- You are here:
-
Home

- Part X. Industries Based on Biological Resources

Children categories

64. Agriculture and Natural Resources Based Industries (34)

64. Agriculture and Natural Resources Based Industries
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
General Profile
Melvin L. Myers
Case Study: Family Farms
Ted Scharf, David E. Baker and Joyce Salg
Farming Systems
Plantations
Melvin L. Myers and I.T. Cabrera
Migrant and Seasonal Farmworkers
Marc B. Schenker
Urban Agriculture
Melvin L. Myers
Greenhouse and Nursery Operations
Mark M. Methner and John A. Miles
Floriculture
Samuel H. Henao
Farmworker Education about Pesticides: A Case Study
Merri Weinger
Planting and Growing Operations
Yuri Kundiev and V.I. Chernyuk
Harvesting Operations
William E. Field
Storing and Transportation Operations
Thomas L. Bean
Manual Operations in Farming
Pranab Kumar Nag
Mechanization
Dennis Murphy
Case Study: Agricultural Machinery
L. W. Knapp, Jr.
Food and Fibre Crops
Rice
Malinee Wongphanich
Agricultural Grains and Oilseeds
Charles Schwab
Sugar Cane Cultivation and Processing
R.A. Munoz, E.A. Suchman, J.M. Baztarrica and Carol J. Lehtola
Potato Harvesting
Steven Johnson
Vegetables and Melons
B.H. Xu and Toshio Matsushita
Tree, Bramble and Vine Crops
Berries and Grapes
William E. Steinke
Orchard Crops
Melvin L. Myers
Tropical Tree and Palm Crops
Melvin L. Myers
Bark and Sap Production
Melvin L. Myers
Bamboo and Cane
Melvin L. Myers and Y.C. Ko
Specialty Crops
Tobacco Cultivation
Gerald F. Peedin
Ginseng, Mint and Other Herbs
Larry J. Chapman
Mushrooms
L.J.L.D. Van Griensven
Aquatic Plants
Melvin L. Myers and J.W.G. Lund
Beverage Crops
Coffee Cultivation
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Cultivation
L.V.R. Fernando
Hops
Thomas Karsky and William B. Symons
Health and Environmental Issues
Health Problems and Disease Patterns in Agriculture
Melvin L. Myers
Case Study: Agromedicine
Stanley H. Schuman and Jere A. Brittain
Environmental and Public Health Issues in Agriculture
Melvin L. Myers
Tables
Click a link below to view table in article context.
1. Sources of nutrients
2. Ten steps for a plantation work risk survey
3. Farming systems in urban areas
4. Safety advice for lawn & garden equipment
5. Categorization of farm activities
6. Common tractor hazards & how they occur
7. Common machinery hazards & where they occur
8. Safety precautions
9. Tropical & subtropical trees, fruits & palms
10. Palm products
11. Bark & sap products & uses
12. Respiratory hazards
13. Dermatological hazards
14. Toxic & neoplastic hazards
15. Injury hazards
16. Lost time injuries, United States, 1993
17. Mechanical & thermal stress hazards
18. Behavioural hazards
19. Comparison of two agromedicine programmes
20. Genetically engineered crops
21. Illicit drug cultivation, 1987, 1991 & 1995
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|







































65. Beverage Industry (10)
65. Beverage Industry
Chapter Editor: Lance A. Ward
Table of Contents
Tables and Figures
General Profile
David Franson
Soft Drink Concentrate Manufacturing
Zaida Colon
Soft Drink Bottling and Canning
Matthew Hirsheimer
Coffee Industry
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Industry
Lou Piombino
Distilled Spirits Industry
R.G. Aldi and Rita Seguin
Wine Industry
Alvaro Durao
Brewing Industry
J.F. Eustace
Health and Environmental Concerns
Lance A. Ward
Tables
Click a link below to view table in article context.
1. Selected coffee importers (in tonnes)
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








66. Fishing (10)
66. Fishing
Chapter Editors: Hulda Ólafsdóttir and Vilhjálmur Rafnsson
Table of Contents
Tables and Figures
General Profile
Ragnar Arnason
Case Study: Indigenous Divers
David Gold
Major Sectors and Processes
Hjálmar R. Bárdarson
Psychosocial Characteristics of the Workforce at Sea
Eva Munk-Madsen
Psychosocial Characteristics of the Workforce in On-Shore Fish Processing
Marit Husmo
Social Effects of One-Industry Fishery Villages
Barbara Neis
Health Problems and Disease Patterns
Vilhjálmur Rafnsson
Musculoskeletal Disorders Among Fishermen and Workers in the Fish Processing Industry
Hulda Ólafsdóttir
Commercial Fisheries: Environmental and Public Health Issues
Bruce McKay and Kieran Mulvaney
Tables
Click a link below to view table in article context.
1. Mortality figures on fatal injuries among fishermen
2. The most important jobs or places related to risk of injuries
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.









67. Food Industry (11)
67. Food Industry
Chapter Editor: Deborah E. Berkowitz
Table of Contents
Tables and Figures
Overview and Health Effects
Food Industry Processes
M. Malagié, G. Jensen, J.C. Graham and Donald L. Smith
Health Effects and Disease Patterns
John J. Svagr
Environmental Protection and Public Health Issues
Jerry Spiegel
Food Processing Sectors
Meatpacking/Processing
Deborah E. Berkowitz and Michael J. Fagel
Poultry Processing
Tony Ashdown
Dairy Products Industry
Marianne Smukowski and Norman Brusk
Cocoa Production and the Chocolate Industry
Anaide Vilasboas de Andrade
Grain, Grain Milling and Grain-Based Consumer Products
Thomas E. Hawkinson, James J. Collins and Gary W. Olmstead
Bakeries
R.F. Villard
Sugar-Beet Industry
Carol J. Lehtola
Oil and Fat
N.M. Pant
Tables
Click a link below to view table in article context.
1. The food industries, their raw materials & processes
2. Common occupational diseases in the food & drink industries
3. Types of infections reported in food & drink industries
4. Examples of uses for by-products from the food industry
5. Typical water reuse ratios for different industry sub-sectors
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








68. Forestry (17)
68. Forestry
Chapter Editor: Peter Poschen
Table of Contents
Tables and Figures
General Profile
Peter Poschen
Wood Harvesting
Dennis Dykstra and Peter Poschen
Timber Transport
Olli Eeronheimo
Harvesting of Non-wood Forest Products
Rudolf Heinrich
Tree Planting
Denis Giguère
Forest Fire Management and Control
Mike Jurvélius
Physical Safety Hazards
Bengt Pontén
Physical Load
Bengt Pontén
Psychosocial Factors
Peter Poschen and Marja-Liisa Juntunen
Chemical Hazards
Juhani Kangas
Biological Hazards among Forestry Workers
Jörg Augusta
Rules, Legislation, Regulations and Codes of Forest Practices
Othmar Wettmann
Personal Protective Equipment
Eero Korhonen
Working Conditions and Safety in Forestry Work
Lucie Laflamme and Esther Cloutier
Skills and Training
Peter Poschen
Living Conditions
Elías Apud
Environmental Health Issues
Shane McMahon
Tables
Click a link below to view table in article context.
1. Forest area by region (1990)
2. Non-wood forest product categories & examples
3. Non-wood harvesting hazards & examples
4. Typical load carried while planting
5. Grouping of tree-planting accidents by body parts affected
6. Energy expenditure in forestry work
7. Chemicals used in forestry in Europe & North America in the 1980s
8. Selection of infections common in forestry
9. Personal protective equipment appropriate for forestry operations
10. Potential benefits to environmental health
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|



















69. Hunting (2)
69. Hunting
Chapter Editor: George A. Conway
Table of Contents
Tables
A Profile of Hunting and Trapping in the 1990s
John N. Trent
Diseases Associated with Hunting and Trapping
Mary E. Brown
Tables
Click a link below to view table in article context.
1. Examples of diseases potentially significant to hunters & trappers
70. Livestock Rearing (21)
70. Livestock Rearing
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
Livestock Rearing: Its Extent and Health Effects
Melvin L. Myers
Health Problems and Disease Patterns
Kendall Thu, Craig Zwerling and Kelley Donham
Case Study: Arthopod-related Occupational Health Problems
Donald Barnard
Forage Crops
Lorann Stallones
Livestock Confinement
Kelley Donham
Animal Husbandry
Dean T. Stueland and Paul D. Gunderson
Case Study: Animal Behaviour
David L. Hard
Manure and Waste Handling
William Popendorf
A Checklist for Livestock Rearing Safety Practice
Melvin L. Myers
Dairy
John May
Cattle, Sheep and Goats
Melvin L. Myers
Pigs
Melvin L. Myers
Poultry and Egg Production
Steven W. Lenhart
Case Study: Poultry Catching, Live Hauling and Processing
Tony Ashdown
Horses and Other Equines
Lynn Barroby
Case Study: Elephants
Melvin L. Myers
Draught Animals in Asia
D.D. Joshi
Bull Raising
David L. Hard
Pet, Furbearer and Laboratory Animal Production
Christian E. Newcomer
Fish Farming and Aquaculture
George A. Conway and Ray RaLonde
Beekeeping, Insect Raising and Silk Production
Melvin L. Myers and Donald Barnard
Tables
Click a link below to view table in article context.
1. Livestock uses
2. International livestock production (1,000 tonnes)
3. Annual US livestock faeces & urine production
4. Types of human health problems associated with livestock
5. Primary zoonoses by world region
6. Different occupations & health & safety
7. Potential arthropod hazards in the workplace
8. Normal & allergic reactions to insect sting
9. Compounds identified in swine confinement
10. Ambient levels of various gases in swine confinement
11. Respiratory diseases associated with swine production
12. Zoonotic diseases of livestock handlers
13. Physical properties of manure
14. Some important toxicologic benchmarks for hydrogen sulphide
15. Some safety procedures related to manure spreaders
16. Types of ruminants domesticated as livestock
17. Livestock rearing processes & potential hazards
18. Respiratory illnesses from exposures on livestock farms
19. Zoonoses associated with horses
20. Normal draught power of various animals
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.
|
|










71. Lumber (4)
71. Lumber
Chapter Editors: Paul Demers and Kay Teschke
Table of Contents
Tables and Figures
General Profile
Paul Demers
Major Sectors and Processes: Occupational Hazards and Controls
Hugh Davies, Paul Demers, Timo Kauppinen and Kay Teschke
Disease and Injury Patterns
Paul Demers
Environmental and Public Health Issues
Kay Teschke and Anya Keefe
Tables
Click a link below to view the table in the article context.
1. Estimated wood production in 1990
2. Estimated production of lumber for the 10 largest world producers
3. OHS hazards by lumber industry process area
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.






72. Paper and Pulp Industry (13)
72. Paper and Pulp Industry
Chapter Editors: Kay Teschke and Paul Demers
Table of Contents
Tables and Figures
General Profile
Kay Teschke
Major Sectors and Processes
Fibre Sources for Pulp and Paper
Anya Keefe and Kay Teschke
Wood Handling
Anya Keefe and Kay Teschke
Pulping
Anya Keefe, George Astrakianakis and Judith Anderson
Bleaching
George Astrakianakis and Judith Anderson
Recycled Paper Operations
Dick Heederik
Sheet Production and Converting: Market Pulp, Paper, Paperboard
George Astrakianakis and Judith Anderson
Power Generation and Water Treatment
George Astrakianakis and Judith Anderson
Chemical and By-product Production
George Astrakianakis and Judith Anderson
Occupational Hazards and Controls
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe and Dick Heederik
Disease and Injury Patterns
Injuries and Non-malignant Diseases
Susan Kennedy and Kjell Torén
Cancer
Kjell Torén and Kay Teschke
Environmental and Public Health Issues
Anya Keefe and Kay Teschke
Tables
Click a link below to view table in article context.
1. Employment & production in selected countries (1994)
2. Chemical constituents of pulp & paper fibre sources
3. Bleaching agents & their conditions of use
4. Papermaking additives
5. Potential health & safety hazards by process area
6. Studies on lung & stomach cancer, lymphoma & leukaemia
7. Suspensions & biological oxygen demand in pulping
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|












Floriculture
Since the early 1990s, in many countries and across several continents, floriculture as an economic activity has been expanding rapidly. Its growing importance in export markets has resulted in an integrated development of several aspects of this field of activity, including production, technology, scientific research, transportation and conservation.
Production
The production of cut flowers has two essential components:
- the process of production, which involves all activities directly related to the generation and the development of the product up to the moment of packing
- the various activities that aid in the production and promote the marketing and distribution of cut flowers.
The production process itself can be divided into three basic parts: germination, cultivation and post-harvest procedures.
Germination is carried out by planting parent plants from which cuttings are obtained for cultivation.
The cuttings of different flowers are planted on beds of a rooting medium. The beds are made from steam-treated dross and treated with chemical products to disinfect the growing medium and to facilitate root development.
Cultivation is done in greenhouses which house the beds of rooting medium where the flowers are planted and grown as discussed in the article “Greenhouse and nursery operations” in this chapter and as shown in figure 1. Cultivation includes preparing the soil, planting the cuttings (figure 2) and harvesting the flowers.
Figure 1. Tending flowers in a greenhouse

Figure 2. Planting cuttings in a greenhouse

Planting includes the cycle that begins with placing the cuttings in the rooting medium and ends with the flowering plant. It includes the following activities: planting, normal irrigation, drip irrigation with fertilizer, cultivation and weeding of the soil, pinching the tip of the plants to force branching and obtain more flowers, preparing the props that hold the plants upright, and the growth, branching and flowering of the plant.
Production concludes with the gathering of the flowers and their separation by classification.
At the post-harvest stage—in addition to selection and classification—the flowers are covered with plastic hoods, a sanitary treatment is applied, and they are packed for shipment.
Secondary activities include monitoring the health of the plants to detect pests and to diagnose plant illnesses early, obtaining raw materials from the warehouse, and maintaining the furnaces.
Health Risk Factors
The most important risk factors in each of the different areas of work are:
- chemical substances
- extreme temperatures—heat
- non-ionizing radiation
- infectious disease
- ergonomic factors
- mechanical factors
- psychosocial factors.
Chemical substances
Intoxication and chronic illness due to pesticides
The levels of morbidity/mortality found in workers due to exposure to pesticides are not the consequence of a simple relation between the chemical agent and the person who has suffered exposure to it, but also reflect the interplay of many other factors. Among these are the length of exposure, individual susceptibility, the nutritional state of the person exposed, educational and cultural variables and the socioeconomic conditions under which the workers live.
In addition to the active ingredients of pesticides, the substances that convey the active ingredients and the additives should also be taken into consideration, because sometimes those substances can have adverse effects that are more harmful than those of the active ingredients.
The toxicity of pesticides made with organophosphates is due to their effect on the central nervous system, because they inhibit the activity of the enzyme acetylcholinesterase. The effects are cumulative, and delayed effects have also been noted on the central and the peripheral nervous systems. According to studies carried out in several countries, the prevalence of inhibition of this enzyme among workers who handle these pesticides fluctuates between 3 and 18%.
The long-term effects are pathological processes that develop after a latency period and are due to repeated exposures. Among the long-term effects known to be due to pesticide exposure are skin lesions, nerve damage and mutagenic effects.
Respiratory problems
Decorative plants can irritate the respiratory system and cause coughing and sneezing. In addition, plant scents or odours may exacerbate symptoms of asthma or allergic rhinitis, although they have not been shown to cause allergies. Pollen from the chrysanthemum and the sunflower can cause asthma. Dust from dried plants sometimes causes allergies.
Dermatitis
The cases of occupational dermatitis found in floriculture are about 90% primarily due to contact dermatitis. Of these, about 60% are caused by primary irritants and 40% are due to allergic reactions. The acute form is characterized by reddening (erythema), swelling (oedema), pimples (papules), vesicles or blisters. It is especially localized on the hands, wrists and forearms. The chronic form can have deep fissures, lichenification (thickening and hardening) of the skin, and severe xerosis (dryness). It can be incapacitating and even irreversible.
Floriculture is one of those activities where contact with primary irritants or allergenic substances is high, and for that reason it is important to promote and use preventive measures, such as gloves.
Extreme temperatures—heat
When work must be carried out in a hot environment, as in the case of hothouses, the thermal load on the worker is the sum of the heat of the work environment plus the energy expended on the task itself.
Physical effects of excessive exposure to heat include heat rash, cramps and muscle spasms, exhaustion and fainting spells. Heat rash, in addition to being uncomfortable, lowers the worker’s tolerance to heat. If perspiration is abundant and liquids and electrolytes are not replenished adequately, cramps and muscle spasms can set in. Heat exhaustion occurs when vasomotor control and cardiac output are insufficient to compensate for the additional demands placed on these systems by the heat stress. Fainting spells represent a very serious clinical situation that can lead to confusion, delirium and coma.
Precautions include frequent rest breaks in cool areas, availability of beverages to drink, rotating of tasks requiring heavy exertion and wearing of light-coloured clothing.
Non-ionizing radiation
The most important kinds of non-ionizing radiation that floriculture workers are exposed to are ultraviolet (UV) radiation, visible light and infrared radiation. The most serious effects of UV radiation are solar erythema, actinic dermatitis, irritative conjunctivitis and photokeratitis.
Radiation from the visible spectrum of light may cause retinal and macular degeneration. One symptom of exposure to infrared radiation is superficial burn of the cornea, and prolonged exposure can lead to the premature appearance of cataracts.
Precautions include keeping the skin covered, wearing tinted glasses, and medical surveillance.
Ergonomic factors
Workers who maintain a static body posture for long periods of time (see figure 3) can suffer from resulting static muscle contractions and from alterations of the peripheral, vascular and nervous systems. Repetitive movements are more common in tasks that require manual dexterity. For example, clipping shears can require a lot of force and involve repetitive motion. The most frequently observed effects are musculoskeletal impairments, including tendinitis of the elbow and wrist, carpal tunnel syndrome and impairment of movement at the shoulder.
Figure 3. Bending over for extended periods is a common cause of ergonomic problems

Job rotation and the proper ergonomic design of equipment such as clipping shears are needed precautions. Redesigning the workplace to require less bending is another solution.
Infectious diseases
Floriculture may expose workers to a variety of biological agents. Early signs of an infection are rarely specific, although they are generally well-defined enough to lead to a suspicion of illness. The signs, symptomatology and precautions depend on the agent, which includes tetanus, rabies, hepatitis and so on. Preventive measures include a source of potable water, good sanitary facilities, first aid and medical care for cuts and abrasions.
Other factors
The most common health and safety hazards associated with mechanical factors are cuts, abrasions and single and multiple traumas, which most frequently injure the hands and face. Such injuries must be attended to immediately. Workers should have up-to-date tetanus shots and adequate first-aid facilities must be available.
The psychosocial environment can also endanger worker health. The results of exposure to these factors can have the following consequences: physiological changes (indigestion, constipation, palpitations, difficulty breathing, hyperventilation, insomnia and anxiety); psychological disturbances (tension and depression); and behavioural disturbances (absenteeism, instability, dissatisfaction).
Recycled Paper Operations
The use of waste or recycled paper as the raw material for pulp production has increased during the last several decades, and some paper plants depend almost completely on waste paper. In some countries, waste paper is separated from other household waste at the source before it is collected. In other countries separation by grade (e.g., corrugated board, newsprint, high-grade paper, mixed) takes place in special recycling plants.
Recycled paper can be repulped in a relatively mild process which uses water and sometimes NaOH. Small metal pieces and plastics may be separated during and/or after repulping, using a debris rope, cyclones or centrifugation. Filling agents, glues and resins are removed in a cleaning stage by blowing air through the pulp slurry, sometimes with the addition of flocculating agents. The foam contains the unwanted chemicals and is removed. The pulp can be de-inked using a series of washing steps which may or may not include the use of chemicals (i.e., surfactant fatty acid derivatives) to dissolve remaining impurities, and bleaching agents to whiten the pulp. Bleaching has the disadvantage that it may reduce fibre length and therefore lessen final paper quality. The bleaching chemicals used in recycled pulp production are usually similar to those used in brightening operations for mechanical pulps. After the repulping and de-inking operations, sheet production follows in a manner very similar to that using virgin fibre pulp.
Farmworker Education About Pesticides: A Case Study
At the San Antonio farm, several workers became poisoned when applying the pesticide Lannate. An investigation of the case revealed that the workers had been using backpack sprayers for application without wearing any protective clothing, gloves or boots. Their employer had never provided the necessary equipment, and soap and showers were also unavailable. Following the poisonings, the employer was directed to take the appropriate corrective actions.
When the Ministry of Health made a follow-up inspection, they discovered that many farmers were still not using any protective clothing or equipment. When they were asked why, some said that the equipment was too hot and uncomfortable. Others explained that they had been working this way for years and never had any problems. Several commented that they didn’t need the equipment because they drank a large glass of milk after applying pesticides.
This experience, which took place in Nicaragua, is common to many parts of the world and illustrates the challenge to effective farmworker training. Training must be accompanied by provision of a safe work environment and legislative enforcement, but must also consider the barriers to implementing safe work practices and incorporate them in training programmes. These barriers, such as unsafe work environments, absence of protective equipment and attitudes and beliefs which are not health-promoting, should be directly discussed in training sessions, and strategies to address them should be developed.
This article describes an action-oriented training approach applied in two multidisciplinary pesticide projects that were designed to address the problem of farmworker pesticide poisoning. They were implemented in Nicaragua by CARE, Nicaragua and the American Friends Service Committee (1985 to 1989) and in the Central American region by the International Labour Organization (ILO, 1993 to present). In addition to a strong educational approach, the Nicaraguan project developed improved methods to mix and load pesticides, a medical monitoring plan to screen workers for overexposure to pesticides and a system to collect data for epidemiological investigation (Weinger and Lyons 1992). Within its multifaceted project, the ILO emphasized legislative improvements, training and building a regional network of pesticide educators.
Key elements of both projects were the implementation of a training needs assessment in order to tailor teaching content to the target audience, the use of a variety of participatory teaching approaches (Weinger and Wallerstein 1990) and the production of a teacher’s guide and educational materials to facilitate the learning process. Training topics included the health effects of pesticides, symptoms of pesticide poisoning, rights, resources and a problem-solving component which analysed the obstacles to working safely and how to resolve them.
Although there were many similarities between the two projects, the Nicaraguan project emphasized worker education while the regional project focused on teacher training. This article provides selected guidelines for both worker and teacher training.
Worker Education
Needs assessment
The first step in developing the training programme was the needs assessment or “listening phase”, which identified problems and obstacles to effective change, recognized factors which were conducive to change, defined values and beliefs held by the farmworkers and identified specific hazardous exposures and experiences which needed to be incorporated into the training. Walkthrough inspections were used by the Nicaraguan project team to observe work practices and sources of worker exposure to pesticides. Photographs were taken of the work environment and work practices for documentation, analysis and discussion during the training. The team also listened for emotional issues which might be barriers to action: worker frustration with inadequate personal protection, lack of soap and water or lack of safe alternatives to currently used pesticides.
Training methods and objectives
The next step in the training process was to identify the content areas to be covered utilizing information gained from listening to workers and then to select appropriate training methods based on the learning objectives. The training had four objectives: providing information; identifying and changing attitudes/emotions; promoting healthy behaviours; and developing action/problem-solving skills. What follows are examples of methods grouped under the objective which they best achieve. The following methods were incorporated into a 2-day training session (Wallerstein and Weinger 1992).
Methods for information objectives
Flipchart. In Nicaragua, the project staff needed visual educational tools which were easily portable and independent of electricity for use during field training or with medical screening on the farms. The flipchart included 18 drawings based on real-life situations, which were designed for use as discussion starters. Each picture had specific objectives and key questions that were outlined in an accompanying guide for instructors.
The flipchart could be used both to provide information and to promote problem analysis leading to action planning. For example, a drawing was used to provide information on the routes of entry by asking “How do pesticides enter the body?” To generate analysis of the problem of pesticide poisoning, the instructor would ask participants: “What’s happening here? Is this scene familiar? Why does this occur? What can (he) you do about it?” The introduction of two or more people into a drawing (of two people entering a recently sprayed field) encourages discussion of suspected motivations and feelings. “Why is she reading the sign? Why did he go right in?” With effective visual images, the same picture may trigger a variety of discussions, depending upon the group.
Slides. Slides which portray familiar images or problems were used in the same way as the flipchart. Using photos taken during the needs assessment phase, a slide show was created following the path of pesticide use from selection and purchase to disposal and clean-up at the end of the workday.
Methods for attitude-emotion objectives
Attitudes and emotions may effectively block learning and influence how health and safety practices are implemented back on the job.
Scripted role-play. A scripted role-play was often used to explore attitudes and trigger discussion of the problems of exposure to pesticides. The following script was given to three workers, who read their roles to the entire group.
Jose: What’s the matter?
Rafael: I’m about ready to give up. Two workers were poisoned today, just one week after that big training session. Nothing ever changes around here.
Jose: What did you expect? The managers didn’t even attend the training.
Sara: But at least they scheduled a training for the workers. That’s more than the other farms are doing.
Jose: Setting up a training is one thing, but what about follow-up? Are the managers providing showers and adequate protective equipment?
Sara: Have you ever thought that the workers might have something to do with these poisonings? How do you know they’re working safely?
Rafael: I don’t know. All I know is that two guys are in the hospital today and I have to go back to work.
The role-play was developed to explore the complex problem of pesticide health and safety and the multiple elements involved in resolving it, including training. In the discussion which followed, the facilitator asked the group if they shared any of the attitudes expressed by the farmworkers in the role-play, explored obstacles to resolving the problems portrayed and solicited strategies for overcoming them.
Worksheet questionnaire. In addition to serving as an excellent discussion starter and providing factual information, a questionnaire can also be a vehicle for eliciting attitudes. Sample questions for a farmworker group in Nicaragua were:
1. Drinking milk before work is effective in preventing pesticide poisoning.
Agree Disagree
2. All pesticides have the same effect on your health.
Agree Disagree
A discussion of attitudes was encouraged by inviting participants with conflicting viewpoints to present and justify their opinions. Rather than affirming the “correct” answer, the instructor acknowledged useful elements in the variety of attitudes that were expressed.
Methods for behavioural skill objectives
Behavioural skills are the desired competencies that workers will acquire as a result of training. The most effective way to achieve objectives for behavioural skill development is to provide participants with opportunities to practise in the class, to see an activity and perform it.
Personal protective equipment demonstration. A display of protective equipment and clothing was laid out on a table in front of the class, including an array of appropriate and inappropriate options. The trainer asked a volunteer from the audience to get dressed for work applying pesticides. The farmworker chose clothing from the display and put it on; the audience was asked to comment. A discussion followed concerning appropriate protective clothing and alternatives to uncomfortable clothing.
Hands-on practice. Both trainers and farmworkers in Nicaragua learned to interpret pesticide labels by reading them in small groups during the class. In this activity, the class was divided into groups and given the task of reading different labels as a group. For low-literacy groups, volunteer participants were recruited to read the label aloud and lead their group through a worksheet questionnaire on the label, which emphasized visual cues to determine level of toxicity. Back in the large group, volunteer spokespeople introduced their pesticide to the group with instructions for potential users.
Methods for action/problem-solving objectives
A primary goal of the training session is to provide farmworkers with the information and skills to make changes back on the job.
Discussion starters. A discussion starter can be used to pose problems or potential obstacles to change, for analysis by the group. A discussion starter can take a variety of forms: a role-play, a picture in a flipchart or slide, a case study. To lead a dialogue on the discussion starter, there is a 5-step questioning process which invites participants to identify the problem, project themselves into the situation being presented, share their personal reactions, analyse the causes of the problem and suggest action strategies (Weinger and Wallerstein 1990).
Case studies. Cases were drawn from real and familiar situations that occurred in Nicaragua that were identified in the planning process. They most commonly illustrated problems such as employer noncompliance, worker noncompliance with safety precautions within their control and the dilemma of a worker with symptoms that may be related to pesticide exposure. A sample case study was used to introduce this article.
Participants read the case in small groups and responded to a series of questions such as: What are some of the causes of pesticide poisoning in this incident? Who’s benefiting? Who’s being harmed? What steps would you take to prevent a similar problem in the future?
Action planning. Prior to the conclusion of the training session, participants worked independently or in groups to develop a plan of action to increase workplace health and safety when pesticides are used. Using a worksheet, participants identified at least one step they could take to promote safe working conditions and practices.
Evaluation and Teacher Training
Determining the extent to which the sessions met their objectives is a crucial part of training projects. Evaluation tools included a written post-workshop questionnaire and follow-up visits to farms as well as surveys and interviews with participants 6 months following the training session.
Training teachers who would utilize the approach outlined above to provide information and training to farmworkers was an essential component of the ILO-sponsored Central American programmes. The objectives of the teacher training programme were to increase the knowledge on pesticide health and safety and the teaching skill of trainers; to increase the number and quality of training sessions directed toward farmworkers, employers, extension workers and agronomists in project countries; and to initiate a network of educators in pesticide health and safety in the region.
Training topics in the 1-week session included: an overview of the health effects of pesticides, safe work practices and equipment; the principles of adult education; steps in planning an educational programme and how to implement them; demonstration of selected teaching methods; overview of presentation skills; practice teaching by participants using participatory methods, with critique; and development of action plans for future teaching about pesticides and alternatives to their use. A 2-week session allows time to conduct a field visit and training needs assessment during the workshop, to develop educational materials in the classroom and to conduct worker training sessions in the field.
A trainer’s guide and sample curricula were provided during the workshop to facilitate practice teaching both in the classroom and following the workshop. The educators’ network offers another source of support and a vehicle for sharing innovative teaching approaches and materials.
Conclusion
The success of this teaching approach with workers in the cotton fields of Nicaragua, trade unionists in Panama and trainers from the Ministry of Health in Costa Rica, among others, demonstrates its adaptability to a variety of work settings and target groups. Its goals are not only to increase knowledge and skills, but also to provide the tools for problem-solving in the field after the teaching sessions have ended. One must be clear, however, that education alone cannot resolve the problems of pesticide use and abuse. A multidisciplinary approach which includes farmworker organizing, legislative enforcement strategies, engineering controls, medical monitoring and investigation into alternatives to pesticides is essential to effect comprehensive changes in pesticide practices.
Sheet Production and Converting: Market Pulp, Paper, Paperboard
End products of pulp and paper mills depend on the pulping process, and may include market pulp and various types of paper or paperboard products. For example, the relatively weak mechanical pulp is converted into single-use products such as newspapers and tissue. Kraft pulp is converted into multi-use paper products such as high-quality writing paper, books and grocery bags. Sulphite pulp, which is primarily cellulose, can be used in a series of diverse end-products including specialty paper, rayon, photographic film, TNT, plastics, adhesives, and even ice cream and cake mixes. Chemi-mechanical pulps are exceptionally stiff, ideal for the structural support needed for corrugated container board. The fibres in pulp from recycled paper are usually shorter, less flexible and less water permeable, and can therefore not be used for high-quality paper products. Recycled paper is therefore mainly used for the production of soft paper products like tissue paper, toilet paper, paper towelling and napkins.
To produce market pulp, the pulp slurry is usually screened once more and its consistency adjusted (4 to 10%) before it is ready for the pulp machine. The pulp is then spread onto a travelling metal screen or plastic mesh (known as the “wire”) at the “wet end” of the pulp machine, where the operator monitors the speed of the moving wire and the water content of the pulp (figure 1; the presses and the cover of the drier can be seen in the upper left; in modern mills, operators spend a great deal of time in control rooms). Water and filtrate are drawn through the wire, leaving a web of fibres. The pulp sheet is passed through a series of rotating rolls (“presses”) that squeeze out water and air until the fibre consistency is 40 to 45%. The sheet is then floated through a multi-storey sequence of hot-air dryers until the consistency is 90 to 95%. Finally, the continuous pulp sheet is cut into pieces and stacked into bales. The pulp bales are compressed, wrapped and packaged into bundles for storage and transport.
Figure 1. Wet end of pulp machine showing fibre mat on the wire.

Canfor Library
Although similar in principle to making pulp sheets, paper making is considerably more complex. Some mills use a variety of different pulps to optimize paper quality (e.g., a mix of hardwood, softwood, kraft, sulphite, mechanical or recycled pulps). Depending on the type of pulp used, a series of steps is necessary prior to forming the paper sheet. Generally, dried market pulp is rehydrated, while high-consistency pulp from storage is diluted. Pulp fibres may be beaten to increase the fibre-bonding area and thereby improve paper sheet strength. The pulp is then blended with “wet-end” additives (table 1) and passed through a final set of screens and cleaners. The pulp is then ready for the paper machine.
Table 1. Papermaking additives
|
Additive |
Location applied |
Purpose and/or examples of specific agents |
|
Most commonly used additives |
||
|
Talc |
Wet end |
Pitch control (prevent deposition and accumulation |
|
Titanium dioxide |
Wet end |
Pigment (brighten sheet, improve printing) |
|
“Alum”(Al2(SO4)3) |
Wet end |
Precipitates rosin sizing onto fibres |
|
Rosin |
Wet end |
Internal sizing (resist liquid penetration) |
|
Clay (kaolin) |
Wet/dry |
Filler (make brighter, smoother, more opaque) |
|
Starch |
Wet/dry |
Surface sizing (resist liquid penetration) |
|
Dyes and |
Wet/dry |
e.g., acid, basic or direct dyes,colour lakes, |
|
Latex |
Dry end |
Adhesive (reinforce sheet, bind additives to paper, |
|
Other additives |
||
|
Slimicides |
Wet end |
e.g., thiones, thiazoles, thiocyanates, hiocarbamates, thiols, isothiazolinones, |
|
Defoamers |
Wet end |
e.g., pine oil, fuel oil, recycled oils, silicones, alcohols |
|
Wire treatment |
Wet end |
e.g., imidazoles, butyl diglycol, acetone, turpentine, |
|
Wet and dry |
Wet end |
e.g., formaldehyde resins, epichlorohydrin, glyoxal, |
|
Coatings, |
Dry end |
e.g., aluminium hydroxide, polyvinyl acetate, |
|
Others |
Wet/dry |
Corrosion inhibitors, dispersants, flameproofing, |
The flow spreader and headbox distribute a thin suspension (1 to 3%) of refined pulp onto a moving wire (similar to a pulp machine, only at a much higher speed, sometimes in excess of 55 km/h) which forms the fibres into a thin felted sheet. The sheet moves through a series of press rolls to the dryer section, where a series of steam-heated rolls evaporate most of the remaining water. Hydrogen bonds between the fibres have fully developed at this stage. Finally, the paper is calendered and reeled. Calendering is the process by which the paper surface is ironed smooth and its thickness reduced. The dried, calendered paper sheet is wound onto a reel, labelled and transported to the warehouse (figure 2; note waste paper under reel, and unenclosed operator control panel). “Dry-end” additives can be added before calendering on the paper machine or in separate “off-machine” coating operations in the converting sector of the industry.
Figure 2. Dry end of a paper machine showing full paper reel and operator using air slitter to cut end.

George Astrakianakis
A variety of chemicals are used in the papermaking process to provide the paper with specific surface characteristics and sheet properties. The most commonly used additives (table 1) are typically used at the per cent level, though some such as clay and talc may contribute as much as 40% to the dry weight of certain papers. Table 1 also indicates the diversity of chemical additives which may be used for specific production purposes and products; some of these are used at very low concentrations (e.g., slimicides are added to process water in parts per million).
The process of making paperboard is similar to that of making paper or pulp. A suspension of pulp and water is dispersed onto a travelling wire, the water is removed, and the sheet dried and stored as a roll. The process differs in the way that the sheet is formed to give thickness, in the combining of multiple layers, and in the drying process. Board can be made from single or multi-layered sheets with or without a core. The sheets are usually high-quality kraft pulp (or kraft and CTMP blend), while the core is made from either a blend of semi-chemical and low-cost recycled pulp or from entirely recycled pulp and other waste material. Coatings, vapour barriers and multiple layers are added according to the end use to protect the contents from water and physical damage.
Planting and Growing Operations
Modern agriculture is based on highly efficient equipment, especially high-speed, powerful tractors and agricultural machines. Tractors with mounted and trailed implements allow the mechanization of many agricultural operations.
Use of tractors allows farmers to accomplish the main tillage and care of plants in the optimum time without major manual labour. Permanent enlargement of farms, extension of land under cultivation and intensification of crop rotation promotes more efficient agriculture as well. Widespread use of high-speed assemblies is hampered by two factors: existing agricultural methods based mainly on machines and implements with passive tools; and difficulties in ensuring safe working conditions for the high-speed tractor assembly operator.
Mechanization can accomplish approximately 70% of planting and growing operations. It is used at all stages of crop cultivation and harvesting as well. Nevertheless, each stage of planting and growing has its own requisite set of machines, tools and environmental conditions, and this variability of the production and environmental factors has an influence upon the tractor driver.
Cultivation of the Land
Cultivation of the land (ploughing, harrowing, scuffing, disk harrowing, entire cultivation, rolling-down) is important and the most labour-intensive preliminary stage of crop production. These operations involve 30% of planting and growing operations.
As a rule, loosening of the soil results in the formation of dust. The nature of the dust in the air is variable, and depends on meteorological conditions, season, kind of work, type of soil and so on. Dust concentration in tractor cabs can vary from a few mg/m3 to hundreds of mg/m3, depending essentially on the cab enclosure. Approximately 60 to 65% of cases exceed the permissible total dust concentration level; permissible levels of respirable (less than or equal to 5 microns) dust are exceeded 60 to 80% of the time (see figure 1). Silica content in the dust varies from 0.5 to 20% (Kundiev 1983).
Figure 1. Tractor driver exposures to dust during land cultivation

Cultivation consists of power-consuming operations, especially during ploughing, and it demands a considerable mobilization of the power resources of machines, generating considerable levels of noise where tractor drivers sit. These noise levels amount to 86 to 90 dBA and higher, creating a considerable risk of hearing disorders for these workers.
As a rule, whole-body vibration levels where the tractor driver is seated can be very high, exceeding levels established by the International Organization for Standardization (ISO 1985) for fatigue-decreased proficiency boundary and frequently for exposure limit.
Ground preparation is conducted mainly in early spring and autumn, so the microclimate of cabs in temperate zones for machines without air conditioners is not a health problem except on occasional hot days.
Sowing and Growing
Ensuring that sowing attachments or ploughing implements move in a straight line and that tractors follow marker tracks or the middle of the row are characteristic features of the sowing and care of crops.
In general, these activities require the driver to work in uncomfortable positions and involve considerable nervous and emotional tension due to restricted working-zone visibility, resulting in rapid development of operator fatigue.
The layout of sowing machines and their preparation for use, as well as the necessity of manual auxiliary work, especially materials handling, may involve considerable physical loads.
A wide geographical distribution of grain varieties results in a diversity of meteorological conditions when sowing. Winter crop sowing for different climate zones can be performed, for example, when the outdoor temperature ranges from 3–10 °C to 30–35 °C. Spring crop sowings are performed when the outdoor temperature ranges from 0 °C to 15–20 °C. The temperatures in tractor cabs without air conditioners can be very high in regions where climate is mild and hot.
Microclimate conditions in tractor cabs are favourable as a rule during tilled crops sowing (sugar beet, maize, sunflower) in temperate zones. Cultivation of crops is performed when the outdoor temperature is high and solar radiation is intense. The air temperature in cabs without microclimate control can rise to 40 °C and more. Tractor drivers can work under uncomfortable conditions about 40 to 70% of the total time involved in the care of crops.
Working operations for tilled crops cultivation involve considerable moving of earth, causing formation of dust. Maximum ground dust concentrations in the breathing zone air do not exceed 10 to 20 mg/m3. The dust is 90% inorganic, containing a large amount of free silica. Noise and vibration levels where the driver sits are a little lower than those existing during cultivation.
During sowing and cultivation, workers can be exposed to manures, chemical fertilizers and pesticides. When safety regulations for handling these materials are not followed, and if machines are not working properly, the breathing zone concentration of hazardous materials can exceed permissible values.
Harvesting
As a rule, harvesting lasts from 25 to 40 days. Dust, microclimate conditions and noise can be hazards during harvesting.
Breathing zone dust concentrations depend chiefly on outside concentration and the airtightness of the harvesting machine’s cab. Older machines without cabs leave drivers exposed to the dust. Dust formation is most intensive during the harvesting of dry corn, when the dust concentration at non-enclosed combines’ cabs can be as much as 60 to 90 mg/m3. Dust consists mainly of plant scraps, pollen and mushroom spores, mostly in large, nonrespirable particles (larger than 10 microns). Free silica content is less than 5.5%.
Formation of dust during sugar beet harvesting is lower. Maximum dust concentration at the cab does not exceed 30 mg/m3.
Harvesting of grain is generally performed in the hottest season. Temperature in the cab can rise to 36 to 40 °C. The flux level of direct solar radiation is 500 W/m2 and more when ordinary glass is used for cab windows. Tinted glass lowers the temperature of air in the cab by 1 to 1.6 °C. A mechanical forced ventilation system with a flow rate of 350 m3/h can create a temperature difference between inside and outside air of 5 to 7 °C. If the combine is equipped with adjustable louvers, this difference drops to 4 to 6 °C.
Tilled crops are harvested in the autumn months. As a rule conditions of the microclimate in cabs in this time are not a great health problem.
Experience in developed countries points to the fact that agriculture at small farms can be profitable with the use of small-scale mechanization (minitractors—motorized units with a capacity of up to 18 horsepower, with different kinds of auxiliary equipment).
Use of such equipment gives rise to a number of specific health problems. These problems include: intensification of workload in certain seasons, the use of child labour and the labour of elderly persons, absence of the means of protection against intensive noise, whole-body and local vibration, harmful meteorological conditions, dust, pesticides, and exhaust gases. The effort necessary to move the control levers of motorized units can amount to 60 to 80 N (newtons).
Some kinds of work are performed with the help of draught animals or done manually due to insufficient equipment or because of the impossibility of using machinery for some reason. Manual labour demands as a rule considerable physical effort. Power requirements during ploughing, horse-drawn sowing and manual mowing can amount to 5,000 to 6,000 cal/day and more.
Injuries are common during manual work, especially among inexperienced workers, and cases of plant burns, insect and reptile stings and dermatitis from the sap of some plants are frequent.
Prevention
One of the main trends in tractor construction is the improvement of working conditions of tractor operators. Side by side with perfection of the design of protective cabs is the search for ways of coordinating technical parameters of various tractor units with the functional abilities of operators. The aim of this research consists of ensuring the effectiveness of control and driving functions as well as necessary ergonomic parameters of the workplace environment.
Effectiveness of control and driving of tractor assemblies is ensured by good visibility of the working zone, by optimizing assemblies and control panel design and by proper ergonomic design of tractor seats.
Common ways of increasing visibility are increasing the viewing area of the cab using panoramic glass, improved layout of auxiliary equipment (e.g., fuel tank), rationalization of seat location, use of rear view mirrors and so on.
Optimization of construction control elements is connected with the construction of the control mechanism’s drive. Along with hydraulic and electric drives, a new improvement is suspended control pedals. This allows improved access and increased driving comfort. Functional coding (by means of form, colour and/or symbolic signs) plays an important part in recognition of the control elements.
Rational layout of instrumentation (which comprises 15 to 20 units in modern tractors) requires taking into account further increases in indicators due to remote control of technological process conditions, automation of the driving and operating of the technological equipment.
The operator’s seat is designed to guarantee a comfortable position and effective driving of the machine and tractor assembly. Design of modern tractor seats takes into account anthropometric data of the human body. Seats have adjustable back and arms and can be adjusted according to the operator’s size, in both horizontal and vertical dimensions (figure 2).
Figure 2. Angle parameters of optimal work posture of a tractor driver
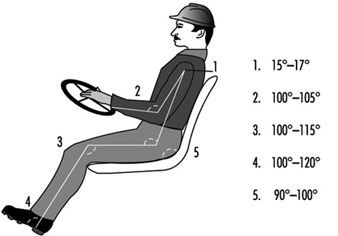
Precautions against harmful working conditions for tractor drivers include means of protection against noise and vibration, microclimate normalization and airtight sealing of cabs.
Besides special engineering of the engine to reduce noise at its source, considerable effect is achieved by mounting the engine on vibration isolators, isolating the cab from the tractor body with the help of shock absorbers and a number of measures designed for absorption of noise in the cab. Flaky, sound-absorbing lagging with a decorative surface is applied for this purpose to cab wall panels, and rugs made of rubber and porolon are laid on the cab floor. Hard perforated panelling with an air gap of 30 to 50 mm is applied to the ceiling. These measures have reduced noise levels in cabs to 80–83 dBA.
The main means of damping low-frequency vibration in the cab is use of an effective seat suspension. Nevertheless, the effect of whole-body vibration damping achieved this way does not exceed 20 to 30%.
Agricultural ground levelling gives considerable opportunities for decreasing vibration.
Improvement of the microclimate conditions in tractor cabs is reached with the help of both standard equipment (e.g., fans with filter elements, thermo-insulating tinted glass, sun-proof cap peaks, adjustable louvers) and special devices (e.g., air conditioners). Modern tractor heating systems are designed as an autonomous assembly attached to the engine’s cooling system and using warmed water to heat the air. Combined air conditioners and air heaters are also available.
Complex solutions of the problem of noise, vibration and heat isolation and sealing of cabs can be reached with the help of sealed cab capsules designed with suspended control pedals and wire rope systems of drives.
Ease of access to tractor engines and assemblies for their maintenance and repairs, as well as obtaining timely information about technical condition of certain units of the assembly, are important indices of the level of tractor operator working conditions. Eliminating the cab bonnet, forward inclination of the cab, detachable panels of the engine’s bonnet and so on are available in certain types of tractors.
In the future, tractor cabs are likely to be equipped with automatic control units, with television screens for observation of implements that are out of the operator’s field of vision and with units for conditioning of microclimate. Cabs will be mounted on outside rotary rods so they can be moved to a required position.
Rational organization of work and rest is of great importance for the prevention of fatigue and diseases of agricultural workers. In the hot season, daily routine ought to provide for working mainly in the morning and evening hours, reserving the hottest time for rest. During exhausting work (moving, hoeing), short regular breaks are necessary. Special attention has to be devoted to the rational, balanced nourishment of workers with due regard for the energy requirements of the tasks. Drinking regularly during the heat is of great importance. As a rule, workers drink traditional beverages (tea, coffee, fruit juices, infusions, broths and so on) in addition to water. Availability of sufficient amounts of wholesome liquids of high quality is very important.
Availability of comfortable overalls and personal protection equipment (PPE) (respirators, hearing protectors), especially during contact with dust and chemicals, is very important as well.
Medical control of the agricultural workers’ health has to be oriented to prevention of common occupational diseases, such as infectious diseases, chemical exposures, injuries, ergonomic problems and so forth. Teaching safe working methods, information about matters of hygiene and sanitation are of great importance.
Power Generation and Water Treatment
In addition to liquor recovery, pulp mills recover a significant portion of energy from burning waste materials and by-products of the process in power boilers. Materials such as bark, wood waste and dried sludge collected from effluent treatment systems may be burned to provide steam to power electrical generators.
Pulp and paper mills consume vast amounts of fresh water. A 1,000 tonne per day bleached kraft pulp mill may use more than 150 million litres of water a day; a paper mill even more. In order to prevent adverse effects on mill equipment and to maintain product quality, the incoming water must be treated to remove contaminants, bacteria and minerals. Several treatments are applied depending on the quality of the incoming water. Sedimentation beds, filters, flocculants, chlorine and ion exchange resins are all used to treat water before it is used in the process. Water that is used in the power and recovery boilers is further treated with oxygen scavengers and corrosion inhibitors such as hydrazine and morpholine to avoid deposits forming in the boiler tubes, to reduce metal corrosion, and to prevent carry-over of water to the steam turbine.
Harvesting Operations
The gathering in of agricultural crops upon maturity, or the practice of harvesting, signals the end of the production cycle prior to storage and processing. The size and quality of the crop removed from the field, orchard or vineyard represents the most significant measure of a farmer’s productivity and success. The value that has been placed on the outcome of the harvest is reflected in the terms used almost universally to measure and compare agricultural productivity, such as kilograms per hectare (kg/ha), bales per hectare, bushels per acre (bu/a) and tons per acre or hectare. From an agronomic perspective, it is actually the inputs that determine the yield; however, it is the harvest that becomes the primary determinant of whether or not there will be sufficient seed and resources to ensure the sustainability of the farm and those it supports. Because of the significance of harvest and all of its related activities, this part of the agricultural cycle has taken on an almost spiritual role in the lives of farmers throughout the world.
Few agricultural practices illustrate more clearly the scope and diversity of technology- and work-related hazards found in agricultural production than harvesting. Crop harvesting is carried out under a wide variety of conditions, over various types of terrain, utilizing machines from simple to complex that must handle a diversity of crops; it involves considerable physical effort from the farmer (Snyder and Bobick 1995). For these reasons, any attempt to briefly generalize the characteristics or nature of harvest practices and harvest-related hazards is extremely difficult. Small grains (rice, wheat, barley, oats and so on), for example, which dominate much of the planted cropland in the world, represent not only some of the most highly mechanized crops, but in large regions of Africa and Asia are harvested in a manner that would be familiar to farmers 2,500 years ago. The use of hand sickles to harvest a few stalks at a time, hard-packed clay threshing floors and simple threshing devices remain the primary tools of harvest for far too many producers.
The primary hazards associated with the more labour-intensive harvesting practices have changed little with time and are often overshadowed by the perceived increased risks associated with greater mechanization. Long hours of exposure to the elements, the physical demands resulting from lifting heavy loads, repetitive motion and awkward or stooped posture, along with natural hazards such as poisonous insects and snakes, have historically taken, and continue to take, a significant toll (see figure 1). Harvesting grain or sugar cane with a sickle or machete, picking fruit or vegetables by hand and manually removing peanuts from the vine are dirty, uncomfortable and exhausting tasks that in many communities frequently are completed by large numbers of children and women. One of the strongest motivating forces that has shaped modern harvesting practices has been the desire to remove the physical drudgery associated with manual harvesting.
Figure 1. Hand-harvesting millet

Even if the resources were available to mechanize harvesting and reduce its risks (and for many small farmers in many areas of the world, they are not), investments to improve the safety and health aspects of harvesting would likely have smaller returns than would comparable investments to improve housing, water quality or health care. This is especially true if farmers have access to large numbers of unemployed or underemployed workers. High levels of unemployment and limited job opportunities, for example, place large numbers of younger workers at risk of injury during harvest because they are cheaper to use than machines. Even in many countries with highly mechanized agricultural practices, child labour laws frequently exempt children involved in agricultural activities. For example, special provisions of the US Department of Labor child labour laws continue to exempt children under 16 during harvest and allow them to operate agricultural equipment under certain conditions (DOL 1968).
Contrary to a general perception that greater mechanization in agriculture has increased the risks associated with agricultural production, with respect to harvesting, nothing could be further from the truth. Through the introduction of intensive mechanization in major grain- and forage-producing regions, the amount of time required to produce a bushel of grain, for example, has dropped from over an hour to under a minute (Griffin 1973). This accomplishment, though heavily dependent upon fossil fuels, has released tens of millions of people from the drudgery and unsafe working conditions associated with hand harvesting. Mechanization has resulted in not only tremendous increases in productivity and yields, but also the near elimination of the most historically significant harvest-related injuries, such as those involving livestock.
The intensive mechanization of the harvesting process, however, has introduced new hazards, which have required periods of adjustment and in some cases the replacement of machines with improved practices and designs that were either more productive or less hazardous. An example of this technological evolution was experienced with the transition that took place in corn harvesting in North America between the 1930s and 1970s. Up through the 1930s, the corn crop was almost entirely harvested by hand and transported to on-farm storage sites by horse-drawn wagons. The primary cause of harvest-related injuries was related to working with horses (NSC 1942). With the introduction and widespread use of the mechanical, tractor-drawn corn picker in the 1940s, horse- and livestock-related deaths and injuries rapidly declined during the harvest period, and there was a corresponding growth in the number of corn picker-related injuries. This was not because corn pickers were inherently more dangerous, but because the injuries reflected a rapid transition to a new practice that had not been fully refined and that farmers were unfamiliar with. As farmers adjusted to the technology and manufacturers improved the performance of the corn picker, and as more uniform varieties of corn were planted that were better suited to machine harvesting, the number of deaths and injuries quickly declined. In other words, the introduction of the corn picker ultimately resulted in a decline in harvest- related injuries due to exposure to traditional hazards.
With the introduction in the 1960s of the self-propelled combine, which could harvest higher-yielding corn varieties at rates ten or more times faster than the corn picker, corn picker injuries almost disappeared. But, once again, as with the corn picker, the combine introduced a new set of hazards that required a period of adjustment. For example, the ability to gather, cut, separate and clean the grain in the field using one machine changed the handling of grain from a lumpy flow process in the form of ear corn to shelled corn, which was almost fluid-like. Consequently, in the 1970s, there was a dramatic increase in the number of auger-related injuries, and of engulfments and suffocations in flowing grain that took place in storage structures and grain transport vehicles (Kelley 1996). In addition, there were new categories of injuries being reported that were related to the sheer size and weight of the combine, such as falls from the operator platform and ladders, which can place the operator as much as 4 m off the ground, and operators being crushed beneath the multi-row gathering unit.
The mechanization of the corn harvest directly contributed to one of the most dramatic shifts in rural population ever experienced in North America. The farm population, in less than 75 years after the introduction of hybrid varieties of corn and the mechanical corn picker, went from over 50% to less than 5% of the total population. Through this period of increased productivity and greatly reduced labour demands, the overall exposure to agricultural workplace hazards was substantially reduced, contributing to a drop in reported farm-related deaths from over 14,000 in 1942 to fewer than 900 in 1995 (NSC 1995).
Injuries associated with modern harvesting operations typically relate to tractors, machinery, grain-handling equipment and grain-storage structures. Since the 1950s, tractors have contributed to approximately one-half of all farm-related fatalities, with overturns being the single most important contributing factor. The utilization of rollover protective structures (ROPS) has proven to be the single most important intervention strategy in reducing the number of tractor-related fatalities (Deere & Co. 1994). Other design features that improved the safety and health of tractor operators included wider wheel bases and designs that lowered the centre of gravity to improve stability, all-weather operator enclosures to reduce exposure to the elements and dust, ergonomically designed seating and controls and reduced noise levels.
The problem of tractor-related injuries, however, remains significant and is a growing concern in areas that are being rapidly mechanized, such as China and India. In many areas of the world it is more likely to see the tractor being used as a vehicle of highway transport or a stationary power source than being used in the field to produce crops, as it was designed to do. In these areas, tractors are typically introduced with minimal operator training and are used widely as a means of transporting multiple passengers, another use for which the tractor was not designed. The result has been that runovers of extra riders who have fallen from the tractors during operation has become the second leading cause of tractor-related fatalities. If the trend towards greater utilization of ROPS continues, runovers may eventually become the leading cause of tractor-related fatalities worldwide.
Though used fewer hours during the year than tractors, harvesting equipment such as combines are involved in about twice as many injuries per 1,000 machines (Etherton et al. 1991). These injuries often take place during servicing, repairing or adjusting the machine when the power to machine components is still engaged (NSC 1986). Recent design changes have been made to incorporate more passive and active operator warnings and interlocks, such as safety switches in the operator seat to prevent machine operation when no one is in the seat, and to reduce the number of maintenance points to reduce operator exposure to operating machinery. Many of these design concepts, however, remain voluntary, are frequently by-passed by the operator and are not universally found on all harvesting machines.
Hay and forage harvesting equipment exposes workers to hazards similar to those found on combines. This equipment contains components that cut, crush, grind, chop and blow crop material at high speed, leaving little room for human error. As with grain harvesting, hay and forage harvesting must take place in a timely fashion in order to prevent damage to the crop from the elements. This added stress to complete tasks rapidly, in conjunction with machine hazards, frequently leads to injuries (Murphy and Williams 1983).
Traditionally, the hay baler has been identified as a frequent source of serious injuries. These machines are used under some of the most harsh conditions found in any type of harvesting. High temperature, rough terrain, dusty conditions and the need for frequent adjustments contribute to a high rate of injury. The conversion to large packages or bales of hay and mechanical handling systems has improved safety with a few exceptions, as was the case with the introduction of the early designs of the round baler. The aggressive compression rolls on the front of these machines resulted in a large number of hand and arm amputations. This design was later replaced with a less aggressive gathering unit, which nearly eliminated the problem.
Fire is a potential problem for many types of harvesting operations. Crops that are required to be dried to less than 15% moisture content for proper storage make excellent fuel if ignited. Combines and cotton harvesters are especially vulnerable to fires during field operation. Design features such as the use of diesel engines and protected electrical systems, proper equipment maintenance and operator access to fire extinguishers have been shown to reduce the risk of fire-related damage or injury (Shutske et al. 1991).
Noise and dust are two other hazards that are typically intrinsic to harvesting operations. Both pose serious long-term health risks to the operator of harvesting equipment. The inclusion of environmentally controlled operator enclosures in the design of modern harvesting equipment has done much to reduce operator exposure to excessive noise pressures and dust levels. However, most farmers have yet to benefit from this safety feature. The use of PPE such as ear plugs and disposable dust masks provides an alternative, but less effective, means of protection from these hazards.
As harvesting operations around the world become increasingly mechanized, there will be a continuing shift from environmental-, animal- and hand tool-related injuries to those caused by machines. Drawing upon the experiences of farmers and manufacturers of harvesting equipment who have completed this transition should prove useful in reducing the adjustment period and preventing injuries caused by lack of familiarity and poor design. The experience of farmers with even the most highly mechanized harvesting operations, however, suggests that the injury problem will not be totally eliminated. Contributions of operator error and machine design will continue to play a significant role in injury causation. But there is no question that in addition to greater productivity, the process of mechanization has significantly reduced the risks associated with harvesting.
Chemical and By-product Production
Because many bleaching chemicals are reactive and hazardous to transport, they are produced on-site or nearby. Chlorine dioxide (ClO2), sodium hypochlorite (NaOCl) and peracids are always produced on-site, while chlorine (Cl2) and sodium hydroxide or caustic (NaOH) are usually produced off-site. Tall oil, a product derived from the resin and fatty acids that are extracted during kraft cooking, may be refined on- or off-site. Turpentine, a lighter fraction kraft by-product, is often collected and concentrated on-site, and refined elsewhere.
Chlorine Dioxide
Chlorine dioxide (ClO2) is a highly reactive greenish-yellow gas. It is toxic and corrosive, explodes at high concentrations (10%) and is quickly reduced to Cl2 and O2 in the presence of ultraviolet light. It must be prepared as a dilute gas and stored as a dilute liquid, making bulk transport impossible.
ClO2 is generated by reducing sodium chlorate (Na2ClO3) with either SO2, methanol, salt or hydrochloric acid. The gas leaving the reactor is condensed and stored as a 10% liquid solution. Modern ClO2 generators operate at 95% efficiency or greater, and the small amount of Cl2 that is produced will be collected or scrubbed out of the vent gas. Side reactions may occur depending on the purity of the feed chemicals, the temperature and other process variables. By-products are returned to the process and spent chemicals are neutralized and sewered.
Sodium Hypochlorite
Sodium hypochlorite (NaOCl) is produced by combining Cl2 with a dilute solution of NaOH. It is a simple, automated process that requires almost no intervention. The process is controlled by maintaining the caustic concentration such that the residual Cl2 in the process vessel is minimized.
Chlorine and Caustic
Chlorine (Cl2), used as a bleaching agent since the early 1800s, is a highly reactive, toxic, green-coloured gas which becomes corrosive when moisture is present. Chlorine is usually manufactured by the electrolysis of brine (NaCl) into Cl2 and NaOH at regional installations, and transported to the customer as a pure liquid. Three methods are used to produce Cl2 on an industrial scale: the mercury cell, the diaphragm cell, and the most recent development, the membrane cell. Cl2 is always produced at the anode. It is then cooled, purified, dried, liquefied and transported to the mill. At large or remote pulp mills, local facilities may be constructed, and the Cl2 can be transported as a gas.
The quality of NaOH depends on which of the three processes is used. In the older mercury cell method, the sodium and mercury combine to form an amalgam that is decomposed with water. The resulting NaOH is nearly pure. One of the shortcomings of this process is that mercury contaminates the workplace and has resulted in serious environmental problems. The NaOH produced from the diaphragm cell is removed with the spent brine and concentrated to allow the salt to crystallize and separate. Asbestos is used as the diaphragm. The purest NaOH is produced in membrane cells. A semi-permeable resin-based membrane allows sodium ions to pass through without the brine or chlorine ions, and combine with water added to the cathode chamber to form pure NaOH. Hydrogen gas is a by-product of each process. It is usually treated and used either in other processes or as fuel.
Tall Oil Production
Kraft pulping of highly-resinous species such as pine produces sodium soaps of resin and fatty acids. The soap is collected from black liquor storage tanks and from soap skimming tanks that are located in the evaporator train of the chemical recovery process. Refined soap or tall oil can be used as a fuel additive, dust control agent, road stabilizer, pavement binder and roofing flux.
At the processing plant, soap is stored in primary tanks to allow the black liquor to settle to the bottom. The soap rises and overflows into a second storage tank. Sulphuric acid and the decanted soap are fed into a reactor, heated to 100°C, agitated and then allowed to settle. After settling overnight, the crude tall oil is decanted into a storage vessel and allowed to sit for another day. The top fraction is considered dry crude tall oil and is pumped to storage, ready for shipment. The cooked lignin in the bottom fraction will become part of the subsequent batch. The spent sulphuric acid is pumped to a storage tank, and any entrained lignin is allowed to settle to the bottom. The lignin left in the reactor is concentrated for several cooks, dissolved in 20% caustic and returned to the primary soap tank. Periodically, the collected black liquor and the residual lignin from all sources are concentrated and burned as fuel.
Turpentine Recovery
Gases from the digesters and condensate from black liquor evaporators may be collected for recovery of turpentine. The gases are condensed, combined, then stripped of turpentine, which is recondensed, collected and sent to a decanter. The top fraction of the decanter is drawn off and sent to storage, while the bottom fraction is recycled to the stripper. Raw turpentine is stored separately from the rest of the collection system because it is noxious and flammable, and is usually processed off-site. All the non-condensable gases are collected and incinerated either in the power boilers, the lime kiln or a dedicated furnace. The turpentine can be processed for use in camphor, synthetic resins, solvents, flotation agents and insecticides.
Storing and Transportation Operations
Storing
The growing and gathering of crops and production of livestock has long been recognized as one of the world’s oldest and most important occupations. Farming and ranching today is as diverse as the many crops, fibres and livestock which are produced. At one extreme, the farming unit may consist of a single family that cultivates the soil and plants and harvests the crop, all by hand over a limited area. The opposite extreme includes large corporate farms spanning vast areas that are highly mechanized, using sophisticated machinery, equipment and facilities. The same is true for the storage of food and fibre. Storage of agricultural products may be as rudimentary as simple huts and hand-dug pits, and as complex as towering silos, bunkers, bins and refrigerated units.
Hazards and their prevention
Agricultural products such as grains, hays, fruit, nuts, vegetables and plant fibre are often stored for later human and livestock consumption or sale to the general populace or to manufacturers. The storage of agricultural products prior to shipment to market may occur in a variety of structures—pits, bunkers, bins, silos, refrigerated units, carts, wagons, barns and railroad cars, to mention a few. Despite the diversity of products being stored and of storage facilities, there are hazards which are common to the storage process:
Falls and falling objects
Falls may occur from heights or at the same level. In the case of bins, silos, barns and other storage structures, falls from heights most often occur from and in storage structures. Most often the cause is unguarded roofs, floor openings, stairways, lofts and shafts, and climbing ladders or standing on raised work areas such as an unprotected platform. Falls from height may also result from climbing on or off the transportation unit (e.g., wagons, carts and tractors). Falls from the same level occur from slippery surfaces, tripping over objects or being pushed by a moving object. Protection against falls includes such measures as:
- provision of safety belts, harnesses, lifelines and safety boots
- installation of guard rails, toeboards, cat-ladders or crawling boards on sloped roofs
- guarded floor openings, lofts and shafts
- use of the standard rise and run of stairways, provision of handrails on both sides, and application non-skid strips where necessary
- maintaining floors in good condition, free from uneven surfaces, holes and accumulations of waste or slippery substances
- provision of handholds on permanent ladders, guard platforms and landings
- maintaining extension or step ladders in good condition and training employees on their use.
Agricultural products may be stored loose in a facility or bundled, bagged, crated or bailed. Loose storage is often associated with grains such as wheat, corn or soybeans. Bundled, bagged, crated or bailed products include hay, straw, vegetables, grains and feeds. Falls of materials occur in all types of storage. Collapse of unsecured stacked foodstuffs, overhead materials and piles of goods are often causes of injury. Employees should be trained in the correct stacking of goods to prevent their collapse. Employers and managers must monitor the workplace for compliance.
Confined spaces
Agricultural products may be stored in two types of facilities—those that contain enough oxygen to sustain life, such as barns, open carts and wagons, and those that do not, such as some silos, tanks and refrigeration units. The latter are confined spaces, and should be treated with appropriate precautions. The oxygen level should be monitored prior to entry and a supplied air or self-contained breathing unit used if necessary; someone else should be on hand. Suffocation may also occur in either type of facility if the goods which it contains have the characteristics of a fluid. This is commonly associated with grains and similar foodstuffs. The worker dies as a result of drowning. In grain bins it is a common practice for an agricultural worker to enter the bin due to difficulties in loading or unloading, often caused by a condition of the grain resulting in bridging. Workers attempting to alleviate the situation by unbridging the grain may voluntarily walk on the bridged grain. They may fall in and be covered with the grain or be sucked under if the loading or unloading equipment is operational. Bridging also may occur to the sides of such structures, in which case a worker may enter to knock down the material sticking to the sides and become engulfed when the material fails. A lockout/tagout system and fall protection such as a safety belt and rope are essential if workers are to enter this type of structure. Children’s safety is of special concern. Often inquisitive, playful and wanting to do adult chores, they are attracted to such structures, and the results are all-too-often fatal.
Fruit and vegetables are often kept in cold storage prior to shipping to market. As indicated in the above paragraph, depending on the type of unit, cold storage may be considered a confined space and should be monitored for oxygen content. Other hazards include frostbite and cold-induced injury or death from body temperature loss following prolonged exposure to cold. Personal protective clothing should be worn appropriate to the temperature within the cold-storage unit.
Gases and poisons
Depending on the moisture content of the product when it is placed in storage and atmospheric and other conditions, feeds, grains and fibres may produce dangerous gases. Such gases include carbon monoxide (CO), carbon dioxide (CO2) and oxides of nitrogen (NOx), some of which may cause death in a matter of minutes. This is also especially important if the goods are stored in a facility in which nonlethal gases may be allowed to accumulate to dangerous levels, displacing oxygen. If the potential for gas production exists, then monitoring for gases should be done. In addition, foods and feeds may have been sprayed or treated with a pesticide during the growing period to kill weeds, insects or disease, or during the storage process to reduce spoilage or mould, spore or insect damage. This may add to the hazards of gas production, inhalation of dusts and handling of the product. Special care should be taken by workers to wear PPE depending on the nature and longevity of the treatment, the product used and the label directions.
Machine hazards
Storage facilities may contain a variety of machinery for conveying the product. These range from belt and roller conveyors to blowers, augers, slides and other such product-handling devices, each with its own power source. Hazards and suitable precautions include:
- Nip points formed by belts, pulleys and gears. Agricultural workers should be protected from nip and shear points by an appropriate guarding around the point of potential contact.
- Protruding belt fasteners, setscrews, keys, bolts and grooves. Protruding setscrews, keys or bolts on revolving shafts should be countersunk, encased or shrouded. Belt fasteners should be inspected and repaired.
- Shear points caused by flywheel arms, augers and their housing, pulley spokes, crank and lever mechanisms. These should be guarded or enclosed.
- Contact with moving transmission or electrical elements. These should be guarded or enclosed.
- Inadvertent starting of machinery or equipment. A system for locking out or tagging out equipment prior to maintenance or repair should be implemented and enforced.
- Loose clothing or hair getting wound on or caught by shafts. Clothing that is loose, frayed or that has hanging threads should never be worn. Other personal protective apparel and shoes appropriate to the job task should be worn.
- Excessive noise. Noise exposure should be monitored and administrative, engineering and/or personal protective controls should be taken if necessary.
Employees should be trained and aware of the hazards, basic safety rules and safe working methods.
Health outcomes
Agricultural workers who are involved in the handling of agricultural products for storage are at risk for respiratory disorders. Exposures to a variety of dusts, gases, chemicals, silica, fungal spores and endotoxins can result in damage to the lungs. Recent studies link lung disorders caused by these substances to workers who handle grain, cotton, flax, hemp, hay and tobacco. Therefore the populations at risk are worldwide. Agricultural lung disorders have many common names, some of which include: occupational asthma, farmer’s lung, green tobacco sickness, brown lung, organic dust toxic syndrome, silo filler’s or unloader’s disease, bronchitis and airway obstruction. Symptoms may first manifest themselves as being characteristic of influenza (chills, fever, coughing, headaches, myalgias and breathing difficulty). This is especially true for organic dusts. Prevention of lung dysfunction should include an assessment of the worker’s environment, health promotion programmes targeted at primary prevention and the use of personal protective respirators and other protective devices based on the environmental assessment.
Transportation Operations
Although it may seem simple, the transportation of goods to market is often as complex and hazardous as growing and storing the crop. The transportation of products to market is as diversified as the types of farming operations. Transportation may range from goods being carried by humans and livestock, to being transported by simple mechanical devices such as bicycles and animal-drawn carts, being hauled by complex mechanical equipment such as large carts and wagons pulled by tractors, to the use of commercial transportation systems, which include large trucks, buses, trains and airplanes. As the world’s population increases and urban areas grow, road travel of agricultural equipment and implements of husbandry has increased. In the US, according to the National Safety Council (NSC), 8,000 farm tractors and other agricultural vehicles were involved in highway accidents in 1992 (NSC 1993). Many farming operations are consolidating and expanding by acquiring or renting a number of smaller farms which are typically scattered and not adjoining. A 1991 study in Ohio showed that 79% of the farms surveyed operated in multiple locations (Bean and Lawrence 1992).
Hazards and their prevention
Although each of the modes of transportation mentioned above will have its own unique hazards, it is the intermix of civilian traffic with agricultural transport machinery and equipment that is of major concern. The increase in road travel of agricultural equipment has resulted in a greater number of collisions between motor vehicles and slower moving agricultural equipment. Farm equipment and implements of husbandry may be wider than the width of the road. Due to pressure of planting at the right time to assure a crop or harvesting and getting the crop to a market or storage location as quickly as possible, agricultural machinery must often travel on the roadways during periods of darkness, early morning or evening.
An in-depth study of all 50 states’ codes in the United States revealed that the lighting and marking requirements vary greatly from state to state. This diversity in requirements does not communicate a consistent message to motor vehicle drivers (Eicher 1993). Faster speeds of other vehicles combined with inadequate lighting or marking of agricultural equipment is often a deadly combination. A recent study in the United States found that the common accident types are rear end, sideswipe-meeting, sideswipe-passing, angle, head-on, backing and other. In 20% of the 803 two-vehicle crashes studied, the farm vehicle was struck from an angle. In 28% of the crashes, the farm vehicle was sideswiped (15% meeting and 13% passing). Twenty-two per cent of the accidents consisted of rear-end (15%), head-on (4%) and backing (3%) collisions. The remaining 25% were crashes which were caused by something other than a moving vehicle (i.e., a parked vehicle, pedestrian, animal and so on) (Glascock et al. 1993).
Livestock are used in many parts of the world as the “horsepower” to transport agricultural products. Although beasts of burden are generally reliable, most are colourblind, have territorial and maternal instincts, react independently and unexpectedly, and are of great strength. Such animals have caused vehicle crashes. Falls from agricultural machinery and implements of husbandry are common.
The following general safety principles apply to transportation operations:
- Local traffic rules, regulations or laws should be learned and obeyed.
- No riders or passengers other than those that are necessary to accomplish the transport and unloading duties should be permitted.
- Vehicles should stay as close to the shoulder of the road as road conditions will allow.
- Passing other vehicles (moving or parked) and pedestrians must be done with caution.
- Broken-down vehicles should be moved off the road if possible.
- All marking and lighting on machinery and equipment should be maintained and clean.
- Driving should never be done under the influence of alcohol or drugs.
Laws and regulations may dictate the state of acceptable lighting and marking. However, many such regulations only describe the minimal acceptable standards. Unless such regulations specifically prohibit retrofitting and adding additional lighting and marking, farmers should consider adding such devices. It is important that such lighting and marking devices be installed not only on self-propelled implements but also on pieces of equipment that they may be pulling or trailing.
Lights are especially critical for dusk, dawn and night-time movement of agricultural equipment. If the agricultural vehicle has a power source, consideration should be given to having, at a minimum: two headlights, two tail-lights, two turn signals and two brake lights.
Tail-lights, turn signals and brake lights may be incorporated into single units or can be attached as separate entities. Standards for such devices may be found through standard-setting organizations such as the American Society of Agricultural Engineers (ASAE), the American National Standards Institute (ANSI), the European Committee for Standardization (CEN) and the International Organization for Standardization (ISO).
If the agricultural vehicle does not have a power source, battery-powered lights, although not as effective, may be used. Many such lights are commercially available in a variety of types (flood, blinking, rotating and strobe) and sizes. If it is impossible to obtain these devices, then reflectors, flags and other alternative materials discussed below may be used.
Many new retroreflective fluorescent materials are available today to aid in marking agricultural vehicles for enhanced visibility. They are manufactured in patches or strips in a variety of colours. Local regulations should be consulted for acceptable colours or colour combinations.
Fluorescent materials provide excellent daytime visibility by relying on solar radiation for their light-emitting properties. A complex photochemical reaction takes place when the fluorescent pigments absorb non-visible solar radiation and re-emit the energy as a longer wavelength of light. In a sense, fluorescent materials appear to “glow” in the daytime and appear brighter than the conventional colours in the same light conditions. The primary disadvantage of fluorescent materials is their deterioration with prolonged exposure to solar radiation.
Reflection is an element of sight. Wavelengths of light strike an object and are either absorbed or bounced back in all directions (diffused reflection) or at an angle exactly opposite to the angle at which the light struck the object (specular reflection). Retroreflectivity is very similar to specular reflection; however, the light is reflected directly back toward the light source. There are three primary forms of retroreflective materials, each having a different degree of retroreflectivity based on how they were manufactured. They are presented here in increasing order of retroreflectivity: enclosed lens (often called engineering grade or Type ID), encapsulated lens (high intensity) and cube corner (diamond grade, prismatic, DOT C2 or Type IIIB). These retroreflective materials are excellent for night-time visual identification. These materials are also of great assistance in defining the extremities of agricultural implements. In this application, strips of retroreflective and fluorescent material across the width of the machinery, front and back, best communicate to drivers of other, nonagricultural vehicles the actual width of the equipment.
The distinctive red triangle with a yellow-orange centre is used in the United States, Canada and many other parts of the world to designate a class of vehicles as “slow moving”. This means the vehicle travels less than 40 km per hour on the roadway. Typically, other vehicles travel much faster, and the difference in speed may result in a misjudgement on the part of the faster vehicle driver, affecting the driver’s ability to stop in time to avoid an accident. This emblem or an acceptable substitute should always be used.
Health outcomes
Agricultural workers who are involved in the transportation of agricultural products may be at risk for respiratory disorders. Exposures to a variety of dusts, chemicals, silica, fungal spores and endotoxins may result in damage to the lungs. This is somewhat dependent on whether the transport vehicle has an enclosed cab and whether the operator engages in the loading and unloading process. If the transport vehicle has been used in the process of pesticide application, pesticides could be present and trapped inside the cab unless it has an air filtration system. Nevertheless, symptoms may first manifest themselves as being characteristic of influenza. This is especially true for organic dusts. Prevention of lung dysfunction should include an assessment of the worker’s environment, health promotion programmes targeted at primary prevention and the use of personal protective masks, respirators and other protective devices.
Occupational Hazards and Controls
Table 1 provides an overview of the types of exposures which may be expected in each area of pulp and paper operations. Although exposures may be listed as specific to certain production processes, exposures to employees from other areas may also occur depending on weather conditions, proximity to sources of exposure, and whether they work in more than one process area (e.g., quality control, general labour pool and maintenance personnel).
Table 1. Potential health and safety hazards in pulp and paper production, by process area
|
Process area |
Safety hazards |
Physical hazards |
Chemical hazards |
Biological hazards |
|
Wood preparation |
||||
|
Log pond |
Drowning; mobile equipment; |
Noise; vibration; cold; heat |
Engine exhaust |
|
|
Wood room |
Nip points; slipping, falling |
Noise; vibration |
Terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Chip screening |
Nip points; slipping, falling |
Noise; vibration |
Terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Chip yard |
Nip points; mobile equipment |
Noise; vibration; cold; heat |
Engine exhaust; terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Pulping |
||||
|
Stone groundwood |
Slipping, falling |
Noise; electric and magnetic fields; high humidity |
||
|
RMP, CMP, CTMP |
Slipping, falling |
Noise; electric and magnetic fields; high humidity |
Cooking chemicals and by-products; terpenes and other wood extracts; wood dust |
|
|
Sulphate pulping |
Slipping, falling |
Noise; high humidity; heat |
Acids and alkalis; cooking chemicals and by-products; reduced sulphur gases; terpenes |
|
|
Sulphate recovery |
Explosions; nip points; slipping, |
Noise; heat; steam |
Acids and alkalis; asbestos; ash; cooking chemicals and by-products; fuels; reduced |
|
|
Sulphite pulping |
Slipping, falling |
Noise; high humidity; heat |
Acids and alkalis; cooking chemicals and by-products; sulphur dioxide; terpenes and other wood extracts; wood dust |
|
|
Sulphite recovery |
Explosions; nip points; slipping, |
Noise; heat; steam |
Acids and alkalis; asbestos; ash; cooking chemicals and by-products; fuels; sulphur dioxide |
|
|
Repulping/de-inking |
Slipping, falling |
Acids and alkalis; bleaching chemicals and by- products; dyes and inks; pulp/paper dust; slimicides; solvents |
Bacteria |
|
|
Bleaching |
Slipping, falling |
Noise; high humidity; heat |
Bleaching chemicals and by-products; slimicides; terpenes and other wood extracts |
|
|
Sheet forming and |
||||
|
Pulp machine |
Nip points; slipping, falling |
Noise; vibration; high |
Acids and alkalis; bleaching chemicals and by-products; flocculant; pulp/paper dust; slimicides; solvents |
Bacteria |
|
Paper machine |
Nip points; slipping, falling |
Noise; vibration; high |
Acids and alkalis; bleaching chemicals and by-products; dyes and inks; flocculant; pulp/paper |
Bacteria |
|
Finishing |
Nip points; mobile equipment |
Noise |
Acids and alkalis; dyes and inks; flocculant; |
|
|
Warehouse |
Mobile equipment |
Fuels; engine exhaust; pulp/paper dust |
||
|
Other operations |
||||
|
Power generation |
Nip points; slipping, falling |
Noise; vibration; electric and |
Asbestos; ash; fuels; terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Water treatment |
Drowning |
Bleaching chemicals and by-products |
Bacteria |
|
|
Effluent treatment |
Drowning |
Bleaching chemicals and by-products; flocculant; reduced sulphur gases |
Bacteria |
|
|
Chlorine dioxide |
Explosions; slipping, falling |
Bleaching chemicals and by-products |
Bacteria |
|
|
Turpentine recovery |
Slipping, falling |
Cooking chemicals and by-products; reduced sulphur gases; terpenes and other wood extracts |
||
|
Tall oil production |
Acids and alkalis; cooking chemicals and by-products; reduced sulphur gases; terpenes and other wood extracts |
RMP = refining mechanical pulping; CMP = chemi-mechanical pulping; CTMP = chemi-thermomechanical pulping.
Exposure to the potential hazards listed in table 1 is likely to depend on the extent of automation of the plant. Historically, industrial pulp and paper production was a semi-automatic process which required a great deal of manual intervention. In such facilities, operators would sit at open panels adjacent to the processes to view the effects of their actions. The valves at the top and bottom of a batch digester would be manually opened, and during the filling stages, gases in the digester would be displaced by the incoming chips (figure 1). Chemical levels would be adjusted based on experience rather than sampling, and process adjustments would be dependent on the skill and knowledge of the operator, which at times led to upsets. For example, over-chlorination of pulp would expose workers downstream to increased levels of bleaching agents. In most modern mills, progress from manually controlled to electronically controlled pumps and valves allows for remote operation. The demand for process control within narrow tolerances has required computers and sophisticated engineering strategies. Separate control rooms are used to isolate the electronic equipment from the pulp and paper production environment. Consequently, operators usually work in air-conditioned control rooms which offer refuge from the noise, vibration, temperature, humidity and chemical exposures inherent to mill operations. Other controls which have improved the working environment are described below.
Figure 1. Worker opening cap on manually controlled batch digester.

MacMillan Bloedel archives
Safety hazards including nip points, wet walking surfaces, moving equipment and heights are common throughout pulp and paper operations. Guards around moving conveyors and machinery parts, quick clean-up of spills, walking surfaces which allow drainage, and guard-rails on walkways adjacent to production lines or at height are all essential. Lock-out procedures must be followed for maintenance of chip conveyors, paper machine rolls and all other machinery with moving parts. Mobile equipment used in chip storage, dock and shipping areas, warehousing and other operations should have roll-over protection, good visibility and horns; traffic lanes for vehicles and pedestrians should be clearly marked and signed.
Noise and heat are also ubiquitous hazards. The major engineering control is operator enclosures, as described above, usually available in wood preparation, pulping, bleaching and sheet-forming areas. Air-conditioned enclosed cabs for mobile equipment used in chip pile and other yard operations are also available. Outside these enclosures, workers usually require hearing protection. Work in hot process or outdoor areas and in vessel maintenance operations requires workers to be trained to recognize symptoms of heat stress; in such areas, work scheduling should allow acclimatization and rest periods. Cold weather may create frostbite hazards in outdoor jobs, as well as foggy conditions near chip piles, which remain warm.
Wood, its extracts and associated micro-organisms are specific to wood preparation operations and the initial stages of pulping. Control of exposures will depend on the particular operation, and may include operator booths, enclosure and ventilation of saws and conveyors, as well as enclosed chip storage and low chip inventory. Use of compressed air to clear wood dust creates high exposures and should be avoided.
Chemical pulping operations present the opportunity for exposures to digestion chemicals as well as gaseous by-products of the cooking process, including reduced (kraft pulping) and oxidized (sulphite pulping) sulphur compounds and volatile organics. Gas formation may be influenced by a number of operating conditions: the wood species used; the quantity of wood pulped; the amount and concentration of white liquor applied; the amount of time required for pulping; and maximum temperature attained. In addition to automatic digester capping valves and operator control rooms, other controls for these areas include local exhaust ventilation at batch digesters and blow tanks, capable of venting at the rate the vessel’s gases are released; negative pressure in recovery boilers and sulphite-SO2 acid towers to prevent gas leaks; ventilated full or partial enclosures over post-digestion washers; continuous gas monitors with alarms where leaks may occur; and emergency response planning and training. Operators taking samples and conducting tests should be aware of the potential for acid and caustic exposure in process and waste streams, and the possibility of side reactions such as hydrogen sulphide gas (H2S) production if black liquor from kraft pulping comes into contact with acids (e.g., in sewers).
In chemical recovery areas, acidic and alkaline process chemicals and their by-products may be present at temperatures in excess of 800°C. Job responsibilities may require workers to come into direct contact with these chemicals, making heavy duty clothing a necessity. For example, workers rake the spattering molten smelt that collects at the base of the boilers, thereby risking chemical and thermal burns. Workers may be exposed to dust when sodium sulphate is added to concentrated black liquor, and any leak or opening will release noxious (and potentially fatal) reduced sulphur gases. The potential for a smelt water explosion always exists around the recovery boiler. Water leaks in the tube walls of the boiler have resulted in several fatal explosions. Recovery boilers should be shut down at any indication of a leak, and special procedures should be implemented for transferring the smelt. Loading of lime and other caustic materials should be done with enclosed and ventilated conveyors, elevators and storage bins.
In bleach plants, field operators may be exposed to the bleaching agents as well as chlorinated organics and other by-products. Process variables such as bleaching chemical strength, lignin content, temperature and pulp consistency are constantly monitored, with operators collecting samples and performing laboratory tests. Because of the hazards of many of the bleaching agents used, continuous alarm monitors should be in place, escape respirators should be issued to all employees, and operators should be trained in emergency response procedures. Canopy enclosures with dedicated exhaust ventilation are standard engineering controls found at the top of each bleaching tower and washing stage.
Chemical exposures in the machine room of a pulp or paper mill include chemical carry-over from the bleach plant, the papermaking additives and the chemical mixture in the waste water. Dusts (cellulose, fillers, coatings) and exhaust fumes from mobile equipment are present in the dry-end and the finishing operations. Cleaning between product runs may be done with solvents, acids and alkalis. Controls in this area may include complete enclosure over the sheet drier; ventilated enclosure of the areas where additives are unloaded, weighed and mixed; use of additives in liquid rather than powder form; use of water-based rather than solvent-based inks and dyes; and eliminating the use of compressed air to clean up trimmed and waste paper.
Paper production in recycled paper plants is generally dustier than conventional paper production using newly produced pulp. Exposure to micro-organisms can occur from the beginning (paper collection and separation) to the end (paper production) of the production chain, but exposure to chemicals is less important than in conventional paper production.
Pulp and paper mills employ an extensive maintenance group to service their process equipment, including carpenters, electricians, instrument mechanics, insulators, machinists, masons, mechanics, millwrights, painters, pipefitters, refrigeration mechanics, tinsmiths and welders. Along with their trade-specific exposures (see the Metal processing and metal working and Occupations chapters), these tradespeople may be exposed to any of the process-related hazards. As mill operations have become more automated and enclosed, the maintenance, cleaning and quality assurance operations have become the most highly exposed. Plant shutdowns to clean vessels and machines are of special concern. Depending on mill organization, these operations may be carried out by in-house maintenance or production personnel, although subcontracting to non-mill personnel, who may have less occupational health and safety support services, is common.
In addition to process exposures, pulp and paper mill operations entail some noteworthy exposures for maintenance personnel. Because pulping, recovery and boiler operations involve high heat, asbestos was used extensively to insulate pipes and vessels. Stainless steel is often used in vessels and pipes throughout pulping, recovery and bleaching operations, and to some extent in papermaking. Welding this metal is known to generate chromium and nickel fumes. During maintenance shut-downs, chromium-based sprays may be applied to protect the floor and walls of recovery boilers from corrosion during start-up operations. Process quality measurements in the production line are often made using infrared and radio-isotope gauges. Although the gauges are usually well shielded, instrument mechanics who service them may be exposed to radiation.
Some special exposures may also occur among employees in other mill-support operations. Power boiler workers handle bark, waste wood and sludge from the effluent treatment system. In older mills, workers remove ash from the bottom of the boilers and then reseal the boilers by applying a mixture of asbestos and cement around the boiler grate. In modern power boilers, this process is automated. When material is fed into the boiler at too high a moisture level, workers may be exposed to blow-backs of incomplete combustion products. Workers responsible for water treatment may be exposed to chemicals such as chlorine, hydrazine and various resins. Because of the reactivity of ClO2, the ClO2 generator is usually located in a restricted area and the operator is stationed in a remote control room with excursions to collect samples and service the saltcake filter. Sodium chlorate (a strong oxidizer) used to generate ClO2 can become dangerously flammable if it is allowed to spill on any organic or combustible material and then dry. All spills should be wetted down before any maintenance work may proceed, and all equipment should be thoroughly cleaned afterward. Wet clothing should be kept wet and separate from street clothing, until washed.
More...
Manual Operations in Farming
Agricultural methods and practices vary across national boundaries:
- industrial agriculture—industrialized countries of the West (temperate climate) and specialized sectors of the tropical countries
- green revolution agriculture—well endowed areas in the tropics, primarily irrigated plains and deltas of Asia, Latin America and North Africa
- resource-poor agriculture—hinterlands, dry lands, forests, mountains and hills, near deserts and swamps. About 1 billion people in Asia, 300 million in sub-Saharan Africa and 100 million in Latin America are dependent on this form of agriculture. Women comprise a large proportion of subsistence farmers—nearly 80% of the food for sub-Saharan Africa, 50 to 60% of Asia’s food, 46% of the Caribbean’s food, 31% of North Africa and the Middle East’s food and 30% of Latin America’s food is produced by women (Dankelman and Davidson 1988).
With distinct agro-climatic features, the farm crops are grouped as follows:
- Field crops (cereals, oilseeds, fibre, sugar and fodder crops) are rain-fed or cultivated through controlled irrigation.
- Upland and semi-upland cultivation (wheat, groundnuts, cotton and so on) are practised where irrigation or rain water is not abundantly available.
- Wetland cultivation (rice crops) is practised where the land is ploughed and puddled with 5 to 6 cm of standing water and seedlings are transplanted.
- Horticulture crops are fruit, vegetable and flower crops.
- Plantation or perennial crops include coconut, rubber, coffee, tea and so on.
- Pastures are anything nature grows without human intervention.
Farming Operations, Hand Tools and Machinery
Farming in the tropical countries is labour intensive. The ratio of rural population to arable land in Asia is twice as great as in Africa and three times that of Latin America. It is estimated that human effort provides more than 70% of the energy required for crop production tasks (FAO 1987). Improvement in the existing tools, equipment and methods of work has significant effects in minimizing human strain and fatigue and increasing farm productivity. For field crops, farm activities may be categorized based on the physiological demand of work with reference to an individual’s maximal working capacity (see table 1).
Table 1. Categorization of farm activities
|
Work severity |
Farm operations |
|||
|
Seed bed preparation |
Sowing |
Weeding and intercultivation |
Harvesting |
|
|
Light work |
Laddering (two workers) |
Broadcasting seeds/fertilizer, scaring birds, ridging |
Fertilizer broadcasting |
Grain cleaning, grading, spreading vegetables (squatting), pounding grain (helper), winnowing (sitting) |
|
Moderately heavy work |
Walking behind animal-drawn implement, levelling soil surface with wooden rake, laddering (one worker), digging soil with spade, bush cutting |
Manual uprooting of seedlings (squatting and bent posture), transplanting seedlings (bent posture), walking on a puddled field |
Manual weeding with sickle and hand hoe (squatting and bent posture), channel irrigation, knapsack spraying of pesticides, weeder operation in wet and dry soil |
Cutting crops, harvesting paddy, wheat (squatting and bent posture), plucking vegetables, manual winnowing (sitting and standing), cutting sugarcane, pedal-thresher helper, carrying load (20-35 kg) |
|
Heavy work |
Ploughing, water lifting (swing busket), hoeing dry soil, bund trimming wet soil, spade work, disc harrowing |
Weeder operation in dry soil |
Grain threshing by beating, pounding grain |
|
|
Extremely heavy work |
Bund trimming dry soil |
Germinating seeder operation in puddled field |
Pedal threshing, carrying load on head or yoke (60-80 kg) |
|
Source: Based on data from Nag, Sebastian and Marlankar 1980; Nag and Chatterjee 1981.
Seed-bed preparation
A suitable seed-bed is one that is mellow yet compact and free from vegetation that would interfere with seeding. Seed-bed preparation involves use of different types of hand tools, shallow chisel desi or a mould board plough pulled by draft animals (figure 1) or tractor implements for ploughing, harrowing and so on. About 0.4 hectare (ha) of land can be tilled by a bullock-drawn plough in a day, and a pair of bullocks can provide power to the extent of 1 horsepower (hp).
Figure 1. Bullock-drawn shallow chisel desi plough
In using animal-drawn equipment, the worker acts as a controller of animals and guides the implement with a handle. In most cases, the operator walks behind the implement or sits on the equipment (e.g., disc harrows and puddlers). The operation of animal-drawn implements involves considerable human energy expenditure. For a 15 cm plough, a person may walk about 67 km to cover a 1-hectare area. At a walking speed of 1.5 km/h, the human energy expenditure amounts to 21 kJ/min (about 5.6 × 104 kJ per ha). A handle on implements that is too long or too short results in physical discomfort. Gite (1991) and Gite and Yadav (1990) suggested that the optimum handle height of an implement may be adjusted between 64 and 84 cm (1.0 to 1.2 times the metacarpal III height of the operator).
Hand tools (spade, shovel, hoe and so on) are used for digging and loosening the soil. To minimize drudgery in shovelling work, Freivalds (1984) deduced the optimum rate of work (i.e., shovelling rate) (18 to 21 scoops/minute), shovel load (5 to 7 kg for 15 to 20 scoops/minute, and 8 kg for 6 to 8 scoops/minute), throw distance (1.2 m) and throw height (1 to 1.3 m). Recommendations also include a shovel lift angle of about 32°, a long tool handle, a large, square-pointed blade for shovelling, a round-pointed blade for digging and hollow back construction to reduce shovel weight.
Nag and Pradhan (1992) suggested low-lift and high-lift hoeing tasks (see figure 2), based on physiological and biomechanical studies. As a general guide, the method of work and the hoe design are the deciding factors in performance efficiency of hoeing tasks (Pradhan et al. 1986). The mode of striking the blade to the ground determines the angle at which it penetrates the soil. For low-lift work, the work output was optimized at 53 strokes/ minute, with a land area dug of 1.34 m2/minute, and a work-rest ratio of 10:7. For high-lift work, the optimal conditions were 21 strokes per minute and 0.33 m2/minute of land dug. The shape of the blade—rectangular, trapezoidal, triangular or circular—depends upon the purpose and preference of the local users. For different modes of hoeing, the recommended design dimensions are: weight 2 kg, angle between blade and handle 65 to 70° , handle length 70 to 75 cm, blade length 25 to 30 cm, blade width 22 to 24 cm and handle diameter 3 to 4 cm.
Figure 2. Hoeing tasks in bund trimming in paddy field

Pranab Kumar Nag
Sowing/planting and fertilizer application
The sowing of seeds and planting of seedlings involve the use of planters, seeders, drills and the manual broadcasting of seeds. About 8% of total person-hours are required for broadcasting of seeds and uprooting and transplanting of seedlings.
- In the broadcasting of seeds/fertilizer by hand, manually operated broadcasters allow uniform distribution with minimum drudgery.
- Seeding behind a plough consists of sowing of seeds in a furrow opened by a wooden plough.
- In drilling, seeds are placed in the soil by a seed drill or seed-cum-fertilizer drill. The push/pull force required for a worker to operate the drill (manual or animal-drawn units mounted on wheels) is an important design consideration.
- Dibbling is the placing of seeds by hand or with a small implement (a dibbler), at an average spacing of 15 x 15 cm or 25 x 25 cm. Abrasion of fingers and bodily discomfort due to bent and squat postures are common complaints.
- In planting, sugar cane sets are planted at 30 cm length in a furrow; potato seed tubers are planted flat and ridges are made.
- About 1/3 of the world’s rice is grown by the transplanting system. This is also done for tobacco and some vegetable crops. Usually, germinating seeds are broadcasted densely on a puddled field. The seedlings are uprooted and transplanted to a puddled field by hand or with manual or power-operated transplanters. The operator of a manually operated transplanter walks behind the unit to operate the handle mechanism to pick and transplant the seedlings.
For manual transplanting, the workers are required to be immersed knee deep in mud. The squatting posture used for planting on dry land, with one or two legs flexed at the knee, cannot be adopted in a watered field. About 85 person-hours are required to transplant seedlings for each hectare of land. The awkward posture and static load exert strain on the cardiovascular system and cause low-back pain (Nag and Dutt 1980). Manually operated seeders produce higher work output (i.e., a seeder is about eight times more efficient than transplanting by hand). However, maintaining the balance of the machine (see figure 3) in a puddled field requires about 2.5 times more energy than manual transplanting.
Figure 3. Operating an improved germinated seeder

Paranab Kumar Nag
Plant protection
Fertilizer, pesticide, herbicide and other chemical applicators are operated by pressure through nozzles or by centrifugal force. Large-scale spraying is based on the hydraulic nozzle spray atomizer, either manually operated or using tractor-mounted equipment. Knapsack sprayers are scaled-down models of vehicle-mounted sprayers (Bull 1982).
- A compression knapsack sprayer consists of a tank, a pump and a rod with nozzle and hose.
- A lever-operated knapsack sprayer (10 to 20 l) has an operating lever.
- A power knapsack sprayer consists of a chemical tank of about 10-litre capacity and an air-cooled engine of 1 to 3 hp. The sprayer and engine unit is mounted on a frame and carried on the operator’s back.
- A hand-operated bucket sprayer and foot-operated sprayer require two persons for operating the pump and spraying. A rocking sprayer is operated by the rocking (forward and backward) movement of the handle lever.
When carried on the shoulder for prolonged periods, the vibrations of knapsack sprayers/chemical applicators have detrimental effects on the human body. Spraying using a knapsack sprayer results in potential skin exposure (the legs experience 61% of the total contamination, the hands 33%, the torso 3%, the head 2%, and the arms 1%) (Bonsall 1985). Personal protective clothing (including gloves and boots) can reduce the dermal contamination of pesticides (Forget 1991, 1992). The work is quite strenuous, due to carrying of the load on the back as well as continuous operation of the sprayer handle (20 to 30 strokes/minute); in addition, there is the thermoregulatory load due to protective garments. The weight and height of the sprayer, shape of sprayer tank, mounting system and force required to operate the pump are important ergonomic aspects.
Irrigation
Irrigation is a prerequisite for intensive cropping in arid and semi-arid regions. Since time immemorial, various indigenous devices have been used for lifting water. Lifting water by different manual methods is physically strenuous. In spite of the availability of water pump sets (electrical or engine powered), manually operated devices are widely used (e.g., swing baskets, counterpoise water lifts, water wheels, chain and washer pumps, reciprocating pumps).
- A swing basket is used for lifting water from an irrigation channel (see figure 4). The capacity of the basket is about 4 to 6 l and the frequency of operation is about 15 to 20 swings/minute. Two operators work at right angles to the direction of basket motion. The work demands heavy physical activity, with adoption of awkward body movements and posture.
- A counterpoise water lift consists of a container attached to the end of a horizontal lever which is supported on a vertical pole. The worker exerts force on the counterweight to operate the device.
- Reciprocating pumps (piston-cylinder type hand pumps) are operated either by hand in reciprocating mode or by pedalling in rotary mode.
Figure 4. Lifting water from irrigation channel using a swing basket

Pranab Kumar Nag
Weeding and intercultivation
Undesirable plants and weeds cause losses by impairing crop yields and quality, harbouring plant pests and increasing irrigation cost. Reduction in yield varies from 10 to 60% depending upon the thickness of growth and the kind of weeds. About 15% of human labour is spent in removing weeds during the cultivating season. Women typically comprise a large portion of the workforce engaged in weeding. In a typical situation, a worker spends about 190 to 220 hours weeding one hectare of land by hand or hand hoe. Spades are also used for weeding and intercultivation.
Of several methods (e.g., mechanical, chemical, biological, cultural), mechanical weeding, either by pulling out the weeds by hand or with hand tools like the hand hoe and simple weeders, is useful in both dry and wet land (Nag and Dutt 1979; Gite and Yadav 1990). In dry land, the workers squat on the ground with one or two legs flexed at the knee and remove weeds using a sickle or hand hoe. In watered land, the workers adopt a bent forward stooping posture to remove weeds manually or with the help of weeders.
The physiological demand in using weeders (e.g., blade and rake, projection finger, double sweep type weeders) is relatively higher than in manual weeding. However, the efficiency of work in terms of area covered is significantly better with the weeders than with manual weeding. The energy demand in manual weeding jobs is only about 27% of one’s working capacity, whereas for different weeders, the energy demand goes up to 56%. However, the strain is relatively less in the case of wheel hoe-type weeders, with which it takes about 110 to 140 person-hours to cover one hectare. A wheel hoe-type weeder (push/pull) consists of one or two wheels, a blade, a frame and a handle. A force (push or pull) of about 5 to 20 kilograms of force (1 kgf = 9.81 Newtons) is required, with a frequency of about 20 to 40 strokes per minute. The technical specifications of the wheel hoe-type weeders, however, need to be standardized for better operation.
Harvesting
In rice and wheat crops, harvesting requires 8 to 10% of the total person-hours used in crop production. Despite rapid mechanization in harvesting, large-scale dependence on manual methods (see figure 5) will continue for years to come. Hand tools (sickle, scythe and so on) are used in manual harvesting. The scythe is commonly used in some parts of the world, because of its large area of coverage. However, it requires more energy than harvesting with a sickle.
Figure 5. Harvesting wheat crop using a sickle

Pranab Kumar Nag
The popularity of the sickle is due to its simplicity in construction and operation. A sickle is a curved blade, with a smooth or serrated edge, attached to a wooden handle. Sickle design varies from region to region, and there is a difference in cardiorespiratory load with different types of sickles. The output varies from 110 to 165 m2/hour, values corresponding to 90 and 60 person-hours per hectare of land. Awkward work postures may lead to long-term clinical complications relating to the back and to the joints of the limbs. Harvesting in a bent posture has the advantage of mobility on both dry and wet land, and it is about 16% faster than squatting; however, a bent posture is 18% more energy demanding than squatting (Nag et al. 1988).
Harvesting accidents, lacerations and incised wounds are common in paddy, wheat and cane sugar fields. The hand tools are primarily designed for right-handed persons, but are often used by left-handed users, who are unaware of the possible safety implications. The important factors in a sickle design are the blade geometry, blade serration, handle shape and size. Based on an ergonomics study, suggested design dimensions of a sickle are: weight, 200 g; total length, 33 cm; handle length, 11 cm; handle diameter, 3 cm; radius of blade curvature, 15 cm; blade concavity, 5 cm. For a serrated sickle: tooth pitch, 0.2 cm; tooth angle, 60°; and ratio of the length of cutting surface to chord length, 1.2. Since the workers perform activities under extreme climatic conditions, health and safety issues are critically important in tropical farming. The cardiorespiratory strain accumulates over long hours of work. Extreme climatic conditions and heat disorders place added stress on the worker and diminish working capacity.
Harvesting machines include mowers, choppers, balers and so on. Power-operated or animal-drawn reapers are also used for harvesting field crops. Combine harvesters (self-propelled or tractor operated) are useful where intensive cultivation is practised and the labour shortage is acute.
Harvesting of sorghum is done by cutting the ear-head and then cutting the plant, or vice versa. The cotton crop is collected in 3 to 5 pickings by hand as the ball matures. Harvesting of potatoes and sugar beets is done manually (see figure 6) or by using a blade harrow or digger, which may be animal or tractor powered. In the case of groundnuts, the vines are either pulled manually or removed using diggers, and the pods separated.
Figure 6. Manual harvesting of potatoes with a hand hoe

Threshing
Threshing includes separation of grains from the earheads. Age-old manual methods of threshing of grain from the paddy pinnacle are: rubbing the earheads with one’s feet, beating of the harvested crop on a plank, animal treading and so on. Threshing is classified as a moderately heavy task (Nag and Dutt 1980). In manual threshing by beating, (see figure 7) one separates about 1.6 to 1.8 kg of grain and 1.8 to 2.1 kg of straw per minute from medium sized paddy/wheat plants.
Figure 7. Threshing paddy pinnacle by beating

Pranab Kumar Nag
Mechanical threshers carry out threshing and winnowing operations simultaneously. The pedal thresher (oscillating or rotary mode) increases the output to 2.3 to 2.6 kg of grain (paddy/wheat) and 3.1 to 3.6 kg of straw per min. Pedal threshing (see figure 8) is a more strenuous activity than manual threshing by beating. The pedalling and holding of paddy plants on the rolling drum result in high muscular strains. Ergonomic improvements in the pedal thresher may allow a rhythmic pattern of leg work in alternate sitting and standing postures and minimize postural strains. The optimal momentum of the thresher may be reached at about 8 kg weight of the rolling drum.
Figure 8. A pedal thresher in operation
Pranab Krumar Nag
Power threshers are gradually being introduced in green revolution areas. Essentially they consist of a prime mover, a threshing unit, a winnowing unit, a feeding unit and a outlet for clean grain. Self-propelled combines are a combination of a harvester and a thresher unit for grain crops.
Fatal accidents have been reported in grain threshing using power threshers and fodder cutters. The incidence of moderate to severe thresher injuries was 13.1 per thousand threshers (Mohan and Patel 1992). Hands and feet can be injured by the rotor. The position of the feeding chute can result in awkward postures when feeding the crop into the thresher. The belt powering the thresher is also a common cause of injuries. With fodder cutters, the operators can sustain injury while feeding the fodder into the moving blades. Children sustain injury when playing with the machines.
The workers often stand on unstable platforms. In the event of a jerk or loss of balance, the torso weight pushes the hands into the threshing drum/fodder cutter. The thresher must be designed so that the feeding chute is at elbow level and the operators stand on a stable platform. The design of the fodder cutter may be improved for safety as follows (Mohan and Patel 1992):
- a warning roller placed on the chute before the feed rollers
- a locking pin to fix the flywheel when the cutter is not in use
- gear cover and blade guards to push limbs away and prevent clothes from getting entangled.
For threshing groundnuts, the traditional practice is to hold the plants by one hand and strike them against a rod or grill. For threshing maize, tubular maize shellers are used. The worker holds the equipment in his or her palm and inserts and rotates cobs through the equipment to separate the maize grains from the cobs. Output with this equipment is about 25 kg/hour. Hand-operated rotary type maize shellers have higher work output, about 50 to 120 kg/hour. The length of the handle, the force required to operate it and the speed of operation are the important considerations in hand-operated rotary maize shellers.
Winnowing
Winnowing is a process to separate grains from chaff by blowing air, using a hand fan or a pedal- or motor-driven fan. In manual methods (see figure 9), the whole content is thrown up in the air, and the grain and chaff get separated out by differential momentum. A mechanical winnower may, with considerable human exertion, be hand or pedal operated.
Figure 9. Manual winnowing

Pranab Kumar Nag
Other post-harvest operations include cleaning and grading of grains, shelling, decortication, hulling, peeling, slicing, fibre extraction and so on. Different types of manually operated equipment are used in post-harvest operations (e.g., potato peelers and slicers, coconut dehuskers). Decortication involves breaking of shells and removal of seeds (e.g., groundnuts, castor beans). A groundnut decorticator separates kernels from pods. Manual decortication has a very low output (about 2 kg of pod shelling per person-hour). Workers complain of bodily discomfort due to the continuous sitting or squatting posture. Oscillating or rotary-mode decorticators have an output of about 40 to 60 kg of pods per hour. Shelling and hulling refer to separation of seed coat or husk from the inner portion of the grain (e.g., paddy, soybean). Traditional rice hullers are manually (hand or foot) operated and are widely used in rural Asia. The maximum force which can be exerted by hand or foot determines the size and other characteristics of the device. Nowadays, motorized rice mills are used for hulling. In some grains, such as pigeonpea, the seed coat or husk is tightly attached. Removal of the husk in such cases is called dehusking.
For different hand tools and manually operated implements, the grip size and the force exerted on the handles are important considerations. In the case of shears, the force which can be applied by two hands is important. Although most injuries related to hand tools are classified as minor, their consequences are often painful and disabling because of delayed treatment. Design changes in hand tools should be limited to those that can be easily fabricated by village artisans. Safety aspects need to be given due consideration in powered equipment. Safety shoes and gloves available at present are far too expensive and are not suitable for farmers in the tropics.
Manual material-handling tasks
Most agricultural activities involve manual material-handling tasks (e.g., lifting, lowering, pulling, pushing and carrying of heavy loads), resulting in musculoskeletal strains, falls, spinal injuries and so on. The fall injury rate increases dramatically when the fall height is more than 2 m; impact forces are reduced manyfold if the victim falls on soft earth, hay or sand.
In rural areas, loads weighing 50 to 100 kg might be carried several miles on a daily basis (Sen and Nag 1975). In some countries, women and children have to fetch water in large quantities from a distance. These arduous tasks need to be minimized to the extent possible. Different methods of water carriage involve carrying on the head, on the hip, on the back and on the shoulder. These have been associated with a variety of biomechanical effects and spinal disorders (Dufaut 1988). Attempts have been made to improve shoulder load-carrying techniques, designs of wheelbarrows and so on. Load transportation using transverse yoke and head load are more efficient than the frontal yoke. The load optimization that can be carried by men may be obtained from the nomogram shown (figure 10). The nomogram is based on a multiple regression drawn between oxygen demand (the independent variable) and load carried and walking speed (the dependent variables). One may put a scale on the graph across the variables to identify the result. Two variables must be known to find the third. For example, with an oxygen demand of 1.4 l/min (approximate equivalent of 50% of one’s maximum working capacity) and walking speed of 30 m/min, the optimum load would be about 65 kg.
Figure 10. A nomogram to optimize load to be carried on head/yoke, with reference to walking speed and oxygen demand of work.
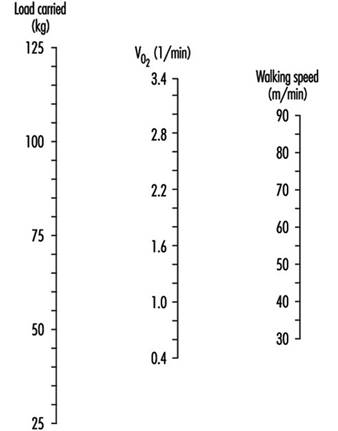
In view of the diversity of farm activities, certain organizational measures towards redesigning of tools and machinery, methods of work, installation of safety guards on machinery, optimization of human exposure to adverse work environment and so on may significantly improve conditions of work for farming populations (Christiani 1990). Extensive ergonomic research on farm methods and practices, tools and equipment may generate a great deal of knowledge for the betterment of health, safety and productivity of billions of agricultural workers. This being the world’s largest industry, the primitive image of the sector, particularly the resource-poor tropical agriculture, could be transformed as task-oriented. Thus rural workers can undergo systematic training on the hazards of jobs, and safe operational procedures can be developed.
Mechanization
The mechanization of agricultural work and work processes has relieved many workers throughout the world of onerous, back-breaking, monotonous labour. At the same time, the speed and power associated with mechanization contributes greatly toward serious traumatic injury. Throughout the world, countries that practise mechanized agriculture list tractors and field and farmstead machinery as leading agents of fatal and disabling injury in agricultural work. Power tools also contribute to the injury toll, though these injuries are usually less severe. Some machinery also presents environmental hazards such as noise and vibration.
Tractor hazards
Farm tractors have many characteristics that result in their being the most important piece of power equipment on the farm. Most tractors have rubber tyres, hydraulic systems, and power take-off (PTO), and utilize a combination of engine speeds and gear ratios. These characteristics combine to provide tractors with speed, power, flexibility and adaptability. The most serious hazards associated with tractor operation include overturns, runovers and PTO entanglement. Tractor overturns fatally injure far more victims than any other type of incident. Table 1 provides a listing of tractor hazards and how injuries occur.
Table 1. Common tractor hazards and how they occur
|
Hazard |
Type of incident |
How injury occurs |
|
Overturns |
Side rollovers |
Operating on slopes, turning corners too fast, rear wheel drops into a hole or off-road surface. |
|
Rear rollovers |
Hitching to a point other than the drawbar, rear wheels are stuck in mudhole or are frozen to the ground. |
|
|
Runovers |
Passenger (extra rider) falls off |
Most tractors are designed only for one operator; therefore, there is no safe location for an extra person on a tractor. |
|
Operator falls off |
Knocked off by low-hanging tree limb, bounced out of seat by traversing rough ground. |
|
|
Operator is run over while standing on the ground |
Jump starting tractor with tractor inadvertently in gear. Tractor rolls while mounting/dismounting. Tractor rolls during hitching/unhitching of equipment. |
|
|
Bystander or on-ground helper is run over |
Bystander incidents often involve small children the operator does not see. On-ground helper incidents are similar to operator-on-the-ground incidents. |
|
|
Power take-off (PTO) |
Entanglement with PTO stub shaft |
Master shield is missing and PTO is left engaged while tractor is running. Operator may be mounting/dismounting from rear of tractor. |
|
Slips and falls |
Mounting/dismounting from tractor |
Wet and/or muddy feet, first/last step is high off the ground, difficult to reach handholds, hurrying, facing wrong way when dismounting. |
|
Noise-induced hearing loss |
Operating tractor |
The tractor muffler may be missing, damaged, or is a non-recommended replacement; tractor engine is not maintained properly; metal weather cab redirects sound back to the operator. Damaging noise level may come from a combination of tractor and attached machine. (Older tractors generally produce louder sounds than newer tractors.) |
Overturns
The central concept in tractor stability/instability is centre of gravity (CG). A tractor’s CG is the point on the tractor where all parts balance one another. For example, when a two-wheel-drive tractor is sitting with all wheels on level ground, the CG is typically about 25.4 cm above and 0.6 m in front of the rear axle and in the centre of the tractor body. For four-wheel-drive and centre-articulated tractors, the CG is located slightly more forward. For a tractor to stay upright, its CG must stay within the tractor’s stability baseline. Stability baselines are essentially imaginary lines drawn between points where tractor tires contact the ground (see figure 1). A tractor’s CG as such does not move, but its relationship with stability baselines may change. This most often occurs as the tractor moves out of a perfectly level position, such as onto a slope. A changing relationship between CG and stability baseline means the tractor is moving toward an unstable position. If the CG-stability baseline relationship changes significantly (e.g., the tractor CG moves beyond the stability baseline), the tractor rolls over. If equipment such as a front-end loader, a round bale lifting fork or a chemical side-saddle tank is mounted on the tractor, the additional weight shifts the CG toward that piece of equipment. As mounted equipment is raised, the CG is raised.
Figure 1. The stability baseline of a tricycle tractor and a wide front-end tractor, respectively
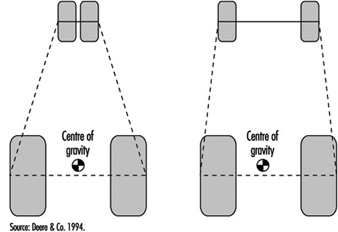
Other factors important to tractor stability/instability include centrifugal force (CF), rear-axle torque (RAT) and drawbar leverage (DBL). Each of these factors works through the CG. Centrifugal force is the outward force nature exerts on objects that move in a circular fashion. Centrifugal force increases both as the turning angle of the tractor becomes sharper (decreases) and as the speed of the tractor increases during a turn. The CF increase is directly proportional to the turning angle of the tractor. For every degree the tractor is turned tighter, there is an equal amount of increased CF. The relationship between CF and tractor speed, however, is not directly proportional. Finding the increase in CF from turning a tractor at a higher speed (assuming the turning radius stays the same) calls for squaring the difference between the two tractor speeds.
RAT involves energy transfer between the tractor engine and the rear axle of a two-wheel-drive tractor. Engaging the clutch results in a twisting force, called torque, to the rear axle. This torque is then transferred to the tractor tyres. Under normal circumstances, the rear axle (and tyres) should rotate, and the tractor will move ahead. In lay terms, the rear axle is said to be rotating about the tractor chassis. If the rear axle should be unable to rotate, the tractor chassis rotates about the axle. This reverse rotation results in the front end of the tractor lifting off the ground until the tractor’s CG passes the rear stability baseline. At this point the tractor will continue rearward from its own weight until it crashes into the ground or another obstacle.
DBL is another principle of stability/instability related to rear overturns. When a two-wheel-drive tractor is pulling a load, its rear tyres push against the ground. Simultaneously, the load attached to the tractor is pulling back and down against the forward movement of the tractor. The load is pulling down because it is resting on the earth’s surface. This backward and downward pull results in the rear tyres becoming a pivot point, with the load acting as a force trying to tip the tractor rearward. An “angle of pull” is created between the ground’s surface and the point of attachment on the tractor. The heavier the load, and the higher the angle of pull, the more leverage the load has to tip the tractor rearward.
Runovers
There are three basic types of tractor runover incidents. One is when a passenger (extra rider) on the tractor falls off the tractor. A second is when the tractor operator falls off the tractor. The third type occurs when a person already on the ground is run over by the tractor. The person already on the ground may be a bystander (e.g., a non-working adult or a small child), a co-worker or the tractor operator. The tractor runover event often involves trailing machinery hitched to the tractor; it may be the trailing machinery that inflicts the injury. Extra rider injury incidents occur because there is no safe location for an extra person on a tractor, yet the practice of taking extra riders is common, as a means of saving time, for convenience, work assistance or baby-sitting. Whether an extra rider can be justified for any reason is strictly in the eye of the beholder. Safety experts and tractor manufacturers strongly recommend against an operator carrying an extra rider for any reason. This advice, however, conflicts with several factors that farmers must face daily. For instance, it is human nature to want to complete work tasks as easily and quickly as possible; different transportation may call for added expenditure of a meagre money supply; other baby-sitting options simply may not exist; and new tractor drivers must be taught how to operate tractors.
Persons already on the ground, usually tractor operators or children, are occasionally run over by tractors and their attached equipment. Tractor operators sometimes try to start their tractor from the ground, instead of from the operator’s seat. Most of these incidents occur with older tractors that will start with the tractor in gear, or on newer tractors where the starting interlocks built into the tractor have been by-passed. Small children, usually under the age of five, are sometimes run over by tractors and machinery that is moved around the farmstead. Often, the tractor operator is unaware that the child is even near the equipment. A loud noise, such as the start-up of a tractor, is often attractive to young children and may draw them near. And the practice of allowing extra riders may bring them running to the tractor.
Tractor safety rules include:
- The most important safety device for a tractor is a rollover protective structure (ROPS). This device, along with a properly buckled seat-belt, prevents an operator from being crushed by the tractor during a rollover.
- A ROPS enclosed cab provides even more protection, as cabs also provide protection from adverse weather elements and from falling off the tractor.
- A master shield over the PTO stub shaft protects against PTO entanglement.
- The one seat–one rider rule and other safe operating practices must be followed.
- Operator manuals must be read to learn how to safely operate the machine.
- Workers must be physically, psychologically and physiologically capable of operating a given machine.
Machinery Hazards
There are a multitude of machines used in mechanized agriculture. These machines are powered in many different ways including PTO shafts, hydraulic oil pressure, electrical power, engine power and ground traction. Many machines have several types of hazards. Table 2 gives machine hazards, descriptions of the hazards and examples of where the hazards occur on various machines.
Table 2. Common machinery hazards and where they occur
|
Hazards |
Sources |
Locations |
|
Pinch points |
Two machine parts moving together with at least one of them moving in a circle |
Where drive belts contact pulley wheels, drive chains contact gear sprockets, feed rolls mesh together |
|
Wrap points |
An exposed/unguarded rotating machine component |
Power take-off (PTO) drive shafts, beater bars on self-unloading ensilage wagons, blades of some manure spreaders |
|
Shear/cutting points |
The edges of two moving parts move across one another, or a single edge moves against a stationary edge or soft material |
Mowers and forage harvesters, small-grain combine heads, bedding choppers, grain augers |
|
Crush points |
Two moving objects moving toward each other, or one moving object moves toward a stationary object |
The front and rear tires/sections of articulating tractors, hitching machinery, a hand caught under a piece of hydraulically-controlled equipment |
|
Free-wheeling parts |
Machine parts that continue to move after power to the part has stopped, usually from the continuing rotation of knife or fan blades |
Forage harvesters, feed grinders, rotary mowers, ensilage blowers |
|
Thrown objects |
The chopping, grinding, cutting, and flinging motions of machines. Small objects such as rocks, metal, glass, sticks, and vegetation may be picked up and thrown with great force |
Rotary mowers, feed grinders, combines with straw choppers, and manure spreaders |
|
Stored energy |
Energy that is confined and released unintentionally or unexpectedly |
Machine springs, hydraulic systems, compressed air, electrical systems |
|
Burn points |
Skin burns from contacting hot parts of machines |
Hot mufflers, engine blocks, pipes, fluids (fuel, oils, chemicals) |
|
Pull-in points |
Occurs at the point where the machine takes the crop material in for further processing |
Corn pickers and combines, forage choppers, and hay balers |
|
Noise-induced hearing loss |
Operating machinery |
Tractors, field machinery, grain augers, dryers, silo blowers, bedding choppers, feed grinders. Damaging noise level may come from a combination of one or more machines. Older machines generally produce louder sounds than newer machines. |
Machinery power and speed
Though workers may understand that machinery is powerful and operates at very high speeds, most workers have not stopped to consider just how powerful machines are in comparison to their own power, nor do they fully comprehend how fast machines are. Machinery power varies considerably, but even small machines generate many times more horsepower than any person. A quick, pull-away action of a human arm normally generates less than 1 horsepower (hp), sometimes much less. A small 16-hp machine, such as a walk-behind mower, may have 20 to 40 times more power pulling a person into the machine than that person can generate pulling away. A medium-sized machine operated at 40 to 60 hp will have hundreds of times more power than a person.
This power and speed combination presents many potentially hazardous situations to workers. For example, the tractor’s PTO stub shaft transfers power between the tractor and PTO-powered machinery. Power transfer is accomplished by connecting a drive shaft from the machinery to the tractor’s PTO stub. The PTO stub and drive shaft rotate at 540 rpm (9 times/second) or 1,000 rpm (16.7 times/second) when operating at full recommended speed. Most incidents involving PTOs stem from clothing suddenly caught by an engaged but unguarded PTO stub or driveline. Even with a relatively quick reaction of 1 second (i.e., the worker tries to pull away from the shaft) and a shaft with a diameter of 76 mm operating only at half speed (e.g., at 270 rpm (one-half of 540), the victim’s clothing has already wrapped 1.1 m around the shaft. A faster-operating PTO and/or a slower reaction provides even less of an opportunity for the worker to avoid entanglement with the shaft.
When a machine is running at full recommended PTO speed, crop material moves into the machine intake or processing area at approximately 3.7 m/s. If a worker is holding onto crop material as it begins entry into the machine, he or she is usually unable to let go quickly enough to release the material before being pulled into the machine. In 0.3 second, the worker will be pulled 1.1 m into the machine. This situation most often happens when crop material plugs the intake point of the machine and the worker attempts to unplug it with the PTO engaged.
Machinery safety
Machinery safety is largely a matter of keeping the guards and shields that came with the original in place and properly maintained. Warning decals should be used as a reminder to keep guards and shields in place. If guards or shields must be removed for maintenance, service or adjustment, they must be replaced immediately upon completion of the repair. Safe operating practices must be followed. For example, the tractor must be shut off and the PTO or block hydraulic systems disengaged before unplugging or servicing equipment. Operator manuals must be read and their safety instructions followed. Workers must be properly trained.
Case Study: Agricultural Machinery
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
Agricultural machinery is designed to till the soil and render it more suitable for crop growth, to sow seeds, to apply agricultural chemicals for improved plant growth and control of pests and diseases, and to harvest and store the mature crops. There is an extremely wide variety of agricultural machines, but all are essentially a combination of gears, shafts, chains, belts, knives, shakers and so on, assembled to perform a certain task. These parts are usually suspended in a frame which may be either stationary or, as is more often the case, mobile and designed to perform the desired operation while moving across a field. The major groups of agricultural machines are: soil tillage machines; planting machines; cultivating machines; forage harvesting machines; grain, fibre, vegetable, and fruit and nut harvesting machines; agricultural chemical applicators; transport and elevating machines; and sorting and packaging machines.
Soil tillage machines. These include ploughs, tillers, subsoilers, harrows, rollers, levellers, graders and so on. They are designed to turn, agitate, level and compact the soil to prepare it for planting. They may be small in size and require only a small power source (as in the case of a one-person roto-tiller for tilling a rice paddy), or they may be large and require a considerable power source (as in the case of a combined subsoiler, drill and harrow).
Planting machines. These include planters, drills, broadcast seeders and so on and are designed to take seeds from a hopper or bin and insert them in the soil at a predetermined depth and spacing or spread them uniformly over the ground. Planters may be of simple design and comprise a single-row seeding mechanism, or they may be highly complex (as is the case with the multi-row planter with attachments that simultaneously add fertilizer, pesticides and herbicides).
Cultivating machines. These include rotary hoes, cultivators, weeders (mechanical and flame) and so on. They are used to eradicate undesirable weeds or grasses which compete with the plant for soil moisture and make the harvest of the crop more difficult. They also improve the soil tillage so as to make it more absorptive of rain.
Forage harvesting machines. These include mowers, choppers, balers and so on and are designed to sever the stems of roughage crops from their roots and prepare them for storage or immediate use. The machines also vary in their complexity: the simple mower merely cuts the crop, whereas the chopper will not only separate the stalk from the root but will also chop the entire plant into small pieces and load it into a vehicle, which may be a towed wagon. Crimpers, which crush or break the stems of plants, are often used to expedite the field-drying process of fodder crops to prevent spoilage, especially of legumes that will be placed in dry storage or baled. Pelleting machines are used to compress fodder crops into compact cubes for mechanical feeding of livestock. Balers are used to compress fodder into square or round bales to facilitate storage and handling. Some bales are small enough (20 to 40 kg) to handle manually, while others may be so large (400 to 500 kg) as to require mechanical handling systems.
Grain and fibre harvesting machines. These include reapers, binders, corn pickers, combines, threshers and so on. They are used to remove the ripe grain or fibre from the plant and place it in a bin or bag for transport to the storage area. Grain harvesting may involve the use of a number of machines, such as a reaper or binder to cut the standing grain, a wagon or truck to transport the crop to the threshing or separating machines and vehicles to transport the grain to a storage area. In other cases many of these functions may be performed by a single machine, the combine harvester (figure 1), which cuts the standing grain, separates it from the stalk, cleans it and collects it in a bin, all while moving through the field. Such machines will also load the grain into transport vehicles. Some machines such as cotton pickers and corn pickers may operate selectively and remove only the grain or fibre boll from the stem or stalk.
Figure 1. Combine for harvesting wheat without an enclosed cabin.

Vegetable harvesting machines. These include diggers and lifters, and are designed either to dig the crops from the earth and separate them from the soil or to lift or pull the plant free. The potato digger, for example, may form part of a potato combine comprising a sorting, grading device, polisher, bagger and elevator. At the other extreme is the simple two-wheeled, bladed sugar-beet lifter which is followed by hand labourers.
Fruit and nut harvesting machines. These machines are used to harvest berries, fruit and nuts. They may be as simple as a tractor-mounted, vibrating tree shaker which separates the ripe fruit from the tree. Or they may be as complex as the ones which harvest the fruit, catch the falling fruit, place it in a storage container and later transfer it to transport vehicles.
Transport and elevating machines. These also vary considerably in size and complexity ranging, for example, from a simple wagon comprising merely a platform on wheels to a self-loading and stacking transport unit. Inclined chain, flight or belt conveyors or other mechanical handling devices are used to move bulky material (hay, straw, ear corn and so on) from wagon to storage or from one location in a building to another. Screw conveyors are used to move granular material and grain from one level to another, and blowers or pneumatic conveyors are used to move light materials horizontally or vertically.
Agricultural chemical applicators. These are used to apply fertilizers to stimulate plant growth or herbicides and pesticides to control weeds and pests. The chemicals may be liquid, powdered or granular, and the applicator distributes them either by pressure through a nozzle or by centrifugal force. Applicators may be portable or vehicle-mounted; the use of aircraft for chemical application is growing rapidly.
Sorting and packaging machines. These machines are usually stationary. They may be as simple as a fanning mill, which grades and cleans grain merely by passing it over a series of screens, or as complex as a seed mill, which will not only grade and clean but also, for example, separate different types of seeds. Packaging machines usually form part of a sophisticated grading system. They are used primarily for fruit and vegetables and may wrap the produce in paper, bag it or insert it into a plastic container.
Power plants. Electric motors may be used to drive stationary equipment permanently located near a mains supply; however, since many agricultural machines are mobile and must operate in remote areas, they are usually powered by an integral petrol engine or by a separate engine such as that of a tractor. Power from a tractor may be transmitted to the machine via belt, chain, gear or shaft drives; most tractors are fitted with a power take-off coupling specially designed for this purpose.
Rice
Rice is the staple food for Asian people; it is prepared by cooking or ground as flour for bread making, thus helping to feed the rest of the world population. Various kinds of rice are produced to suit the taste of the consumers. Rice cultivation is done either in marshy, lowland areas with plenty of water or in plateau or hilly regions where natural rainfall provides adequate amounts of water.
Cultivation Process
Rice can be cultivated either by hand or by partial or full mechanization, according to the technological development of the country and the need for productivity. Whatever kind of operation is done, the following step-by-step processes are necessary.
- Ploughing. The land is ploughed in three stages to eliminate lumps and to make soil as soft and muddy as possible. Buffalo, oxen or cows usually pull the ploughs, though the use of mechanical equipment is increasing.
- Weeding is carried out three times by irrigating the land for 5 days at a time and then letting it dry for 5 days. At the end of each cycle, the land is beaten with a heavy wooden tool to kill off young weeds so they may be used as natural fertilizer.
- Preparation of seedlings. The seeds are soaked in a large water-filled jar with appropriate concentrations of salt added to make the healthy seeds sink. These healthy seeds are then thoroughly washed, soaked overnight, wrapped in a thick cloth or sack for 2 nights to germinate, sown in the area prepared for them and left to grow for approximately 30 days.
- Transplantation. The young plants, in bunches of 3 to 5, are thrust into the mud in rows and grown for 10 days. After about a total of 45 days, the plant is fully grown and begins to bear seeds.
- Harvesting. When the plant is about 100 days old, it is usually reaped by hand (see figure 1); sickles or similar tools are used for cutting the bearing grains off.
- Drying is done in the open air in the sun, to make the moisture content fall below 15%.
- Threshing separates the grain, with its husk or glume, from the stalk. Traditionally, buffaloes or oxen are used to slowly drag the threshing combs over the stalk to force out the grain. Many places use locally made machines for this.
- Storage. Grains and hays are stored in barns or silos.
Figure 1. Harvesting of rice plants by hand in China, 1992

Lenore Manderson
Hazards
Common and specific hazards are as follows:
- Poor housing, low sanitary standards, inadequate nourishment and the need to drink large quantities of water, which is not always pure, lead to general weakness and fatigue, possible sunstroke, intestinal troubles and diarrhoea.
- Most injuries caused by farm machinery occur when the workers are not familiar with the machines. Muscles, bones and joints are intensively used, both in dynamic and static loads, causing physical fatigue and resulting in the reduction of work capacity and an increase in traumatic injuries and accidents. Children and adolescents, as well as migrant workers, die from farm injuries each year.
- Chemical agents, such as fertilizers, strong weedkillers, pesticides and other extensively used substances, increase the hazards both for the workers and the animal or plant foods they consume (e.g., fish, field crabs, water plants, mushrooms, medicinal herbs, field rats or even contaminated water).
- Diseases (e.g., malaria, tetanus, hookworm, schistosomiasis, leptospirosis, hay fever, farmer’s lung, dermatitis, blepharitis, conjunctivitis, common cold and sunstroke) are very common, as are nutritional disorders (e.g., protein deficiency, toxins), alcoholism, heavy smoking and other addictive habits.
- The most common occupational diseases are skin diseases. These include: redness and blisters from prickly rice leaves; abrasions and skin injuries caused by prickly plants; calluses of the palms, hands, knees and elbows caused by bad posture and the use of hand tools; skin fungal infections (tinea) due to epidermophytes and Monilia (candida), which may be complicated by secondary sensitization, redness and blisters, frequently due to Staphylococcus bacteria; vesicular dermatitis (small blisters) on the feet sometimes attributed to Rhizopus parasiticus; itch commonly caused by the penetration of the skin by Ancylostoma (hookworms); schistosome dermatitis caused directly or indirectly by contact with water containing blood flukes from nonhuman hosts; and redness, blisters and oedema resulting from insect stings.
- Respiratory diseases due to organic and inorganic dusts and synthetic chemicals are common. Gram-negative bacterial endotoxin levels in air are high in some countries. Silage gas poisoning of high nitrate soils is also a health problem.
- Climatic agents such as heat, heavy rain, humidity, high wind, storms and lightning strike both workers and cattle.
- Psychological stress factors such as economic problems, sense of insecurity, lack of social standing, lack of educational opportunities, lack of prospects and risk of unexpected calamities are particularly common in the developing countries.
Safety and Health Measures
Working conditions should be improved and the health hazards reduced through increased mechanization. Ergonomic interventions to organize the work and working equipment, and systematic training of the body and its movements to ensure good working methods, are essential.
Necessary medical preventive methods should be strictly applied, including the introduction of first aid instruction, the provision of treatment facilities, health promotion campaigns and medical surveillance of workers.
Improvement of housing, sanitary standards, accessible potable water, nutritional environmental hygiene and economic stability are essential for the quality of life of rice field workers.
Applicable International Labour Organization (ILO) Conventions and Recommendations should be followed. These include:
- The Minimum Age (Agriculture) Convention, 1921 (No.10), provides that children under the age of 14 years may not be employed or work in any public or private agricultural undertakings, or in any branch thereof, when school is in session.
- The Night Work of Children and Young Persons (Agriculture) Recommendation, 1921 (No.14), requires that each Member State regulate the employment of children under the age of 14 years in agricultural tasks at night, leaving not less than 10 consecutive hours for them to rest. For young persons between the age of 14 and 18 years, the period of rest must consist of not less than 9 consecutive hours.
- The Plantations Convention, 1958 (No.110), provides that every recruited worker shall be medically examined. This Convention is obviously of great importance for workers of all ages.
- The Maximum Weight Convention, 1967 (No.127), identified optimum loads that can be handled by 90% of workers for all routine and repetitive manual-handling tasks.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."