- You are here:
-
Home

- Part X. Industries Based on Biological Resources

Children categories

64. Agriculture and Natural Resources Based Industries (34)

64. Agriculture and Natural Resources Based Industries
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
General Profile
Melvin L. Myers
Case Study: Family Farms
Ted Scharf, David E. Baker and Joyce Salg
Farming Systems
Plantations
Melvin L. Myers and I.T. Cabrera
Migrant and Seasonal Farmworkers
Marc B. Schenker
Urban Agriculture
Melvin L. Myers
Greenhouse and Nursery Operations
Mark M. Methner and John A. Miles
Floriculture
Samuel H. Henao
Farmworker Education about Pesticides: A Case Study
Merri Weinger
Planting and Growing Operations
Yuri Kundiev and V.I. Chernyuk
Harvesting Operations
William E. Field
Storing and Transportation Operations
Thomas L. Bean
Manual Operations in Farming
Pranab Kumar Nag
Mechanization
Dennis Murphy
Case Study: Agricultural Machinery
L. W. Knapp, Jr.
Food and Fibre Crops
Rice
Malinee Wongphanich
Agricultural Grains and Oilseeds
Charles Schwab
Sugar Cane Cultivation and Processing
R.A. Munoz, E.A. Suchman, J.M. Baztarrica and Carol J. Lehtola
Potato Harvesting
Steven Johnson
Vegetables and Melons
B.H. Xu and Toshio Matsushita
Tree, Bramble and Vine Crops
Berries and Grapes
William E. Steinke
Orchard Crops
Melvin L. Myers
Tropical Tree and Palm Crops
Melvin L. Myers
Bark and Sap Production
Melvin L. Myers
Bamboo and Cane
Melvin L. Myers and Y.C. Ko
Specialty Crops
Tobacco Cultivation
Gerald F. Peedin
Ginseng, Mint and Other Herbs
Larry J. Chapman
Mushrooms
L.J.L.D. Van Griensven
Aquatic Plants
Melvin L. Myers and J.W.G. Lund
Beverage Crops
Coffee Cultivation
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Cultivation
L.V.R. Fernando
Hops
Thomas Karsky and William B. Symons
Health and Environmental Issues
Health Problems and Disease Patterns in Agriculture
Melvin L. Myers
Case Study: Agromedicine
Stanley H. Schuman and Jere A. Brittain
Environmental and Public Health Issues in Agriculture
Melvin L. Myers
Tables
Click a link below to view table in article context.
1. Sources of nutrients
2. Ten steps for a plantation work risk survey
3. Farming systems in urban areas
4. Safety advice for lawn & garden equipment
5. Categorization of farm activities
6. Common tractor hazards & how they occur
7. Common machinery hazards & where they occur
8. Safety precautions
9. Tropical & subtropical trees, fruits & palms
10. Palm products
11. Bark & sap products & uses
12. Respiratory hazards
13. Dermatological hazards
14. Toxic & neoplastic hazards
15. Injury hazards
16. Lost time injuries, United States, 1993
17. Mechanical & thermal stress hazards
18. Behavioural hazards
19. Comparison of two agromedicine programmes
20. Genetically engineered crops
21. Illicit drug cultivation, 1987, 1991 & 1995
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|







































65. Beverage Industry (10)
65. Beverage Industry
Chapter Editor: Lance A. Ward
Table of Contents
Tables and Figures
General Profile
David Franson
Soft Drink Concentrate Manufacturing
Zaida Colon
Soft Drink Bottling and Canning
Matthew Hirsheimer
Coffee Industry
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Industry
Lou Piombino
Distilled Spirits Industry
R.G. Aldi and Rita Seguin
Wine Industry
Alvaro Durao
Brewing Industry
J.F. Eustace
Health and Environmental Concerns
Lance A. Ward
Tables
Click a link below to view table in article context.
1. Selected coffee importers (in tonnes)
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








66. Fishing (10)
66. Fishing
Chapter Editors: Hulda Ólafsdóttir and Vilhjálmur Rafnsson
Table of Contents
Tables and Figures
General Profile
Ragnar Arnason
Case Study: Indigenous Divers
David Gold
Major Sectors and Processes
Hjálmar R. Bárdarson
Psychosocial Characteristics of the Workforce at Sea
Eva Munk-Madsen
Psychosocial Characteristics of the Workforce in On-Shore Fish Processing
Marit Husmo
Social Effects of One-Industry Fishery Villages
Barbara Neis
Health Problems and Disease Patterns
Vilhjálmur Rafnsson
Musculoskeletal Disorders Among Fishermen and Workers in the Fish Processing Industry
Hulda Ólafsdóttir
Commercial Fisheries: Environmental and Public Health Issues
Bruce McKay and Kieran Mulvaney
Tables
Click a link below to view table in article context.
1. Mortality figures on fatal injuries among fishermen
2. The most important jobs or places related to risk of injuries
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.









67. Food Industry (11)
67. Food Industry
Chapter Editor: Deborah E. Berkowitz
Table of Contents
Tables and Figures
Overview and Health Effects
Food Industry Processes
M. Malagié, G. Jensen, J.C. Graham and Donald L. Smith
Health Effects and Disease Patterns
John J. Svagr
Environmental Protection and Public Health Issues
Jerry Spiegel
Food Processing Sectors
Meatpacking/Processing
Deborah E. Berkowitz and Michael J. Fagel
Poultry Processing
Tony Ashdown
Dairy Products Industry
Marianne Smukowski and Norman Brusk
Cocoa Production and the Chocolate Industry
Anaide Vilasboas de Andrade
Grain, Grain Milling and Grain-Based Consumer Products
Thomas E. Hawkinson, James J. Collins and Gary W. Olmstead
Bakeries
R.F. Villard
Sugar-Beet Industry
Carol J. Lehtola
Oil and Fat
N.M. Pant
Tables
Click a link below to view table in article context.
1. The food industries, their raw materials & processes
2. Common occupational diseases in the food & drink industries
3. Types of infections reported in food & drink industries
4. Examples of uses for by-products from the food industry
5. Typical water reuse ratios for different industry sub-sectors
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








68. Forestry (17)
68. Forestry
Chapter Editor: Peter Poschen
Table of Contents
Tables and Figures
General Profile
Peter Poschen
Wood Harvesting
Dennis Dykstra and Peter Poschen
Timber Transport
Olli Eeronheimo
Harvesting of Non-wood Forest Products
Rudolf Heinrich
Tree Planting
Denis Giguère
Forest Fire Management and Control
Mike Jurvélius
Physical Safety Hazards
Bengt Pontén
Physical Load
Bengt Pontén
Psychosocial Factors
Peter Poschen and Marja-Liisa Juntunen
Chemical Hazards
Juhani Kangas
Biological Hazards among Forestry Workers
Jörg Augusta
Rules, Legislation, Regulations and Codes of Forest Practices
Othmar Wettmann
Personal Protective Equipment
Eero Korhonen
Working Conditions and Safety in Forestry Work
Lucie Laflamme and Esther Cloutier
Skills and Training
Peter Poschen
Living Conditions
Elías Apud
Environmental Health Issues
Shane McMahon
Tables
Click a link below to view table in article context.
1. Forest area by region (1990)
2. Non-wood forest product categories & examples
3. Non-wood harvesting hazards & examples
4. Typical load carried while planting
5. Grouping of tree-planting accidents by body parts affected
6. Energy expenditure in forestry work
7. Chemicals used in forestry in Europe & North America in the 1980s
8. Selection of infections common in forestry
9. Personal protective equipment appropriate for forestry operations
10. Potential benefits to environmental health
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|



















69. Hunting (2)
69. Hunting
Chapter Editor: George A. Conway
Table of Contents
Tables
A Profile of Hunting and Trapping in the 1990s
John N. Trent
Diseases Associated with Hunting and Trapping
Mary E. Brown
Tables
Click a link below to view table in article context.
1. Examples of diseases potentially significant to hunters & trappers
70. Livestock Rearing (21)
70. Livestock Rearing
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
Livestock Rearing: Its Extent and Health Effects
Melvin L. Myers
Health Problems and Disease Patterns
Kendall Thu, Craig Zwerling and Kelley Donham
Case Study: Arthopod-related Occupational Health Problems
Donald Barnard
Forage Crops
Lorann Stallones
Livestock Confinement
Kelley Donham
Animal Husbandry
Dean T. Stueland and Paul D. Gunderson
Case Study: Animal Behaviour
David L. Hard
Manure and Waste Handling
William Popendorf
A Checklist for Livestock Rearing Safety Practice
Melvin L. Myers
Dairy
John May
Cattle, Sheep and Goats
Melvin L. Myers
Pigs
Melvin L. Myers
Poultry and Egg Production
Steven W. Lenhart
Case Study: Poultry Catching, Live Hauling and Processing
Tony Ashdown
Horses and Other Equines
Lynn Barroby
Case Study: Elephants
Melvin L. Myers
Draught Animals in Asia
D.D. Joshi
Bull Raising
David L. Hard
Pet, Furbearer and Laboratory Animal Production
Christian E. Newcomer
Fish Farming and Aquaculture
George A. Conway and Ray RaLonde
Beekeeping, Insect Raising and Silk Production
Melvin L. Myers and Donald Barnard
Tables
Click a link below to view table in article context.
1. Livestock uses
2. International livestock production (1,000 tonnes)
3. Annual US livestock faeces & urine production
4. Types of human health problems associated with livestock
5. Primary zoonoses by world region
6. Different occupations & health & safety
7. Potential arthropod hazards in the workplace
8. Normal & allergic reactions to insect sting
9. Compounds identified in swine confinement
10. Ambient levels of various gases in swine confinement
11. Respiratory diseases associated with swine production
12. Zoonotic diseases of livestock handlers
13. Physical properties of manure
14. Some important toxicologic benchmarks for hydrogen sulphide
15. Some safety procedures related to manure spreaders
16. Types of ruminants domesticated as livestock
17. Livestock rearing processes & potential hazards
18. Respiratory illnesses from exposures on livestock farms
19. Zoonoses associated with horses
20. Normal draught power of various animals
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.
|
|










71. Lumber (4)
71. Lumber
Chapter Editors: Paul Demers and Kay Teschke
Table of Contents
Tables and Figures
General Profile
Paul Demers
Major Sectors and Processes: Occupational Hazards and Controls
Hugh Davies, Paul Demers, Timo Kauppinen and Kay Teschke
Disease and Injury Patterns
Paul Demers
Environmental and Public Health Issues
Kay Teschke and Anya Keefe
Tables
Click a link below to view the table in the article context.
1. Estimated wood production in 1990
2. Estimated production of lumber for the 10 largest world producers
3. OHS hazards by lumber industry process area
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.






72. Paper and Pulp Industry (13)
72. Paper and Pulp Industry
Chapter Editors: Kay Teschke and Paul Demers
Table of Contents
Tables and Figures
General Profile
Kay Teschke
Major Sectors and Processes
Fibre Sources for Pulp and Paper
Anya Keefe and Kay Teschke
Wood Handling
Anya Keefe and Kay Teschke
Pulping
Anya Keefe, George Astrakianakis and Judith Anderson
Bleaching
George Astrakianakis and Judith Anderson
Recycled Paper Operations
Dick Heederik
Sheet Production and Converting: Market Pulp, Paper, Paperboard
George Astrakianakis and Judith Anderson
Power Generation and Water Treatment
George Astrakianakis and Judith Anderson
Chemical and By-product Production
George Astrakianakis and Judith Anderson
Occupational Hazards and Controls
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe and Dick Heederik
Disease and Injury Patterns
Injuries and Non-malignant Diseases
Susan Kennedy and Kjell Torén
Cancer
Kjell Torén and Kay Teschke
Environmental and Public Health Issues
Anya Keefe and Kay Teschke
Tables
Click a link below to view table in article context.
1. Employment & production in selected countries (1994)
2. Chemical constituents of pulp & paper fibre sources
3. Bleaching agents & their conditions of use
4. Papermaking additives
5. Potential health & safety hazards by process area
6. Studies on lung & stomach cancer, lymphoma & leukaemia
7. Suspensions & biological oxygen demand in pulping
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|












General Profile
Overview of the Sector
The beverage industry consists of two major categories and eight sub-groups. The non-alcoholic category is comprised of soft drink syrup manufacture; soft drink and water bottling and canning; fruit juices bottling, canning and boxing; the coffee industry and the tea industry. Alcoholic beverage categories include distilled spirits, wine and brewing.
Evolution of the industry
Although many of these beverages, including beer, wine and tea, have been around for thousands of years, the industry has developed only over the past few centuries.
The beverage products industry, viewed as an aggregate group, is highly fragmented. This is evident by the number of manufacturers, methods of packaging, production processes and final products. The soft drink industry is the exception to the rule, as it is quite concentrated. Although the beverage industry is fragmented, ongoing consolidation since the 1970s is changing that.
Since the early 1900s beverage companies have evolved from regional firms that mainly produced goods for local markets, to today’s corporate giants that make products for international markets. This shift began when companies in this manufacturing sector adopted mass production techniques that let them expand. Also during this time period there were advances in product packaging and processes that greatly increased product shelf life. Air-tight containers for tea prevented absorption of moisture, which is the principle cause of loss of flavour. In addition, the advent of refrigeration equipment enabled lager beers to be brewed during the summer months.
Economic importance
The beverage industry employs several million people worldwide, and each type of beverage grosses billions of dollars in revenue each year. Indeed, in several small, developing countries, the production of coffee is the major support of the entire economy.
Characteristics of the Workforce
Though the ingredients and production of beverages vary, generally the characteristics of those employed in this industry have many commonalties. The process of harvesting raw materials, whether they be coffee beans, barley, hops or grapes, employs low-income, unskilled individuals or families. In addition to being their main source of income, the harvest determines a large part of their culture and lifestyle.
In contrast, the processing of the product involves automated and mechanized operations, usually employing a semi-skilled, blue-collar workforce. In the production facility and warehouse areas, some of the common jobs include packaging and filling machine operator, fork-lift operator, mechanic and manual labourer. The training for these positions is completed onsite with extensive on-the-job instruction. As technology and automation evolve, the workforce diminishes in number and technical training becomes more important. This semi-skilled manufacturing workforce is usually supported by a highly skilled technical group consisting of industrial engineers, manufacturing managers, cost accountants and quality assurance/food safety technicians.
The beverage industry for the most part distributes its products to wholesalers using common carriers. However, soft drink manufacturers usually employ drivers to deliver their products directly to individual retailers. These drivers-salesworkers account for about one-seventh of the workers in the soft drink industry.
The more health-conscious atmosphere in Europe and North America in the 1990s has led to a flat market in the alcoholic beverage industry, with demand shifting to non-alcoholic beverages. Both alcoholic and non-alcoholic beverages, however, are expanding considerably in developing nations in Asia, South America and to some extent Africa. Because of this expansion, numerous local jobs are being created to meet production and distribution needs.
Meatpacking/Processing
Sources of meat slaughtered for human consumption include cattle, hogs, sheep, lambs and, in some countries, horses and camels. The size and production of slaughterhouses vary considerably. Except for very small operations located in rural areas, animals are slaughtered and processed in factory-type workplaces. These workplaces are usually subject to food-safety controls by the local government to prevent bacterial contamination that can cause foodborne illnesses in consumers. Examples of known pathogens in meat include salmonella and Escherichia coli. In these meat processing plants the work has become very specialized, with almost all the work being done on production disassembly lines where the meat moves on chains and conveyors, and each worker does only one operation. Almost all the cutting and processing is still done by workers. Production jobs can require between 10,000 and 20,000 cuts a day. In some large plants in the United States, for example, a few jobs, such as carcass splitting and bacon slicing, have been automated.
Slaughtering Process
The animals are herded through a holding pen to slaughter (see figure 1). The animal must be stunned before being bled, unless slaughtered in accordance with Jewish or Muslim rites. Usually the animal is either knocked to an unconscious state with a bolt stunner gun or with a stunner gun utilizing compressed air that drives a pin into the head (the medulla oblongata) of the animal. After the stunning or “knocking” process, one of the animal’s hind legs is secured by a chain hooked onto an overhead conveyor which transfers the animal to the next room, where it is bled by “sticking” the jugular arteries in the neck with a sharp knife. The bleeding-out process follows, and the blood is drained through pipes for processing on floors below.
Figure 1. Beef slaughtering flow chart
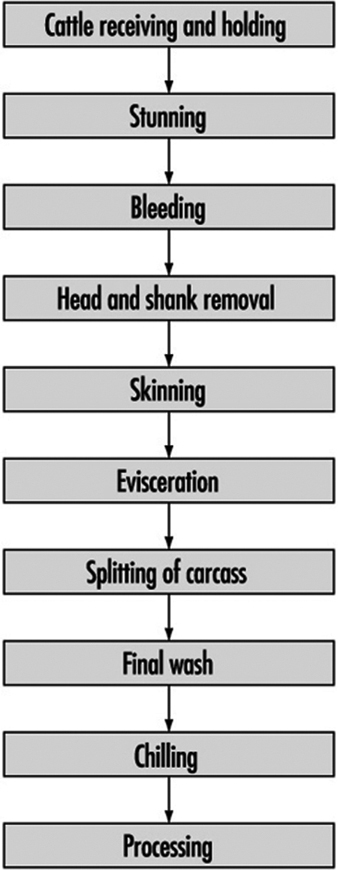
The skin (hide) is removed by a series of cuts with knives (new air-powered knives are being used in the larger plants for some hide-removal operations) and the animal is then suspended by both hind legs from the overhead conveyor system. In some hog operations, the skin is not removed at this stage. Rather the hair is removed by sending the carcass through tanks of water heated to 58 ºC and then through a dehair machine that rubs the hair off the skin. Any remaining hair is removed by singeing and finally shaving.
The front legs and then the viscera (intestines) are removed. The head is then cut and dropped, and the carcass is split in half vertically along the spinal column. Hydraulic band saws are the usual tool for this job. After the carcass is split, it is rinsed with hot water, and may be steam vacuumed or even treated with a newly developed pasteurization process being introduced in some countries.
Government health inspectors usually inspect after the head removal, the viscera removal and the carcass splitting and final wash.
After this, the carcass, still hanging from the overhead conveyor system, moves to a cooler for chilling over the next 24 to 36 hours. The temperature is usually about 2 ºC to slow bacterial growth and inhibit spoilage.
Processing
Once chilled, the carcass halves are then cut into front and hind quarters. After this, pieces are further divided into prime cuts, depending on customer specifications. Some quarters are processed for delivery as the front or hind quarters without any further significant trimming. These pieces can weigh from 70 to 125 kg. Many plants (in the United States, the majority of plants) conduct further processing of the meat (some plants do only this processing and receive their meat from slaughterhouses). Products from these plants are shipped in boxes weighing approximately 30 kg.
Cutting is done by hand or powered saws, depending on the cuts, usually following trimming operations to remove skin. Many plants also use large grinders for grinding hamburger and other ground meats. Further processing can involve equipment including bacon presses, ham tumblers and extruders, bacon slicers, electric meat tenderizers and smoke houses. Conveyor belts and screw augers are often used to transport product. Processing areas are also kept cool, with temperatures in the 4 °C range.
Offal meats, such as liver, hearts, sweetbreads, tongues and glands, are processed in a separate area.
Many plants also treat the hides before sending them to a tanner.
Hazards and Their Prevention
Meatpacking has one of the highest rates of injury of all industries. A worker may be injured by the moving animals as they are led through the holding pen into the plant. Adequate training must be given to workers on handling live animals, and minimal worker exposure in this process is advised. Stunner guns may prematurely or inadvertently discharge while workers try to still the animals. Falling animals and nervous system reactions in stunned cattle that cause jerking present hazards to workers in the area. Further, many operations utilize a series of hooks, chains and conveyor tram rails to move the product between processing steps, posing the hazard of falling carcasses and product.
Adequate maintenance of all equipment is necessary, especially equipment used to move meat. Such equipment must be checked frequently and repaired as needed. Adequate safeguards for knocking guns, such as safety switches and making sure there is no blow back, must be taken. Workers involved in knocking and sticking operations must be trained on the hazards of this job, as well as provided with guarded knives and protective equipment to prevent injury. For sticking operations this includes arm guards, mesh gloves and special guarded knives.
Both in the slaughter and further processing of animals, hand knives and mechanical cutting devices are used. Mechanical cutting devices include head splitters, bone splitters, snout pullers, electric band and circular saws, electric- or air-powered circular-blade knives, grinding machines and bacon processors. These types of operations have a high rate of injury, from knife cuts to amputations, because of the speed at which workers operate, the inherent danger of the tools being used and the often slippery nature of the product from fat and wet processes. Workers can be cut by their own knives and by other workers’ knives during the butchering process (see figure 2).
Figure 2. Cutting and sorting meat without protective equipment in a Thai meat packing factory
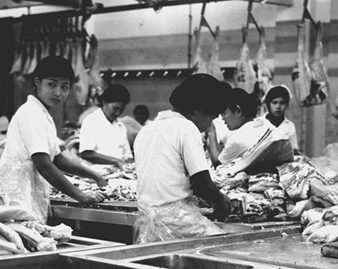
The above operations require protective equipment, including protective helmets, footwear, mesh gloves and aprons, wrist and forearm guards and waterproof aprons. Protective goggles may be required during boning, trimming and cutting operations to prevent foreign objects from entering workers’ eyes. Metal mesh gloves must not be used while operating any type of powered or electrical saw. Powered saws and tools must have proper safety guards, such as blade guards and shut-off switches. Unguarded sprockets and chains, conveyor belts and other equipment can pose a hazard. All such equipment must be properly guarded. Hand knives should also have guards to prevent the hand holding the knife from slipping over the blade. Training and adequate spacing between workers is necessary to conduct operations safely.
Workers maintaining, cleaning or unjamming equipment such as conveyor belts, bacon processors, meat grinders and other processing equipment are subject to the hazard of the inadvertent start-up of equipment. This has caused fatalities and amputations. Some equipment is cleaned while running, subjecting workers to the hazard of getting caught in the machinery.
Workers must be trained in safety lockout/tagout procedures. Implementation of procedures that prevent workers from fixing, cleaning or unjamming equipment until the equipment is off and locked out will prevent injuries. Workers involved in locking out pieces of equipment must be trained on procedures for neutralizing all energy sources.
Wet and treacherously slippery floors and stairs throughout the plant pose a serious hazard to workers. Elevated work platforms also pose a falling hazard. Workers must be provided with safety shoes with non-slip soles. Non-slip floor surfaces and roughened floors, approved by local health agencies, are available and should be used on floors and stairways. Adequate drainage in wet areas must be provided, along with proper and adequate housekeeping of floors during production hours to minimize wet and slippery surfaces. All elevated surfaces must also be properly equipped with guard rails both to prevent workers from accidental falls and to prevent worker contact and materials falling from conveyors. Toe boards should also be used on elevated platforms, where necessary. Guardrails should also be used on stairways on the production floor to prevent slipping.
The combination of wet working conditions and elaborate electrical wiring poses a hazard of electrocution to workers. All equipment must be properly grounded. Electrical outlet boxes should be provided with covers which effectively protect against accidental contact. All electrical wiring should be checked periodically for cracking, fraying or other defects, and all electrical equipment should be grounded. Ground fault circuit interrupters should be used where possible.
Lugging of carcasses (which can weigh up to 140 kg) and repetitive lifting of 30 kg boxes of meat ready for shipping can cause back injuries. Cumulative trauma disorders such as carpal tunnel syndrome, tendinitis and tenosynovitis are widespread in the industry. In the United States, for example, meatpacking operations have higher rates of these disorders than any other industry. The wrist, elbow and shoulder are all affected. These disorders can arise from the highly repetitive and forceful nature of the assembly line work in the plants, the use of vibrating equipment in some jobs, the use of dull knives, the cutting of frozen meat and the use of high-pressure hoses in cleaning operations. Prevention of these disorders comes through ergonomic redesign of equipment, use of mechanical assists, vigilant maintenance of vibrating equipment to minimize vibration, and improved worker training and medical programmes. Ergonomic redesign measures include:
- lowering overhead conveyors to reduce repetitive overhead throws on production lines (see figure 3)
- moving horizontal platforms that allow workers to split animals with a minimum of reaches
- providing sharp knives with redesigned handles
- building mechanical assists that reduce the force of a job (see figure 4)
- increased staffing on high-force jobs, assuring properly sized hand tools and gloves and careful design of packing areas to minimize twisting when lifting, as well as to minimize lifting from below the knees and above the shoulders
- vacuum hoists and other mechanical lifting devices to reduce lifting of boxes (see figure 5).
Figure 3. With conveyer belts located beneath worktables, workers can push finished products through a hole in the table instead of having to throw meat over their heads

United Food & Commercial Workers, AFL-CIO
Figure 4. Having paddle bones pulled out by the force of an attached chain rather than manually lessens musculoskeletal hazards

United Food & Commercial Workers, AFL-CIO
Figure 5. The use of vacuum hoists for lifting boxes allows workers to guide boxes rather than load them by hand

United Food & Commercial Workers, AFL-CIO
Aisles and walkways should be dry and free of obstacles so that carrying and transporting heavy loads can be done safely.
Workers should be trained or proper use of knives. Cutting frozen meat should be avoided completely.
Early medical intervention and treatment for symptomatic workers is also desirable. Because of the similar nature of the stressors on jobs in this industry, job rotation must be used with caution. Job analyses must be carried out and reviewed to assure that the same muscle tendon groups are not used in different tasks. In addition, workers must be adequately trained in all jobs in any planned rotation.
Machines and equipment found in meatpacking plants produce a high level of noise. Workers must be provided with ear plugs, as well as hearing examinations to ascertain any potential hearing loss. Further, sound-dampening equipment should be used on machinery where possible. Good maintenance on conveyor systems can prevent unnecessary noise.
Workers can be exposed to toxic chemicals during the cleaning and sanitizing of equipment. Compounds used include both alkaline (caustic) and acid cleaners. These can cause dryness, allergic rashes and other skin problems. Liquids can splash up and burn the eyes. Depending on the type of cleaning compound used, PPE—including eye, face and arm coverings, aprons and protective footwear—must be provided. Hand and eye washing facilities should also be available. High-pressure hoses used to transport hot water for disinfecting equipment can also cause burns. Adequate worker training on the use of such hoses is important. Chlorine in the water used to wash the carcasses can also cause eye, throat and skin irritation. New anti-bacterial rinses are being introduced on the slaughter side to decrease bacteria that can cause foodborne illnesses. Adequate ventilation must be provided. Special care to assure that the strength of the chemicals does not exceed manufacturers’ instructions must be taken.
Ammonia is used as a refrigerant in the industry, and ammonia leaks from pipes are common. Ammonia gas is irritating to the eyes and skin. Mild to moderate exposure to the gas can produce headaches, burning in the throat, perspiration, nausea and vomiting. If escape is not possible, there may be severe irritation of the respiratory tract, producing cough, pulmonary oedema or respiratory arrest. Adequate maintenance of refrigeration lines is key to preventing such leaks. In addition, once an ammonia leak is detected, monitoring and evacuation procedures must be carried out to prevent dangerous exposures.
Carbon dioxide (CO2) in the form of dry ice is used in the packaging area. During this process, CO2 gas may escape from these vats and spread throughout the room. Exposure can cause headaches, dizziness, nausea, vomiting and, at high levels, death. Adequate ventilation must be provided.
Blood tanks present hazards associated with confined spaces if the plant does not utilize a closed piping and processing system for the blood. Toxic substances emitted from decomposing blood and lack of oxygen pose serious hazards to those having to enter and/or clean tanks or work in the area. Prior to entry, the atmosphere must be tested for toxic chemicals, and the presence of adequate oxygen must be assured.
Workers are exposed to infectious diseases such as brucellosis, erysipeloid, leptospirosis, dermatophytoses and warts.
Brucellosis is caused by a bacterium and is transmitted by the handling of infected cattle or swine. Persons infected by this bacterium experience constant or recurring fever, headaches, weakness, joint pain, night sweats and loss of appetite. Limiting the number of infected cattle slaughtered is one key to preventing this disorder.
Erysipeloid and leptospirosis are also caused by bacteria. Erysipeloid is transmitted by infection of skin puncture wounds, scratches and abrasions; it causes redness and irritation around the site of infection and can spread to the bloodstream and lymph nodes. Leptospirosis is transmitted through direct contact with infected animals or through water, moist soil or vegetation contaminated by the urine of infected animals. Muscular aches, eye infections, fever, vomiting, chills and headaches occur, and kidney and liver damage may develop.
Dermatophytosis, on the other hand, is a fungal disease and is transmitted by contact with the hair and skin of infected persons and animals. Dermatophytosis, also know as ringworm, causes the hair to fall out and small, yellowish cuplike crusts to develop on the scalp.
Verruca vulgaris, a wart caused by a virus, can be spread by infectious workers who have contaminated towels, meat, fish knives, work tables or other objects.
Other diseases that are found in meatpacking plants in some countries include Q fever and tuberculosis. The primary carriers of Q fever are cattle, sheep, goats and ticks. Humans are usually infected by inhaling aerosolized particles from contaminated environments. Typical symptoms include fever, malaise, severe headache and muscular and abdominal pain. The incidence of toxoplasma antibodies amongst abattoir workers is high in certain countries.
Dermatitis is also common in meatpacking plants. Exposure to blood and other animal fluids, exposure to wet conditions, and exposure to cleaning compounds used for cleaning/sanitation in facilities can lead to skin irritation.
Infectious diseases and dermatitis can be prevented with personal hygiene that includes ready and easy access to sanitation and hand-washing facilities that contain soap and disposable hand towels, the provision of proper PPE (which may include protective gloves as well as eye and respiratory protection where exposure to airborne animal body fluids is possible), the use of some barrier creams to provide limited protection against irritants, worker education and early medical care.
The kill floor, where the slaughtering, bleeding and splitting of the animal is done, can be especially hot and humid. A properly working ventilation system that removes the hot, humid air and prevents heat stress should be used. Fans, preferably overhead or roof fans, increase air movement. Beverages should be provided to replace fluids and salts lost through sweating, and frequent rest breaks, in a cool area, should be allowed.
There is also a distinctive smell in slaughterhouses, due to a mixture of odours such as those of wet leather, blood, vomit, urine and faeces of animals. This smell spreads throughout the kill floor, offal, rendering and hide areas. Exhaust ventilation is necessary to remove the odours.
Refrigerated work environments are essential in the meatpacking industry. Processing and transporting meat products generally require temperatures at or below 9 °C. Areas such as freezers may require temperatures to go as low as –40 °C. The most common cold-related injuries are frostnip, frostbite, immersion foot and trenchfoot, which occur in localized areas of the body. A serious consequence of cold stress is hypothermia. The respiratory system, the circulatory system and the osteoarticular system can also be affected by overexposure to the cold.
To prevent the consequences of cold stress and reduce the hazards of cold working conditions, workers should wear appropriate clothing, and the workplace should have proper equipment, administrative controls and engineering controls. Multiple layers of clothing provide better protection than single thick garments. Cooling equipment and air distribution systems should minimize air velocity. Unit coolers should be placed as far away from workers as possible, and wind deflectors and barriers should be used to protect workers from windchill.
Injuries and Non-malignant Diseases
Injuries
Only limited statistics are available on accident rates in general in this industry. Compared to other manufacturing industries, the 1990 accident rate in Finland was below the average; in Canada, the rates from 1990 to 1994 were similar to other industries; in the United States, the 1988 rate was slightly above average; in Sweden and Germany, the rates were 25% and 70% above the average (ILO 1992; Workers’ Compensation Board of British Columbia 1995).
The most commonly encountered risk factors for serious and fatal accidents in the pulp and paper industry are the papermaking equipment itself and the extreme size and weight of pulp or paper bales and rolls. In a 1993 United States government study of occupational fatalities from 1979 to 1984 in pulp, paper and paperboard mills (US Department of Commerce 1993), 28% were due to workers being caught in or between rotating rolls or equipment (“nip-points”) and
18% were due to workers being crushed by falling or tumbling objects, especially rolls and bales. Other causes of multiple deaths included electrocution, hydrogen sulphide and other toxic gas inhalation, massive thermal/chemical burns and one case of heat exhaustion. The number of serious accidents associated with paper machines has been reported to decrease with the installation of newer equipment in some countries. In the converting sector, repetitive and monotonous work, and the use of mechanized equipment with higher speeds and forces, has become more common. Although no sector-specific data are available, it is expected that this sector will experience greater rates of over-exertion injuries associated with repetitive work.
Non-Malignant Diseases
The most well documented health problems encountered by pulp mill workers are acute and chronic respiratory disorders (Torén, Hagberg and Westberg 1996). Exposure to extremely high concentrations of chlorine, chlorine dioxide or sulphur dioxide may occur as a result of a leak or other process upset. Exposed workers may develop acute chemical-induced lung injury with severe inflammation of air passages and release of fluid into the air spaces, requiring hospitalization. The extent of damage depends on the duration and intensity of the exposure, and the specific gas involved. If the worker survives the acute episode, complete recovery may occur. However, in less intense exposure incidents (also usually as a result of process upsets or spills), acute exposure to chlorine or chlorine dioxide may trigger the subsequent development of asthma. This irritant-induced asthma has been recorded in numerous case reports and recent epidemiological studies, and current evidence indicates that it may persist for many years following the exposure incident. Workers similarly exposed who do not develop asthma may experience persistently increased nasal irritation, cough, wheezing and reduction in airflow rates. Workers most at risk for these exposure incidents include maintenance workers, bleach plant workers and construction workers at pulp mill sites. High levels of chlorine dioxide exposure also cause eye irritation and the sensation of seeing halos around lights.
Some mortality studies have indicated increased risk of death from respiratory disease among pulp mill workers exposed to sulphur dioxide and paper dust (Jäppinen and Tola 1990; Torén, Järvholm and Morgan 1989). Increased respiratory symptoms have also been reported in sulphite mill workers who are chronically exposed to low levels of sulphur dioxide (Skalpe 1964), although increased airflow obstruction is not normally reported among pulp mill populations in general. Symptoms of respiratory irritation are also reported by workers exposed to high air concentrations of terpenes in turpentine recovery processes often present at pulp mill sites. Soft paper dust has also been reported to be associated with increased asthma and chronic obstructive pulmonary disease (Torén, Hagberg and Westberg 1996).
Exposure to micro-organisms, especially around wood chip and waste piles, debarkers and sludge presses, creates an increased risk for hypersensitivity responses in the lungs. Evidence for this appears to be limited to isolated case reports of hypersensitivity pneumonitis, which can lead to chronic lung scarring. Bagassosis, or hypersensitivity pneumonitis associated with exposure to thermophylic micro-organisms and bagasse (a sugar cane by-product), is still seen in mills using bagasse for fibre.
Other respiratory hazards commonly encountered in the pulp and paper industry include stainless steel welding fumes and asbestos (see “Asbestos,” “Nickel” and “Chromium” elsewhere in the Encyclopaedia). Maintenance workers are the group most likely to be at risk from these exposures.
Reduced sulphur compounds (including hydrogen sulphide, dimethyl disulphides and mercaptans) are potent eye irritants and may cause headaches and nausea in some workers. These compounds have very low odour thresholds (ppb range) in individuals not previously exposed; however, among long-time workers in the industry, odour thresholds are considerably higher. Concentrations in the range of 50 to 200 ppm produce olfactory fatigue, and subjects can no longer detect the distinctive “rotten eggs” odour. At higher concentrations, exposure will result in unconsciousness, respiratory paralysis and death. Fatalities associated with exposure to reduced sulphur compounds in confined spaces have occurred at pulp mill sites.
Cardiovascular mortality has been reported to be increased in pulp and paper workers, with some exposure-response evidence suggesting a possible link with exposure to reduced sulphur compounds (Jäppinen 1987; Jäppinen and Tola 1990). However, other causes for this increased mortality may include noise exposure and shift work, both of which have been associated with increased risk for ischaemic heart disease in other industries.
Skin problems encountered by pulp and paper mill workers include acute chemical and thermal burns and contact dermatitis (both irritant and allergic). Pulp mill workers in kraft process mills frequently experience alkali burns to the skin as a result of contact with hot pulping liquors and calcium hydroxide slurries from the recovery process. Contact dermatitis is reported more frequently among paper mill and converting workers, as many of the additives, defoaming agents, biocides, inks and glues used in paper and paper-product making are primary skin irritants and sensitizers. Dermatitis may occur from exposure to the chemicals themselves or from handling freshly treated paper or paper products.
Noise is a significant hazard throughout the pulp and paper industry. The US Department of Labor estimated that noise levels over 85 dBA were found in over 75% of plants in the paper and allied products industries, compared to 49% of plants in manufacturing in general, and that over 40% of workers were exposed regularly to noise levels over 85 dBA (US Department of Commerce 1983). Noise levels around paper machines, chippers and recovery boilers tend to be well over 90 dBA. Conversion operations also tend to generate high noise levels. Reduction in worker exposure around paper machines is usually attempted by the use of enclosed control rooms. In converting, where the operator is usually stationed next to the machine, this type of control measure is seldom used. However where converting machines have been enclosed, this has resulted in decreased exposure to both paper dust and noise.
Excessive heat exposure is encountered by paper mill workers working in paper machine areas, with temperatures of 60°C being recorded, although no studies of the effects of heat exposure in this population are available in the published scientific literature.
Agricultural Grains and Oilseeds
Several plants in the grass family, including wheat, rye, barley, oats, corn, rice, sorghum and millet, are valuable agricultural commodities, representing the largest effort in production agriculture. Grains provide a concentrated form of carbohydrates and are an important source of food for animals and humans.
In the human diet, grains make up about 60% of the calories and 55% of the protein, and are used for food as well as beverages. Bread is the most commonly recognized food product made from grains, although grains are also important in the production of beer and liquor. Grain is a basic ingredient in the distillation of neutral spirits that produce liquors with the taste and aroma of grain. Grains also are used to make feed for animals, including pets, working animals and animals raised in the production of meat products for human consumption.
Grain production can be traced to the beginning of civilization. In 1996, world production of cereal grains was 2,003,380,000 tonnes. This volume has increased more than 10% since the mid-1980s (FAO 1997).
Three of the major grains produced for their oil, also called oilseeds, are soybean, rapeseed and sunflower. Although ten different types of oilseed crops exist, these three account for the majority of the market, with soybean as the leader. Virtually all oilseeds are crushed and processed to produce vegetable oils and high-protein meals. Much of the vegetable oil is used as salad or cooking oils, and meal is used predominantly in animal feeds. World oilseed production in 1996 was 91,377,790 tonnes, almost a 41% increase since 1986 (FAO 1997).
The production of grains and oilseeds is affected by regional factors such as weather and geography. Dry soils and environments restrict corn production, while moist soils deter wheat production. Temperature, precipitation, soil fertility and topography also affect the type of grain or oilseed that can be successfully produced in an area.
For production of grain and oilseed crops, work falls into four areas: seed bed preparation and planting, harvest, storage and transportation of the crop to market or processing facilities. In modern agriculture, some of these processes have changed completely, but other processes have changed little since early civilization. However, the mechanization of agriculture has created new situations and safety issues.
Hazards and Their Prevention
All tools used in grain harvest—from complex combines to the simple scythe—have one aspect in common: they are hazardous. Harvest tools are aggressive; they are designed to cut, chew or chop plant materials placed into them. These tools do not discriminate between a crop and a person. Various mechanical hazards associated with grain harvesting include shear-point, pull-in, crush-point, entanglement, wrap-point and pinch-point. A combine pulls in cornstalks at a rate of 3.7 metres per second (m/s), too quickly for humans to avoid entanglement, even with a normal reaction time. Augers and PTO units used to move grain, rotate and have wrapping speeds of 3 m/s and 2 m/s, respectively, and also pose an entanglement hazard.
Agricultural workers also can experience noise-induced hearing loss from large-horsepower machinery and equipment used in crop production. Axial-vane fans that force heated air through a bin or storage structure to dry grain can generate noise levels of 110 dBA or more. Since grain-drying units often are located near living quarters and are operated continuously throughout a season, they often result in substantial hearing loss in farmworkers as well as family members over long periods of time. Other sources of noise that can contribute to hearing loss are machinery such as tractors, combines and conveying equipment, and grain moving through a gravity spout.
Agricultural workers also can be exposed to significant suffocation hazards by engulfment either in flowing grain or collapsing grain surfaces. A person caught in grain is almost impossible to rescue because of the tremendous weight of grain. Workers can prevent engulfment in flowing grain by always turning off all power sources to the unloading and transporting equipment before they enter an area and locking shut all gravity flow gates. Engulfment in a collapsed grain surface is difficult to prevent, but workers can avoid the situation by knowing the history of the storage structure and the grain it contains. All workers should follow confined-space entry procedures for physical engulfment hazards when working with grain.
During the harvest, storage and transportation of grains and oilseeds, agricultural workers are exposed to dusts, spores, mycotoxins and endotoxins that can be harmful to the respiratory system. Biologically active dust is capable of producing irritation and/or allergic, inflammatory or infectious responses in the lungs. Workers can avoid or reduce their exposure to dust, or wear personal protective equipment such as mechanical filter respirators or air-supplied respirators in dusty environments. Some handling and storage systems minimize the creation of dust, and additives such as vegetable oils can keep dust from becoming airborne.
In some conditions during storage, grain can spoil and emit gases that pose a suffocation hazard. Carbon dioxide (CO2) can collect above a grain surface to displace oxygen, which can cause impairment in workers if oxygen levels drop below 19.5%. Mechanical filter respirators are useless in these situations.
Another hazard is the potential for fires and explosions that can occur when grains or oilseeds are stored or handled. Dust particles that become airborne when grain is moved create an atmosphere ripe for a powerful blast. Only an ignition source is needed, such as an overheated bearing or a belt rubbing against a housing component. The biggest hazards exist at large port elevators or inland community elevators where huge volumes of grain are handled. Regular preventive maintenance and good housekeeping policies minimize the risk of possible ignition and explosive atmospheres.
Chemicals used at the beginning of the crop production cycle for seed-bed preparation and planting also can pose hazards for agricultural workers. Chemicals can increase soil fertility, reduce competition from weeds and insects and boost yields. The biggest concern for agricultural chemicals hazards is long-term exposure; however, anhydrous ammonia, a compressed liquid fertilizer, can cause immediate injury. Anhydrous ammonia (NH3) is a hygroscopic, or water-seeking, compound, and caustic burns result when it dissolves body tissue. Ammonia gas is a strong lung irritant, but has good warning properties. It also has a low boiling point and freezes on contact, causing another type of severe burn. Wearing protective equipment is the best way to reduce risk of exposure. When exposure occurs, first aid treatment requires immediately flushing of the area with plenty of water.
Grain production workers also are exposed to potential injury from slips and falls. A person can die from injuries in a fall from a height as low as 3.7 m, which is easily exceeded by operator’s platforms on most machinery or grain storage structures. Grain storage structures are at least 9 and up to 30 m tall, reachable only by ladders. Inclement weather can cause slippery surfaces from rain, mud, ice or snow build-up, so the use of guards, handrails and footwear with non-slip soles is important. Devices such as a body harness or lanyard also can be used to arrest the fall and minimize injury.
Production of Fruit Juices
Fruit juices are made from a wide variety of fruits, including oranges and other citrus fruits, apples, grapes, cranberries, pineapples, mangoes and so forth. In many cases, various fruit juices are blended. Usually, the fruit is processed into a concentrate near where it is grown, then shipped to a fruit juice packager. Fruit juices can be sold as concentrates, frozen concentrates (especially orange juice) and as the diluted juice. Often sugar and preservatives are added.
Once received at the processing plant, the oranges are washed, graded to remove damaged fruit, separated according to size and sent to the juice extractors. There the oils are extracted from the peel, and then the juice extracted by crushing. The pulpy juice is screened to remove seeds and pulp, which often end up as cattle feed. If the orange juice is intended for sale as “not from concentrate”, it is then pasteurized. Otherwise the juice is sent to evaporators, which remove most of the water by heat and vacuum, then chilled, to produce the frozen, concentrated orange juice. This process also removes many oils and essences which are blended back into the concentrate before shipping to the juice packager.
The frozen concentrate is shipped to the packager in refrigerated trucks or tankers. Many dairies package orange juice using the same equipment used to package milk. (See the article “Dairy products industry” elsewhere in this volume.) The concentrate is diluted with filtered water, pasteurized and packaged under sterile conditions. Depending on the amount of water added, the final product can be cans of frozen orange juice concentrate or ready-to-serve orange juice.
Poultry Processing
Economic Importance
Chicken and turkey production has increased dramatically in the United States since the 1980s. According to a US Department of Labor report this has been due to a change in consumer eating patterns (Hetrick 1994). A shift from red meat and pork to poultry is due in part to early medical studies.
The rise in consumption correspondingly has spurred an increase in the number of processing facilities and growers and a large rise in levels of employment. For example, the United States poultry industry experienced an increase in employment of 64% from 1980 to 1992. Productivity, in terms of pounds yield per worker, increased 3.1% due to mechanization or automation, as well as an increase in line speed, or birds per work hour. However, in comparison to red meat production, poultry production is still very labour intensive.
Globalization is also ocurring. There are production and processing facilities jointly owned by US investors and China and breeding, grow-out and processing facilities in China export product to Japan.
Typical poultry line workers are relatively unskilled, less educated, often members of minority groups and much lower paid than workers in the red meat and manufacturing sectors. Turnover is unusually high in certain aspects of the process. Live hanging, deboning and sanitation jobs are particularly stressful and have high turnover rates. Poultry processing by its nature is a largely rural-based industry found in economically depressed areas where there is a labour surplus. In the United States many processing plants have an increasing number of Spanish-speaking workers. These workers are somewhat transient, working in the processing plants part of the year. As the region’s crops near harvest, large segments of the workers move outdoors to pick and harvest.
Processing
Throughout the processing of chicken, rigid sanitation requirements must be met. This means that floors must be washed down periodically and often and that debris, parts and fat must be removed. Conveyors and processing equipment must be accessible, washed down and sanitized also. Condensation must not be allowed to accumulate on ceilings and equipment over exposed chicken; it must be wiped down with long-handled sponge mops. Overhead, unguarded radial-blade fans circulate the air in the processing areas.
Because of these sanitation requirements, guarded rotating equipment often cannot be silenced for noise-abatement purposes. Consequently, in the majority of the processing plant’s production areas, there is high noise exposure. A proper and well-run hearing conservation programme is necessary. Not only should initial audiograms and annual audiograms be given, but periodic dosimetry should also be done to document exposure. Purchased processing equipment should have as low an operating noise level as possible. Particular care needs to be taken in educating and training the workforce.
Receiving and live hang
The first step in processing involves off-loading of the modules and destacking the trays onto a conveyor system to the live hang area. Work here is in almost complete darkness, since this has a quieting effect on the birds. The conveyor belt with a tray is at about waist level. A hanger, with gloved hands, must reach and grab a bird by both thighs and hang its feet in a shackle on an overhead conveyor travelling in the opposite direction.
The hazards of the operation vary. Aside from the normal high level of noise, the darkness and the disorienting effect of opposite running conveyors, there is the dust from flapping birds, suddenly sprayed urine or faeces in the face and the possibility of a gloved finger being caught in a shackle. Conveyor lines need to be equipped with emergency stops. Hangers are constantly striking the backs of their hands against neighboring shackles as they pass overhead.
It is not uncommon for a hanger to be required to hang an average of 23 (or more) birds per minute. (Some positions on the hanger’s lines require more physical motions, perhaps 26 birds per minute.) Typically, seven hangers on one line may hang 38,640 birds in 4 hours before they get a break. If each bird weighs approximately 1.9 kg, each hanger conceivably lifts a total of 1,057 kg during the first 4 hours of his or her shift before a scheduled break. The hanger’s job is extremely stressful from both a physiological and psychological standpoint. Reducing workload could lessen this stress. The constant grabbing with both hands, pulling in and simultaneously lifting a flapping, scratching bird at shoulder or head height is stressful to the upper shoulder and neck.
The bird’s feathers and feet can easily scratch a hanger’s unprotected arms. The hangers are required to stand for prolonged periods of time on hard surfaces, which can lead to lower-back discomfort and pain. Proper footwear, possible use of a rump rest stand, protective eyewear, single-use disposable respirators, eyewash facilities and arm guards need to be available for the hanger’s protection.
An extremely important element to ensure the worker’s health is a proper job conditioning programme. For a period of up to 2 weeks, a new hanger must be acclimated to the conditions and slowly work up to a full shift. Another key ingredient is job rotation; after two hours of hanging birds, a hanger may be rotated to a less strenuous position. The division of labour among the hangers may be such that frequent short rest breaks in an air conditioned area are essential. Some plants have tried double crewing to allow crews to work for 20 minutes and rest for 20 minutes, to reduce the ergonomic stressors.
The health and comfort conditions for the hangers are somewhat dependent on the outside weather conditions and the conditions of the birds. If the weather is hot and dry, the birds carry with them dust and mites, which easily become airborne. If the weather is wet, the birds are harder to handle, the hangers’ gloves readily become wet and the hangers must work harder to hold onto the birds. There have been recent developments in reusable gloves with padded backs.
The impact of airborne particulates, feathers, mites and so on may be lessened with an efficient local exhaust ventilation (LEV) system. A balanced system using the push-pull principle, which uses down-draft cooling or heating, would benefit the workers. Additional cooling fans placed about would upset the efficiency of a balanced push-pull system.
Once hung in the shackles, the birds are conveyed to be initially stunned with electricity. The high voltage does not kill them but forces them to hang limply as a rotating wheel (bicycle tyre) guides their neck against a counter-rotating circular cutting blade. The neck is partially severed with the bird’s heart still beating to pump out the remainder of blood. There must be no blood in the carcass. A skilled worker must be positioned to slice those birds the kill machine misses. Because of the excessive amount of blood, the worker must be protected by wearing wet gear (a rain suit) and eye protection. Eye washing or flushing facilities must be made available also.
Dressing
The conveyor of birds then passes through a series of troughs or tanks of circulating hot water. These are called scalders. Water is usually heated by steam coils. The water is usually treated or chlorinated to kill bacteria. This phase allows the feathers to be easily removed. Care must be taken when working around the scalders. Often piping and valves are unprotected or poorly insulated and are contact points for burns.
As the birds exit the scalders, the carcass is passed through a U-shaped arrangement which pulls the head off. These parts are usually conveyed in flowing water troughs to a rendering (or by-products) area.
The line of carcasses passes through machines which have a series of rotating drums fixed with rubber fingers which remove the feathers. The feathers drop into a trench below with flowing water leading to the rendering area.
Consistency in bird weight is extremely critical to all aspects of the processing operation. If the weights vary from load to load, the production departments must adjust their processing equipment accordingly. For example, if lighter-weight birds follow heavier birds through the pickers, the rotating drums may not get all the feathers off. This causes rejects and rework. Not only does it add to the processing costs, but it causes additional ergonomic hand stresses, because someone has to hand pick the feathers using a pincer grip.
Once through the pickers, the line of birds passes through a singer. This is a gas-fired arrangement with three burners on each side, used to singe the fine hairs and feathers of each bird. Care must be taken to assure that the gas piping’s integrity is maintained due to the corrosive conditions of the picking or dressing area.
The birds then pass a hock cutter to sever the feet (or paws). The paws may be conveyed separately to a separate processing area of the plant for cleaning, sizing, sorting, chilling and packaging for the Asian market.
The birds must be rehung on different shackles before they enter the evisceration section of the plant. The shackles here are configured slightly differently, usually longer. Automation is readily available for this part of the process (see figure 1). However, workers need to provide back-up if a machine jams, to rehang dropped birds or to manually cut the feet off with pruning shears if the hock cutter fails to sever properly. From a processing and cost standpoint, it is critical that every shackle be filled. Rehang jobs involve exposure to highly repetitive motions and work involving awkward postures (raised elbows and shoulders). These workers are at increased risk for cumulative trauma disorders (CDTs).
Figure 1. Multi-cut machines reducing repetitive manual work

If a machine goes down or gets out of adjustment, a great deal of effort and stress is applied to get the lines running, sometimes at the expense of workers’ safety. When climbing to access points on the equipment, a maintenance worker may not take the time to get a ladder, instead stepping on top of wet, slippery equipment. Falls are a hazard. When any such equipment is purchased and installed, provisions must be made for easy access and maintenance. Lockout points and shut-offs need to be placed on each piece of equipment. The manufacturer must consider the environment and hazardous conditions under which their equipment must be maintained.
Evisceration
As the conveyor of birds pass out of dressing into a physically separate part of the process, they usually pass through another singer and then through a rotating circular blade which cuts out the oil sac or gland on each bird’s back at the base of the tail. Often such equipment’s blades are free rotating and need to guarded properly. Again, if the machine is not adjusted according to the bird’s weight, workers must be assigned to remove the sac by slicing it off with a knife.
Next, the conveyor line of birds passes through an automatic venting machine, which pushes up on the abdomen slightly while a blade cuts open the carcass without disturbing the bowel. The next machine or part of the process scoops into the cavity and pulls out the unbroken viscera for inspection. In the United States, the next few processing steps may involve government inspectors who check for growths, air sac disease, faecal contamination and a series of other abnormalities. Usually one inspector checks for only two or three items. If there is a high rate of abnormalities, the inspectors will slow the line down. Often the abnormalities do not cause total rejects, but specific parts of the birds may be washed or salvaged from the carcass to increase yield.
The more rejects, the more manual rework involving repetitive motion due to cutting, slicing and so on the production workers must perform. Government inspectors are usually seated on mandated adjustable elevating stands, whereas production workers called helpers, to their left and right, stand on grating or may use an adjustable sit stand if provided. Foot rests, adjustable height platforms, sit stands and job rotation will help relieve the physical and psychological stresses associated with this part of the process.
Once past the inspections, the viscera are sorted as they pass through a liver/heart or giblet harvester. The separated intestines, stomachs, spleens, kidneys and gall bladders are discarded and flushed into a flowing trench below. The heart and liver are separated and pumped to separate sorting conveyors, where workers inspect and pick by hand. The remaining intact livers and hearts are pumped or carried to a separate processing area to be bulk-packed by hand or later recombined in a giblet pack for stuffing by hand into the cavity of a whole bird for sale.
Once the carcass clears the harvester, the bird’s crop is augured out; each body cavity is probed by hand to pull out the remaining viscera and gizzard if necessary. The worker uses each hand in a separate bird as the conveyor passes in front. A suction device is often used to vacuum out any remaining lungs or kidneys. Frequently, due to the bird’s habit of ingesting small pebbles or pieces of litter during grow-out, a worker will reach into the bird’s cavity and receive painful puncture wounds in the tips of the fingers or under the finger nails.
The small wounds, if not treated properly, run the risk of serious infection since the bird’s cavity still is not cleaned of bacteria. Since tactile sensitivity is necessary for the job, there are no gloves yet available to prevent these frequent incidents. A tight-fitting surgeon’s type glove has been tried with some success. The line pace is so fast that it does not allow the worker to carefully insert his or her hands.
Finally, the carcass’s neck is removed by machine and harvested. The birds go through a bird washer which uses chlorinated spray to wash out excess viscera inside and outside each bird.
Throughout the dressing and evisceration, workers are exposed to high levels of noise, slippery floors and high ergonomic stress on kill, scissor and packaging jobs. According to a NIOSH study, rates of CTDs documented in poultry plants can range from 20 to 30% of workers (NIOSH 1990).
Chiller operations
Depending on the process, necks are pumped to a open-surfaced chiller tank with rotating arms, paddles or augers. These open tanks pose a serious threat to the safety of the worker during operation and need to be properly guarded by removable covers or grills. The tank’s cover must allow for visual inspection of the tank. If a cover is removed or lifted, interlocks must be provided to shut off the rotating arms or auger. The chilled necks are either bulk-packed for later processing or taken to the giblet wrap area for recombining and wrapping.
Once through evisceration, the conveyor lines of birds are either dropped into large, open-surfaced horizontal chilling tanks or, in Europe, pass through refrigerated, circulating air. These chillers are fitted with paddles which slowly rotate through the chiller, bringing down the bird’s body temperature. The chilled water is highly chlorinated (20 ppm or greater) and aerated for agitation. Bird carcass residence time in the chiller may be up to an hour.
Due to the high levels of free chlorine released and circulated, workers are exposed and may experience symptoms of eye and throat irritation, coughing and shortness of breath. NIOSH conducted several studies of eye and upper respiratory irritation in poultry processing plants, which recommended that levels of chlorine be monitored and controlled closely, that curtains be used to contain the liberated chlorine (or an enclosure of some sort should surround the open surface of the tank) and that an exhaust ventilation system should be installed (Sanderson, Weber and Echt 1995).
The resident time is critical and a matter of some controversy. Upon exiting evisceration, the carcass is not completely clean, and the skin pores and feather follicles are open and harbour disease-causing bacteria. The main purpose of the trip through the chiller is to chill the bird quickly to reduce spoilage. It does not kill bacteria, and the risk of cross contamination is a serious public health issue. Critics have called the chiller bath method “faecal soup”. From a profit perspective, a side benefit is the fact that the meat will absorb the chiller water like a sponge. It adds almost 8% to the market weight of the product (Linder 1996).
Upon exiting the chiller, the carcasses are deposited on a conveyor or shaker table. Specially trained workers called graders inspect the birds for bruises, skin breaks and so on and rehang the birds on separate shackle lines travelling in front of them. Downgraded birds may travel to different processes for parts recovery. Graders stand for prolonged periods handling chilled birds, which can result in numbness and hand pain. Gloves with liners are worn not only to protect the hands of workers from the chlorine residue, but also to provide some degree of warmth.
Cut-up
From grading the birds travel overhead to different processes, machines and lines in an area of the plant called second or further processing. Some machines are hand fed with two-handed trips. Other, more modern European equipment, at separate stations, may remove the thighs and wings and split the breast, without being touched by the worker. Again, consistency in bird size or weight is critical to the successful operation of this automated equipment. Rotating circular blades must be changed every day.
Skilled maintenance technicians and operators must be attentive to the equipment. Access to such equipment for adjustment, maintenance and sanitation needs to be frequent, requiring stairs, not ladders, and substantial work platforms. During blade changing, handling needs to be cautious because of the slipperiness due to fat build-up. Special cut- and slip-resistant gloves with the fingertips removed protect most of the hand, while the tips of the fingers can be used to manipulate the tools, bolts and nuts used for replacement.
Evolving consumer tastes have affected the production process. In some cases, the products (e.g., drumstick, thighs and breasts) are required to be skinless. Processing equipment has been developed to efficiently remove skin so workers do not have to do so by hand. However, as automated processing equipment is added and lines are rearranged, conditions become more crowded and awkward for workers to get around, manoeuvre floor jacks and carry totes, or plastic tubs, of iced product weighing over 27 kg over slippery, wet floors.
Depending on the customer demand and product mix sales, workers stand facing fixed-height conveyors, selecting and arranging product on plastic trays. The product travels in one direction or drops from a chute. The trays arrive on overhead conveyors, descending so the workers can grab a stack and set them in front for easy reach. Product defects may be either placed on a counter-flow conveyor below or hung in a shackle travelling in the opposite direction overhead. Workers stand for prolonged periods of time almost shoulder to shoulder, perhaps separated only by a tote into which defects or waste are dropped. Workers need to be provided with gloves, aprons and boots.
Some products may be bulk-packed in cartons covered with ice. This is called ice pack. Workers fill cartons by hand onto scales and manually transfer them to moving conveyors. Later in the ice pack room, ice is added, cartons recovered and the cartons removed and stacked manually on pallets ready for shipment.
Some workers in cut-up are also exposed to high levels of noise.
Deboning
If the carcass is destined for deboning, the product is tanked out in large aluminium bins or cardboard boxes (or gaylords) mounted on pallets. Breast meat must be aged for a certain number of hours before processing either by machine or hand. Fresh chicken is difficult to cut and trim by hand. From an ergonomic standpoint, meat ageing is a key point in helping to reduce repetitive motion injuries to the hand.
There are two methods used in deboning. In the manual method, once ready, carcasses with only the breast meat remaining are dumped into a hopper leading to a conveyor. This section of the line’s workers must handle each carcass and hold them against two horizontal, in-running textured skinner rolls. The carcass is rolled over the rolls as the skin is pulled away and down to a conveyor below. There is a risk of workers becoming inattentive or distracted and having their fingers pulled into the rollers. Emergency stop (E-stop) switches need to be provided within easy reach of either the free hand or knee. Gloves and loose clothing cannot be worn around such equipment. Aprons (worn snugly) and protective eyewear must be worn due to the possibility of bone chips or fragments being thrown.
The next step is performed by workers called nickers. They hold a carcass in one hand and make a slice along the keel (or breastbone) with the other. Sharp, short-bladed knives are normally used. Stainless steel mesh gloves are usually worn over a latex- or nitrile-gloved hand holding the carcass. Knives used for this operation do not need to have a sharp point. Protective eye wear needs to be worn.
The third step is performed by the keel pullers. This may be done manually or with a jig or fixture where the carcass is guided over an inexpensive “Y” fixture (made out of stainless steel rod stock) and pulled toward the worker. The working height of each fixture needs to be adjusted to the worker. The manual method simply requires the worker to use a pincer grip with a gloved hand and pull the keel bone out. Protective eyewear must be worn as described above.
The fourth step requires hand filleting. Workers stand shoulder to shoulder reaching for breast meat as it travels on shackle trays in front of them. There are certain techniques that must be observed for this part of the process. Proper job instruction and immediate correction when errors are observed are necessary. Workers are protected with a chain or mesh glove on one hand. In the other, they hold an extremely sharp knife (with a tip that may be too sharply pointed).
The work is fast paced, and workers who get behind are pressured to take short cuts, such as reaching across in front of the associate next to them or reaching for and/or stabbing a piece of meat travelling by out of their reach. Not only does the knife puncture reduce the quality of the product, but it also results in serious injury to fellow workers in the form of lacerations, which are often subject to infection. Protective plastic arm guards are available to prevent this frequent type of injury.
As the fillet meat is replaced on the conveyor shackle, it is picked off by the next section of workers, called trimmers. These workers must trim excess fat, missed skin and bones out of the meat using sharp and adjusted shears. Once trimmed, the finished product is either tray packed by hand or dropped into bulk bags and placed into cartons for restaurant use.
The second method of deboning involves automatic processing equipment developed in Europe. As with the manual method, bulk boxes or tanks of carcasses, sometimes with wings still attached, are loaded into a hopper and chute. Carcasses may then be picked manually and placed into segmented conveyors, or each carcass must be placed manually onto a shoe of the machine. The machine moves rapidly, carrying the carcass through a series of fingers (to remove skin), cutting blades and slitters. All that remains is a meatless carcass that is bulked out and used elsewhere. Most of the manual line’s positions are eliminated, except for the trimmers with scissors.
Deboning workers are exposed to serious ergonomic hazards from the forceful, repetitive nature of the work. In each of the deboning positions, especially filleters and trimmers, job rotation may be a key element to reducing ergonomic stresses. It must be understood that the position a worker rotates to must not use the same muscle group. A weak argument has been made that filleters and trimmers may rotate to each other’s position. This should not be allowed, because the same gripping, twisting and turning methods are used in the hand not holding the tool (knife or scissors). It may be argued that the muscles holding a knife loosely for twisting and turning while making fillet cuts are used differently when opening and closing scissors. However, twisting and turning of the hand is still required. Line speeds play a critical role in the onset of ergonomic disorders on these jobs.
Overwrap and chilling
After the product is tray packed in either cut-up or deboning, the trays are conveyed to another step in the process called overwrap. Workers retrieve specific product in trays and feed the trays into machines which apply and stretch printed clear wrap over the tray, tuck it under and pass the tray over a heat sealer. The tray may then pass through a washer, where it is retrieved and placed in a basket. The basket containing a particular product is placed on a conveyor where it passes into a chiller area. Trays are then sorted and stacked either manually or automatically.
Workers in the overwrap area stand for prolonged periods of time and are rotated so the hands they use to pick up the product trays are rotated. Normally the overwrap area is relatively dry. Cushioned mats would reduce leg and back fatigue.
Consumer demand, sales and marketing can create special ergonomic hazards. At certain times of the year, large trays are packed with several pounds of product for “convenience and cost savings”. This added weight has contributed to additional repetitive motion-related hand injuries simply because the process and conveying system is designed for one-handed pick-up. A worker simply does not have the strength necessary for repeated one-handed lifts of overweight trays.
The clear plastic wrap used in the packing may release slight amounts of monomer or other decomposition products when heated for sealing. If complaints arise concerning the fumes, the manufacturer or supplier of the film should be called in to help assess the problem. LEV may be necessary. The heat-sealing equipment needs to be maintained properly and its E-stops checked for proper operation at the beginning of each shift.
The chilling room or refrigeration area poses a different set of fire, safety and health risks. From a fire standpoint, the product packaging poses a risk since it is usually highly combustible polystyrene. The wall’s insulation is usually a polystyrene foam core. Chillers should be properly protected with pre-action dry sprinkler systems designed for extraordinary hazard. (Pre-action systems employ automatic sprinklers attached to piping systems containing dry air or nitrogen as well as a supplemental detection system installed in the same area as the sprinklers.)
Once the baskets of trays enter the chiller, workers must physically pick up a basket and lift it to shoulder height or higher to a stack on a dolly. After so many baskets are stacked, workers are required to assist each other to stack the baskets of product higher.
Temperatures in the chiller may run as low as –2 °C. Workers should be issued and instructed to wear multilayered clothing or “freezer suits” along with insulated safety-toed footwear. Dollies or stacks of baskets must be physically handled and pushed to various areas of the chiller until called for. Often, workers attempt to save time by pushing several stacks of trays at one time, which can result in muscle or lower-back strain.
Basket integrity is an important aspect of both product quality control and worker safety. If broken baskets are stacked with other full baskets stacked on top, the entire load becomes unstable and is easily tipped over. Product packages fall on the floor and become dirty or damaged, resulting in rework and extra manual handling by workers. Stacks of baskets may also fall on other workers.
When a particular product mix is called for, baskets may be destacked manually. Trays are loaded onto a conveyor with a scale which weighs them and attaches labels marked with the weight and codes for tracking purposes. Trays are packed manually in cartons or boxes sometimes lined with impermeable liners. Workers often have to reach for trays. As in the case of the overwrap process, larger, heavier packages of product can cause stress to the hands, arms and shoulders. Workers stand for prolonged periods in one spot. Antifatigue mats can reduce leg and lower-back stresses.
As the cartons of packages pass down a conveyor, liners may be heat sealed while CO2 is injected. This, along with continued refrigeration, prolongs product shelf life. Also, as the carton or case continues its progress, a scoop of CO2 nuggets (dry ice) is added to prolong shelf life on its way to a customer in a refrigerated trailer. However, CO2 has inherent hazards in enclosed areas. The nuggets may either be dropped by the chute or scooped out of a large, partially covered bin. Though the exposure limit (TLV) for CO2 is relatively high, and continuous monitors are readily available, workers also need to learn its hazards and symptoms and wear protective gloves and eye protection. Proper warning signs should also be posted in the area.
Cartons or cases of trayed product usually are sealed with hot-melt adhesive injected onto the cardboard. Painful contact burns are possible if adjustments, sensors and pressures are improper. Workers need to wear protective eyewear with side shields. The application and sealing equipment needs to be completely de-energized, with pressure bled off, before adjustments or repairs are made.
Once the cartons are sealed, they may either be manually lifted from the conveyor or run through an automatic palletizer or other remotely operated equipment. Due to the high rate of production, the potential for back injuries exists. This work is usually performed in a cold environment, which has a tendency to lead to strain injuries.
From an ergonomic standpoint, carton retrieval and stacking is easily automated, but investment and maintenance costs will be high.
Thigh deboning and ground chicken
No part of the chicken is wasted in modern poultry processing. Chicken thighs are bulk-packed, stored at or near freezing and then further processed, or deboned, either with scissors or pneumatically actuated hand-operated trimmers. Like the breast deboning operation, thigh deboning workers must remove excess fat and skin with scissors. Work area temperatures may be as low as 4 to 7 °C. Despite the fact that trimmers may wear liners with gloves, their hands are sufficiently chilled to restrict blood circulation, thereby magnifying the ergonomic stresses.
Once chilled, the thigh meat is further processed by adding flavours and grinding under a CO2 blanket. It is extruded as ground chicken patties or bulk.
Deli processing
Necks, backs and remaining carcasses from breast deboning are not wasted, but dumped into large paddle grinders or mixers, pumped through chilled mixers and extruded into bulk containers. This is usually sold or sent for further processing into what is called “chicken hot dogs” or “frankfurters”.
The recent development of convenience foods, which require little processing or preparation in the home, has resulted in high-value-added products for the poultry industry. Select pieces of meat from breast deboning are placed in a rotating vessel; solutions of flavouring and spices are then mixed under vacuum for a prescribed length of time. The meat gains not only flavour but weight as well, which improves the profit margin. The pieces are then packaged individually in trays. The trays are sealed under vacuum and packed off in small cases for shipment. This process is not time dependent, so workers are not subjected to the same line speeds as others in cut-up. The final product must be handled, inspected and packed carefully so it presents well in the stores.
Summary
Throughout poultry plants, wet processes and fat can create very dangerous floors, with a concurrent high risk of slipping and falling hazards. Proper cleaning of floors, adequate drainage (with protective barriers placed on all floor holes), proper footwear (waterproof and anti-slip) provided to workers and anti-slip floors are key to preventing these hazards.
In addition, high levels of noise are pervasive in poultry plants. Attention must be paid to engineering measures that decrease noise levels. Earplugs and replacements must be provided, as well as a full hearing conservation programme with annual hearing exams.
The poultry industry is an interesting blend of labour-intensive operations and high-tech processing. Human sweat and anguish still characterize the industry. The demands for increased yield and higher line speeds frequently overshadow efforts to properly train and protect the workers. As the technology improves to help eliminate repetitive-motion injuries or disorders, the equipment must be carefully maintained and calibrated by skilled technicians. The industry generally does not attract highly skilled technicians because of the mediocre pay levels, extremely stressful working conditions and often autocratic management, which also often resists positive changes that can be achieved with pro-active safety and health programming.
Cancer
Exposures to numerous substances designated by the International Agency for Research on Cancer (IARC) as known, probable and possible carcinogens may occur in pulp and paper operations. Asbestos, known to cause lung cancer and mesothelioma, is used to insulate pipes and boilers. Talc is used extensively as a paper additive, and can be contaminated with asbestos. Other paper additives, including benzidine-based dyes, formaldehyde and epichlorohydrin, are considered probable human carcinogens. Hexavalent chromium and nickel compounds, generated in stainless-steel welding, are known lung and nasal carcinogens. Wood dust has recently been classified by IARC as a known carcinogen, based mainly on evidence of nasal cancer among workers exposed to hardwood dust (IARC, 1995). Diesel exhaust, hydrazine, styrene, mineral oils, chlorinated phenols and dioxins, and ionizing radiation are other probable or possible carcinogens which may be present in mill operations.
Few epidemiological studies specific to pulp and paper operations have been conducted, and they indicate few consistent results. Exposure classifications in these studies have often used the broad industrial category “pulp and paper”, and even the most specific classifications grouped workers by types of pulping or large mill areas. The three cohort studies in the literature to date involved fewer than 4,000 workers each. Several large cohort studies are currently under way, and IARC is coordinating an international multicentric study likely to include data from more than 150,000 pulp and paper workers, allowing much more specific exposure analyses. This article will review the available knowledge from studies published to date. More detailed information may be obtained from earlier published reviews by IARC (1980, 1987, and 1995) and by Torén, Persson and Wingren (1996). Results for lung, stomach and haematological malignancies are summarized in table 1.
Table 1. Summary of studies on lung cancer, stomach cancer, lymphoma and leukaemia in pulp and paper workers
|
Process |
Location |
Type of |
Lung |
Stomach |
Lymphoma |
Leukaemia |
|
Sulphite |
Finland |
C |
0.9 |
1.3 |
X/X |
X |
|
Sulphite |
USA |
C |
1.1 |
0.7 |
— |
0.9 |
|
Sulphite |
USA |
C |
0.8 |
1.5 |
1.3/X |
0.7 |
|
Sulphite |
USA |
PM |
0.9 |
2.2* |
2.7*/X |
1.3 |
|
Sulphate |
Finland |
C |
0.9 |
0.9 |
0/0 |
X |
|
Sulphate |
USA |
C |
0.8 |
1.0 |
2.1/0 |
0.2 |
|
Sulphate |
USA |
PM |
1.1 |
1.9 |
1.1/4.1* |
1.7 |
|
Chlorine |
Finland |
C |
3.0* |
— |
— |
— |
|
Sulphite/paper |
Sweden |
CR |
— |
2.8* |
— |
— |
|
Paper dust |
Canada |
CR |
2.0* |
— |
— |
— |
|
Paper mill |
Finland |
C |
2.0* |
1.7 |
X/X |
— |
|
Paper mill |
Sweden |
C |
0.7* |
— |
— |
— |
|
Paper mill |
USA |
C |
0.8 |
2.0 |
— |
2.4 |
|
Paper mill |
Sweden |
CR |
1.6 |
— |
— |
— |
|
Paper mill |
USA |
PM |
1.3 |
0.9 |
X/1.4 |
1.4 |
|
Board mill |
Finland |
C |
2.2* |
0.6 |
X/X |
X |
|
Power plant |
Finland |
C |
0.5 |
2.1 |
— |
— |
|
Maintenance |
Finland |
C |
1.3 |
0.3* |
1.0/X |
1.5 |
|
Maintenance |
Sweden |
CR |
2.1* |
0.8 |
— |
— |
|
Pulp and paper |
USA |
C |
0.9 |
1.2 |
0.7/X |
1.8 |
|
Pulp and paper |
USA |
C |
0.8 |
1.2 |
1.7/X |
0.5 |
|
Pulp and paper |
Sweden |
CR |
0.8 |
1.3 |
1.8 |
1.1 |
|
Pulp and paper |
Sweden |
CR |
— |
— |
2.2/0 |
— |
|
Pulp and paper |
Sweden |
CR |
1.1 |
0.6 |
— |
— |
|
Pulp and paper |
USA |
CR |
1.2* |
— |
— |
— |
|
Pulp and paper |
USA |
CR |
1.1 |
— |
— |
— |
|
Pulp and paper |
USA |
CR |
— |
— |
—/4.0 |
— |
|
Pulp and paper |
Canada |
PM |
— |
1.2 |
3.8*/— |
— |
|
Pulp and paper |
USA |
PM |
1.5* |
0.5 |
4.4/4.5 |
2.3 |
|
Pulp and paper |
USA |
PM |
0.9 |
1.7* |
1.6/1.0 |
1.1 |
|
Pulp and paper |
USA |
PM |
0.9 |
1.2 |
1.5/1.9* |
1.4 |
|
Pulp and paper |
USA |
PM |
— |
1.7* |
1.4 |
1.6* |
C = cohort study, CR = case-referent study, PM = proportionate mortality study.
* Statistically significant. § = Where separately reported, NHL = non Hodgkin lymphoma and HD = Hodgkin’s disease. X = 0 or 1 case reported, no risk estimate calculated, — = No data reported.
A risk estimate exceeding 1.0 means the risk is increased, and a risk estimate below 1.0 indicates decreased risk.
Source: Adapted from Torén, Persson and Wingren 1996.
Respiratory System Cancers
Maintenance workers in paper and pulp mills experience an increased risk of lung cancer and malignant mesotheliomas, probably because of their exposure to asbestos. A Swedish study showed a threefold increased risk of pleural mesothelioma among pulp and paper workers (Malker et al. 1985). When the exposure was further analysed, 71% of the cases had been exposed to asbestos, the majority having worked in mill maintenance. Elevations in lung cancer risk among maintenance workers have also been shown in Swedish and Finnish pulp and paper mills (Torén, Sällsten and Järvholm 1991; Jäppinen et al. 1987).
In the same Finnish study, a twofold increased risk of lung cancer was also observed among both paper mill and board mill workers. The investigators made a subsequent study restricted to pulp mill workers exposed to chlorine compounds, and found a threefold increased risk of lung cancer.
Few other studies of pulp and paper workers have shown increased risks for lung cancer. A Canadian study showed an increased risk among those exposed to paper dust (Siemiatycki et al. 1986), and US and Swedish studies showed increased risks among paper mill workers (Milham and Demers 1984; Torén, Järvholm and Morgan 1989).
Gastro-intestinal Cancers
Increased risk of stomach cancer has been indicated in many studies, but the risks are not clearly associated with any one area; therefore the relevant exposure is unknown. Socio-economic status and dietary habits are also risk factors for stomach cancer, and might be confounders; these factors were not taken into account in any of the studies reviewed.
The association between gastric cancer and pulp and paper work was first seen in a US study in the 1970s (Milham and Demers 1984). The risk was found to be even higher, nearly doubled, when sulphite workers were examined separately. US sulphite and groundwood workers were also found in a later study to run an increased risk of stomach cancer (Robinson, Waxweiller and Fowler 1986). A risk of the same magnitude was found in a Swedish study among pulp and paper mill workers from an area where only sulphite pulp was produced (Wingren et al. 1991). American paper, paperboard and pulp mill workers in New Hampshire and Washington state ran an increased mortality from stomach cancer (Schwartz 1988; Milham 1976). The subjects were probably a mixture of sulphite, sulphate and paper mill workers. In a Swedish study, threefold increased mortality due to stomach cancer was found in a group comprising sulphite and paper mill workers (Wingren, Kling and Axelson 1985). The majority of pulp and paper studies reported excesses of stomach cancer, though some did not.
Due to the small number of cases, most studies of other gastrointestinal cancers are inconclusive. An increased risk of colon cancer among workers in the sulphate process and in paper board production has been reported in a Finnish study (Jäppinen et al. 1987), as well as among US pulp and paper workers (Solet et al. 1989). The incidence of biliary tract cancer in Sweden between 1961 and 1979 was linked with occupational data from the 1960 National Census (Malker et al. 1986). An increased incidence of cancer of the gallbladder among male paper mill workers was identified. Increased risks of pancreatic cancer have been observed in some studies of paper mill workers and sulphite workers (Milham and Demers 1984; Henneberger, Ferris and Monson 1989), as well as in the broad group of pulp and paper workers (Pickle and Gottlieb 1980; Wingren et al. 1991). These findings have not been substantiated in other studies.
Haematological Malignancies
The issue of lymphomas among pulp and paper mill workers was originally addressed in a US study from the 1960s, where a fourfold increased risk of Hodgkin’s disease was found among pulp and paper workers (Milham and Hesser 1967). In a subsequent study, the mortality among pulp and paper mill workers in the state of Washington between 1950 and 1971 was investigated, and a doubled risk of both Hodgkin’s disease and multiple myeloma was observed (Milham 1976). This study was followed by one analysing mortality among pulp and paper union members in the United States and Canada (Milham and Demers 1984). It showed almost a threefold increased risk for lymphosarcoma and reticulum cell sarcoma among sulphite workers, while sulphate workers had a fourfold increased risk of Hodgkin’s disease. In a US cohort study, sulphate workers were observed to have a twofold risk of lymphosarcoma and reticulosarcoma (Robinson, Waxweiller and Fowler 1986).
In many of the studies where it was possible to investigate the occurrence of malignant lymphomas, an increased risk has been found (Wingren et al. 1991; Persson et al. 1993). Since the increased risk occurs both in sulphate and sulphite mill workers, this points towards a common source of exposure. In the sorting and chipping departments, the exposures are rather similar. The workforce is exposed to wood dust, terpenes and other extractable compounds from the wood. In addition, both pulping processes bleach with chlorine, which has the potential to create chlorinated organic by-products, including small amounts of dioxins.
Compared with lymphomas, studies on leukaemias show less consistent patterns, and the risk estimates are lower.
Other Malignancies
Among US paper mill workers with presumed exposure to formaldehyde, four cases of urinary tract cancer were found after 30 years’ latency, although only one was expected (Robinson, Waxweiller and Fowler 1986). All of these individuals had worked in the paper-drying areas of the paper mills.
In a case-control study from Massachusetts, central nervous system tumours in childhood were associated with an unspecified paternal occupation as a paper and pulp mill worker (Kwa and Fine 1980). The authors regarded their observation as a random event. However, in three subsequent studies, increased risks were also found (Johnson et al. 1987; Nasca et al. 1988; Kuijten, Bunin and Nass 1992). In studies from Sweden and Finland, two- to threefold increased risks of brain tumours were observed among pulp and paper mill workers.
Sugar Cane Cultivation and Processing
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
Cultivation
Sugar cane is a hardy crop that is cultivated in tropical and sub-tropical regions for its sucrose content and by-products such as molasses and bagasse (the waste fibrous residue). The plant grows in clumps of cylindrical stalks measuring from 1.25 to 7.25 cm in diameter and reaching 6 to 7 m in height. The cane stalks grow straight upward until the stalk becomes too heavy to hold itself up. It then lies on its side and continues to grow upward. This results in a mature cane field lying on top of itself in a mesh pattern. The sugar cane stalks contain a sap from which sugar is processed. Sugar cane is grown throughout the Caribbean, Central and South America, India, the Pacific Islands, Australia, Central and South Africa, Mauritius and the southern United States. Sugar cane’s main use is for sugar; however, it can be fermented and distilled to produce rum. Bagasse, the cellulose material that remains after pressing, may be used in the production of paper and other products or as a fuel source.
Under favourable conditions and the appropriate use of pesticides and fertilizers, cane grows rapidly. To ensure the maximum sugar content of 1 to 17% of total weight, the cane must be harvested immediately after it reaches its final growth period. The cane fields are burned prior to harvest, to eliminate weeds (without destroying the crop) and to destroy snakes, dangerous insects and other pests that live in the dense growth of the cane fields. Harvesting is done either by hand (machetes are used to cut the cane) or by a sugar cane harvesting machine. Mechanization of sugar cane harvesting has become more prevalent during the 1990s. However, hand harvesting still occurs in many parts of the world, as well as in field locations that are not conducive for harvesting equipment. Large numbers of seasonal or migrant labourers are employed during cane harvesting, especially in areas of hand harvesting.
To retain the sugar content, the cane has to be processed as soon as possible after harvesting; therefore the processing plants (mills) are located near the major areas of sugar cane production. The crop is transported to the mills by tractors, semi trucks or, in some areas, by internal rail systems.
Hazards and their prevention
In areas where hand harvesting prevails, many of the injuries are machete related. These injuries can range from minor cuts to the severing of body parts. Also, the machete is the tool that is most commonly used by the less skilled workers on the farm or plantation. Keeping the machete sharp aids in reducing injuries, since with a sharp machete the worker does not have to swing as hard and can maintain better control over the machete. There are also instances of workers getting into fights with machetes. Safety gloves armoured with chain mesh have been developed to provide protection for the hand from machete-related injuries. The use of steel-toed boots and arm and leg guards will also reduce these types of injuries. Boots will also provide some protection from snake bites. Working with cane also can very easily produce injuries and cuts to the eyes. Eye protection is recommended during hand harvesting, where workers are exposed to the cane stalks. Since cane is grown in tropical and sub-tropical locations, workers also need to be concerned about heat-related health problems. This can be exacerbated due to use of the necessary protective clothing. These regions are also areas of high levels of sun exposure, which can result in various types of skin cancer conditions. Precautions need to be taken to limit or protect against sun exposure.
Manual harvesting with machetes can also result in musculoskeletal injuries from the repetitive motions and physical effort. The size of the machete, sharpness and frequency of cutting strokes are factors that affect this. See also the article “Manual operations in farming” in this chapter.
Precautions need to be taken to prevent infection when cuts and abrasions occur. Where the harvesting has become mechanized, hazards exist that are associated with the particular machine being used. These are similar to those of other agricultural harvesting equipment.
Pesticides and other chemicals may involve toxic risks that can lead to poisoning through skin absorption or inhalation. People who apply the pesticides need to be instructed on the hazards of the operation and provided with protective clothing and adequate washing facilities. Their equipment needs to be maintained and repaired as needed in order to prevent spills. Back-pack sprayers are particularly prone to develop leaks that will cause spillage onto the person. Aerial applications of pesticides can affect other people that are in the area of the application. Also, when pesticides are applied, the product label provides both legal and practical requirements for handling and disposal after use, as well as listing time intervals after which it is safe for people to re-enter the field.
Sugar Cane Mills (Processing Plants)
The sugar cane industry is concerned with more than the production of food for human consumption. Certain kinds of sugar and sugar residues provide nutritious supplementary food for animals, and various products of commercial significance are obtained from the raw material and its by-products.
Principal by-products are saccharose, glucose, levulose, raffinose, pectin, waxes and betaines. Subproducts are stalks (used for fodder), bagasse, rum and molasses. Among products manufactured on an industrial scale are saccharose octacetate, ethyl alcohol and acetic, citric, glutamic, oxalic, formic and saccharic acids. Paper and hardboard are produced industrially from bagasse. Bagasse can also, when dried, be used as a biogas source or as fuel in the sugar mill.
In the sugar mill, the cane is crushed and the juice extracted by heavy rollers. The juice contains saccharose, glucose, levulose, organic salts and acids in solution, and is mixed with bagasse fibres, grit, clay, colouring matter, albumin and pectin in suspension. Because of the properties of albumin and the pectin, the juice cannot be filtered cold. Heat and chemicals are required to eliminate the impurities and to obtain saccharose.
The mixture is clarified by heating and the addition of lime-based precipitants. Once clarified, the juice is concentrated by vacuum evaporation until it precipitates in the form of grayish crystals. The concentrated juice, or molasses, is 45% water. Centrifugal treatment produces granulated sugar of a grayish hue (brown sugar), for which there is a market. White sugar is obtained by a refining process. In this process, the brown sugar is dissolved with various chemicals (sulphuric anhydride, phosphoric acid) and filtered with or without bone black, according to the purity desired. The filtered syrup evaporates under a vacuum until it crystallizes. It is then centrifuged until a white crystalline powder is obtained.
Hazards and their prevention
Worker conditions will vary according to geographical locale. Seasonal workers are especially vulnerable to living in substandard conditions. Health risks will vary in relation to the environmental factors, working conditions, living conditions and the socioeconomic class of the worker.
Due to the high temperatures in the areas where cane is produced, workers need to consume large quantities of liquid.
Fumes and gases such as carbon dioxide, sulphur dioxide, carbon monoxide and hydrochloric acid may be given off at various stages of the refining process. The high temperatures of processing can also result in fumes and steam that are not only irritating or hot, but sometimes can be toxic as well.
In some areas of the mill, there are excessive noise levels.
Bagassosis is an occupational lung disease of the extrinsic allergic alveolitis type, caused by breathing dusts containing spores of thermophilic actinomycetes which grow in stored, mouldy bagasse. Hypersensitivity pneumonitis can also result from this exposure.
In developing countries, workers may be unskilled, with no safety training. Also there may be a high turnover rate for employees, which can lead to problems in keeping up with training and increasing skill levels. Although statistical data do not show a high incidence of occupational disease, this can be due in part to reporting and calculating problems, such as the fact that the mills and refining plants are not open year-round, but only for 5 to 6 months of the year. Thus annual accident rates may appear low. During the remainder of the year, seasonal workers will be employed in entirely different jobs, while permanent employees will be maintaining and working with the machinery, equipment and facilities.
Occupational accidents, such as falls, strains, sprains and so on, differ little from those in other industrial and agricultural activities. With increasing mechanization, the occupational accidents are fewer but are often more serious. The more frequent injuries include diseases related to heat stroke or heat stress, dermatitis, conjunctivitis, burns and falls.
In order to plan and put into effect a health and safety programme for a specific sugar mill, it is necessary to conduct a qualitative and quantitative assessment of the risks and hazards involved, including identification of corrective measures, such as the use of local exhaust systems for dust, gas and fumes where appropriate. Dust control can be used effectively for controlling bagasse dust. The facility should be properly aired and ventilated to reduce excessive heat, and adequate lighting should be provided. Machinery should be properly guarded, and proper protective clothing should be provided and easily accessible to workers. Health and safety standards and regulations must be complied with. A proper safety programme, for which trained staff are responsible, to ensure the safety of the workers should be in place.
Noise is a widespread hazard. Noisy machines should be soundproofed, and, in areas where the noise level cannot be reduced adequately, hearing protection must be provided and a hearing conservation programme instituted. That programme should include audiometric testing and worker training.
Soft Drink Concentrate Manufacturing
Process Overview
The making of the concentrate is the first step in the production of a carbonated soft drink. At the beginnings of the industry, in the nineteenth century, both concentrate and soft drink were manufactured in the same facility. Sometimes the concentrate was sold to the consumers, who would make their own soft drinks. As the carbonated soft drink business has grown, the concentrate and the soft drink manufacturing have become specialized. Today, a concentrate manufacturing plant sells its product to various bottling companies.
Concentrate plants are constantly optimizing their operation through systems automation. As the demand for concentrate increases, automation has allowed the manufacturer to satisfy the demand without expanding the size of the manufacturing plant. Packaging size has increased too. Early in the industry, 1/2-, 1- and 5-gallon containers were the most common. Today 40- and 50-gallon drums and even tank trucks with capacities of 3,000 to 4,000 gallons are used.
Operations in a concentrate manufacturing plant can be divided into five basic processes:
- treating water
- receiving raw materials
- concentrate manufacturing
- concentrate and additives filling
- shipping finished products.
Each of these processes has safety hazards that must be evaluated and controlled. Water is a very important ingredient in the concentrate and it must have excellent quality. Each concentrate plant treats water until it reaches the desired quality and is free from micro-organisms. Water treatment is monitored during all stages.
When the plant receives the compounding ingredients, inspection, sampling and analysing of the ingredients in the quality-control department are begun. Only materials that have passed the tests will be used in the concentrate manufacturing process. Some of the raw materials are received in tank trucks and require special handling. Also, packaging material is received, evaluated and analysed in the same way as the raw materials.
During the manufacturing of concentrate, treated water and liquid and solid ingredients are pumped into stainless-steel tanks, where they are mixed, homogenized and/or extracted in accordance with the manufacturing instructions. The tanks have capacities of 50 gallons, 10,000 gallons and even more. These tanks are completely clean and sanitized at the time of mixing.
Once the concentrate is manufactured, the filling stage is started. All the products are piped into the filling room. Filling machines are strictly cleaned and sanitized before the filling process starts. Most of the filling machines are dedicated to specific container sizes. The product is kept inside pipes and tanks at times during the filling process in order to avoid contamination. Each container should be labelled with the product name and handling hazards (if necessary). Full containers are moved by conveyors to the packaging area. Containers are placed on pallets and wrapped in plastic or tied before they are stored. Besides the concentrates, additives to be used in the preparation of carbonated soft drinks are packed. Many of these additives are packed in plastic bags and placed in boxes.
Once at the warehouse, the products are divided and prepared to be sent to the different bottling companies. These products should be labelled following all government regulations. If products are going to another country, the product must be labelled in accordance with the other country’s labelling requirements.
Production of fruit juices
Fruit juices are made from a wide variety of fruits, including oranges and other citrus fruits, apples, grapes, cranberries, pineapples, mangoes and so forth. In many cases, various fruit juices are blended. Usually, the fruit is processed into a concentrate near where it is grown, then shipped to a fruit juice packager. Fruit juices can be sold as concentrates, frozen concentrates (especially orange juice) and as the diluted juice. Often sugar and preservatives are added.
Once received at the processing plant, the oranges are washed, graded to remove damaged fruit, separated according to size and sent to the juice extractors. There the oils are extracted from the peel, and then the juice extracted by crushing. The pulpy juice is screened to remove seeds and pulp, which often end up as cattle feed. If the orange juice is intended for sale as “not from concentrate”, it is then pasteurized. Otherwise the juice is sent to evaporators, which remove most of the water by heat and vacuum, then chilled, to produce the frozen, concentrated orange juice. This process also removes many oils and essences which are blended back into the concentrate before shipping to the juice packager.
The frozen concentrate is shipped to the packager in refrigerated trucks or tankers. Many dairies package orange juice using the same equipment used to package milk. (See the article “Dairy products industry” elsewhere in this volume.) The concentrate is diluted with filtered water, pasteurized and packaged under sterile conditions. Depending on the amount of water added, the final product can be cans of frozen orange juice concentrate or ready-to-serve orange juice.
Michael McCann
Hazard Prevention
Hazards in a concentrate manufacturing plant vary depending on the products manufactured and the size of the plant.
Concentrate plants have a low injury rate due to a high degree of automation and mechanized handling. Materials are handled by fork-lifts, and full containers are placed on pallets by automatic palletizers. Although, employees generally do not have to use excessive force to get the job done, lifting related injuries remain a concern. Major hazards include engines and equipment in motion, objects falling from overhead containers, energy hazards in repair and maintenance, confined space hazards in cleaning mixing tanks, noise, fork-lift accidents and hazardous chemical cleaning agents. See the article “Soft drink bottling and canning” for more information on hazards and precautions.
Dairy Products Industry
Dairy products have formed an important element in human food since the earliest days when animals were first domesticated. Originally the work was done within the home or farm, and even now much is produced in small-scale enterprises, although in many countries large-scale industries are common. Cooperatives have been of great importance in the development of the industry and the improvement of its products.
In many countries, there are strict regulations governing the preparation of dairy products—for example, a requirement that all liquids be pasteurized. In most dairies, milk is pasteurized; sometimes it is sterilized or homogenized. Safe, high-quality dairy products are the goal of manufacturing plants today. While recent advances in technology allow for more sophistication and automation, safety is still a concern.
Liquid or fluid milk is the basic raw material for the dairy products industry. The milk is received via tanker trucks (or sometimes in cans) and is unloaded. Each tanker is checked for drug residues and temperature. The milk is filtered and stored in tanks/silos. Temperature of the milk should be less than 7 °C and held for no more than 72 hours. After storage, the milk is separated, the raw cream is stored in house or shipped elsewhere and the remaining milk is pasteurized. The raw cream temperature should also be less than 7 °C and held for no more than 72 hours. Before or after pasteurization (heating to 72°C for 15 seconds), vitamins may be added. If vitamins are added, proper concentrations must be administered. After pasteurization, the milk goes into a storage tank. The milk is then packaged, refrigerated and entered into distribution.
In the production of cheddar cheese, the incoming raw milk is filtered, stored, and the cream separated as discussed above. Before pasteurization, the dry and non-dairy ingredients are blended with the milk. This blended product is then pasteurized at a temperature greater than 72 °C for over 15 seconds. After pasteurization, the starter media (which has also been pasteurized) is added. The cheese-milk mixture then enters the cheese vat. At this time colour, salt (NaCl), rennet and calcium chloride (CaCl2) may be added. The cheese then enters the drain table. Salt may also be added at this time. Whey is then expelled and put into a storage tank. A metal detector can be used prior to filling to detect any metal fragments present in the cheese. After filling, the cheese is pressed, packaged, stored and entered into the distribution chain.
For the formation of butter, the raw cream from milk separation is either stored in house or received via trucks or cans. The raw cream is pasteurized at temperatures over 85 °C for over 25 seconds and placed in storage tanks. The cream is pre-heated and pumped into the churn. During churning, water, colour, salt and/or starter distillate may be added. After churning, the buttermilk that is produced is stored in tanks. The butter is pumped into a silo and subsequently packaged. A metal detector may be used prior to or after packaging to detect any metal fragments present in the butter. After packaging, the butter is palletized, stored and entered into the distribution chain.
In the production of dry milk, the raw milk is received, filtered and stored as previously discussed. After storage, the milk is preheated and separated. The raw cream is stored in house or shipped elsewhere. The remaining milk is pasteurized. The temperature of the raw cream and raw skim should be less than 7 °C and held for no more than 72 hours. The raw skim milk is pasteurized at a temperature over 72 °C for 15 seconds, evaporated by drying between heated cylinders or by spray drying and stored in tanks. After storage, the product enters a drying system. After drying, the product is cooled. Both the heated and cool air used must be filtered. After cooling, the product enters a bulk storage tank, is sifted and packaged. A magnet may be used prior to packaging to detect any ferrous metal fragments greater than 0.5 mm in the dry milk. A metal detector may be used prior to or after packaging. After packaging, the dry milk is stored and shipped.
Good Manufacturing Practices
Good manufacturing practices (GMPs) are guidelines to assist in the day-to-day operation of a dairy plant and to ensure the manufacture of a safe dairy product. Areas covered include premises, receiving/storage, equipment performance and maintenance, personnel training programmes, sanitation and recall programmes.
Microbiological, physical and chemical contamination of dairy products is a major industry concern. Microbiological hazards include Brucella, Clostridium botulinum, Listeria monocytogenes, hepatitis A and E, salmonella, Escherichia coli 0157:H7, Bacillus cereus, Staphylococcus aureus and parasites. Physical hazards include metal, glass, insects, dirt, wood, plastic and personal effects. Chemical hazards include natural toxins, metals, drug residues, food additives and inadvertent chemicals. As a result, dairies do extensive drug, microbiological and other testing to ensure product purity. Steam and chemical cleaning of equipment is necessary to maintain sanitary conditions.
Hazards and Their Prevention
Safety hazards include slips and falls caused by wet or soapy floor and ladder surfaces; exposures to unguarded machinery such as pinch points, conveyors, packing machines, fillers, slicers and so forth; and exposure to electrical shock, especially in wet areas.
Aisles should be kept clear. Spilled materials should be cleaned immediately. Floors should be covered with non-slip material. Machinery should be adequately guarded and properly grounded, and ground fault circuit interrupters should be installed in wet areas. Proper lockout/tagout procedures are necessary to ensure that the possibility of unexpected start-up of machines and equipment will not cause injury to plant personnel.
Thermal burns can occur from steam lines and steam cleaning and from leaks or line breaks of high-pressure hydraulic equipment. Cryogenic “burns” can occur from exposure to liquid ammonia refrigerant. Good maintenance, spill and leak procedures and training can minimize the risk of burns.
Fires and explosions. Leaking ammonia systems (the lower explosive limit for ammonia is 16%; the upper explosive limit is 25%), dry milk powder and other flammable and combustible materials, welding and leaking high-pressure hydraulic equipment can all result in fires or explosions. An ammonia leak detector should be installed in areas with ammonia refrigeration systems. Flammable and combustible materials must be stored in closed metal receptacles. Spraying of milk powder should meet appropriate explosion-proof requirements. Only authorized personnel should perform welding. Compressed-gas cylinders should be regularly examined. Precautions should be taken to prevent the mixture of oxygen with flammable gases. Cylinders should be kept away from sources of heat.
Frostbite and cold stress can occur from exposure in the freezers and coolers. Adequate protective clothing, job rotation to warmer areas, warm lunchrooms and provision of hot drinks are recommended precautions.
Exposures to high noise levels can occur in processing, packaging, grinding and plastic model blow-moulding operations. Precautions include isolation of noisy equipment, proper maintenance, wearing of hearing protectors and a hearing conservation programme.
When entering confined spaces—for example, when entering sewer pits or cleaning tanks—ventilation must be provided. The area should be free from equipment, product, gas and personnel. Impellers, agitators and other equipment should be locked out.
Lifting of raw materials, pulling cases of product and packaging of products are associated with ergonomic problems. Solutions include mechanization and automation of manual operations.
A wide variety of chemical exposures can occur in the dairy products industry, including exposure to:
- ammonia vapours due to leaks in ammonia refrigeration systems
- corrosive chemicals (e.g., phosphoric acid used in the manufacture of cottage cheese, cleaning compounds, battery acids and so on)
- chlorine gas generated by inadvertent mixing of chlorinated sanitizer with acids
- hydrogen peroxide generated during ultra-high-temperature packaging operations
- ozone (and ultraviolet) exposure from UV light used in sanitizing operations
- carbon monoxide generated by the action of caustics reacting with milk sugar in clean-in-place (CIP) operations in milk evaporators
- carbon monoxide generated from propane or gasoline lift trucks, gas-fired heaters or gas-fired carton heat sealers
- chromium, nickel and other welding fumes and gases.
Employees should be trained and aware of handling practices for hazardous chemicals. Chemicals must be labelled properly. Standard operating procedures should be established and followed when cleaning up spills. LEV should be provided where necessary. Protective clothing, safety goggles, face shields, gloves and so on must be available for use and subsequently maintained. An eye wash facility and a quick drench shower should be accessible when working with corrosive materials.
Biological hazards. Employees may be exposed to a variety of bacteria and other microbiological hazards from the unprocessed raw milk and cheeses. Precautions include proper gloves, good personal hygiene and adequate sanitary facilities.
More...
Environmental and Public Health Issues
Because the pulp and paper industry is a large consumer of natural resources (i.e., wood, water and energy), it can be a major contributor to water, air and soil pollution problems and has come under a great deal of scrutiny in recent years. This concern appears to be warranted, considering the quantity of water pollutants generated per tonne of pulp (e.g., 55 kg of biological oxygen demand, 70 kg of suspended solids, and up to 8 kg of organochlorine compounds) and the amount of pulp produced globally on an annual basis (approximately 180 million tonnes in 1994). In addition, only about 35% of used paper is recycled, and waste paper is a major contributor to total worldwide solid waste (about 150 million of 500 million tonnes annually).
Historically, pollution control was not considered in the design of pulp and paper mills. Many of the processes used in the industry were developed with little regard for minimizing effluent volume and pollutant concentration. Since the 1970s, pollution abatement technologies have become integral components of mill design in Europe, North America and other parts of the world. Figure 1 illustrates trends over the period 1980 to 1994 in Canadian pulp and paper mills in response to some of these environmental concerns: increased use of wood waste products and recyclable paper as fibre sources; and decreased oxygen demand and chlorinated organics in wastewater.
Figure 1. Environmental indicators in Canadian pulp and paper mills, 1980 to 1994, showing use of wood waste and recyclable paper in production, and biological oxygen demand (BOD) and organochlorine compounds (AOX) in wastewater effluent.
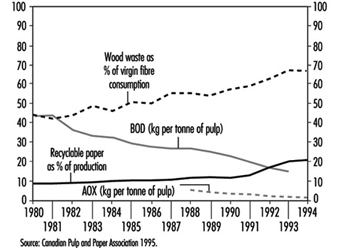
This article discusses the major environmental issues associated with the pulp and paper process, identifies the sources of pollution within the process and briefly describes control technologies, including both external treatment and in-plant modifications. Issues arising from wood waste and anti-sapstain fungicides are dealt with in more detail in the chapter Lumber.
Air Pollution Issues
Air emissions of oxidized sulphur compounds from pulp and paper mills have caused damage to vegetation, and emissions of reduced sulphur compounds have generated complaints about “rotten egg” odours. Studies among residents of pulp mill communities, in particular children, have shown respiratory effects related to particulate emissions, and mucous membrane irritation and headache thought to be related to reduced sulphur compounds. Of the pulping processes, those with the greatest potential to cause air pollution problems are chemical methods, in particular kraft pulping.
Sulphur oxides are emitted at the highest rates from sulphite operations, especially those using calcium or magnesium bases. The major sources include batch digester blows, evaporators and liquor preparation, with washing, screening and recovery operations contributing lesser amounts. Kraft recovery furnaces are also a source of sulphur dioxide, as are power boilers which use high-sulphur coal or oil as fuel.
Reduced sulphur compounds, including hydrogen sulphide, methyl mercaptan, dimethyl sulphide and dimethyl disulphide, are almost exclusively associated with kraft pulping, and give these mills their characteristic odour. The major sources include the recovery furnace, digester blow, digester relief valves, and washer vents, though evaporators, smelt tanks, slakers, the lime kiln and waste water may also contribute. Some sulphite operations use reducing environments in their recovery furnaces and may have associated reduced sulphur odour problems.
Sulphur gases emitted by the recovery boiler are best controlled by reducing emissions at the source. Controls include black liquor oxidation, reduction in liquor sulphidity, low-odour recovery boilers and proper operation of the recovery furnace. Sulphur gases from digester blow, digester relief valves and liquor evaporation can be collected and incinerated - for example, in the lime kiln. Combustion flue gases can be collected using scrubbers.
Nitrogen oxides are produced as products of high-temperature combustion, and may arise in any mill with a recovery boiler, power boiler or lime kiln, depending on the operating conditions. The formation of nitrogen oxides can be controlled by regulating temperatures, air-fuel ratios and residence time in the combustion zone. Other gaseous compounds are minor contributors to mill air pollution (e.g., carbon monoxide from incomplete combustion, chloroform from bleaching operations, and volatile organics from digester relief and liquor evaporation).
Particulates arise mainly from combustion operations, though smelt-dissolving tanks can also be a minor source. More than 50% of pulp mill particulate is very fine (less than 1 μm in diameter). This fine material includes sodium sulphate (Na2SO4) and sodium carbonate (Na2CO3) from recovery furnaces, lime kilns and smelt-dissolving tanks, and NaCl from burning by-products of logs which have been stored in salt water. Lime kiln emissions include a significant amount of coarse particulates due to entrainment of calcium salts and sublimation of sodium compounds. Coarse particulate may also include fly ash and organic combustion products, especially from power boilers. Reduction of particulate concentrations can be achieved by passing flue gases through electrostatic precipitators or scrubbers. Recent innovations in power boiler technology include fluidized bed incinerators which burn at very high temperatures, result in more efficient energy conversion, and allow burning of less uniform wood waste.
Water Pollution Issues
Contaminated wastewater from pulp and paper mills can cause death of aquatic organisms, allow bioaccumulation of toxic compounds in fish, and impair the taste of downstream drinking water. Pulp and paper wastewater effluents are characterized on the basis of physical, chemical or biological characteristics, with the most important being solids content, oxygen demand and toxicity.
The solids content of wastewater is typically classified on the basis of the fraction that is suspended (versus dissolved), the fraction of suspended solids that is settleable, and the fractions of either that are volatile. The settleable fraction is the most objectionable because it may form a dense sludge blanket close to the discharge point, which rapidly depletes dissolved oxygen in the receiving water and allows the proliferation of anaerobic bacteria which generate methane and reduced sulphur gases. Although non-settleable solids are usually diluted by the receiving water and are therefore of less concern, they may transport toxic organic compounds to aquatic organisms. Suspended solids discharged from pulp and paper mills include bark particles, wood fibre, sand, grit from mechanical pulp grinders, papermaking additives, liquor dregs, by-products of water treatment processes and microbial cells from secondary treatment operations.
Wood derivatives dissolved in the pulping liquors, including oligosaccharides, simple sugars, low-molecular-weight lignin derivatives, acetic acid and solubilized cellulose fibres, are the main contributors to both biological oxygen demand (BOD) and chemical oxygen demand (COD). Compounds which are toxic to aquatic organisms include chlorinated organics (AOX; from bleaching, especially kraft pulp); resin acids; unsaturated fatty acids; diterpene alcohols (especially from debarking and mechanical pulping); juvabiones (especially from sulphite and mechanical pulping); lignin degradation products (especially from sulphite pulping); synthetic organics, such as slimicides, oils and greases; and process chemicals, papermaking additives and oxidized metals. The chlorinated organics have been of particular concern, because they are acutely toxic to marine organisms and may bioaccumulate. This group of compounds, including the polychlorinated dibenzo-p-dioxins, have been the major impetus for minimizing chlorine use in pulp bleaching.
The amount and sources of suspended solids, oxygen demand and toxic discharges are process-dependent (table 1). Due to the solubilization of wood extractives with little or no chemical and resin acid recovery, both sulphite and CTMP pulping generate acutely toxic effluents with high BOD. Kraft mills historically used more chlorine for bleaching, and their effluents were more toxic; however, effluents from kraft mills which have eliminated Cl2 in bleaching and use secondary treatment typically exhibit little acute toxicity if any, and subacute toxicity has been greatly reduced.
Table 1. Total suspended solids and BOD associated with the untreated (raw) effluent of various pulping processes
|
Pulping Process |
Total Suspended Solids (kg/tonne) |
BOD (kg/tonne) |
|
Groundwood |
50–70 |
10–20 |
|
TMP |
45–50 |
25–50 |
|
CTMP |
50–55 |
40–95 |
|
Kraft, unbleached |
20–25 |
15–30 |
|
Kraft, bleached |
70–85 |
20–50 |
|
Sulphite, low-yield |
30–90 |
40–125 |
|
Sulphite, high-yield |
90–95 |
140–250 |
|
De-inking, non-tissue |
175–180 |
10–80 |
|
Waste paper |
110–115 |
5–15 |
Suspended solids have become less of a problem because most mills utilize primary clarification (e.g., gravity sedimentation or dissolved air flotation), which removes 80 to 95% of the settleable solids. Secondary wastewater treatment technologies such as aerated lagoons, activated sludge systems and biological filtration are used for reducing BOD, COD and chlorinated organics in the effluent.
In-plant process modifications to reduce settleable solids, BOD and toxicity include dry debarking and log conveying, improved chip screening to allow uniform cooking, extended delignification during pulping, changes to digestion chemical recovery operations, alternative bleaching technologies, high-efficiency pulp washing, fibre recovery from whitewater and improved spill containment. However, process upsets (particularly if they result in intentional sewering of liquors) and operational changes (particularly the use of unseasoned wood with a higher percentage of extractives) may still cause periodic toxicity breakthroughs.
A relatively recent pollution control strategy to eliminate water pollution entirely is the “closed mill” concept. Such mills are an attractive alternative in locations that lack large water sources to act as process-supply or effluent-receiving streams. Closed systems have been successfully implemented in CTMP and sodium-base sulphite mills. What distinguishes closed mills is that liquid effluent is evaporated and the condensate is treated, filtered, then reused. Other features of closed mills are enclosed screen rooms, counter-current washing in the bleach plant, and salt control systems. Although this approach is effective at minimizing water pollution, it is not yet clear how worker exposures will be affected by concentrating all contaminant streams within the mill. Corrosion is a major issue facing mills using closed systems, and bacteria and endotoxin concentrations are increased in recycled process water.
Solids Handling
The composition of solids (sludges) removed from liquid effluent treatment systems varies, depending on their source. Solids from primary treatment principally consist of cellulose fibres. The major component of solids from secondary treatment is microbial cells. If the mill uses chlorinated bleaching agents, both primary and secondary solids may also contain chlorinated organic compounds, an important consideration in determining the extent of treatment required.
Prior to disposal, sludges are thickened in gravity sedimentation units and mechanically dewatered in centrifuges, vacuum filters or belt or screw presses. Sludges from primary treatment are relatively easy to dewater. Secondary sludges contain a large quantity of intracellular water and exist in a matrix of slime; therefore they require the addition of chemical flocculants. Once sufficiently dewatered, sludge is disposed of in land-based applications (e.g., spread on arable or forested land, used as compost or as a soil conditioner) or incinerated. Although incineration is more costly and can contribute to air pollution problems, it may be advantageous because it can destroy or reduce toxic materials (e.g., chlorinated organics) that could create serious environmental problems if they were to leach into the groundwater from land-based applications.
Solid wastes can be generated in other mill operations. Ash from power boilers can be used in road beds, as construction material and as a dust suppressant. Waste from lime kilns can be used to modify soil acidity and improve soil chemistry.
Potato Harvesting
Roots and tubers are a major part of the diet, food energy and nutrient source for more than 1 billion people in the developing world. Root crops are used to produce food products including composite flours, noodles, chips and dehydrated products. They provide about 40% of the diet for half of the sub-Saharan African population. Cassava has become one of the developing world’s most important staples, providing a basic diet to about 500 million people. Cassava has also become an important export crop for animal feed in Europe.
Roots and tubers—potatoes, sweet potatoes, cassava, yams and taro—are known as the starchy foods. They are high in carbohydrates, calcium and vitamin C, but low in protein. These foods are the subsistence crops in some of the poorest countries. Several root food crops are staples in major world regions. These include the yam in Indochina, Indonesia and Africa; the potato in South America, Central America, Mexico and Europe; and the cassava and sweet potato in South America (Alexandratos 1995).
The potato was introduced into Ireland in the 1580s, and a small plot could feed a six-child family, a cow and a pig. Moreover, the crop could remain in the soil protected from the winter freezes and fires. The potato became the food of the poor in Ireland, England, France, Germany, Poland and Russia. In 1845, a blight struck the potato across Europe, which resulted in the great, fatal potato famine in Ireland, where substitute crops were unavailable (Tannahill 1973).
The potato is still a principal crop in the developed world. Its production continues to increase in the United States, and much of this increase is attributed to processed potatoes. Growth in processed potatoes is occurring in chips and shoestrings, frozen French fries, other frozen products and canned potatoes. The principal occupational hazards are related to injury and are experienced during the mechanical harvesting operation. In a Canadian study, potato farmers were found to be at elevated risk of pancreatic cancer, but no association was made with an exposure.
Hazards
Each moving part of the potato harvester carries the potential for injury. The tractor’s PTO shaft, which connects the tractor and the harvester by universal joints or yokes, is the source of kinetic energy and of injuries. The PTO shaft should be shielded. The most common injury on a PTO shaft occurs when the yoke catches a loose piece of clothing, entangling the wearer.
All hydraulic systems operate under pressure, even as much as 2,000 pounds per square inch (14,000 Kpa), which is three times the pressure needed to penetrate skin. Thus a worker should never cover a leaking hydraulic hose with a finger since the fluid could be injected through the skin. If any fluid is injected into the skin, it must be surgically removed within a few hours or gangrene may develop. If any point in the hydraulic system fails, a serious injury can occur. A ruptured hydraulic hose can spray fluid a great distance. Hydraulic systems store energy. Careless servicing or adjusting can lead to injury.
A pinch-type injury can occur where two machinery parts move together and at least one of them moves in a circle. Gear and belt drives are examples of pinch points. Clothing or body parts can catch and become drawn into the gears. Proper guarding of potato harvester parts reduces the chance of a pinch-type injury.
A wrap-type injury can occur when an exposed, unshielded rotating component, such as a PTO shaft, entangles a loose piece of clothing: a sleeve, a shirt-tail, a frayed piece of clothing or even long hair. Smooth PTO shafts with rust or nicks can be rough enough to catch clothing; a slowly rotating PTO shaft must still be regarded with caution. However, the rounder, smoother shafts are less likely to catch clothing than square shafts. The universals at the end of the PTO shafts are the most likely to catch loose clothing and cause a wrap-type injury. These bulky parts extend beyond the PTO shaft and can cause a wrap-type injury even if one is clear of the PTO shaft. PTO shafts from the tractor to the potato harvester must be guarded. No one should work amid unsafe conditions such as unshielded PTO shafts.
Shear points are areas where two pieces move in a cutting motion. A finger placed in a boom joint or between a fan belt and the pulley would be quickly severed. The belt, turned by the engine that drives the fan, is a site for amputation as well as other bodily injuries. Again, proper shielding of potato harvester parts reduces the chance of a shear injury.
Crush points are found where two objects move towards each other, or an object moves toward a stationary object. Big trucks are involved in a potato harvest. Movement in the field and especially in a closed facility such as a potato storage building can lead to runovers and crushed feet or legs.
A pull-in injury occurs when a worker is pulled into machinery. Pull-in injuries can occur any time there is an attempt to remove something from a potato harvester while it is operating, even if it is not moving forward.
Thrown-object injuries occur when projectiles are hurled. Air-assisted potato harvesters routinely throw soil and small rocks in the process of separating potato tubers from rocks. The soil and debris are thrown with enough force to cause eye injuries.
Prevention
Fortunately, there is a great deal that can be done to avoid injuries. Clothing can make the difference between being caught in a pinch or wrap point and being safe. Loose, long hair can catch in wrap and pinch points and drag the worker’s head into a dangerous spot. Long hair should be securely tied. Skid-resistant shoes help keep the worker from slipping while standing on the sorting platform, which may be treacherous with mud and vines. Gloves, if worn while working on the sorting table, should be tight fitting and not have frayed edges or floppy cuffs.
Attitude, alertness and avoiding dangerous situations complement safe attire. No one should ever mount or dismount a potato harvester while it is in motion. The rider must wait until the harvester stops. Many of the serious and debilitating injuries occur from falling and being crushed while attempting to mount or dismount a moving harvester. One should try to be in a stable position before the tractor starts to pull the potato harvester. This will reduce the possibility of falling down as the tractor jerks forward. No one should ever be between the tractor and the harvester while they are in motion or when they are started. The tractor operator or the workers riding the potato harvester should never be close enough to touch the PTO shaft while it is running or when it is started. Harvesters should not be lubricated, adjusted or repaired while running. No attempt to dislodge anything from the belts should be made while they are in motion.
Soft Drink Bottling and Canning
In most established markets around the world, soft drinks now rank first among manufactured beverages, surpassing even milk and coffee in terms of per capita consumption.
Including ready-to-drink, packaged products and bulk mixes for fountain dispensing, soft drinks are available in almost every conceivable size and flavour and in virtually every channel of retail distribution. Complementing this universal availability, much of the soft drink category’s growth can be attributed to convenient packaging. As consumers have become increasingly mobile, they have opted for easier-to-carry packaged goods. With the advent of the aluminium can and, more recently, the resealable plastic bottle, soft drink packaging has become lighter and more portable.
Stringent quality-control standards and state-of-the-art water treatment processes also have afforded the soft drink industry a high degree of confidence regarding product purity. Moreover, the manufacturing or bottling plants that produce soft drinks have evolved into highly mechanized, efficient and spotlessly clean food-processing facilities.
As early as the 1960s, most bottlers were producing beverages through machinery that ran at 150 bottles per minute. As product demand has continued to skyrocket, soft drink manufacturers have shifted to faster machinery. Thanks to advances in production technology, filling lines now are able to run in excess of 1,200 containers per minute, with minimal downtime except for product or flavour changes. This highly automated environment has allowed soft drink manufacturers to reduce the number of employees required to operate the lines (see figure 1). Still, as production efficiencies have risen dramatically, plant safety has remained an ever-important consideration.
Figure 1. Control panel in an automated soft drink plant in Novosibirsk, Russia.

Soft drink bottling or manufacturing involves five major processes, each with its own safety issues that must be evaluated and controlled:
- treating water
- compounding ingredients
- carbonating product
- filling product
- packaging.
See figure 2.
Figure 2. Flow chart of basic bottling operations.

Soft drink manufacturing starts with water, which is treated and cleansed to meet exacting quality-control standards, usually exceeding the quality of the local water supply. This process is critical to achieving high product quality and consistent taste profiles.
As ingredients are being compounded, the treated water is piped into large, stainless-steel tanks. This is the stage at which various ingredients are added and mixed. Diet beverages are mixed with artificial, non-nutritive sweeteners such as aspartame or saccharin, whereas regularly sweetened drinks typically use liquid sugars like fructose or sucrose. It is during this stage of the production process that food colouring may be added. Flavoured, sparkling waters receive the desired flavouring at this stage, while plain waters are stored in the mixing tanks until the filling line calls for them. It is common for bottling companies to purchase concentrate from other firms.
In order for carbonation (absorption of carbon dioxide (CO2)) to occur, soft drinks are cooled using large, ammonia-based refrigeration systems. This is what gives carbonated products their effervescence and texture. CO2 is stored in a liquid state and piped into carbonation units as needed. This process can be manipulated to control the required rate of beverage absorption. Depending upon the product, soft drinks may contain from 15 to 75 psi of CO2. Fruit-flavoured soft drinks tend to have less carbonation than colas or sparkling water. Once carbonated, the product is ready to be dispensed into bottles and cans.
The filling room usually is separated from the rest of the facility, protecting open product from any possible contaminants. Again, the highly automated filling operation requires a minimal number of personnel. See figure 3 . Filling room operators monitor the equipment for efficiency, adding bulk lids or caps to the capping operation as necessary. Empty bottles and cans are transported automatically to the filling machine via bulk material-handling equipment.
Figure 3. Soft drink canning line showing filling operations.
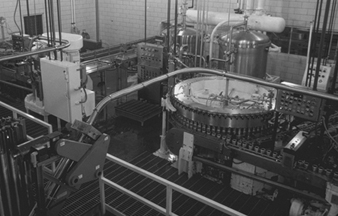
Stringent quality-control procedures are followed throughout the production process. Technicians measure many variables, including CO2, sugar content and taste, to ensure that finished drinks meet required quality standards.
Packaging is the last stage prior to warehousing and delivery. This process also has become highly automated. Meeting various marketplace requirements, bottles or cans enter the packaging machinery and may be wrapped with cardboard to form cases or placed into reusable plastic trays or shells. The packaged products then enter a palletizing machine, which automatically stacks them onto pallets. (See figure 4.) Next, the loaded pallets are moved—typically via fork-lift—to a warehouse, where they are stored.
Figure 4. Eight-packs of 2-litre soft drink plastic bottles on the way to an automatic palletizer.

Hazard Prevention
Lifting-related injuries—especially to employees’ backs and shoulders—are not uncommon in the beverage business. While many technological advances have been made in material handling over the years, the industry continues to seek safer, more efficient ways to move heavy product.
Certainly, employees must be provided with the proper training on safe work practices. Injuries also can be minimized by limiting exposure to lifting through enhanced work-station design. Adjustable tables can be used to raise or lower material to waist level, for example, so that employees do not have to bend and lift as much. In this manner, most weight-related stress is transferred to a piece of equipment instead of the human body. All beverage manufacturers should implement ergonomics programmes that identify work-related hazards and minimize the risks—either through modification or by developing better equipment. A reasonable means to that end is job rotation, which reduces employee exposure to high-risk tasks.
The use of machine guarding is another critical component of safe beverage manufacturing. Equipment such as fillers and conveyors move at high speeds and, if left unguarded, could snag employee clothing or body parts, causing potentially severe injuries. Conveyors, pulleys, gears and spindles must have appropriate covers to prevent employee contact. Overhead conveyors can create an additional hazard of falling cases. Netting or wire-mesh screens should be installed to protect against this danger. Maintenance programmes should dictate that all guarding which is removed for repair be replaced as soon as repair work is completed.
Since wet conditions are prevalent in the filling room, adequate drainage is necessary to keep liquid from accumulating on nearby walkways. In order to avoid slip-and-fall injuries, proper efforts must be made to keep floors as dry as possible. While steel-toed shoes usually are not required in the filling room, slip-resistant soles are highly recommended. Shoes should be selected based on the slip coefficient of the sole. Additionally, all electrical equipment should be properly grounded and protected from any moisture. Employees must take precautions to dry the areas around equipment before any electrical work begins.
Good housekeeping practices and routine inspections also are beneficial in keeping the workplace hazard-free. By taking these comparatively simple steps, management can be sure that all equipment is in good operating condition and properly stored. Emergency equipment such as fire extinguishers and eyewash stations also should be inspected for proper operation.
Although most of the chemicals present in bottling plants are not extremely hazardous, every operation uses flammable substances, acids, caustics, corrosives and oxidants. Appropriate work practices should be developed so employees know how to work safely with these chemicals. They must be taught how properly to store, handle and dispose of the chemicals and how to wear protective gear. Training should cover the location and operation of emergency response equipment. Eyewash stations and showers can minimize injury to anyone who is accidentally exposed to a hazardous chemical.
It also is necessary to install equipment such as chemical booms and dykes, as well as absorbent material, to be used in the event of a spill. Properly designed hazardous chemical storage facilities will minimize the risk of employee injury, too. Flammables should be separated from corrosives and oxidants.
The large tanks used for mixing ingredients, which need to be entered and cleaned routinely, are considered confined spaces. See the box on confined spaces in this chapter for information on the related hazards and precautions.
Mechanized equipment has become increasingly complex, often controlled by remote computers, pneumatic lines or even gravity. Employees must be sure that this equipment has been de-energized before it is serviced. Proper de-energizing procedures must be developed to guarantee the safety of those who maintain and repair this equipment. Energy must be shut off and locked out at its source so that the unit being serviced cannot be accidentally energized, causing potentially fatal injuries to service employees or nearby line operators.
Safety training and written de-energizing procedures are critical for each piece of equipment. Emergency stop switches should be strategically placed on all equipment. Interlocked safety devices are used to stop the equipment automatically when doors are opened or light beams are interrupted. Employees must be informed, however, that these devices cannot be relied upon to completely de-energize the equipment, but only to stop it in an emergency. Emergency stop switches cannot take the place of a proven de-energizing procedure for equipment maintenance.
Chlorine, which is used in the water treatment area, could be hazardous in the event of an accidental release. Chlorine typically comes in steel cylinders, which should be stored in an isolated, well-ventilated area and secured from tipping. Employees should be trained to follow safe cylinder-changing procedures. They also should be taught how to take quick, decisive action if an accidental release of chlorine occurs. In the late 1990s new chlorine compounds are gradually replacing the need for chlorine gas. Although still hazardous, these compounds are much safer to handle than gas.
Ammonia is used as a refrigerant in bottling operations. Typically, large ammonia systems can create a health hazard in the event of a leak or a spill. Bottling facilities should develop emergency response procedures to identify the responsibilities of involved employees. Those who are required to respond to such an emergency must be trained in spill response and respirator use. In the event of a leak or spill, respirators should be immediately available, and all non-essential personnel evacuated to safe areas until the situation is controlled.
CO2, which is used in the filling operation, also can create health concerns. If filling rooms and adjacent work areas are not adequately ventilated, CO2 accumulation can displace oxygen in employees’ breathing zones. Facilities should be monitored regularly for elevated CO2 levels and, if they are detected, ventilation systems should be inspected to determine the cause for this occurence. Additional ventilation may be required to correct the situation.
Technological advances have made available better sound-absorption material for insulating or muffling motors and gears in most equipment. Still, given the function and size of filling equipment, noise levels generally exceed 90 dBA in this area. Employees who are exposed to this level of noise for an 8-hour weighted average must be protected. Good hearing protection programmes should include research on better ways to control noise; employee education on related health effects; personal noise protection; and training on how to use hearing protection devices, the wearing of which must be enforced in high-noise areas. Employee hearing must be routinely checked.
Fork-lifts are operated throughout the bottling plant and their safe use is imperative. In addition to demonstrating their driving skills, potential operators must understand fork-lift safety principles. Licenses are commonly issued to show that a minimum level of competency has been achieved. Fork-lift safety programmes should include a pre-use inspection process, whereby the vehicles are checked to ensure that all safety equipment is in place and working. Any deficient conditions should be immediately reported and corrected. Gas or liquid petroleum (LP) fork-lifts generate carbon monoxide as a by-product of combustion. Such emissions can be minimized by keeping the fork-lift engines tuned to manufacturers’ specifications.
Personal protective equipment (PPE) is common throughout the bottling facility. Filling-room employees wear eye and ear protection. Sanitation crews wear face, hand and foot protection that is appropriate for the chemicals they are exposed to. While slip-resistant shoes are recommended throughout the plant, maintenance employees should also have the added protection of steel-toed shoes. The key to a good PPE programme is to identify and evaluate the potential hazards associated with each job and to determine whether those hazards can be eliminated through engineering changes. If not, PPE must be selected to address the specific hazard at hand.
Management’s role is critical in identifying hazards and developing practices and procedures to minimize them in the workplace. Once developed, these practices and procedures must be communicated to employees so that they can perform their jobs safely.
As plant technology continues to advance—providing better equipment, new guards and protective devices—soft drink bottlers will have even more ways to maintain the safety of their workforce.
Cocoa Production and the Chocolate Industry
Cocoa is indigenous to the Amazon region of South America, and, during the first years of the twentieth century, the southern region of Bahia provided the perfect conditions for its growth. The cocoa-producing region of Bahia is composed of 92 municipalities and Ilheus and Itabuna are its main centres. This region accounts for 87% of the national production of cocoa in Brazil, currently world’s the second largest producer of cocoa beans. Cocoa is also produced in about 50 other countries, with Nigeria and Ghana being major producers.
The vast majority of this production is exported to countries like Japan, the Russian Federation, Switzerland and the United States; half of this is sold as processed products (chocolate, vegetable fat, chocolate liquor, cocoa powder and butter) and the rest is exported as cocoa beans.
Process Overview
The industrial method for processing cocoa involves several stages. It begins with the storage of the raw material in adequate sheds, where it undergoes fumigation to prevent the proliferation of rodents and insects. Next, the process of cleaning the grains begins in order to remove any foreign objects or residues. Then all cocoa beans are dried out to extract excess moisture until an ideal level is reached. The next stage is the cracking of the grains in order to separate the skin from the core, followed by the roasting stage, which consists of the heating of the inner part of the grain.
The resulting product, which is in the shape of small particles known as “nibs”, is subject to a process of grinding (crushing), thus becoming a liquid paste, which in turn is strained and solidified in refrigeration chambers and sold as paste.
Most grinding companies normally separate the liquor through a process of pressing it until the fat is extracted and converted into two final products: cocoa butter and cocoa cake. The cake is packed in solid pieces while the cocoa butter is filtered, deodorized, cooled in refrigeration chambers and later packaged.
Hazards and Their Prevention
Although, the processing of cocoa is usually automated in such a way that it requires little manual contact and a high level of hygiene is maintained, the great majority of the employees in the industry still are exposed to a variety of occupational risks.
Noise and excessive vibration are problems found throughout the production line since, in order to prevent the easy access of rodents and insects, closed sheds are built with the machinery suspended on metal platforms. These machines must be subjected to proper maintenance and adjustment routines. Anti-vibratory devices should be installed. Noisy machinery should be isolated or noise reduction barriers should be used.
During the fumigation process, tablets of aluminium phosphate are utilized; as these come in contact with humid air, phosphine gas is released. It is recommended that grains remain covered for periods of 48 to 72 hours during and after these fumigation sessions. Air sampling should be done before re-entry.
The operation of grinders, hydraulic presses and drying machinery generate a great deal of heat with the high levels of noise; the high heat is intensified by the type of construction of the buildings. However, many safety measures can be adopted: use of barriers, isolation of the operations, implementation of schedules of working hours and breaks, availability of liquids to drink, use of adequate attire and the appropriate acclimatization of the employees.
In the areas of finished products, where the average temperature is 10 °C, staff members should wear appropriate clothing and have working periods of 20 to 40 minutes. The process of acclimatization is also important. Rest breaks in warm areas are necessary.
In the operations of product reception, where storage of raw materials and all finished products are packaged, ergonomically inadequate procedures and equipment are common. Mechanized equipment should replace manual handling where possible since moving and carrying loads can cause injuries, heavy articles can hit employees and injuries can result from the use of machinery without proper guards.
Procedures and equipment should be evaluated from an ergonomic point of view. Falls due to slippery floors are also a concern. In addition, there are other activities, like the cracking of the grains and the grinding and production of cocoa powder, where there are high levels of organic dust. Adequate dilution ventilation or local exhaust systems should be installed; processes and operations isolated and segregated as appropriate.
A rigorous programme of environmental risks prevention is highly recommended, in addition to the regular system of fire prevention and safety, adequate guarding of machinery and good standards of hygiene. Signs and informational bulletins should be posted in highly visible places and equipment and devices for the personal protection should be distributed to each worker. In maintaining machinery, a lockout/tagout programme should be instituted to prevent injuries.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."