultures the family of the deceased prepares the body of their dead relative for burial or cremation. In other cultures a specialized group of individuals prepares the bodies of the dead for burial or cremation. There is a psychological effect on the living when they are involved in handling dead bodies. The psychological effect is real regardless of the procedures used in the funeral rites. Recently there has been an interest in identifying and evaluating the effects of performing funeral rites on those who actually perform them.
Although the psychological hazards of being a professional funeral worker have not been extensively studied, the psychological effects of dealing with the human remains of traumatic death have been recently analyzed. The main psychological effects appear to be anxiety, depression and somatization (the tendency to report physical ailments), as well as irritability, appetite and sleep disturbances, and increased alcohol use (Ursano et al. 1995). Post-traumatic stress disorder (PTSD) occurred in a significant number of individuals who handled the victims of traumatic deaths. Immediately after a disaster in which human remains were handled by rescue workers, between 20 and 40% of the rescue workers were considered to be in a high risk category, as demonstrated by psychological testing, but only about 10% of the rescue workers were diagnosed with PTSD. The psychological effects were still present in rescue workers one year after the disaster, but the incidence was greatly reduced. Adverse psychological effects, however, have been detected in individuals several years after the traumatic event.
Many of these studies were performed on military personnel. They indicate that generalized stress rates are higher in inexperienced individuals who were not volunteers, and that there was an increased incidence of stress indicators up to one year after a traumatic incident. Empathy or self-identification of the mortuary worker with the deceased appeared to be associated with an increased level of psychological stress (McCarroll et al. 1993; McCarroll et al. 1995).
One study evaluated the causes of death in 4,046 embalmers and funeral directors in the United States between 1975 and 1985, and reported a proportionate mortality ratio (PMR) of 130 for suicide. The PMR is a ratio of the actual number of suicides in the embalmers and funeral directors divided by the number of suicides that would be expected in a group of individuals comparable in age, race and sex who are not embalmers or funeral directors. This ratio is then multiplied by 100. The purpose of this study was to assess the risk of cancer in morticians, and the suicide statistic was not elaborated any further.
Ergonomics
A deceased human adult is heavy and usually must be carried to a designated place of burial or cremation. Even when mechanical means of transportation are used, the dead body must be transferred from the place of death to the vehicle and from the vehicle to the burial or cremation site. Out of respect for the dead person, this transfer is usually performed by other humans.
Morticians are required to move corpses many times during the course of body preparation and funerals. Although there were no studies found that addressed this issue, low-back pain and injury is associated with prolonged repetitive lifting of heavy objects. There are lifting devices available which can assist with these types of lifts.
Chemical Hazards
Embalming procedures introduce a number of potent chemicals into the workspace of funeral workers. Perhaps the most widely used and toxic of these is formaldehyde. Formaldehyde is irritating to the mucous membranes, the eyes, the nasal lining and the respiratory system, and has been associated with mutagenic cell changes and the development of cancer, as well as occupational asthma. During the past several decades the occupational exposure level associated with no adverse effects has been consistently lowered. Current 8-hour time-weighted average permissible exposure limits range from 0.5 ppm in Germany, Japan, Norway, Sweden and Switzerland to 5 ppm in Egypt and Taiwan (IARC 1995c). Formaldehyde levels between 0.15 and 4.3 ppm, with instantaneous levels as high as 6.6 ppm, have been reported for individual embalmings. An embalming typically takes between 1 and 2 hours. Additional formaldehyde exposure is associated with the application of embalming creams and drying and hardening powders, and during spills.
Rats that have been chronically exposed to 6 to 15 ppm of formaldehyde (Albert et al. 1982; Kerns et al. 1982; Tobe et al. 1985), or repeatedly exposed to 20 ppm for 15-minute periods (Feron et al. 1988), have developed nasal carcinomas (Hayes et al. 1990). The IARC reports limited epidemiological evidence for an association between formaldehyde exposure in industry and the development of human nasal and pharyngeal cancers (Olsen and Asnaes 1986; Hayes et al. 1986; Roush et al. 1987; Vaughan et al. 1986; Blair et al. 1986; Stayner et al. 1988). Several studies of morticians, however, have reported an increased incidence of leukaemias and brain tumours (Levine, Andjelkovich and Shaw 1984; Walrath and Fraumeni 1983). In addition to the carcinogenic effects, formaldehyde is irritating to the mucous membranes and has been considered a strong sensitizer in the development of adult-onset asthma. The mechanism or mechanisms by which formaldehyde precipitates asthma are even less well characterized than its role in the development of cancer.
Other potentially toxic chemicals used in embalming fluids include phenol, methanol, isopropyl alcohol and glutaraldehyde (Hayes et al. 1990). Glutaraldehyde appears to be even more irritating than formaldehyde to the mucous membranes, and affects the central nervous system at levels well above 500 ppm. Methanol also affects the central nervous system and, in particular, the vision system. Phenol appears to affect the nervous system as well as the lungs, heart, liver and kidneys, and is absorbed quite rapidly through the skin. Our understanding of the toxicology of, and our ability to perform risk assessment for, exposure to multiple chemicals simultaneously are not sufficiently sophisticated to analyse the physiological effects of the mixtures to which embalmers and funeral directors are exposed. Blair et al. (1990a) thought that the increased incidence of leukaemias and brain tumours reported in professional, but not industrial, workers was a result of exposure to chemicals other than formaldehyde.
Recent advances in the design of dissecting tables indicate that local downdrafting of vapours significantly reduces the exposure of individuals working in the vicinity (Coleman 1995). Wearing gloves while performing procedures that require skin contact with embalming fluids and creams also reduces the hazard. There has been some concern, however, that some of the latex gloves on the market may be permeable to formaldehyde. Therefore, protective gloves should be selected carefully. In addition to the immediate concerns about the hazards of formaldehyde exposure, evidence has been accumulating that leachate from cemeteries may lead to formaldehyde contamination of groundwater.
Exhumation of bodies may also involve chemical exposures. Although used sporadically for centuries, lead was commonly used to line coffins beginning in the eighteenth and continuing into the nineteenth century. Inhalation of wood dust is associated with respiratory problems, and fungus-contaminated wood dust is a double-edged sword. Arsenic and mercury compounds were also used as preservatives in the past and could present a hazard during exhumation.
Domestic Workers
General Profile
Domestic work is characterized by labour for another family within their home. The term domestic workers should not be confused with homemakers and housewives, who work in their own home, or housekeepers, who work in institutions such as a hospital or school. The position of employment within a home is a unique and often isolated work environment. The position of domestic worker is almost always considered menial or inferior to the family for which they are employed. Indeed in the past, domestic work was sometimes done by slaves or indentured or bonded servants. Some of the job titles today for domestic workers include: servant, maid, housekeeper, au pair and nanny. While domestic workers can be either female or male, female workers are both much more commonly employed and most often paid less than males. Domestic workers are customarily immigrants or members of ethnic, national or religious minorities of the country of employment.
One should distinguish between domestic workers who are employed as live-in servants from those who live in their own home and commute to their place of work. Live-in domestic workers are isolated from their own family, as well as often from their own country of nationality. Because of the worker’s disenfranchisement, work contracts and health and other benefits are negligible. Sometimes, room and board are considered part or even complete payment for services rendered. This situation is particularly critical for the overseas domestic worker. Sometimes, infractions concerning agreed-upon salary, sick leave, working hours, vacation pay and regulation of working hours and duties cannot even be addressed because the worker is not fluent in the language, and lacks an advocate, union, work contract or money with which to exit a dangerous situation (Anderson 1993; ILO 1989). Domestic workers usually have no workers’ compensation, nowhere to report a violation, and are often unable to quit their employment.
Places where major employers of domestic workers are found include Britain, the Persian Gulf and Arab States, Greece, Hong Kong, Italy, Nigeria, Singapore and the United States. These domestic workers are from various countries, including Bangladesh, Brazil, Colombia, Ethiopia, Eritrea, India, Indonesia, Morocco, Nepal, Nigeria, the Philippines, Sierra Leone and Sri Lanka (Anderson 1993). In the United States, many domestic workers are immigrants from Central and Latin America and the Caribbean islands. Domestic workers are sometimes illegal immigrants, or have special limited visas. They are often not eligible for the basic social services available to others.
General Tasks
Tasks for domestic workers can include:
- Kitchen work: shopping for food, cooking and preparation of meals, waiting on the family and serving meals, cleaning up after mealtime and taking care of tableware
- Housecleaning and housekeeping: care of furniture and bric-a-brac, washing dishes, polishing silver and cleaning the house including bathrooms, floors, walls, windows and sometimes annexes, such as guest houses, garages and sheds
- Clothing care: washing, drying, ironing of clothing, sometimes mending of clothing or delivery/pick-up of clothing that is dry cleaned
- Child and elder care: babysitting or childcare, changing diapers and other clothes, washing children, supervision of meals and activities and delivery to and from school. Domestic workers will sometimes be given tasks that revolve around elder care such as supervision, bathing, companionship tasks, delivery to and from doctor visits and light medical chores.
Hazards and Precautions
In general, the intensity of hazards associated with live-in domestic workers is much greater than domestic workers who commute to work daily.
Physical hazards
Some physical hazards include: long working hours, insufficient rest time and sometimes insufficient food, exposures to hot and cold water, exposure to hot kitchen environments, musculoskeletal problems, especially back and spinal pain, from lifting children and furniture, and kneeling to clean floors. “Housemaid’s knee” has been likened to “carpet layer’s knee”, the injury sustained by carpet layers. While mechanization of certain floor-polishing and waxing processes has resulted in less work from the knees, many domestics still must work from their knees, and almost always without padding or protection (Tanaka et al. 1982; Turnbull et al. 1992).
Precautions include limitations of working hours, adequate rest and food breaks, gloves for dishwashing and other water immersion, training in proper lifting techniques, mechanized carpet cleaners and floor polishers to minimize the time spent on the knees and provision of knee pads for occasional tasks.
Chemical hazards
Domestic workers can be exposed to a wide variety of acids, alkalis, solvents and other chemicals in household cleaning products which can cause dermatitis. (See also “Indoor cleaning services” in this chapter). Dermatitis can often be exacerbated by the immersion of hands in hot or cold water (Scolari and Gardenghi 1966). Domestic workers may not know enough about the materials they use or how to use these products safely. There is inadequate training in chemical handling or hazard communication for materials that they use. For example, a severe poisoning case in a servant who was using cadmium carbonate silver-cleaning powder has been reported. The worker used the product for one-and-a-half days, and suffered abdominal cramps, tightness of the throat, vomiting and low pulse. Recovery took 24 days (Sovet 1958).
Many products used or handled by domestic workers are known allergens. These include natural rubber protective gloves, house plants, waxes and polishes, detergents, hand creams, antiseptics and impurities in detergents and whiteners. Irritant dermatitis may be a precursor to allergic contact dermatitis in housekeepers, and often starts with the development of erythema patches on the backs of hands (Foussereau et al. 1982). Inhalation of solvents, household pesticides, dusts, moulds and so on can cause respiratory problems.
Precautions include using the least toxic household cleaning products possible, training in materials handling and safety of the various detergents and cleaning fluids, as well as the use of protective hand creams and gloves. Unscented products may be better for those individuals prone to allergy (Foussereau et al. 1982).
Biological hazards
Domestic workers with responsibility for the care of young children in particular are at greater risk of becoming infected with a variety of illnesses, especially from changing diapers, and from contaminated food and water. Precautions include washing hands carefully after changing and handling soiled diapers, proper disposal of soiled items and proper food-handling procedures.
Psychological and stress hazards
Some psychological and stress hazards include isolation from one’s family and community; lack of paid vacation and sick or maternity leave; inadequate protection of wages; rape, physical and mental abuse; over-extended working hours; and general lack of benefits or contracts. Live-in domestic workers face greater danger from hazards including violence, harassment, physical and mental abuse and rape (Anderson 1993).
During a six-month period in 1990, there were eight deaths - six suicides and two murders - of Filipino domestic helpers recounted in a report filed by the Philippine Embassy in Singapore. Suicide is under-reported and not well documented; however, there were as many as 40 suicides reported to the Philippine Embassy in one time period (Gulati 1993).
To a lesser extent, these same hazards are relevant to non-residential domestic workers. In an Ohio (United States) study that looked at workers’ compensation claims filed for sexual assault from 1983 to 1985, 14% of the rapes occurred in motel maids and housekeepers (Seligman et al. 1987).
Prevention of abuses of domestic workers can be aided by establishment of laws that protect these comparatively defenceless workers. In the United States, the hiring of illegal immigrants as domestic workers was a common practice until the passage of the Immigration Reform and Control Act of 1986. This act increased the penalties that could be imposed on the employers of these workers. However, in developed countries the demand for domestic help is steadily increasing. In the United States, domestic workers must be paid at least the minimum wage and, if they earn $1,000 or more annually from any single employer, they are entitled to unemployment compensation and social security (Anderson 1993).
Other countries have taken steps to protect these vulnerable domestic workers. Canada started its Live-in Care-giver Program in 1981, which was amended in 1992. This programme involves recognition of immigrant domestic workers.
Acknowledgement of the immigrant domestic worker is the first step in being able to address heath and safety preventive issues for them. As initial recognition of these workers and their difficulties is achieved, dangerous working conditions can be addressed and improved with government regulations, unionization, private support groups and women’s health initiatives.
Health Effects and Disease Patterns
One study of mortality data of 1,382 female domestic workers in British Columbia (Canada) showed higher mortality than expected from cirrhosis of the liver, accidental death due to exposure, homicides and accidents of all types combined. Also, deaths due to pneumonia and rectal and eye cancer were higher than anticipated. The authors suggest that a major factor in the elevated deaths due to liver cirrhosis is because many domestic workers in British Columbia are from the Philippines, where hepatitis B is endemic (McDougal et al. 1992). Other studies point to alcoholism as a factor. In a review of a California (United States) mortality study, it was noted that the following occupations were associated with increased cirrhosis mortality rates in women: private housecleaner and servant; waitress; and nursing aide, orderly and attendant. The authors conclude that the study supports an association between occupation and cirrhosis mortality and, furthermore, that the greatest cirrhosis mortality is associated with low-status employment and jobs where alcohol is easily available (Harford and Brooks 1992).
In their 1989 study of occupational skin disease, the British Association of Dermatologists found that of 2,861 reported cases (of which 96%were contact dermatitis), the occupation of “cleaners and domestics” was the second-highest category of work listed for women (8.4%) (Cherry, Beck and Owen-Smith 1994). Similarly, in positive responses to dermatological patch tests performed on 6,818 patients, the most common professions of women studied were housekeeper, office worker, cleaner, needleworker and cosmetologist. Housework accounted for 943 of the positive responses to the patch tests (Dooms-Goossens 1986).
Other research has pointed to respiratory allergy and disease. Organic chemical-induced occupational allergic lung diseases were reviewed, and the category of domestic workers was noted as one occupation particularly affected by respiratory allergens (Pepys 1986). A Swedish study on mortality due to asthma looked at women who reported employment in the 1960 National Census. Smoking-adjusted standardized mortality ratios were calculated for each occupation. Increased mortality due to asthma was seen in caretakers, maids, waitresses and housekeepers (Horte and Toren 1993).
There is a lack of statistics and health information concerning domestic workers, especially for overseas immigrant workers, perhaps because of these workers’ temporary or even illegal status in their countries of employment. Governmental acknowledgement will only help enable more research and protection of these workers’ health.
Environmental Issues
Many of the processes described in the articles in this chapter can generate hazardous waste such as solvents, acids, alkalis, formaldehyde and so forth.
In dry cleaning, there has been concern about perchloroethylene vapours polluting the air of apartments above the dry-cleaning shops. The installation of machinery for purification and recovery of solvent vapours, the centralization of dry cleaning (using local shops just as drop-off and pickup places) and the development of wet cleaning methods that minimize solvent use are all methods that can minimize these problems.
Funeral parlours using embalming generate both chemical hazardous waste (e.g., formaldehyde) and biological hazardous waste (blood and blood-containing materials). Most countries where embalming is practised require these to be disposed of as hazardous waste. In crematoria, airborne mercury contamination can result from mercury amalgam fillings in teeth.
Most cosmetology shops that generate chemical waste pour it down the drain or place containers with residues in the trash. This is also true of cleaning personnel, both in homes and in institutions, who can generate waste in the form of solvents, acids and other cleaning products containing hazardous chemicals. The existence of many generators individually producing small amounts of waste creates a control problem; focused and standard control technologies are not easily implemented in these cases. For example, even in large institutions like hospitals, the cleaning chemicals are used in small amounts throughout the building, with cleaning chemicals often stored at many locations.
There are several solutions to this problem. One is the ongoing development of less hazardous substitutes, especially the replacement of solvents with water-based products. Another solution is the adoption of procedures to ensure that only the amounts of products needed for the near future are purchased, to avoid the accumulation of old products that must be disposed of. Using all the product in a container before discarding it in the trash can reduce the pollution from that source. In recent years, some countries, like the United States and Canada, have established local household hazardous waste programmes where waste such as solvents and cleaning products can be taken to central collection points that will accept the hazardous waste free of charge and dispose of it according to proper procedures.
Occupational Health and Safety Hazards in Public and Governmental Services
Public and government services encompass a wide variety of industrial and occupational categories. For example, included are workers employed within telecommunications and postal services, inspection and field services, as well as sewage treatment, recycling, landfill and hazardous waste operations. Depending on the individual country, industrial categories such as telecommunications and postal services may be located within either the public or private sector.
Occupational and environmental safety and health hazards in public and government services include exposure to chemicals, ergonomics, blood-borne pathogens, tuberculosis, machinery hazards, violence, motor vehicles and flammable materials. In the future, as public and government services continue to grow and become more complex, it is anticipated that occupational safety and health hazards will increase and become more widespread. In turn, led by tripartite (labour, management and government) initiatives, improvements in occupational safety and health hazard recognition and control will provide improved resolution of identified hazards.
Health Problems and Disease Patterns
Patterns or identifiable trends of occupational health problems have been associated with the type of work (i.e., use of visual display units (VDUs) or chemicals), as well as where the work is performed (i.e., indoors or outdoors).
Indoor work
The primary hazards associated with indoor work are poor or inadequate physical and work organization ergonomics, inadequate indoor air quality or heating, ventilation and air conditioning systems, chemicals, asbestos, workplace violence and electromagnetic fields (low-level radiation).
Health symptoms and disorders or illnesses have been associated with exposure to these hazards. Since the mid-1980s, a large number of ergonomic-related upper extremity physical illnesses have been reported. Disorders include carpal tunnel syndrome, ulnar deviation, thoracic outlet syndrome and tendinitis. Many of these are related to the introduction of new technology, particularly VDUs, as well as the use of hand tools and equipment. Causes of identified illnesses include physical and work organization factors.
Since the engineering and construction of “tight-buildings” in the 1970s, a pattern of increasing incidence of upper respiratory and dermatological health symptoms and illnesses has been observed. Such health problems are associated with improper maintenance of the heating, ventilation and air conditioning systems; chemical contaminants and microbiological agents; and the inadequate provision of fresh air and air flow.
Exposure to chemicals in indoor work environments has been linked to upper respiratory and dermatological health symptoms and illnesses. A variety of different chemical contaminants are emitted from copying machines, furniture, carpets, cleaning materials (solvents) and the heating, ventilation and air conditioning system. One particular syndrome, multiple chemical sensitivity, has been associated with chemical exposures in indoor work environments.
Asbestos exposure may occur when building renovation and service work are performed and asbestos products or materials are deteriorated or damaged, thus causing asbestos fibres to become airborne.
Since the 1980s, workplace violence and associated safety and health problems have become increasingly widespread. Work environments where increasing rates of workplace violence have been documented are characterized as follows: handling money, working with the public, working alone, coming into contact with patients or clients who may be violent and dealing with customer or client complaints.
Health concerns include physical harm and death. For example, homicide was the second leading cause of death in the US workplace in 1992, accounting for 17% of all workplace deaths. In addition, from 1980 to 1989 homicide was the leading cause of death in the workplace for women, as discussed in more detail in the chapter Violence in this Encyclopaedia.
Work with and exposure to electronic equipment and related electromagnetic fields or non-ionizing radiation has become commonplace, as is exposure to high frequency non-ionizing radiation emitting products such as laser and microwave transmission equipment, radio-frequency heat sealers and electric tools and generation equipment. The relationship between such exposures and consequent health effects such as cancer, visual and skin disorders is not yet clear and much research is still needed. Several chapters in this Encyclopaedia are devoted to these areas.
Outdoor work
Outdoor work environment occupational hazards include exposure to chemicals, lead, hazardous and solid waste, environmental conditions, inadequate ergonomics, motor vehicles, electrical and mechanical equipment and electromagnetic field emissions.
Exposure to chemicals occurs in several identified occupational categories including waste disposal operations, water and sanitation services, sewage treatment, domestic waste collection, postal collection and technician jobs in telecommunications. Such exposure has been related to upper respiratory, dermatological, cardiovascular and central nervous system illnesses. Exposure to lead occurs among telecommunications workers while performing splicing operations with and removing lead telecommunications cables. Such exposure has been liked to a variety of health symptoms and illnesses, including anaemia, peripheral and central nervous system disorders, sterility, kidney damage and birth defects.
Hazardous work environments are common to waste disposal operations, water and sanitation services, sewage treatment and domestic waste collection. Occupational safety and health hazards include microbiological and medical waste, chemicals, inadequate ergonomics, motor vehicles, confined spaces and electrical and mechanical equipment. Identified health symptoms and illnesses include upper respiratory, dermatological, upper and lower extremity musculoskeletal, cardiovascular, central nervous system and visual problems. Additional concerns include lacerations, heat exhaustion and stroke.
Inadequately designed workplace tools and equipment are common to all outside public and government service occupations. Hazards comprise poorly designed hand and power tools, machinery and motor vehicles. Associated health problems include upper and lower extremity musculoskeletal symptoms and illnesses. Safety-related concerns include visual problems, strains, sprains and fractured and broken bones.
Hazards associated with motor vehicles include poorly designed equipment (e.g., hoppers, compaction boxes and aerial equipment), as well as improperly operating machinery and equipment. Associated health problems comprise musculoskeletal injuries and death. Motor vehicle accidents account for the greatest number of injuries and fatalities outdoors.
Hazards associated with electrical and mechanical equipment include poorly designed equipment, electrical shock and electrocution, as well as chemical exposures. Health problems include strains, sprains, broken bones, central nervous and cardiovascular system disorders, as well as upper respiratory and dermatological disorders and death.
Work with or in close proximity to electrical transmission equipment and the associated electromagnetic fields of non-ionizing radiation emissions has been linked with the occurrence of certain central nervous system symptoms and disorders as well as cancer. However, scientific and epidemiological research has, as of yet, not clearly defined the degree of harm posed by electromagnetic fields.
Outdoor public and government services activities present several environmental and public health problems. For example, chemicals, microbiological agents, sewage and domestic waste may be used and disposed of improperly, thus finding their way into the water table as well as streams, lakes and oceans, causing environmental contamination. In turn, such waste may lead to the contamination of public water supplies as well as the creation of toxic dumps or sites. Such contamination has been related to the deterioration and destruction of the environment as well as public health. Associated human health effects include dermatological, central nervous and cardiovascular system health symptoms and disorders, as well as certain types of cancer.
Case Report: Violence and Urban Park Rangers in Ireland
Rangers in parks in large Irish cities are employed to “keep the peace”, to “liaise with the public” (i.e., discourage vandalism and respond to any complaints that might be made) and to perform “light cleaning duties” (i.e., cleaning up rubbish and garbage such as broken bottles, needles and syringes discarded by drug abusers and used condoms). Their hours are unsociable: they report around mid-day and remain on duty until dusk when they are supposed to lock the park gates. This means long hours in the summertime that are somewhat compensated for by the shorter days in winter.
The majority of the parks have only one ranger who works alone, although there may be other local authority employees doing landscaping, gardening and other jobs in the park. Usually the only building in the park is the depot where gardening equipment is kept and where the staff may go for shelter in very severe weather. To avoid spoiling the ambiance, the depots are usually located in sequestered areas out of the public view where they are subject to misuse by vandals and marauding gangs of youths.
The park rangers are frequently exposed to violence. An employment policy that favoured the hiring of individuals with mild disabilities as rangers was recently supplanted when it was realized that public knowledge of such problems made these rangers ready targets for violent assault. Public authorities were not covered by the Irish health and safety legislation which, until recently, was applicable only to factories, building sites, docks and other process industries. As a result, there were no formalized arrangements for dealing with violence against park workers who, unlike their counterparts in some other countries, were not provided with firearms or other weapons. Nor was there any access to post-violence counselling.
The tendency to assign rangers who lived in the immediate neighbourhood to a particular park meant that they were more likely to be able to identify the trouble-makers likely to have been the perpetrators of violent acts. However, this also increased the danger of reprisals to the ranger for having “fingered” the culprits, making him or her less inclined to make formal complaints against their assailants.
Lack of an adequate police presence in the parks and the very early release from prison of convicted perpetrators were often crushing blows to the morale of the victims of the violence.
The trade unions representing the rangers and other public authority personnel have been active in promoting efforts to deal with violence. They now include training in recognizing and preventing violence in the courses they sponsor for safety representatives.
Even though the Irish health and safety legislation now covers public authority workers, the creation of a national committee to deal with both the control of violence and the provision of aftercare for its victims would be beneficial. While guidelines on preventing violence are now available to assist those engaged in assessing the risks of violence in workplaces, their use should be made mandatory for all occupations where violence is a risk. Furthermore, increased resources for and enhanced coordination with the city’s police force are desirable for dealing with the problem of violence and assault in the public parks.
Training in how to deal with individuals and groups likely to be violent should be make available to all workers who face this risk in their jobs. Such training might include how to approach and deal with individuals presenting indications of violent assault as well as self-defence manoeuvres.
Improved communications for reporting problem situations and requesting help would also be helpful. Installing telephones in all park depots would be a useful first step while “walkie-talkie” radios and cellular telephones would be useful when away from the depot. Video camera systems for surveillance of sensitive areas, such as the park depots and sports facilities, might help to deter violence.
Inspection Services
National, state or provincial, municipal and other local government units employ inspectors in a variety of agencies to verify compliance with laws, ordinances and regulations intended to promote and protect the health and safety of both workers and the public. This is government’s traditional role of enacting laws to address socially unacceptable risks and then to assigning agencies to establish programmes to achieve conformance with the regulatory standards. The inspector or investigator is the key person on the front-line in enforcing regulatory standards.
An example of such a legislative mandate is the role of inspection of workplaces for health and safety practices. Worksite inspectors visit workplaces to verify compliance with regulations governing the workplace, potential occupational and environmental hazards, the tools, machines and equipment being used, and the way the work is done, including the use of personal protective equipment (PPE). The inspectors have the authority to initiate penalties (citations, monetary fines and, in egregious cases, criminal prosecution) when deficiencies are encountered. Under laws enacted in some localities, regional authorities share responsibilities for carrying out inspections with federal powers.
Other areas in which governmental agencies have inspection responsibilities include environmental protection, regulation of food and drugs, nuclear energy, interstate commerce and civil aviation, public health and consumer protection. Engineering and building inspections are generally organized at the local level.
Throughout the world the basic functions and protections addressed by inspection services are similar although the particular legislation and governmental structures vary. These are discussed elsewhere in this Encyclopaedia.
To protect workers and property, to avoid statutory penalties and the adverse publicity that accompanies them and to minimize legal liability and the costs of workers’ compensation benefits, private sector enterprises often conduct in-house inspections and audits to ensure that they are complying with the regulations. These self-audits may be conducted by appropriately qualified staff persons or outside consultants may be retained. A notable recent trend in the US and some other developed countries has been the proliferation of private consulting organizations and academic departments which offer occupational health and safety services to employers.
Hazards
In general, inspectors are faced by the very same hazards they are charged to identify and correct. For example, workplace health and safety inspectors may visit worksites that have toxic environments, harmful noise levels, infectious agents, radiation, fire or explosion hazards and unsafe buildings and equipment. Unlike workers in a fixed environment, the inspectors must anticipate the kinds of hazards they will encounter on a given day and make sure that they have the tools and PPE they might need. In each instance, they must prepare themselves for a worst-case scenario. For example, when entering a mine, inspectors must be prepared for an oxygen-deficient atmosphere, fires and explosions and cave-ins. Inspectors checking isolation units in health care facilities must protect themselves against contagious organisms.
Occupational stress is a prime hazard for inspectors. It stems from a number of factors:
- Work stress is increasing as fiscal retrenchments cause reductions in agency budgets, which often results in understaffing. This brings pressure to manage an increasing work load that inevitably affects the ability to maintain the quality and integrity of inspections.
- There is also the stress of having to enforce the minutiae of guidelines and regulations which the inspector may acknowledge to be unwarranted in particular situations. And, when circumstances do not allow them to be overlooked, the inspector may bear the brunt of abuse for enforcing unpopular rules and regulations.
- Employers, and sometimes the workers as well, may resent the “intrusion” of the inspector into the workplace and his or her need to maintain a high level of suspicion with respect to subterfuges and cover-ups. This often makes the job unpleasant and stressful for the inspector. This antagonism may escalate into threats and actual violence.
- The inspector may suffer from feelings of responsibility when neglected or unrecognized hazards in the workplace result in a worker’s loss of life or limb or, even worse, in disaster involving many individuals.
- Like many employees who work in the field on their own, inspectors may suffer from such bureaucratic ills as distant and/or inadequate supervision, lack of support, endless paperwork and separation from home, family and friends.
- The necessity of entering unsafe neighbourhoods may expose them to crime and violence.
- Finally, particularly when they are required to wear uniforms, they may be seen as enemies by those who bear a grudge against the particular agency or the government as a whole. This can culminate in abuse or even violent assaults. The 1996 bombing of the federal office building in Oklahoma City, Oklahoma, in the US is an indication of such hostility to government.
Agencies employing inspectors must have clearly written health and safety policies describing appropriate measures to protect the health and well-being of inspectors, particularly those working in the field. In the US, for example, OSHA includes such information in its compliance directives. In some instances, this agency requires inspectors to document their use of the appropriate protective equipment while performing an inspection. The integrity of the inspection may be compromised if the inspector himself or herself violates health and safety rules and procedures.
Education and training are the key to preparing inspectors to properly protect themselves. When new standards are promulgated and new initiatives or programmes undertaken, the inspectors should be trained in preventing illness and injury to themselves as well as being drilled in the new requirements and enforcement procedures. Unfortunately, such training is rarely offered.
As part of programmes for learning to cope with work stress, also rarely offered, inspectors should be trained in communication skills and contending with angry and abusive people.
Table 1 lists some of the categories of government inspectors and hazards to which they may be exposed. More detailed information about the recognition and control of such hazards is to be found elsewhere in this Encyclopaedia.
Table 1. Hazards of inspection services.
|
Occupations |
Tasks |
Associated hazards |
|
Occupational safety and health compliance officers |
Investigate and cite safety and health hazards |
A wide variety of safety and health hazards |
|
Agricultural inspectors |
Investigate agricultural and farmworker health and safety |
Agricultural equipment, chemicals, pesticides, biological agents and |
|
Environmental inspectors |
Investigate industrial and agricultural sites for contaminated air, water and soil |
Chemical, physical, biological and safety hazards |
|
Health inspectors |
Investigate nursing homes and hospitals for compliance with hospital safety and health standards |
Infectious, chemical, radioactive and safety hazards |
|
Food inspectors |
Investigate and cite food product safety and establishments |
Insects, vermin and associated microbiological agents; chemical agents; violence and dogs |
|
Engineering and building inspectors |
Investigate for compliance with building construction and fire operation and maintenance codes |
Unsafe structures, building and construction equipment and materials |
|
Customs inspectors |
Investigate for contraband and hazardous materials entering territorial boundaries |
Explosives, drugs, biological and chemical hazards |
A recent phenomenon in many countries that is disturbing to many is the trend toward deregulation and decreased emphasis on inspection as an enforcement mechanism. This has led to the under-financing, degrading and downsizing of agencies and erosion of their inspection services. There is a growing concern not only for the health and safety of the cadres of inspectors but also for the health and well-being of the workers and the public they are charged to protect.
Postal Services
Although the social obligation of most postal administrations—domestic mail collection, sorting, delivery and international mail processing while preserving the security of mail—has remained unchanged over the last century, the methods by which this obligation is carried out have been transformed due to the rapid advances of technology and increases in mail volumes. Australia, France, Germany, Sweden, the United Kingdom and other industrialized countries each process billions of mail pieces each year. In 1994 the US Postal Service delivered almost two hundred billion pieces of mail, an increase in mail volume of 67% since 1980. Competition by private carriers entering the market, particularly for parcel delivery and express delivery service, as well as from other technological advancements, such as facsimile (fax) machines, computer modems, electronic mail, electronic transfer of funds and satellite systems, have also changed personal and business communications. Since private carriers carry out many of the same operations as postal services, their workers face many of the same hazards.
Most postal administrations are government-owned and operated, although this is changing. For example, Argentina, Australia, Canada, Germany, the Netherlands, Sweden, the United Kingdom and the United States have, to varying degrees, privatized their postal operations. The franchising or contracting of work and services is becoming increasingly common among the postal administrations in the industrialized world.
Postal administrations, especially in industrialized nations, are often one of the largest employers in the country; they employ up to several hundred thousand people in some countries. Although advances in technology have not dramatically changed how postal administrations are structured, they have altered the methods by which mail is sorted and delivered. As postal services have long been highly labour intensive (with wages and benefits accounting for up to 80% of total operating costs in some countries), efforts to reduce these costs as well as to improve productivity and increase operating efficiency have promoted technological advancement through capital investments. For many industrialized nations the objective is to fully automate the processing of mail up to the point of delivery.
Operations
Postal operations are divided into three main phases: collection, sorting and delivery. Administrative and maintenance services are also integral aspects of postal operations. The technological changes in operating methods, especially for the sorting phase, have led to a declining demand for workers. As a result, workers are more isolated because less staffing is required to operate the newer postal equipment. Enhanced technology has also led to a reduction of requisite skills in the workforce as computers have replaced such tasks as memorizing postal codes and performing diagnostic tests on mechanical equipment.
Shift work is still a common practice in postal operations as most mail is collected at the end of the day and then transported and sorted at night. Many postal administrations provide home and business mail delivery six days a week. The frequency of service requires most postal operations to run twenty-four hours a day, seven days a week. Consequently, the psychological and physical stress from shift work and night work still remain problems for many postal workers, particularly during the busy night shift in large processing centres.
Most postal administrations in the industrialized world are organized with large processing centres supporting small retail and delivery offices. Often several stories high and occupying several thousands of square metres, processing centres are equipped with large pieces of machinery, material handling equipment, motor vehicles and repair and paint shops similar to work environments in other industrial workplaces. Smaller retail offices, however, are generally cleaner and less noisy and more akin to office environments.
Hazards and Their Prevention
While technology has eliminated many dangerous and monotonous tasks performed by postal workers, different hazards have emerged that, if not properly addressed, may jeopardize the health and safety of postal workers.
Retail services
For employees who work at retail postal counters, job tasks depend on the size of the post office and the type of services offered by the postal administration. General duties of the retail employee include selling stamps and money orders, weighing and pricing letters and parcels and providing postal information to customers. Since retail personnel are directly involved in the exchange of money with the public, the risk of violent robbery is increased for these workers. For retail personnel who work alone, in proximity to high crime areas or late at night or early in the mornings, workplace violence can be a major occupational hazard if appropriate protective measures are not taken. The potential for such workplace violence also contributes to undue mental stress. Also, the day-to-day pressure from dealing with the public and the responsibility for relatively large amounts of money are contributing stress factors.
Environmental conditions and the physical layout of the retail employee’s workstation may also contribute to health and safety hazards. Indoor air quality problems, such as dust, the lack of fresh air and temperature variations may cause discomfort for the retail clerk. Poorly designed work stations that require the operator to work in awkward postures due to the placement of retail equipment (e.g., cash register, scale, mail and parcel containers), prolonged standing postures or sitting in uncomfortable and unadjustable chairs, and lifting heavy parcels can lead to musculoskeletal disorders.
Preventive measures that address these hazards include improving security by installing bright external and internal lighting, doors, windows and partitions of bullet proof glass and silent alarms, ensuring that clerks do not work alone, providing emergency and defensive response training and ensuring that the public has limited and controlled access to the facility. Ergonomic and indoor air quality assessments may also contribute to the improvement of the working conditions for retail personnel.
Sorting
The transition from manual operations to mechanized and automated systems has greatly affected the handling and sorting phase of postal operations. For example, whereas postal workers were once required to memorize various codes that corresponded to address delivery routes, that task is now computerized. Since the early 1980s, technology has improved so that many machines can now “read” an address and apply a code. In the industrialized countries, the task of sorting mail has shifted from humans to machines.
Material handling
Although technology has reduced the amount of manual letter and small parcel sorting, it has had less of an impact on the movement of containers, bundles and sacks of mail inside a postal facility. Mail that is transported by trucks, planes, rail or ship into large processing and sorting centres may be internally transferred to different sorting areas by complex conveyor or belt systems. Fork-lift trucks, mechanical dumpers and smaller conveyors assist postal employees in unloading and loading trucks and placing the mail onto the complex conveyor systems. Some material handling tasks, however, especially those performed in smaller postal facilities, must still be performed manually. Culling operations that separate mail to be processed by machine from mail that which must be sorted by hand is one task that has not been fully automated. Depending on the postal administration’s regulations or national health and safety regulations, limits on load weights may be imposed to prevent employees from having to lift and carry containers of mail and parcels that are too heavy (see figure 1).
Figure 1. Manual lifting of heavy parcels is a serious ergonomic hazard. Weight and size limits on parcels are necessary.

Material handling tasks also expose postal workers to electrical hazards and machine parts that may injure the body. Although paper dust is a nuisance to almost all postal workers, employees who primarily perform material handling tasks commonly inhale dust when they first open mailbags, containers and sacks. Material handling workers are also the first employees to come into contact with any biological or chemical materials that may have spilled during transport.
Efforts to reduce fatigue and back injuries include automating some of the manual lifting and carrying tasks. Transporting pallets of mail by forklifts, using rolling containers to transport mail inside a facility and installing automatic container unloaders are methods of automating material handling tasks. Some industrialized nations are utilizing robotics to assist in material handling tasks such as loading containers onto conveyors. Regulating the amount of weight workers lift and carry and training workers in proper lifting techniques may also help to reduce the incidence of back injury and pain.
To control exposure to chemicals and biological matter, some postal administrations place prohibitions on the type and amount of hazardous materials that can be sent by mail and also require these materials to be identifiable to postal workers. Since some mail will undoubtedly be sent without proper warnings affixed, workers should be trained in responding to releases of potentially hazardous materials.
Manual/mechanized
As sorting technology improves, manual letter sorting is rapidly being phased out. Some manual letter sorting, however, is still necessary in many postal administrations, particularly in the developing countries. Manual letter sorting involves workers placing individual letters into slots or “pigeon holes” in a case. The worker then bundles the mail from each slot and places the bundles into containers or mail bags for dispatch. Manual sorting is a repetitive activity that the worker performs while either standing or sitting on a stool.
Manual parcel sorting is also still performed by postal workers. Since parcels are generally larger in size and much heavier than letters, workers must often put the parcels into separate hampers or containers that are arranged around them. Workers who perform manual parcel sorting often are at risk for cumulative trauma disorders affecting the shoulders, arms and back.
Automation has addressed many of the ergonomic hazards associated with manual letter and parcel sorting. Where automation technology is not available, workers should have the opportunity to rotate to different tasks to relieve fatigue from one particular body area. Appropriate rest breaks should also be provided to workers performing repetitive tasks.
In modern, mechanized sorting systems, workers sit at a keyboard while letters are mechanically passed in front of them (figure 2). Coding desks are arranged either side-by-side or behind one another in a line. Operators must often memorize hundreds of codes that correspond to different zones and enter a code for each letter on a keyboard. Unless adjusted properly, the keyboards may require the operator to use more force to depress the keys than modern computer keyboards. Approximately fifty to sixty letters each minute are processed by the operator. Based upon the code entered by the operator, the letters are segregated into different bins and then removed, bundled and dispatched by the postal workers.
Figure 2. Coding desk operators sorting letters with the aid of computerized machines.

Ergonomic hazards that lead to musculoskeletal disorders, particularly tendinitis and carpal tunnel syndrome, are the biggest problem for mechanized sorting operators. Many of these machines were designed several decades ago when ergonomic principles were not applied with the same degree of diligence as they are today. Automated sorting equipment and VDUs are quickly replacing these mechanized sorting systems. In many postal administrations where mechanized sorting is still the primary system, workers may rotate to other positions and/or take breaks at regular intervals. Providing comfortable chairs and adjusting the keyboard force are other modifications that can improve the job. Although a nuisance and discomfort to the operator, noise and dust from the mail are generally not major hazards.
Visual display units
Visual display unit-based sorting terminals are beginning to replace mechanized sorters. Instead of the actual mail pieces being presented to the operator, enlarged images of the addresses appear on the screen. Much of the mail that is processed by VDU sorting has been previously rejected or culled as not machineable by the automatic sorters.
The advantage of VDU sorting is that it does not need to be located in close proximity to the mail. Computer modems can send the images to the VDUs that are located in another facility or even a different city. For the VDU operator, this means that the work environment is generally more comfortable, with no background noise from sorting machines or dust from mail. However, sorting with the VDU is a very visually demanding job and often involves only one task, keying from images of letters. As with most sorting tasks, the job is monotonous but at the same time requires intense concentration from the operator in order to maintain the required productivity levels.
Musculoskeletal discomfort and eye strain are the most common complaints of VDU operators. Steps to reduce physical, visual and mental fatigue include providing adjustable equipment, such as keyboards and chairs, maintaining adequate lighting to reduce glare and scheduling regular breaks. In addition, since VDU operators often work in an office-type environment, consideration should be given to indoor air quality complaints.
Automation
The most advanced type of sorting reduces the need for workers to be directly involved in the coding and segregation of individual mail pieces. Generally only 2 or 3 workers are required to operate an automatic sorter. At one end of the machine, a worker loads mail onto a mechanical belt that feeds each letter in front of an optical character reader (OCR). The letter is read or scanned by the OCR and a bar code is printed on it. The letters are then automatically segregated into dozens of bins located at the other end of the machine. Workers then remove the bundles of segregated mail from the bins and transport them to the next stage of the sorting process. Larger automated sorters can process between 30,000 and 40,000 pieces of mail per hour.
Although such automation no longer requires a keyboard to encode mail, workers are still exposed to monotonous, repetitive tasks that put them at risk for musculoskeletal disorders. Removing the bundles of segregated mail from the different bins and placing them into containers or other material handling equipment puts physical stress on the operator’s shoulders, back and arms. Operators also complain of wrist and hand problems from constantly grasping handfuls of mail. Dust exposure is sometimes more problematic for automated sorter workers than other postal employees because of the larger volume of mail processed.
Many postal administrations have only recently acquired automated sorting equipment. As complaints of musculoskeletal discomfort mount, equipment designers and engineers will be forced to incorporate ergonomic principles more thoroughly in their attempts to balance productivity needs with the well-being of employees. For example, in the United States, government safety and health officials have concluded that some of the automated mail-sorting equipment poses serious ergonomic deficiencies. While attempts can be made to modify either the equipment or work methods to reduce the risks of musculoskeletal discomfort, such modifications are not as effective as the proper design of equipment (and work methods) in the first place.
Another problem is the risk of injury during the clearing of jams or during maintenance and repair operations. Proper training and lockout/tagout procedures are needed for these operations.
Delivery
Postal operations rely upon many methods of transportation to distribute mail including air, rail, water and highway. For short distances and local delivery, mail is transported by motor vehicles. Mail travelling generally less than several hundred kilometres from large processing centres to smaller post offices is usually carried by trains or large trucks, while air and sea travel is reserved for the longer distances between large processing centres.
As the use of motor vehicles for delivery services has increased dramatically during the past two decades, accidents and injuries involving postal trucks, jeeps and automobiles have become for some postal administrations the biggest and most serious occupational safety and health problem. Vehicular accidents constitute the main cause of workplace fatalities. Additionally, while the increased use of motor vehicles for delivery and the installation of more street mail storage boxes have helped to reduce the amount of time letter carriers spend walking, musculoskeletal discomfort and back injuries still are problematic due to the heavy bags of mail that they must carry on their routes. Also, robberies and other violent attacks against letter carriers are on the rise. Injuries caused by slips, trips and falls, particularly during adverse weather conditions, and dog attacks are other serious hazards experienced by letter carriers. Unfortunately, other than increased awareness not much can be done to eliminate these particular hazards.
Steps designed to reduce the likelihood of vehicular accidents include installing anti-lock brakes and extra mirrors to improve visibility, increasing seat belt usage, improving driver training, conducting more frequent vehicle maintenance inspections and improving roadways and vehicle design. To address the ergonomic hazards associated with lifting and carrying mail, some postal administrations provide carts with wheels or specialized mail bags where the weight is more evenly distributed across the worker’s shoulders instead of concentrated on one side. To reduce the risk of workplace violence, letter carriers may carry two-way communication devices and their vehicles may be equipped with a tracking system. In addition, to address environmental concerns and concerns of exposure to diesel exhaust, some postal vehicles are powered by natural gas or electricity.
Repair and Maintenance
Workers that are responsible for the day-to-day upkeep, cleaning and repair of postal facilities and equipment, including motor vehicles, face similar hazards as maintenance employees in other industrial operations. Exposure to welding operations, electrical hazards, falls from scaffolding, chemicals found in cleaning fluids and machine lubricants, asbestos from brake linings and dust are examples of hazards associated with maintenance tasks.
More...
Telecommunications
Telecommunications is the act of communicating with others through the use of electronic equipment like telephones, computer modems, satellites and fibre optic cables. Telecommunications systems comprise telecommunications cables from the user to the local switching office (local loops), the switching facilities which provide the communications connection to the user, the trunks or channels that transmit calls between the switching offices and, of course, the user.
During the early to mid-twentieth century, telephone exchanges, electromechanical switching systems, cables, repeaters, carrier systems and microwave equipment were introduced. After this occurrence, telecommunications systems spread to the industrialized areas of the world.
From the 1950s to 1984, technological advances continued to appear. For example, satellite systems, improved cable systems, the use of digital technology, fibre optics, computerization and video telephony were introduced throughout the communications industry. These changes allowed for the expansion of telecommunications systems throughout more areas of the world.
In 1984 a court ruling in the United States led to the breakup of the telecommunications monopoly held by American Telegraph and Telephone (AT&T). This breakup coincided with many rapid, major changes in the technology of the telecommunications industry itself.
Until the 1980s telecommunications services were considered to be public services operating within a legislative framework that provided monopoly status in virtually all countries. Along with the development of economic activity, the advent of new technologies has led to the privatization of the telecommunications industry. This trend culminated in the divestiture of AT&T and the deregulation of the US telecommunications system. Similar privatization activities are underway in a number of other countries.
Since 1984, technological advances have produced and expanded telecommunications systems that can provide universal service to all people throughout the world. This occurs as telecommunications technology is now converging with other information technologies. Related fields such as electronics and data processing are involved.
The impact of the introduction of new technology on employment has been mixed. Without question, it has reduced levels of employment and produced the de-skilling of jobs, radically altering the tasks of telecommunications workers as well as the qualifications and experience required of them. However, it is anticipated by some that employment growth will occur in the future as a result of the new business activity stimulated by the deregulated telecommunications industry that will produce many highly skilled jobs.
Occupations within the telecommunications industry can be categorized as either skilled craft or clerical work. Craft jobs include cable splicers, installers, outside plant technicians, central office technicians and frame technicians. These jobs are highly skilled, particularly as a result of the new technological equipment. For example, employees must be very proficient in the electrical, electronics and/or mechanical fields as they relate to the installation, service and maintenance of telecommunications equipment. Training is acquired through classroom and on-the-job training.
Clerical occupations include directory assistance operators, customer service representatives, account representatives and sales clerks. In general these tasks involve the operation of communications equipment such as VDUs private branch exchange (PBX) and facsimile machines which are used to establish local and/or long distance connections, perform business office work inside or outside the workplace and handle sales contacts with customers.
Hazards and Controls
The occupational safety and health hazards within the telecommunications industry can be categorized by the type of tasks or services performed.
Building and construction operations
In general, the same risks occur as in construction and building operations. However, several noteworthy activities which are specific to telecommunications include working at heights on poles or pylons, installing telecommunications wiring systems and excavating for cable laying. The usual means of protection, such as climbing gaffs, safety harnesses, lines and raise platforms and proper shoring for excavations, are applicable in telecommunications. Often, this work is performed during emergency repairs made necessary by storms, landslides or floods.
Electricity
The safe use of electricity and electrical equipment is extremely important when performing telecommunications work. The normal preventive measures against electrocution, electric shock, short circuits and fires or explosions are fully applicable to telecommunications. Also, a serious source of danger may arise when telecommunications and electricity cables are within close proximity to one another.
Cable laying and maintenance
A significant safety and health concern is cable laying and maintenance. Work on underground cables, pipelines and jointing chambers involves handling heavy cable drums and pulling cables into pipelines with power-driven winches and cable equipment as well as cable splicing or jointing and insulation or waterproofing. During cable splicing and insulation jobs, workers suffer exposure to health hazards such as lead, solvents and isocyanates. Preventive measures include use of the least toxic chemicals, adequate ventilation and PPE. Often, maintenance and repair work is performed in confined spaces like manholes and vaults. Such work necessitates special ventilation equipment, harness and lifting equipment and the provision of a worker stationed above ground who is able to perform emergency cardiopulmonary resuscitation (CPR) and rescue activities.
Another health and safety concern is working with fibre optic telecommunications cables. Fibre optic cables are being installed as an alternative to lead and polyurethane-encased cables because they carry many more communications transmission and they are much smaller in size. Health and safety concerns involve potential burns to the eyes or skin from exposure to the laser beam when cables become disconnected or broken. When this occurs, protective engineering controls and equipment should be provided.
Also, cable installation and maintenance work performed in buildings involves potential exposure to asbestos products. Exposure occurs as a result of the deterioration or break-up of asbestos products like pipes, patching and taping compounds, floor and ceiling tiles and reinforcing fillers in paints and sealants. During the late 1970s, asbestos products were banned or their use was discouraged in many countries. Adherence to a worldwide prohibition will eliminate exposure and resultant health disorders for future generations of workers, but there are still large amounts of asbestos to contend with in older buildings.
Telegraph services
Telegraph workers use VDUs and, in some cases, telegraph equipment to perform their work. A frequent hazard associated with this type of work is upper extremity (particularly hand and wrist) musculoskeletal cumulative trauma. These health problems may be minimized and prevented with attention to ergonomic work stations, work environment and work organization factors.
Telecommunications service
Automatic switching and connecting circuits are the mechanical operations components of modern telecommunications systems. Connections are generally made by microwave and radio frequency waves in addition to cables and wires. Potential hazards are associated with microwave and radio frequency exposures. According to available scientific data, there is no indication that exposure to most types of radiation-emitting telecommunications equipment is directly linked to human health disorders. However, craft employees may be exposed to high levels of radio frequency radiation while working in close proximity to electrical power lines. Data have been collected that suggest a relationship between these emissions and cancer. Further scientific investigations are being conducted to more clearly determine the seriousness of this hazard as well as appropriate prevention equipment and methods. In addition, health concerns have been associated with emissions from cellular telephone equipment. Further research is being conducted to draw conclusions regarding potential health hazards.
The vast majority of telecommunications services are performed with the use of VDUs. Work with VDUs is associated with the occurrence of upper extremity (particularly hand and wrist) musculoskeletal cumulative trauma disorders. Many telecommunications unions, such as the Communications Workers of America (US), Seko (Sweden) and the Communication Workers Union (United Kingdom), have identified catastrophic rates of VDU workplace musculoskeletal cumulative trauma disorders among the workers they represent. Proper design of the VDU workplace with attention to work station, work environment and work organization variables will minimize and prevent these health problems.
Additional health concerns include stress, noise and electrical shock.
Hazards in Sewage (Waste) Treatment Plants
Without treatment of waste the current concentration of people and industry in many parts of the world would very quickly make portions of the environment incompatible with life. Although reduction of the amount of waste is important, the proper treatment of waste is essential. Two basic types of waste enter a treatment plant, human/animal waste and industrial waste. Humans excrete about 250 grams of solid waste per capita per day, including 2000 million coliform and 450 million streptococci bacteria per person per day (Mara 1974). Industrial solid waste production rates range from 0.12 tons per employee per year at professional and scientific institutions to 162.0 tons per employee per year at sawmills and planing mills (Salvato 1992). Although some waste treatment plants are exclusively dedicated to handling one or the other type of material, most plants handle both animal and industrial waste.
Hazards and Their Prevention
The goal of waste water treatment plants is to remove as much of the solid, liquid and gaseous contaminants as possible within technically feasible and financially achievable constraints. There are a variety of different processes that are used to remove contaminants from waste water including sedimentation, coagulation, flocculation, aeration, disinfection, filtration and sludge treatment. (See also the article “Sewage treatment” in this chapter.) The specific hazard associated with each process varies depending on the design of the treatment plant and the chemicals used in the different processes, but the types of hazard can be classified as physical, microbial and chemical. The key to preventing and/or minimizing the adverse effects associated with working in sewage treatment plants is to anticipate, recognize, evaluate and control the hazards.
Figure 1. Manhole with cover removed.
Mary O. Brophy
Physical hazards
Physical hazards include confined spaces, inadvertent energizing of machines or machine parts and trips and falls. The result of an encounter with a physical hazards can often be immediate, irreversible and serious, even fatal. Physical hazards vary with the design of the plant. Most sewage treatment plants, however, have confined spaces which include underground or below grade vaults with limited access, manholes (figure 1) and the sedimentation tanks when they have been emptied of liquid content during, for example, repairs (figure 2). Mixing equipment, sludge rakes, pumps and mechanical devices used for a variety of operations in sewage treatment plants can maim, and even kill, if they are inadvertently activated when a worker is servicing them. Wet surfaces, often encountered in sewage treatment plants, contribute to slipping and falling hazards.
Figure 2. Empty tank in a sewage treatment plant.

Mary O. Brophy
Confined-space entry is one of the most common and one of the most serious hazards faced by sewage treatment workers. A universal definition of a confined space is elusive. In general, however, a confined space is an area with limited means of entry and egress that was not designed for continuous human habitation and that does not have adequate ventilation. Hazards occur when the confined space is associated with a deficiency of oxygen, the presence of a toxic chemical or an engulfing material, such as water. Decreased oxygen levels can be the result of a variety of conditions including the replacement of oxygen with another gas, such as methane or hydrogen sulphide, the consumption of oxygen by the decay of organic material contained in the waste water or the scavenging of oxygen molecules in the rusting process of some structure within the confined space. Because low levels of oxygen in confined spaces cannot be detected by unaided human observation it is extremely important to use an instrument that can determine the level of oxygen before entering any confined space.
The earth’s atmosphere consists of 21% oxygen at sea level. When the percentage of oxygen in breathing air falls below about 16.5% a person’s breathing becomes more rapid and more shallow, the heart rate increases and the person begins to lose coordination. Below about 11% the person experiences nausea, vomiting, inability to move and unconsciousness. Emotional instability and impaired judgement may occur at oxygen levels somewhere between these two points. When individuals enter an atmosphere with oxygen levels below 16.5% they may immediately become too disoriented to get themselves out and eventually succumb to unconsciousness. If the oxygen depletion is great enough individuals can become unconscious after one breath. Without rescue they can die within minutes. Even if rescued and resuscitated, permanent damage can occur (Wilkenfeld et al. 1992).
Lack of oxygen is not the only hazard in a confined space. Toxic gases can be present in a confined space at a concentration level high enough to do serious harm, even kill, despite adequate oxygen levels. The effects of toxic chemicals encountered in confined spaces are discussed further below. One of the most effective ways to control the hazards associated with low oxygen levels (below 19.5%) and atmospheres contaminated with toxic chemicals is to thoroughly and adequately ventilate the confined space with mechanical ventilation prior to allowing anyone to enter it. This is usually done with a flexible duct through which outside air is blown into the confined space (see figure 3). Care must be taken to ensure that fumes from a generator or the fan motor are not also blown into the confined space (Brophy 1991).
Figure 3. Air moving unit for entering a confined space.
Mary O. Brophy
Sewage treatment plants often have large pieces of machinery to move sludge or raw sewage from one place in the plant to another. When repairs are made on this type of equipment the entire machine should be de-energized. Furthermore, the switch to re-energize the equipment should be under the control of the person performing the repairs. This prevents another worker in the plant from inadvertently energizing the equipment. Development and implementation of procedures to achieve these goals is called a lockout/tagout programme. Mutilation of body parts, such as fingers, arms and legs, dismemberment and even death can result from ineffective or inadequate lockout/tagout programmes.
Sewage treatment plants often contain large tanks and storage containers. People sometimes need to work on top of the containers, or walk by pits that have been emptied of water and may contain an 8 to 10 foot (2.5 to 3 m) drop (see figure 4). Sufficient protection against falls as well as adequate safety training should be provided for the workers.
Microbial hazards
Microbial hazards are primarily associated with the treatment of human and animal waste. Although bacteria are often added to alter the solids contained in waste water, the hazard to sewage treatment workers comes primarily from exposure to micro-organisms contained in human and other animal waste. When aeration is used during the sewage treatment process these micro-organisms can become airborne. The long term effect on the immune system of individuals exposed to these micro-organisms for extended periods of time has not been conclusively evaluated. In addition, workers who remove solid refuse from the influent stream before any treatment is begun are often exposed to micro-organisms contained in material splashing onto their skin and making contact with the mucous membranes. The results of encountering micro-organisms found in sewage treatment plants for extended periods of time are often more subtle than resulting from acute intense exposures. Nevertheless, these effects can also be irreversible and serious.
The three main categories of microbes relevant to this discussion are fungi, bacteria and viruses. All three of these can cause acute illness as well as chronic disease. Acute symptoms including respiratory distress, abdominal pains and diarrhoea have been reported in waste treatment workers (Crook, Bardos and Lacey 1988; Lundholm and Rylander 1980). Chronic diseases, such as asthma and allergic alveolitis, have been traditionally associated with exposure to high levels of airborne microbes and, recently, with microbial exposure during the treatment of domestic waste (Rosas et al. 1996; Johanning, Olmstead and Yang 1995). Reports of significantly elevated concentrations of fungi and bacteria in waste treatment, sludge dewatering and composting facilities are beginning to be published (Rosas et al. 1996; Bisesi and Kudlinski 1996; Johanning Olmstead and Yang 1995). Another source of airborne microbes is the aeration tanks which are used in many sewage treatment plants.
In addition to inhalation, microbes can be transmitted through ingestion and through contact with skin that is not intact. Personal hygiene, including washing hands before eating, smoking and going to the bathroom, is important. Food, drink, eating utensils, cigarettes and anything that would be put into the mouth should be kept away from areas of possible microbial contamination.
Chemical hazards
Chemical encounters at waste treatment plants can be both immediate and fatal, as well as protracted. A variety of chemicals are used in the process of coagulation, flocculation, disinfection and sludge treatment. The chemical of choice is determined by the contaminant or contaminants in the raw sewage; some industrial waste requires somewhat exotic chemical treatment. In general, however, the primary hazards from chemicals used in the coagulation and flocculation processes are skin irritation and eye injury due to direct contact. This is especially true of solutions which have a pH (acidity) less than 3 or greater than 9. The disinfection of effluent is often achieved by using either liquid or gaseous chlorine. Use of liquid chlorine can cause eye injury if splashed into the eyes. Ozone and ultraviolet light are also used to achieve disinfection of the effluent.
One way to monitor the effectiveness of sewage treatment is to measure the amount of organic material which remains in the effluent after treatment is complete. This can be done by determining the amount of oxygen that would be required to biodegrade the organic material contained in 1 litre of liquid over a period of 5 days. This is referred to as the 5-day biological oxygen demand (BOD5).
Chemical hazards in sewage treatment plants arise from the decomposition of organic material which results in the production of hydrogen sulphide and methane, from toxic waste dumped down the sewer lines and from the contaminants produced by operations performed by the workers themselves.
Hydrogen sulphide is almost always found in waste treatment plants. Hydrogen sulphide, also known as sewer gas, has a distinctive, unpleasant smell, often identified as rotten eggs. The human nose, however, quickly becomes accustomed to the smell. People who are exposed to hydrogen sulphide often lose their ability to detect its odour (i.e., olfactory fatigue). Furthermore, even if the olfactory system is able to detect hydrogen sulphide, it is not able to accurately judge its concentration in the atmosphere. Hydrogen sulphide biochemically interferes with the electron transport mechanism and blocks the utilization of oxygen at the molecular level. The result is asphyxiation and ultimately death due to the lack of oxygen in the brainstem cells that control the breathing rate. High levels of hydrogen sulphide (greater than 100 ppm) can, and often do, occur in the confined spaces found in sewage treatment plants. Exposure to very high levels of hydrogen sulphide can result in almost instantaneous suppression of the respiratory centre in the brainstem. The US National Institute for Occupational Safety and Health (NIOSH) has identified 100 ppm of hydrogen sulphide as immediately dangerous to life and health (IDLH). Lower levels of hydrogen sulphide (less than 10 ppm) are almost always present in some areas of sewage treatment plants. At these lower levels hydrogen sulphide can be irritating to the respiratory system, be associated with headaches and result in conjunctivitis (Smith 1986). Hydrogen sulphide is produced whenever organic matter decays and, industrially, during the production of paper (Kraft process), the tanning of leather (hair removal with sodium sulphide), and the production of heavy water for nuclear reactors.
Methane is another gas produced by the decomposition of organic matter. In addition to displacing oxygen, methane is explosive. Levels can be reached which result in an explosion when a spark or source of ignition is introduced.
Plants that handle industrial waste should have a thorough knowledge of the chemicals used in each of the industrial plants that utilize their services and a working relationship with the management of those plants so that they are promptly informed of any changes in processes and waste contents. Dumping of solvents, fuels and any other substance into sewer systems presents a hazard to treatment workers not only because of the toxicity of the material dumped but also because the dumping is unanticipated.
Whenever any industrial operation, such as welding or spray painting, is performed in a confined space special care must be taken to provide sufficient ventilation to prevent an explosion hazard as well as to remove toxic material produced by the operation. When an operation performed in a confined space produces a toxic atmosphere it is often necessary to equip the worker with a respirator because ventilation of the confined space may not ensure that the concentration of the toxic chemical can be maintained below the permissible exposure limit. Selection and fitting of a proper respirator falls within the purview of industrial hygiene practice.
Another serious chemical hazard in sewage treatment plants is the use of gaseous chlorine to decontaminate the effluent from the plant. The gaseous chlorine comes in a variety of containers weighing from 70 kg to roughly 1 tonne. Some of the very large sewage treatment plants use chlorine delivered in railroad cars. Gaseous chlorine is extremely irritating to the alveolar portion of the lungs, even in levels as low as a few ppm. Inhalation of higher concentrations of chlorine can cause inflammation of the alveoli of the lung and produce the adult respiratory distress syndrome, which has a 50% death rate. When a sewage treatment plant utilizes large amounts of chlorine (1 tonne and greater) the hazard exists not only for the plant workers but for the surrounding community as well. Unfortunately, the plants that use the largest amounts of chlorine are often located in large metropolitan centres with high density of people. Other methods of decontamination of sewage treatment plant effluent are available, including ozone treatment, the use of liquid hypochlorite solution and ultraviolet irradiation.
Domestic Waste Collection
In many locations domestic waste collection is performed by municipal employees. In others, by private companies. This article provides an overview of processes and hazards that are based on observations and experiences in the Province of Quebec, Canada. Editor.
Overview
Besides the few workers employed by municipalities in the Province of Quebec, Canada, that have their own waste collection boards, thousands of waste collectors and drivers are employed in hundreds of companies in the private sector.
Many private enterprises rely, either wholly or partially, upon jobbers who rent or own trucks and are responsible for the collectors who work for them. Competition in the sector is high, as municipal contracts are awarded to the lowest bidder, and there is a regular annual turnover of enterprises. The high competition also results in low and stable domestic waste-collection rates, and waste collection accounts for the lowest proportion of municipal taxes. However, as the existing landfills fill up, landfill costs rise, obliging municipalities to consider integrated waste-management systems. All municipal workers are unionized. Unionization of private-sector workers began in the 1980s, and 20 to 30% of them are now unionized.
Work Processes
Waste collection is a dangerous trade. If we recognize that garbage trucks are similar to hydraulic presses, it follows that waste collection is like working on a mobile industrial press under conditions much more demanding than those encountered in most factories. In waste collection, the machine travels through traffic in all seasons and workers must feed it by running behind it and tossing irregular objects of variable volume and weight, containing invisible and hazardous objects, into it. On average, collectors handle 2.4 tonnes of waste per hour. The efficiency of waste collection operations is entirely dependent on determinants of work rate and rhythm. The need to avoid rush-hour traffic and bridge line-ups creates time pressures at collection points and during transport. Speed is again of importance during unloading at landfills and incinerators.
Several aspects of waste collection influence workload and hazards. First, remuneration is on a flat-rate basis, that is, the territory specified by contract must be completely cleared of domestic waste on collection day. Since the volume of waste depends on residents’ activities and varies from day to day and from season to season, the workload varies enormously. Secondly, workers are in direct contact with the objects and waste collected. This is quite different from the situation in the commercial and industrial waste-collection sectors, where waste-filled containers are collected by either front-loading trucks equipped with automated fork-lifts or by roll-off trucks. This means that workers in those sectors do not handle the waste containers and are not in direct contact with the waste. Working conditions for these collectors therefore more closely resemble those of domestic waste drivers, rather than domestic waste collectors.
Residential collection (also known as domestic collection) is, on the other hand, primarily manual, and workers continue to handle a wide variety of objects and containers of variable size, nature and weight. A few suburban and rural municipalities have implemented semi-automated collection, involving the use of mobile domestic waste bins and side-loading collectors (figure 1). However, most domestic waste continues to be collected manually, especially in cities. The principal characteristic of this job is thus significant physical exertion.
Figure 1. Automatic, side-loading refuse collector.

Pak Mor Manufacturing Company
Hazards
A study involving field observations and measurements, interviews with management and workers, statistical analysis of 755 occupational accidents and analysis of video sequences revealed a number of potential hazards (Bourdouxhe, Cloutier and Guertin 1992).
Workload
On average, waste collectors handle 16,000 kg spread out over 500 collection points every day, equivalent to a collection density of 550 kg/km. Collection takes almost 6 hours, equivalent to 2.4 tonnes/hour, and involves walking 11 km during a total work day of 9 hours. Collection speed averages 4.6 km/h, over a territory of almost 30 km of sidewalks, streets and lanes. Rest periods are limited to a few minutes precariously balanced on the rear platform, or, in the case of driver-collectors of side-loading trucks, at the wheel. This demanding workload is exacerbated by such factors as the frequency of truck dismounts and mounts, the distance covered, travel modes, the static effort required to maintain one’s balance on the rear platform (a minimum of 13 kg of force), the frequency of handling operations per unit time, the variety of postures required (bending movements), the frequency of tosses and twisting movements of the trunk and the high collection rate per unit time in some sectors. The fact that the Association française de normalisation (AFNOR) adapted weight standard for manual handling was exceeded in 23% of observed trips is eloquent testimony of the impact of these factors. When workers’ capacities (established to be 3.0 tonnes/hour for rear-loading trucks, and 1.9 tonnes/hour for side-loading ones) are taken into account, the frequency with which the AFNOR standard is exceeded rises to 37%.
Diversity and nature of objects handled
Manipulation of objects and containers of variable weight and volume interrupts the smooth flow of operations and breaks work rhythms. Objects in this category, often hidden by residents, include heavy, large or bulky objects, sharp or pointed objects and hazardous materials. The most frequently encountered hazards are listed in table 1.
Table 1. Hazardous objects found in domestic waste collections.
Glass, window panes, fluorescent tubing
Battery acid, cans of solvent or paint, aerosol containers, gas cylinders, motor oil
Construction waste, dust, plaster, sawdust, hearth cinders
Pieces of wood with nails in them
Syringes, medical waste
Garden waste, grass, rocks, earth
Furniture, electrical appliances, other large domestic trash
Pre-compacted waste (in apartment buildings)
Excessive numbers of small containers from small businesses and restaurants
Large amounts of vegetable and animal waste in rural sectors
Extra-large bags
Prohibited containers (e.g., no handles, excessive weight, 55-gallon oil drums, thin-necked drums, garbage cans without covers)
Small, apparently light bags that are in fact heavy
Excessive numbers of small bags
Paper bags and boxes that rip
All waste that is hidden because of its excessive weight or toxicity, or that surprises unprepared workers
Commercial containers that must be emptied with an improvised system, which is often inappropriate and dangerous
Workers are greatly helped by having residents sort waste into colour-coded bags and mobile domestic bins which facilitate the collection and allow better control of work rhythm and effort.
Climatic conditions and the nature of objects transported
Wet paper bags and poor-quality plastic bags that rip and scatter their contents over the sidewalk, frozen garbage cans and domestic bins stuck in snow banks can cause mishaps and dangerous recovery manoeuvres.
Work schedule
The need to rush, traffic problems, parked cars and crowded streets all can contribute to dangerous situations.
In an attempt to reduce their workload and maintain a high but constant work rhythm in the face of these constraints, workers often attempt to save time or effort by adopting work strategies that may be hazardous. The most commonly observed strategies included kicking bags or cardboard boxes towards the truck, zigzagging across the road to collect from both sides of the street, grabbing bags while the truck is in motion, carrying bags under the arm or against the body, using the thigh to help load bags and garbage cans, hand-picking of waste scattered on the ground and manual compaction (pushing garbage overflowing the hopper with the hands when the compacting system is incapable of processing the load rapidly enough). For example, in suburban collection with a rear-loading truck, almost 1,500 situations were observed per hour that could result in accidents or increase workload. These included:
- 53 mounts and dismounts from the truck’s rear platform
- 38 short runs
- 482 bending movements
- 203 tosses
- 159 twisting movements
- 277 potentially hazardous actions (including 255 work strategies aimed at reducing workload by saving time or effort)
- 285 instances of increased workload, including 11 mishap- recovery activities
- 274 dangerous or heavy objects or containers.
Collection with side-loading trucks (see figure 1) or small mobile domestic bins reduces the manipulation of heavy or dangerous objects and the frequency of situations that could result in accidents or an increase in workload.
Use of public thoroughfares
The street is the collectors’ workplace. This exposes them to such hazards as vehicular traffic, blocked access to residents’ waste receptacles, accumulation of water, snow, ice and neighbourhood dogs.
Vehicles
Rear-loading trucks (figure 2) often have excessively high or shallow steps and rear platforms that are difficult to mount and render descents perilously similar to jumps. Hand-rails that are too high or too close to the truck body only worsen the situation. These conditions increase the frequency of falls and of collisions with structures adjacent to the rear platform. In addition, the upper edge of the hopper is very high, and shorter workers must expend additional energy lifting objects into it from the ground. In some cases, workers use their legs or thighs for support or additional power when loading the hopper.
Figure 2. Back-loading enclosed compactor truck.

National Safety Council (US) The packer-blade comes down within centimetres of the edge of the platform. The blade has the capacity to cut protruding objects.
The characteristics of side-loading trucks and the operations related to their loading result in specific repetitive movements likely to cause muscle and joint problems in the shoulder and upper back. Driver-collectors of side-loading trucks have an additional constraint, as they must cope with both the physical strain of collection and the mental strain of driving.
Personal protective equipment
While the theoretical value of PPE is beyond question, it may nevertheless prove inadequate in practice. In concrete terms, the equipment may be inappropriate for the conditions under which collection is carried out. Boots, in particular, are incompatible with the narrow utilizable height of rear platforms and the high work rhythm necessitated by the manner in which collection is organized. Strong, puncture-resistant yet flexible gloves are valuable in protecting against hand injuries.
Work organization
Some aspects of work organization increase workload and, by extension, hazards. In common with most flat-rate situations, the main advantage to workers of this system is the ability to manage their work time and save time by adopting a rapid work rhythm as they see fit. This explains why attempts, based on safety considerations, to slow down the pace of work have been unsuccessful. Some work schedules exceed workers’ capacities.
The role of the myriad variations of residents’ behaviour in the creation of additional hazards merits a study in itself. Prohibited or dangerous wastes skilfully hidden in regular waste, non-standard containers, excessively large or heavy objects, disagreements over collection times and non-conformity with bylaws all increase the number of hazards—and the potential for conflicts between residents and collectors. Collectors are often reduced to the role of “garbage police”, educators and buffers between municipalities, enterprises and residents.
Collection of materials for recycling is not without its own problems despite a low waste density and collection rates far below those of traditional collection (with the exception of the collection of leaves for composting). The hourly frequency of situations that could result in accidents is often high. The fact that this is a new type of work for which few workers have been trained should be borne in mind.
In several cases, workers are obliged to perform such dangerous activities as mounting the truck’s compaction box to get into the compartments and move piles of paper and cardboard with their feet. Several work strategies aimed at speeding up work rhythm have also been observed, e.g., hand re-sorting of the material to be recycled and removing objects from the recycling box and carrying them to the truck, rather than carrying the box to the truck. The frequency of mishaps and disruptions of normal work activity in this type of collection is particularly high. These mishaps result from workers doing ad hoc activities that are themselves dangerous.
Occupational Accidents and Prevention
Domestic waste collection is a dangerous trade. Statistics support this impression. The average annual accident rate in this industry, for all types of enterprise, truck and trade, is almost 80 accidents for every 2,000 hours of collection. This is equivalent to 8 workers of every 10 suffering an injury at least once a year. Four accidents occur for every 1,000 10-tonne truckloads. On average, each accident results in 10 lost workdays and accident compensation of $820 (Canadian). Indices of injury frequency and severity vary among enterprises, with higher rates observed in municipal enterprises (74 accidents/100 workers versus 57/100 workers in private enterprises) (Bourdouxhe, Cloutier and Guertin 1992). The most common accidents are listed in table 2.
Table 2. Most common accidents in domestic waste collection, Quebec, Canada.
|
Injury |
Cause |
Per cent of accidents studied |
|
Back or shoulder pain |
Tossing or twisting movements during collection of bags |
19 |
|
Back injuries |
Excessive efforts while lifting objects |
18 |
|
Ankle sprains |
Falls or slips while dismounting from the truck or moving in its vicinity |
18 |
|
Crushed hands, fingers, arms or knees |
Struck by containers or heavy objects, being caught between the vehicle and containers, or collisions with part of the vehicle or parked cars |
18 |
|
Hand and thigh lacerations of variable depth |
Glass, nails, or syringes, occurring during hopper loading |
15 |
|
Scrapes and bruises |
Contact or collisions |
5 |
|
Eye or respiratory-tract irritation |
Dust or splashes of liquids occurring during work near the hopper during compaction |
5 |
|
Other |
2 |
Collectors typically suffer hand and thigh lacerations, drivers typically suffer sprained ankles resulting from falls during cabin dismounts and driver-collectors of side-loading trucks typically suffer shoulder and upper back pain resulting from tossing movements. The nature of the accidents also depends on the type of truck, although this can also be seen as a reflection of the specific trades associated with rear- and side-loading trucks. These differences are related to equipment design, the type of movements required and the nature and density of waste collected in the sectors in which these two types of truck are used.
Prevention
The following are ten categories in which improvements could make domestic waste collection safer:
- management of health and safety (for instance, the development of accident-prevention programmes based on workers’ knowledge of occupational hazards which are better adapted to actual tasks)
- training and hiring
- work organization, organization of collection and workload
- vehicles
- training and work conditions of auxiliary, occasional and temporary workers
- collection contracts
- public management
- collaboration between employer associations (municipal and private), workers and municipal or regional decision-making bodies
- stability of the workforce
- research on personal protective equipment, ergonomic design of trucks, subcontracting jobbers and safety.
Conclusion
Domestic waste collection is an important but hazardous activity. Protection of workers is made more difficult where this service is contracted out to private sector enterprises which, as in the province of Quebec, may subcontract the work to many smaller jobbers. A large number of ergonomic and accident hazards, compounded by work quotas, adverse weather and local street and traffic problems must be confronted and controlled if workers’ health and safety are to be maintained.
Sewage Treatment
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety.
Waste water is treated in order to remove pollutants and to comply with the limits set by law. For this purpose an attempt is made to render the pollutants in the water insoluble in the form of solids (e.g., sludge), liquids (e.g., oil) or gases (e.g., nitrogen) by applying appropriate treatments. Well known techniques are then used to separate the treated waste water to be returned to the natural waterways from the pollutants rendered insoluble. The gases are dispersed into the atmosphere, while the liquid and solid residues (sludge, oil, grease) are usually digested before being submitted to further treatment. There may be single or multi-stage treatments according to the characteristics of the waste water and to the degree of purification required. Waste water treatment may be subdivided into physical (primary), biological (secondary) and tertiary processes.
Physical Processes
The various physical treatment processes are designed to remove insoluble pollutants.
Screening
The sewage is made to pass through screens which retain coarse solids that may block or damage the treatment works equipment (e.g., valves and pumps). The screenings are processed according to local situations.
Sand removal
The sand contained in the waste water has to be removed as it tends to settle in the pipework on account of its high density and cause abrasion to the equipment (e.g., centrifugal separators and turbines). Sand is generally removed by passing the waste water through a channel of constant cross-section at a velocity of 15 to 30 cm/s. The sand collects on the channel bottom and may be used, after washing to remove putrescible matter, as an inert material, such as for road building.
Oil removal
Oils and non-emulsifiable fats have to be removed because they would adhere to the equipment of the treatment works (e.g., basins and clarifiers) and interfere with the subsequent biological treatment. Oil and fat particles are made to collect on the surface by passing the waste water at an appropriate velocity through tanks of rectangular cross-section; they are skimmed off mechanically and may be used as a fuel. Multi-plate separators of compact design and high efficiency are frequently used for oil removal: the sewage is made to pass from above through stacks of flat inclined plates; the oil adheres to the bottom surfaces of the plates and moves to the top where it is collected. With both these processes, the de-oiled water is discharged at the bottom.
Sedimentation, flotation and coagulation
These processes enable the solids to be removed from the waste water, heavy ones (greater than 0.4 μm in diameter) by sedimentation and light ones (less than 0.4 μm) by flotation. This treatment, too, relies on the differences in density of the solids and of the flowing waste water which is passed through sedimentation tanks and flotation tanks made of concrete or steel. The particles to be separated collect in the bottom or at the surface, settling or rising at velocities which are proportional to the square of the particle radius and to the difference between the particle density and the apparent waste water density. Colloidal particles (e.g., proteins, latexes and oily emulsions) with sizes from 0.4 to 0.001 μm are not separated, as these colloids become hydrated and usually negatively charged by adsorption of ions. Consequently the particles repel each other so that they cannot coagulate and separate. However, if these particles are “destabilized”, they coagulate to form flocks greater than 4 μm, which can be separated as sludge in conventional sedimentation or flotation tanks. Destabilization is obtained by coagulation, that is, by adding 30 to 60 mg/l of an inorganic coagulant (aluminium sulphate, iron (II) sulphate or iron (III) chloride). The coagulant hydrolyses under given pH (acidity) conditions and forms positive polyvalent metal ions, which neutralize the negative charge of the colloid. Flocculation (the agglomeration of coagulated particles in flocks) is facilitated by adding 1 to 3 mg/l of organic polyelectrolytes (flocculation agents), resulting in flocks of 0.3 to 1 μm diameter which are easier to separate. Sedimentation tanks of the horizontal-flow type may be used; they have rectangular cross-section and flat or sloping bottoms. The waste water enters along one of the head sides, and the clarified water leaves over the edge at the opposite side. Also vertical flow sedimentation tanks can be used which are cylindrical in shape and have a bottom like an inverted right circular cone; the waste water enters in the middle, and the clarified water leaves the tank over the top indented edge to be collected into an external circumferential channel. With the two types of tank, the sludge settles on the bottom and is conveyed (if necessary by means of a raking gear) into a collector. The solids concentration in the sludge is 2 to 10%, whereas that of the clarified water is 20 to 80 mg/l.
The flotation tanks are usually cylindrical in shape and have fine bubble air diffusers installed in their bottoms, the sewage entering the tanks in the centre. The particles adhere to the bubbles, float to the surface and are skimmed off, while the clarified water is discharged below. In the case of the more efficient “dissolved-air floating tanks”, the waste water is saturated with air under a pressure of 2 to 5 bars and then allowed to expand in the centre of the floating tank, where the minute bubbles resulting from the decompression make the particles float to the surface.
Compared to sedimentation, flotation yields a thicker sludge at a higher particle separation velocity, and the equipment required is therefore smaller. On the other hand, the operating cost and the concentration of solids in the clarified water are higher.
Several tanks arranged in series are required for coagulating and flocculating a colloidal system. An inorganic coagulant and, if necessary, an acid or an alkali to correct the pH value are added to the waste water in the first tank, which is equipped with an agitator. The suspension is then passed into a second tank equipped with a high-speed agitator; here, the polyelectrolyte is added and dissolved within a few minutes. The flock growth takes place in a third tank with a slow-running agitator and is carried out for 10 to 15 minutes.
Biological Processes
Biological treatment processes remove organic biodegradable pollutants by use of micro-organisms. These organisms digest the pollutant by an aerobic or anaerobic process (with or without supply of atmospheric oxygen) and convert it into water, gases (carbon dioxide and methane) and a solid insoluble microbic mass which can be separated from the treated water. Especially in the case of industrial effluents proper conditions for the development of micro-organisms must be assured: presence of nitrogen and phosphorus compounds, traces of microelements, absence of toxic substances (heavy metals, etc.), optimum temperature and pH value. Biological treatment includes aerobic and anaerobic processes.
Aerobic processes
The aerobic processes are more or less complex according to the space available, the degree of purification required and the composition of the waste water.
Stabilization ponds
These are generally rectangular and 3 to 4 m deep. The sewage enters at one end, is left for 10 to 60 days and leaves the pond partly at the opposite end, partly by evaporation and partly by infiltration into the ground. The purification efficiency ranges from 10 to 90% according to the type of effluent and to the residual 5-day biological oxygen demand (BOD5) content (<40 mg/l). Oxygen is supplied from the atmosphere by diffusion through the surface of the water and from photosynthetic algae. The solids in suspension in the waste water and those produced by microbial activity settle on the bottom, where they are stabilized by aerobic and/or anaerobic processes according to the depth of the ponds which affects the diffusion both of oxygen and sunlight. The oxygen diffusion is frequently accelerated by surface aerators, which enable the volume of the ponds to be reduced.
This type of treatment is very economical if space is available, but requires clay-like soil to prevent the pollution of underground water by toxic effluents.
Activated sludge
This is used for an accelerated treatment carried out in concrete or steel tanks of 3 to 5 m depth where the waste water comes into contact with a suspension of micro-organisms (2 to 10 g/l) which is oxygenated by means of surface aerators or by blowing in air. After 3 to 24 hours, the mixture of treated water and micro-organisms is passed into a sedimentation tank where the sludge made up by micro-organisms is separated from the water. The micro-organisms are partly returned to the aerated tank and partly evacuated.
There are various types of activated-sludge processes (e.g., contact-stabilization systems and use of pure oxygen) which yield purification efficiencies of greater than 95% even for industrial effluents but they require accurate controls and high energy consumption for oxygen supply.
Percolating filters
With this technique the micro-organisms are not kept in suspension in the waste water, but adhere to the surface of a filling material over which the sewage is sprayed. Air circulates through the material and supplies the required oxygen without any energy consumption. According to the type of waste water and to increase efficiency, part of the treated water is recirculated to the top of the filter bed.
Where land is available, low-cost filling materials of appropriate size (e.g., crushed stone, clinker and limestone) are used, and on account of the weight of the bed the percolating filter is generally constructed as a 1 m high concrete tank usually sunk in the ground. If there is not enough land, more costly lightweight packing materials such as high-rate plastic honeycomb media, with up to 250 square metres of surface area/cubic metre of media, are stacked in percolating towers up to 10 m high.
The waste water is distributed over the filter bed by a mobile or fixed sparging mechanism and collected in the floor to be eventually recirculated to the top and to be passed into a sedimentation tank where the sludge formed can settle. Openings at the bottom of the percolating filter allow for air circulation through the filter bed. Pollutants removal efficiencies of 30 to 90% are achieved. In many cases several filters are arranged in series. This technique, which requires little energy and is easy to operate, has found widespread use and is recommended for cases where land is available, for instance, in developing countries.
Biodiscs
A set of flat plastic discs mounted parallel on a horizontal rotating shaft are partially immersed in the waste water contained in a tank. Due to the rotation the biological felt that covers the discs is brought into contact with the effluents and atmospheric oxygen. The biological sludge coming off the biodiscs remains in suspension in the waste water, and the system acts as activated sludge and sedimentation tank at the same time. Biodiscs are suitable for small to medium-sized industrial factories and communities, take up little space, are easy to operate, require little energy and yield efficiencies of up to 90%.
Anaerobic processes
Anaerobic processes are carried out by two groups of micro-organisms—hydrolytic bacteria, which decompose complex substances (polysaccharides, proteins, lipids, etc.) to acetic acid, hydrogen, carbon dioxide and water; and methanogenic bacteria, which convert these substances to a biomass (that can be removed from the treated sewage by sedimentation) and to biogas containing 65 to 70% methane, the remainder being carbon dioxide, and having a high heat value.
These two groups of micro-organisms, which are very sensitive to toxic contaminants, act simultaneously in the absence of air at an almost neutral pH value, some requiring a temperature of 20 to 38oC (mesophilic bacteria) and other, more delicate ones, 60 to 65oC (thermophilic bacteria). The process is carried out in stirred, closed concrete or steel digesters, where the required temperature is held by thermostats. Typical is the contact process, where the digester is followed by a sedimentation tank to separate the sludge, which is partially recirculated to the digester, from the treated water.
Anaerobic processes need neither oxygen nor power for oxygen supply and yield biogas, which can be used as a fuel (low operating costs). On the other hand, they are less efficient than aerobic processes (residual BOD5: 100 to 1,500 mg/l), are slower and more difficult to control, but enable faecal and pathogenic micro-organisms to be destroyed. They are used for treating strong wastes, such as sedimentation sludge from sewage, sludge in excess from activated sludge or percolating-filter treatments and industrial effluents with a BOD5 up to 30,000 mg/l (e.g., from distilleries, breweries, sugar refineries, abattoirs and paper mills).
Tertiary Processes
The more complex and more expensive tertiary processes make use of chemical reactions or specific chemicophysical or physical techniques to remove water-soluble non-biodegradable pollutants, both organic (e.g., dyes and phenols) and inorganic (e.g., copper, mercury, nickel, phosphates, fluorides, nitrates and cyanides), especially from industrial waste water, because they cannot be removed by other treatments. Tertiary treatment also enables a high degree of water purification to be obtained, and the water thus treated may be used as drinking water or for manufacturing processes (steam generation, cooling systems, process water for particular purposes). The most important tertiary processes are as follows.
Precipitation
Precipitation is carried out in reactors made of an appropriate material and equipped with agitators where chemical reagents are added at a controlled temperature and pH value to convert the pollutant to an insoluble product. The precipitate obtained in the form of sludge is separated by conventional techniques from the treated water. In waste water from the fertilizer industry, for instance, phosphates and fluorides are rendered insoluble by reaction with lime at ambient temperature and at an alkaline pH; chromium (tanning industry), nickel and copper (electroplating shops) are precipitated as hydroxides at an alkaline pH after having been reduced with m-disulphite at a pH of 3 or lower.
Chemical oxidation
The organic pollutant is oxidized with reagents in reactors similar to those used for precipitation. The reaction is generally continued until water and carbon dioxide are obtained as final products. Cyanides, for instance, are destroyed at ambient temperature by adding sodium hypochlorite and calcium hypochlorite at alkaline pH, whereas azo- and anthraquinone-dyes are decomposed by hydrogen peroxide and ferrous sulphate at pH 4.5. Coloured effluents from the chemical industry containing 5 to 10% non-biodegradable organic substance are oxidized at 200 to 300°C at high pressure in reactors made of special materials by blowing air and oxygen into the liquid (wet oxidation); catalysts are sometimes used. Pathogens left in urban sewage after treatment are oxidized by chlorination or ozonisation to render the water drinkable.
Absorption
Some pollutants (e.g., phenols in waste water from coking plants, dyes in water for industrial or drinking purposes and surfactants) are effectively removed by absorption on activated carbon powder or granules which are highly porous and have a large specific surface area (of 1000 m2/g or more). The activated carbon powder is added in metered quantities to the waste water in stirred tanks, and 30 to 60 minutes later the spent powder is removed as a sludge. Granulated activated carbon is used in towers arranged in series through which the polluted water is passed. The spent carbon is regenerated in these towers, that is, the absorbed pollutant is removed either by chemical treatment (e.g., phenols are washed out with soda) or by thermal oxidation (e.g., dyes).
Ion exchange
Certain natural substances (e.g., zeolites) or artificial compounds (e.g., Permutit and resins) exchange, in a stoichiometric and reversible manner, the ions bound to them with those contained, even strongly diluted, in the waste water. Copper, chromium, nickel, nitrates and ammonia, for instance, are removed from waste water by percolation through columns packed with resins. When the resins are spent, they are reactivated by washing with regenerating solutions. Metals are thus recovered in a concentrated solution. This treatment, though costly, is efficient and advisable in cases where a high degree of purity is required (e.g., for waste water contaminated by toxic metals).
Reverse osmosis
In special cases it is possible to extract water of high purity, suitable for drinking, from diluted waste water by passing it through semi-permeable membranes. On the waste water side of the membrane the pollutants (chlorides, sulphates, phosphates, dyes, certain metals) are left as concentrated solutions which have to be disposed of or treated for recovery. The diluted waste water is subjected to pressures up to 50 bars in special plant containing synthetic membranes made of cellulose acetate or other polymers. The operating cost of this process is low, and separation efficiencies of greater than 95% may be obtained.
Sludge Treatment
Rendering pollutants insoluble during waste water treatment results in the production of considerable amounts of sludge (20 to 30% of the removed chemical oxygen demand (COD) which is strongly diluted (90 to 99% water)). The disposal of this sludge in a manner acceptable to the environment presupposes treatments with a cost of up to 50% of those required for waste water purification. The types of treatment depend on the destination of the sludge, depending in turn on its characteristics and on local situations. Sludge may be destined for:
- fertilization or dumping at sea if it is substantially free from toxic substances and contains nitrogen and phosphorus compounds (sludge from biological treatment), using fixed outfalls, lorries or barges
- sanitary landfill into pits dug in the ground, alternating layers of sludge and soil. Impermeabilisation of peats is required if the sludge contains toxic substances that may be washed out by atmospheric precipitations. The pits should be remote from water-bearing strata. Non-stabilized organic sludge is usually mixed with 10 to 15% lime to retard putrefaction.
- incineration in rotary or fluidized-bed furnaces if the sludge is rich in organic substances and free from volatile metals; if necessary, fuel is added, and the smoke emitted is purified.
The sludge is dewatered before its disposal to reduce both its volume and the cost of its treatment, and it is frequently stabilized to prevent its putrefaction and to render harmless any toxic substances it may contain.
Dewatering
Dewatering includes previous thickening in thickeners, similar to sedimentation tanks, where the sludge is left for 12 to 24 hours and loses part of the water which collects on the surface, while the thickened sludge is discharged below. The thickened sludge is dewatered, for example, by centrifugal separation or by filtration (under vacuum or pressure) with conventional equipment, or by exposure to the air in layers of 30 cm thick in sludge-drying beds consisting of rectangular concrete lagoons, approximately 50 cm deep, with a sloped bottom covered with a layer of sand to facilitate water drainage. Sludge containing colloidal substances should be previously destabilized by coagulation and flocculation, according to already described techniques.
Stabilization
Stabilization includes digestion and detoxification. Digestion is a long-term treatment of the sludge during which it loses 30 to 50% of its organic matter, accompanied by an increase in its mineral salt content. This sludge is no longer putrescible, any pathogens are destroyed and the filtrability is improved. Digestion may be of the aerobic type when the sludge is aerated during 8 to 15 days at ambient temperature in concrete tanks, the process being similar to activated-sludge treatment. It may be of the anaerobic type if the sludge is digested in plants similar to those used for the anaerobic waste treatment, at 35 to 40°C during 30 to 40 days, with the production of biogas. Digestion can be of the thermal type when the sludge is treated with hot air at 200 to 250°C and at a pressure of more than 100 bars during 15 to 30 minutes (wet combustion), or when it is treated, in the absence of air, at 180°C and at autogenous pressure, for 30 to 45 minutes.
Detoxification renders harmless sludge containing metals (e.g., chromium, nickel and lead), which are solidified by treatment with sodium silicate and autothermically converted into the corresponding insoluble silicates.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."