- You are here:
-
Home

- Part X. Industries Based on Biological Resources

Children categories

64. Agriculture and Natural Resources Based Industries (34)

64. Agriculture and Natural Resources Based Industries
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
General Profile
Melvin L. Myers
Case Study: Family Farms
Ted Scharf, David E. Baker and Joyce Salg
Farming Systems
Plantations
Melvin L. Myers and I.T. Cabrera
Migrant and Seasonal Farmworkers
Marc B. Schenker
Urban Agriculture
Melvin L. Myers
Greenhouse and Nursery Operations
Mark M. Methner and John A. Miles
Floriculture
Samuel H. Henao
Farmworker Education about Pesticides: A Case Study
Merri Weinger
Planting and Growing Operations
Yuri Kundiev and V.I. Chernyuk
Harvesting Operations
William E. Field
Storing and Transportation Operations
Thomas L. Bean
Manual Operations in Farming
Pranab Kumar Nag
Mechanization
Dennis Murphy
Case Study: Agricultural Machinery
L. W. Knapp, Jr.
Food and Fibre Crops
Rice
Malinee Wongphanich
Agricultural Grains and Oilseeds
Charles Schwab
Sugar Cane Cultivation and Processing
R.A. Munoz, E.A. Suchman, J.M. Baztarrica and Carol J. Lehtola
Potato Harvesting
Steven Johnson
Vegetables and Melons
B.H. Xu and Toshio Matsushita
Tree, Bramble and Vine Crops
Berries and Grapes
William E. Steinke
Orchard Crops
Melvin L. Myers
Tropical Tree and Palm Crops
Melvin L. Myers
Bark and Sap Production
Melvin L. Myers
Bamboo and Cane
Melvin L. Myers and Y.C. Ko
Specialty Crops
Tobacco Cultivation
Gerald F. Peedin
Ginseng, Mint and Other Herbs
Larry J. Chapman
Mushrooms
L.J.L.D. Van Griensven
Aquatic Plants
Melvin L. Myers and J.W.G. Lund
Beverage Crops
Coffee Cultivation
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Cultivation
L.V.R. Fernando
Hops
Thomas Karsky and William B. Symons
Health and Environmental Issues
Health Problems and Disease Patterns in Agriculture
Melvin L. Myers
Case Study: Agromedicine
Stanley H. Schuman and Jere A. Brittain
Environmental and Public Health Issues in Agriculture
Melvin L. Myers
Tables
Click a link below to view table in article context.
1. Sources of nutrients
2. Ten steps for a plantation work risk survey
3. Farming systems in urban areas
4. Safety advice for lawn & garden equipment
5. Categorization of farm activities
6. Common tractor hazards & how they occur
7. Common machinery hazards & where they occur
8. Safety precautions
9. Tropical & subtropical trees, fruits & palms
10. Palm products
11. Bark & sap products & uses
12. Respiratory hazards
13. Dermatological hazards
14. Toxic & neoplastic hazards
15. Injury hazards
16. Lost time injuries, United States, 1993
17. Mechanical & thermal stress hazards
18. Behavioural hazards
19. Comparison of two agromedicine programmes
20. Genetically engineered crops
21. Illicit drug cultivation, 1987, 1991 & 1995
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|







































65. Beverage Industry (10)
65. Beverage Industry
Chapter Editor: Lance A. Ward
Table of Contents
Tables and Figures
General Profile
David Franson
Soft Drink Concentrate Manufacturing
Zaida Colon
Soft Drink Bottling and Canning
Matthew Hirsheimer
Coffee Industry
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Industry
Lou Piombino
Distilled Spirits Industry
R.G. Aldi and Rita Seguin
Wine Industry
Alvaro Durao
Brewing Industry
J.F. Eustace
Health and Environmental Concerns
Lance A. Ward
Tables
Click a link below to view table in article context.
1. Selected coffee importers (in tonnes)
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








66. Fishing (10)
66. Fishing
Chapter Editors: Hulda Ólafsdóttir and Vilhjálmur Rafnsson
Table of Contents
Tables and Figures
General Profile
Ragnar Arnason
Case Study: Indigenous Divers
David Gold
Major Sectors and Processes
Hjálmar R. Bárdarson
Psychosocial Characteristics of the Workforce at Sea
Eva Munk-Madsen
Psychosocial Characteristics of the Workforce in On-Shore Fish Processing
Marit Husmo
Social Effects of One-Industry Fishery Villages
Barbara Neis
Health Problems and Disease Patterns
Vilhjálmur Rafnsson
Musculoskeletal Disorders Among Fishermen and Workers in the Fish Processing Industry
Hulda Ólafsdóttir
Commercial Fisheries: Environmental and Public Health Issues
Bruce McKay and Kieran Mulvaney
Tables
Click a link below to view table in article context.
1. Mortality figures on fatal injuries among fishermen
2. The most important jobs or places related to risk of injuries
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.









67. Food Industry (11)
67. Food Industry
Chapter Editor: Deborah E. Berkowitz
Table of Contents
Tables and Figures
Overview and Health Effects
Food Industry Processes
M. Malagié, G. Jensen, J.C. Graham and Donald L. Smith
Health Effects and Disease Patterns
John J. Svagr
Environmental Protection and Public Health Issues
Jerry Spiegel
Food Processing Sectors
Meatpacking/Processing
Deborah E. Berkowitz and Michael J. Fagel
Poultry Processing
Tony Ashdown
Dairy Products Industry
Marianne Smukowski and Norman Brusk
Cocoa Production and the Chocolate Industry
Anaide Vilasboas de Andrade
Grain, Grain Milling and Grain-Based Consumer Products
Thomas E. Hawkinson, James J. Collins and Gary W. Olmstead
Bakeries
R.F. Villard
Sugar-Beet Industry
Carol J. Lehtola
Oil and Fat
N.M. Pant
Tables
Click a link below to view table in article context.
1. The food industries, their raw materials & processes
2. Common occupational diseases in the food & drink industries
3. Types of infections reported in food & drink industries
4. Examples of uses for by-products from the food industry
5. Typical water reuse ratios for different industry sub-sectors
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








68. Forestry (17)
68. Forestry
Chapter Editor: Peter Poschen
Table of Contents
Tables and Figures
General Profile
Peter Poschen
Wood Harvesting
Dennis Dykstra and Peter Poschen
Timber Transport
Olli Eeronheimo
Harvesting of Non-wood Forest Products
Rudolf Heinrich
Tree Planting
Denis Giguère
Forest Fire Management and Control
Mike Jurvélius
Physical Safety Hazards
Bengt Pontén
Physical Load
Bengt Pontén
Psychosocial Factors
Peter Poschen and Marja-Liisa Juntunen
Chemical Hazards
Juhani Kangas
Biological Hazards among Forestry Workers
Jörg Augusta
Rules, Legislation, Regulations and Codes of Forest Practices
Othmar Wettmann
Personal Protective Equipment
Eero Korhonen
Working Conditions and Safety in Forestry Work
Lucie Laflamme and Esther Cloutier
Skills and Training
Peter Poschen
Living Conditions
Elías Apud
Environmental Health Issues
Shane McMahon
Tables
Click a link below to view table in article context.
1. Forest area by region (1990)
2. Non-wood forest product categories & examples
3. Non-wood harvesting hazards & examples
4. Typical load carried while planting
5. Grouping of tree-planting accidents by body parts affected
6. Energy expenditure in forestry work
7. Chemicals used in forestry in Europe & North America in the 1980s
8. Selection of infections common in forestry
9. Personal protective equipment appropriate for forestry operations
10. Potential benefits to environmental health
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|



















69. Hunting (2)
69. Hunting
Chapter Editor: George A. Conway
Table of Contents
Tables
A Profile of Hunting and Trapping in the 1990s
John N. Trent
Diseases Associated with Hunting and Trapping
Mary E. Brown
Tables
Click a link below to view table in article context.
1. Examples of diseases potentially significant to hunters & trappers
70. Livestock Rearing (21)
70. Livestock Rearing
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
Livestock Rearing: Its Extent and Health Effects
Melvin L. Myers
Health Problems and Disease Patterns
Kendall Thu, Craig Zwerling and Kelley Donham
Case Study: Arthopod-related Occupational Health Problems
Donald Barnard
Forage Crops
Lorann Stallones
Livestock Confinement
Kelley Donham
Animal Husbandry
Dean T. Stueland and Paul D. Gunderson
Case Study: Animal Behaviour
David L. Hard
Manure and Waste Handling
William Popendorf
A Checklist for Livestock Rearing Safety Practice
Melvin L. Myers
Dairy
John May
Cattle, Sheep and Goats
Melvin L. Myers
Pigs
Melvin L. Myers
Poultry and Egg Production
Steven W. Lenhart
Case Study: Poultry Catching, Live Hauling and Processing
Tony Ashdown
Horses and Other Equines
Lynn Barroby
Case Study: Elephants
Melvin L. Myers
Draught Animals in Asia
D.D. Joshi
Bull Raising
David L. Hard
Pet, Furbearer and Laboratory Animal Production
Christian E. Newcomer
Fish Farming and Aquaculture
George A. Conway and Ray RaLonde
Beekeeping, Insect Raising and Silk Production
Melvin L. Myers and Donald Barnard
Tables
Click a link below to view table in article context.
1. Livestock uses
2. International livestock production (1,000 tonnes)
3. Annual US livestock faeces & urine production
4. Types of human health problems associated with livestock
5. Primary zoonoses by world region
6. Different occupations & health & safety
7. Potential arthropod hazards in the workplace
8. Normal & allergic reactions to insect sting
9. Compounds identified in swine confinement
10. Ambient levels of various gases in swine confinement
11. Respiratory diseases associated with swine production
12. Zoonotic diseases of livestock handlers
13. Physical properties of manure
14. Some important toxicologic benchmarks for hydrogen sulphide
15. Some safety procedures related to manure spreaders
16. Types of ruminants domesticated as livestock
17. Livestock rearing processes & potential hazards
18. Respiratory illnesses from exposures on livestock farms
19. Zoonoses associated with horses
20. Normal draught power of various animals
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.
|
|










71. Lumber (4)
71. Lumber
Chapter Editors: Paul Demers and Kay Teschke
Table of Contents
Tables and Figures
General Profile
Paul Demers
Major Sectors and Processes: Occupational Hazards and Controls
Hugh Davies, Paul Demers, Timo Kauppinen and Kay Teschke
Disease and Injury Patterns
Paul Demers
Environmental and Public Health Issues
Kay Teschke and Anya Keefe
Tables
Click a link below to view the table in the article context.
1. Estimated wood production in 1990
2. Estimated production of lumber for the 10 largest world producers
3. OHS hazards by lumber industry process area
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.






72. Paper and Pulp Industry (13)
72. Paper and Pulp Industry
Chapter Editors: Kay Teschke and Paul Demers
Table of Contents
Tables and Figures
General Profile
Kay Teschke
Major Sectors and Processes
Fibre Sources for Pulp and Paper
Anya Keefe and Kay Teschke
Wood Handling
Anya Keefe and Kay Teschke
Pulping
Anya Keefe, George Astrakianakis and Judith Anderson
Bleaching
George Astrakianakis and Judith Anderson
Recycled Paper Operations
Dick Heederik
Sheet Production and Converting: Market Pulp, Paper, Paperboard
George Astrakianakis and Judith Anderson
Power Generation and Water Treatment
George Astrakianakis and Judith Anderson
Chemical and By-product Production
George Astrakianakis and Judith Anderson
Occupational Hazards and Controls
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe and Dick Heederik
Disease and Injury Patterns
Injuries and Non-malignant Diseases
Susan Kennedy and Kjell Torén
Cancer
Kjell Torén and Kay Teschke
Environmental and Public Health Issues
Anya Keefe and Kay Teschke
Tables
Click a link below to view table in article context.
1. Employment & production in selected countries (1994)
2. Chemical constituents of pulp & paper fibre sources
3. Bleaching agents & their conditions of use
4. Papermaking additives
5. Potential health & safety hazards by process area
6. Studies on lung & stomach cancer, lymphoma & leukaemia
7. Suspensions & biological oxygen demand in pulping
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|












General Profile
Overview
Twelve millennia ago, humankind moved into the Neolithic era and discovered that food, feed and fibre could be produced from the cultivation of plants. This discovery has led to the food and fibre supply that feeds and clothes more than 5 billion people today.
This general profile of the agricultural industry includes its evolution and structure, economic importance of different crop commodities and characteristics of the industry and workforce. Agricultural workforce systems involve three types of major activities:
- manual operations
- mechanization
- draught power, provided specifically by those engaged in livestock rearing, which is discussed in the chapter Livestock rearing.
The agriculture system is shown as four major processes. These processes represent sequential phases in crop production. The agricultural system produces food, feed and fibre as well as consequences for occupational health and, more generally, public health and the environment.
Major commodities, such as wheat or sugar, are outputs from agriculture that are used as food, animal feed or fibre. They are represented in this chapter by a series of articles that address processes, occupational hazards and preventive actions specific to each commodity sector. Animal feed and forage are discussed in the chapter Livestock rearing.
Evolution and Structure of the Industry
The Neolithic revolution—the change from hunting and gathering to farming—started in three different places in the world. One was west and southwest of the Caspian Sea, another was in Central America and a third was in Thailand near the Burmese border. Agriculture started in about 9750 BC at the latter location, where seeds of peas, beans, cucumbers and water chestnuts have been found. This was 2,000 years before true agriculture was discovered in the other two regions. The essence of the Neolithic revolution and, thus, agriculture is the harvesting of plant seeds, their reintroduction into the soil and cultivation for another harvest.
In the lower Caspian area, wheat was the early crop of choice. As farmers migrated, taking wheat seed with them, the weeds in other regions were discovered to also be edible. These included rye and oats. In Central America, where maize and beans were the staples, the tomato weed was found to bear nutritious food.
Agriculture brought with it several problems:
- Weeds and other pests (insects in the fields and mice and rats in the granaries) became a problem.
- Early agriculture concerned itself with taking all that it could from the soil, and it would take 50 years to naturally replenish the soil.
- In some places, the stripping of growth from the soil would turn the land to desert. To provide water to crops, farmers discovered irrigation about 7,000 years ago.
Solutions to these problems have led to new industries. Ways to control weeds, insects and rodents evolved into the pesticide industry, and the need to replenish the soil has resulted in the fertilizer industry. The need to provide water for irrigation has spawned systems of reservoirs and networks of pipes, canals and ditches.
Agriculture in the developing nations consists principally of family-owned plots. Many of these plots have been handed down from generation to generation. Peasants make up half of the world’s rural poor, but they produce four-fifths of the developing countries’ food supply. In contrast, farms are increasing in size in the developed countries, turning agriculture into large-scale commercial operations, where production is integrated with processing, marketing and distribution in an agribusiness system (Loftas 1995).
Agriculture has provided subsistence for farmers and their families for centuries, and it has recently changed into a system of production agriculture. A series of “revolutions” has contributed to an increase in agricultural production. The first of these was the mechanization of agriculture, whereby machines in the fields substituted for manual labour. The second was the chemical revolution that, after the Second World War, contributed to the control of pests in agriculture, but with environmental consequences. A third was the green revolution, which contributed to North American and Asian productivity growth through genetic advances in the new varieties of crops.
Economic Importance
The human population has grown from 2.5 billion in 1950 to 5.6 billion in 1994, and the United Nations estimates that it will continue to grow to 7.9 billion by 2025. The continued rise in the human population will increase the demand for food energy and nutrients, both because of the increase in numbers of people and the global drive to combat malnutrition (Brown, Lenssen and Kane 1995). A list of nutrients derived from food is shown in table 1.
Table 1. Sources of nutrients
|
Nutrient |
Plant sources |
Animal sources |
|
Carbohydrates (sugars and starch) |
Fruits, cereals, root vegetables, pulses |
Honey, milk |
|
Dietary fats |
Oilseeds, nuts, and legumes |
Meat, poultry, butter, ghee, fish |
|
Proteins |
Pulses, nuts, and cereals |
Meat, fish, dairy products |
|
Vitamins |
Carotenes: carrots, mangoes, papaya |
Vitamin A: liver, eggs, milk |
|
Minerals |
Calcium: peas, beans |
Calcium: milk, meat, cheese |
Source: Loftas 1995.
Agriculture today can be understood as an enterprise to provide subsistence for those doing the work, staples for the community in which the food is grown and income from the sale of commodities to an external market. A staple food is one that supplies a major part of energy and nutrient needs and constitutes a dominant part of the diet. Excluding animal products, most people live off of one or two of the following staples: rice, wheat, maize (corn), millet, sorghum, and roots and tubers (potatoes, cassava, yams and taro). Although there are 50,000 edible plant species in the world, only 15 provide 90% of the world’s food energy intake.
Cereals constitute the principal commodity category that the world depends upon for its staples. Cereals include wheat and rice, the principal food staples, and coarse grains, which are used for animal feed. Three—rice, maize and wheat—are staples to more than 4.0 billion people. Rice feeds about half of the world’s population (Loftas 1995).
Another basic food crop is the starchy foods: cassava, sweet potatoes, potatoes, yams, taro and plantains. More than 1 billion people in developing nations use roots and tubers as staples. Cassava is grown as a staple in developing countries for 500 million people. For some of these commodities, much of the production and consumption remains at the subsistence level.
An additional basic food crop is the pulses, which comprise a number of dry beans—peas, chickpeas and lentils; all are legumes. They are important for their starch and protein.
Other legumes are used as oil crops; they include soybeans and groundnuts. Additional oil crops, used to make vegetable oil, include coconuts, sesame, cotton seed, oil palm and olive. In addition, some maize and rice bran are used to make vegetable oil. Oil crops also have uses other than for food, such as in manufacturing paints and detergents (Alexandratos 1995).
Small landholders grow many of the same crops as plantation operations do. Plantation crops, typically thought of as tropical export commodities, include natural rubber, palm oil, cane sugar, tropical beverages (coffee, cocoa, tea), cotton, tobacco and bananas. They may include crops that are also grown for both local consumption and export, such as coffee and sugar cane (ILO 1994).
Urban agriculture is labour intensive, occurs on small plots and is present in developed as well as developing countries. In the United States, more than one-third of the dollar value of agricultural crops is produced in urban areas and agriculture may employ as much as 10% of the urban population. In contrast, up to 80% of the population in smaller Siberian and Asian cities may be employed in agricultural production and processing. An urban farmer’s produce may also be used for barter, such as paying a landlord (UNDP 1996).
Characteristics of the Industry and Workforce
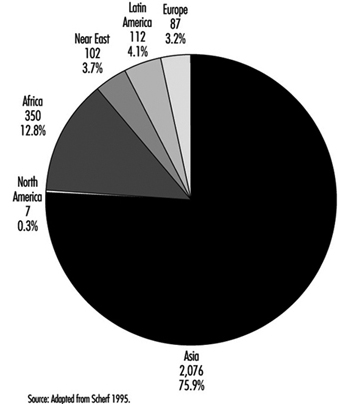
The 1994 world population totalled 5,623,500,000, and 2,735,021,000 (49%) of this population was engaged in agriculture, as shown in figure 1 . The largest component of this workforce is in the developing nations and transitional economies. Less than 100 million are in the developed nations, where mechanization has added to their productivity.
Figure 1. Millions of people engaged in agriculture by world region (1994)
Farming employs men and women, young and old. Their roles vary; for example, women in sub-Saharan Africa produce and market 90% of locally grown food. Women are also given the task of growing the subsistence diet for their families (Loftas 1995).
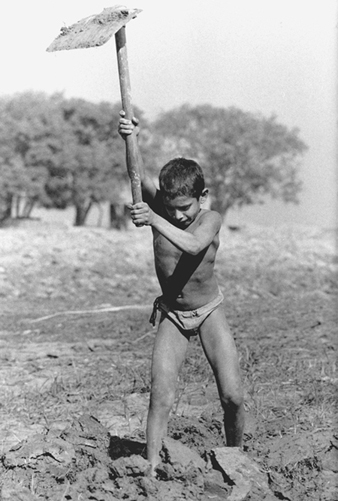
Children become farm labourers around the world at an early age (figure 2 ), working typically 45 hours per week during harvesting operations. Child labour has been a part of plantation agriculture throughout its history, and a prevalent use of contract labour based upon compensation for tasks completed aggravates the problem of child labour. Whole families work to increase the task completion in order to sustain or increase their income.
Figure 2. Young boy working in agriculture in India
Data on plantation employment generally show that the highest incidence of poverty is among agricultural wage labourers working in commercial agriculture. Plantations are located in tropical and subtropical regions of the world, and living and working conditions there may aggravate health problems that accompany the poverty (ILO 1994).
Agriculture in urban areas is another important component of the industry. An estimated 200 million farmers work part-time—equivalent to 150 million full-time workers—in urban agriculture to produce food and other agricultural products for the market. When subsistence agriculture in urban areas is included, the total reaches 800 million (UNDP 1996).
Total agricultural employment by major world region is shown in figure 1. In both the United States and Canada, a small proportion of the population is employed in agriculture, and farms are becoming fewer as operations consolidate. In Western Europe, agriculture has been characterized by smallholdings, a relic of equal division of the previous holding among the children. However, with the migration from agriculture, holdings in Europe have been increasing in size. Eastern Europe’s agriculture carries a history of socialized farming. The average farm size in the former USSR was more than 10,000 hectares, while in other Eastern European countries it was about one-third that size. This is changing as these countries move toward market economies. Many Asian countries have been modernizing their agricultural operations, with some countries achieving rice surpluses. More than 2 billion people remain engaged in agriculture in this region, and much of the increased production is attributed to high- production species of crops such as rice. Latin America is a diverse region where agriculture plays an important economic role. It has vast resources for agricultural use, which has been increasing, but at the expense of tropical forests. In both the Middle East and Africa, per capita food production has seen a decline. In the Middle East, the principal limiting factor on agriculture is the availability of water. In Africa, traditional farming depends upon small, 3- to 5-hectare plots, which are operated by women while the men are employed elsewhere, some in other countries to earn cash. Some countries are developing larger farming operations.
Plantations
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
The term plantation is widely used to describe large-scale units where industrial methods are applied to certain agricultural enterprises. These enterprises are found primarily in the tropical regions of Asia, Africa and Central and South America, but they are also found in certain subtropical areas where the climate and soil are suitable for the growth of tropical fruits and vegetation.
Plantation agriculture includes short-rotation crops, such as pineapple and sugar cane, as well as tree crops, such as bananas and rubber. In addition, the following tropical and subtropical crops are usually considered as plantation crops: tea, coffee, cocoa, coconuts, mango, sisal and palm nuts. However, large-scale cultivation of certain other crops, such as rice, tobacco, cotton, maize, citrus fruits, castor beans, peanuts, jute, hemp and bamboo, is also referred to as plantation cultivation. Plantation crops have several characteristics:
- They are either tropical or subtropical products for which an export market exists.
- Most require prompt initial processing.
- The crop passes through few local marketing or processing centres before reaching the consumer.
- They typically require a significant investment of fixed capital, such as processing facilities.
- They generate some activity for most of the year, and thus offer continuous employment.
- Monocropping is typical, which allows for specialization of technology and management.
While the cultivation of the various plantation crops requires widely different geographic, geological and climatic conditions, practically all of them thrive best in areas where climatic and environmental conditions are arduous. In addition, the extensive nature of plantation undertakings, and in most cases their isolation, has given rise to new settlements that differ considerably from indigenous settlements (NRC 1993).
Plantation Work
The main activity on a plantation is the cultivation of one of two kinds of crops. This involves the following kinds of work: soil preparation, planting, cultivation, weeding, crop treatment, harvesting, transportation and storage of produce. These operations entail the use of a variety of tools, machines and agricultural chemicals. Where virgin land is to be cultivated, it may be necessary to clear forest land by felling trees, uprooting stumps and burning off undergrowth, followed by ditch and irrigation channel digging. In addition to the basic cultivation work, other activities may also be carried out on a plantation: raising livestock, processing crops and maintaining and repairing buildings, plants, machinery, implements, roads and railway tracks. It may be necessary to generate electricity, dig wells, maintain irrigation trenches, operate engineering or woodworking shops and transport products to the market.
Child labour is employed on plantations around the world. Children work with their parents as part of a team for task-based compensation, or they are employed directly for special plantation jobs. They typically experience long and arduous working hours, little safety and health protection and inadequate diet, rest and education. Rather than direct employment, many children are recruited as labour through contractors, which is common for occasional and seasonal tasks. Employing labour through contracted intermediaries is a long-standing practice on plantations. The plantation management thus does not have an employer- employee relationship with the plantation workers. Rather, they contract with the intermediary to supply the labour. Generally, conditions of work for contract labour are inferior to those of directly employed workers.
Many plantation workers are paid based upon the tasks performed rather than the hours worked. For example, these tasks may include lines of sugar cane cut and loaded, number of rubber trees tapped, rows weeded, bushels of sisal cut, kilograms of tea plucked or hectares of fertilizer applied. Conditions such as climate and terrain may affect the time to complete these tasks, and whole families may work from dawn to dusk without taking a break. The majority of countries where plantation commodities are grown report that plantation employees work more than 40 hours per week. Moreover, most plantation workers move to their work location on foot, and since plantations are large, much time and effort are expended on travel to and from the job. This travel can take hours each way (ILO 1994).
Hazards and Their Prevention
Work on plantations involves numerous hazards relating to the work environment, the tools and equipment used and the very nature of the work. One of the first steps toward improving safety and health on plantations is to appoint a safety officer and form a joint safety and health committee. Safety officers should assure that buildings and equipment are kept safe and that work is performed safely. Safety committees bring management and labour together in a common undertaking and enable the workers to participate directly in improving safety. Safety committee functions include developing work rules for safety, participating in injury and disease investigations and identifying locations that place workers and their families in danger.
Medical services and first aid materials with adequate instruction should be provided. Medical doctors should be trained in the recognition of occupational diseases related to plantation work including pesticide poisoning and heat stress. A risk survey should be implemented on the plantation. The purpose of the survey is to comprehend risk circumstances so that preventive action can be taken. The safety and health committee can be engaged in the survey along with experts including the safety officer, the medical supervisor and inspectors. Table 1 shows the steps involved in a survey. The survey should result in action including the control of potential hazards as well as hazards that have resulted in an injury or disease (Partanen 1996). A description of some potential hazards and their control follow.
Table 1. Ten steps for a plantation work risk survey
- Define the problem and its priority.
- Find existing data.
- Justify the need for more data.
- Define survey objectives, design, population, time and methods.
- Define tasks and costs, and their timing.
- Prepare protocol.
- Collect data.
- Analyse data and assess risks.
- Publish results.
- Follow up.
Source: Partanen 1996.
Fatigue and climate-related hazards
The long hours and demanding work make fatigue a major concern. Fatigued workers may be unable to make safe judgements; this may lead to incidents that can result in injuries or other inadvertent exposures. Rest periods and shorter workdays can reduce fatigue.
Physical stress is increased by heat and relative humidity. Frequent water consumption and rest breaks help to avoid problems with heat stress.
Tool and equipment-related injuries
Poorly designed tools will often result in poor work posture, and poorly sharpened tools will require greater physical effort to complete tasks. Working in a bent or stooping position and lifting heavy loads imposes strain on the back. Working with arms above the shoulder can cause upper-extremity musculoskeletal disorders (figure 1). Proper tools should be selected to eliminate poor posture, and they should be well maintained. Heavy lifting can be reduced by lessening the weight of the load or engaging more workers to lift the load.
Figure 1. Banana cutters at work on "La Julia" plantation in Ecuador

Injuries can result from improper uses of hand tools such as machetes, scythes, axes and other sharp-edged or pointed tools, or portable power tools such as chain-saws; poor positioning and disrepair of ladders; or unsuitable replacements for broken ropes and chains. Workers should be trained in the proper use and maintenance of equipment and tools. Appropriate replacements should be provided for broken or damaged tools and equipment.
Unguarded machinery can entangle clothing or hair and can crush workers and result in serious injury or death. All machines should have safety built in, and the possibility of dangerous contact with moving parts should be eliminated. A lockout/tagout programme should be in effect for all maintenance and repair.
Machinery and equipment are also sources of excessive noise, resulting in hearing loss among plantation workers. Hearing protection should be used with machinery with high levels of noise. Low noise levels should be a factor in selecting equipment.
Vehicle-related injuries
Plantation roadways and paths may be narrow, thus presenting the hazard of head-on crashes between vehicles or overturns off the side of the road. Safe boarding of transport vehicles including trucks, tractor- or animal-drawn trailers and railways should be ensured. Where two-way roads are used, wider passages should be provided at suitable intervals to allow vehicles to pass. Adequate railing should be provided on bridges and along precipices and ravines.
Tractors and other vehicles pose two principal dangers to workers. One is tractor overturns, which commonly result in the fatal crushing of the operator. Employers should ensure that rollover protective structures are mounted on tractors. Seat-belts should also be worn during tractor operation. The other major problem is vehicle run-overs; workers should remain clear of vehicle travel paths, and extra riders should not be allowed on tractors unless safe seating is available.
Electricity
Electricity is used on plantations in shops and for processing crops and lighting buildings and grounds. Improper use of electric installations or equipment can expose workers to severe shocks, burns or electrocutions. The danger is more acute in damp places or when working with wet hands or clothing. Wherever water is present, or for electrical outlets outdoors, ground fault interrupter circuits should be installed. Wherever thunderstorms are frequent or severe, lightning protection should be provided for all plantation buildings, and workers should be trained in ways to minimize their danger of being struck and to locate safe refuges.
Fires
Electricity as well as open flames or smouldering cigarettes can provide the ignition source for fuel or organic dust explosions. Fuels—kerosene, gasoline or diesel fuel—can cause fires or explosions if mishandled or improperly stored. Greasy and combustible waste poses a risk of fire in shops. Fuels should be kept clear of any ignition source. Flameproof electrical devices and appliances should be used wherever flammables or explosives are present. Fuses or electrical breaker devices should also be used in electrical circuits.
Pesticides
The use of toxic agrochemicals is a major concern, particularly during the intensive use of pesticides, including herbicides, fungicides and insecticides. Exposures can take place during agricultural production, packaging, storage, transport, retailing, application (often by hand or aerial spraying), recycling or disposal. Risk of exposure to pesticides can be aggravated by illiteracy, poor or faulty labelling, leaking containers, poor or no protective gear, dangerous reformulations, ignorance of the hazard, disregard of rules and a lack of supervision or technical training. Workers applying pesticides should be trained in pesticide use and should wear appropriate clothing and respiratory protection, a particularly difficult behaviour to enforce in tropical areas where protective equipment can add to the heat stress of the wearer (figure 2 ). Alternatives to pesticide use should be a priority, or less toxic pesticides should be used.
Figure 2. Protective clothing worn when applying pesticides

Animal-inflicted injuries and illnesses
On some plantations, draught animals are used for dragging or carrying loads. These animals include horses, donkeys, mules and oxen. These types of animals have injured workers by kicking or biting. They also potentially expose workers to zoonotic diseases including anthrax, brucellosis, rabies, Q-fever or tularaemia. Animals should be well trained, and those that exhibit dangerous behaviour should not be used for work. Bridles, harnesses, saddles and so on should be used and maintained in good condition and be properly adjusted. Diseased animals should be identified and treated or disposed of.
Poisonous snakes may be present on the ground or some species may fall from trees onto workers. Snakebite kits should be provided to workers and emergency procedures should be in place for obtaining medical assistance and the appropriate anti-venom drugs should be available. Special hats made of hard materials that are capable of deflecting snakes should be provided and worn in locations where snakes drop on their victims from trees.
Infectious diseases
Infectious diseases can be transmitted to plantation workers by rats that infest buildings, or by drinking water or food. Unsanitary water leads to dysentery, a common problem among plantation workers. Sanitary and washing facilities should be installed and maintained in accordance with national legislation, and safe drinking water consistent with national requirements should be provided to workers and their families.
Confined spaces
Confined spaces, such as silos, can pose problems of toxic gases or oxygen deficiency. Good ventilation of confined spaces should be assured prior to entry, or appropriate respiratory protective equipment should be worn.
Food Industry Processes
This article is adapted from the 3rd edition “Encyclopaedia of Occupational Health” articles “Food industries”, by M Malagié; “Frozen food industry”, by G. Jenson; and “Canning and food preserving”, by J.C. Graham, which were revised by Donald L. Smith.
The term food industries covers a series of industrial activities directed at the processing, conversion, preparation, preservation and packaging of foodstuffs (see table 1). The raw materials used are generally of vegetable or animal origin and produced by agriculture, farming, breeding and fishing. This article provides an overview of the complex of food industries. Other articles in this chapter and Encyclopaedia deal with particular food industry sectors and particular hazards.
Table 1. The food industries, their raw materials and processes
|
Industry |
Materials processed |
Storage requirements |
Processing techniques |
Preserving techniques |
Packaging of finished products |
|
Meat processing and preserving |
Beef, lamb, pork, poultry |
Cold stores |
Slaughtering, cutting up, boning, comminuting, cooking |
Salting, smoking, refrigeration, deep-freezing, sterilization |
Loose or in cans, cardboard |
|
Fish processing |
All types of fish |
Cold stores or salted loose or in barrels |
Heading, gutting, filleting, cooking |
Deep-freezing, drying, smoking, sterilization |
Loose in refrigerated containers or in cans |
|
Fruit and vegetable preserving |
Fresh fruit and vegetables |
Processed immediately; fruits may be stabilized with sulphur dioxide |
Blanching or cooking, grinding, vacuum- concentration of juices |
Sterilization, pasteurization, drying, dehydration, lyophilization (freeze drying) |
Bags, cans or glass or plastic bottles |
|
Milling |
Grains |
Silos may be fumigated in storage |
Grinding, sifting, milling, rolling |
Drying cooking or baking |
Silos (conveyed pneumatically), sacks or bags to other processes, or boxed for retail trade |
|
Baking |
Flour and other dry goods, water, oils |
Silos, super sacks and bags |
Kneading, fermentation, laminating surface treatments of seasoning |
Baking, cutting surface treatments and packaging |
Packaged for wholesale trades, restaurants and retail markets |
|
Biscuit making |
Flour, cream, butter, sugar, fruit and seasoning |
Silos, super sacks and bags |
Mixing, kneading, laminating moulding |
Baking, cutting surface treatments and packaging |
Bags, boxes for institutional and retail trades |
|
Pasta manufacture |
Flour, eggs |
Silos |
Kneading, grinding, cutting, extrusion or moulding |
Drying |
Bags, packets |
|
Sugar processing and refining |
Sugar beet, sugar cane |
Silos |
Crushing, maceration, vacuum concentration, centrifuging, drying |
Vacuum cooking |
Bags, packets |
|
Chocolate making and confectionery |
Cocoa bean sugar, fats |
Silos, sacks, conditioned chambers |
Roasting, grinding, mixing, conching, moulding |
– |
Packets |
|
Brewing |
Barley, hops |
Silos, tanks, conditioned cellars |
Grain milling, malting, brewing, filter pressing, fermentation |
Pasteurization |
Bottles, cans, barrels |
|
Distilling and manufacture of other beverages |
Fruit, grain, carbonated water |
Silos, tanks, vats |
Distillation, blending, aeration |
Pasteurization |
Barrels, bottles, cans |
|
Milk and milk products processing |
Milk, sugar, other constituents |
Immediate processing; subsequently in ripening vats, conditioned vats, cold store |
Skimming, churning (butter), coagulation (cheese), ripening |
Pasteurization, sterilization or concentration, desiccation |
Bottles, plastic wrapping, boxes (cheese) or unpacked |
|
Processing of oils and fats |
Groundnuts, olives, dates, other fruit and grain, animal or vegetable fats |
Silos, tanks, cold stores |
Milling, solvent or steam extraction, filter pressing |
Pasteurization where necessary |
Bottles, packets, cans |
The food industry today has become highly diversified, with manufacturing ranging from small, traditional, family-run activities that are highly labour intensive, to large, capital-intensive and highly mechanized industrial processes. Many food industries depend almost entirely on local agriculture or fishing. In the past, this meant seasonal production and hiring of seasonal workers. Improvements in food processing and preservation technologies have taken some of the pressure off workers to process food quickly to prevent spoilage. This has resulted in a decrease in seasonal employment fluctuations. However, certain industries still have seasonal activities, such as fresh fruit and vegetable processing and increases in production of baked goods, chocolate and so forth for holiday seasons. Seasonal workers are often women and foreign workers.
The world’s food product output has been increasing. World exports of food products in 1989 totalled US$290 billion, a 30% increase over 1981. Industrialized market economy countries had a 67% share of this export. Much of this increase can be attributed to an increased demand for processed food and drink, especially in developing countries where the market has not yet been saturated.
This increase in output of food and drink products, however, has not resulted in increased employment because of intensified competition, which has resulted in decreased employment in many food industries, especially in industrialized countries. This is due to increased productivity and mechanization in many of these industries.
Demographic pressure, uneven distribution of agricultural resources and the need to insure preservation of food products to facilitate their better distribution explain the rapid technical evolution in the food industries. Constant economic and marketing pressures drive the industry to provide new and different products for market, while other operations may make the same product in the same way for decades. Even highly industrialized facilities often resort to seemingly archaic techniques when starting new products or processes. In practice, to satisfy population requirements, there is a need not only for a sufficient quantity of foodstuffs, which presupposes an increase of production, but also strict control of sanitation to obtain the quality essential to maintain the health of the community. Only modernization of techniques justified by production volumes in a stable production environment will eliminate manual handling hazards. In spite of the extreme diversity of the food industries, the preparation processes can be divided into handling and storage of raw materials, extraction, processing, preservation and packaging.
Handling and Storage
Manipulation of the raw materials, the ingredients during processing and the finished products is varied and diverse. The current trend is to minimize manual handling by mechanization, through “continuous processing” and automation. Mechanical handling may involve: self-propelled in-plant transport with or without palletization or super or bulk sacks (often containing several thousand pounds of dry powder material); conveyor belts (e.g., with beets, grain and fruit); bucket elevators (e.g., with grain and fish); spiral conveyors (e.g., with confectionery and flour); air fluming (e.g., for unloading grain, sugar or nuts and for transport of flours).
Storage of raw materials is most important in a seasonal industry (e.g., sugar refining, brewing, grain processing and canning). It is usually done in silos, tanks, cellars, bins or cold stores. Storage of the finished products varies according to their nature (liquid or solid), the method of preserving and the method of packaging (loose, in sack or super sack, in bundles, boxes or bottles); and the respective premises must be planned to suit the conditions of handling and preserving (traffic aisles, ease of access, temperature and humidity suited to product, cold-storage installations). Commodities may be held in oxygen-deficient atmospheres or under fumigation while in storage or just before shipment.
Extraction
To extract a specific food product from fruit, cereals or liquids, any of the following methods may be used: crushing, pounding or grinding, extraction by heat (direct or indirect), extraction by solvents, drying and filtration.
Crushing, pounding and grinding are usually preparatory operations—for example, the crushing of cocoa beans and the slicing of sugar beet. In other cases it may be the actual extraction process, as in flour milling.
Heat can be used directly as a means of preparation by extraction, as in roasting (e.g., cocoa, coffee and chicory); in manufacturing it is usually used directly or indirectly in the form of steam (e.g., extraction of edible oils or extraction of sweet juice from thin slices of beet in the sugar industry).
Oils can be extracted equally well by combining and mixing the crushed fruit with solvents that are later eliminated by filtering and reheating. The separation of liquid products is carried out by centrifuging (turbines in a sugar refinery) or by filtering through filter presses in breweries and in oil and fat production.
Production Processes
Operations in processing food products are extremely varied and can be described only after individual study of each industry, but the following general procedures are used: fermentation, cooking, dehydration and distillation.
Fermentation, obtained usually by addition of a micro-organism to the previously prepared product, is practiced in bakeries, breweries, the wine and spirits industry and the cheese products industry. (See also the chapter Beverage industry.)
Cooking occurs in many manufacturing operations: canning and preserving of meat, fish, vegetables and fruits; ready-to-serve meat-processing plants (e.g., chicken nuggets); in bakeries, biscuit making, breweries; and so on. In other cases, cooking is done in a vacuum-sealed container and produces a concentration of the product (e.g., sugar refining and tomato-paste production).
Besides the drying of products by the sun, as with many tropical fruits, dehydration can be carried out in hot air (fixed dryers or drying tunnels), by contact (on a drying drum heated by steam, such as in the instant-coffee industry and the tea industry), vacuum drying (often combined with filtering) and lyophilization (freeze drying), where the product is first frozen solid and then dried by vacuum in a heated chamber.
Distillation is used in the making of spirits. The fermented liquid, treated to separate grain or fruit, is vaporized in a still; the condensed vapour is then collected as liquid ethyl alcohol.
Preservation Processes
It is important to prevent any deterioration of food products, as much for the quality of the products as for the more serious risk of contamination or threat to the consumers’ health.
There are six basic methods of food preservation:
- radiation sterilization
- antibiotic sterilization
- chemical action
- dehydration
- refrigeration.
Briefly, the first three methods destroy microbial life; the latter merely inhibit growth. Raw ingredients such as fish and meat, fruit or vegetables are taken fresh and preserved by one of the above methods, or a mixture of different foods are processed to form a product or dish, which is then preserved. Such products include soups, meat dishes and puddings.
Food preservation goes back to the last Ice Age, about 15,000 BC, when Cro-Magnon humans discovered for the first time a way of preserving food by smoking it. The evidence for this lies in the caves at Les Eyzies in the Dordogne in France, where this way of life is well portrayed in carvings, engravings and paintings. From then to the present day, although many methods have been used and still are, heat remains one of the principal cornerstones of food preservation.
High-temperature processes can destroy bacteria, depending on the cooking temperature and duration. Sterilization (mainly used in canneries) involves submitting the already canned product to the action of steam, generally in a closed container such as an autoclave or continuous cooker. Pasteurization—the term is particularly reserved for liquids such as fruit juice, beer, milk or cream—is carried out at a lower temperature and for a short time. Smoking is carried out mainly on fish, ham and bacon, assuring dehydration and giving a distinctive flavor.
Ionizing radiation sterilization is used heavily on spices in some countries to reduce wastage and spoilage. “Radiation pasteurization” using much lower doses enables the refrigerated shelf life of many foods to be considerably extended. However, sterilizing canned foods with radiation requires such high dosage that unacceptable flavours and odours result.
Ionizing radiation has two other well recognized uses in the food industry—the screening of food packs for foreign matter and monitoring to detect underfilling.
Microwave sterilization is another type of electromagnetic emission that is currently finding use in the food industry. It is used for rapidly thawing raw frozen ingredients before further processing, as well as for heating frozen cooked foods in 2 to 3 minutes. Such a method, with its low moisture content loss, preserves the appearance and flavour of the food.
Drying is a common preservation process. Sun drying is the oldest and most widely used method of food preservation. Today foodstuffs may be dried in air, superheated steam, in vacuum, in inert gas and by direct application of heat. Many types of dryers exist, the particular type being dependent on the nature of the material, the desired form of finished product and so on. Dehydration is a process in which heat is transferred into the water in the food, which is vapourized. The water vapour is then removed.
Low-temperature processes involve storage in a cold store (the temperature determined by the nature of the products), freezing and deep-freezing, which allows foodstuffs to be preserved in their naturally fresh state, by various methods of slow or rapid freezing.
With freeze drying, the material to be dried is frozen and placed in a sealed chamber. The chamber pressure is reduced and maintained at a value below 1 mm Hg. Heat is applied to the material, the surface ice heats up and the resultant water vapour is drawn off by the vacuum system. As the ice boundary recedes into the material, the ice sublimes in situ and the water percolates to the surface through the pore structure of the material.
Intermediate-moisture foods are foodstuffs that contain relatively large amounts of water (5 to 30%) and yet do not support microbial growth. The technology, which is difficult, is a spin-off from space travel. Open-shelf stability is achieved by suitable control of acidity, redox potential, humectants and preservatives. Most developments to date have been in foods for pet animals.
Whatever the preservation process, the food to be preserved has first to be prepared. Meat preservation involves a butchery department; fish needs cleaning and gutting, filleting, curing and so on. Before fruit and vegetables can be preserved they have to be washed, cleaned, blanched, perhaps graded, peeled, stalked, shelled and stoned. Many of the ingredients have to be chopped, sliced, minced or pressed.
Packaging
There are many methods of packaging food, including canning, aseptic packaging and frozen packaging.
Canning
The conventional method of canning is based on the original work of Appert in France, for which in 1810 the French government awarded him a prize of 12,000 francs. He preserved food in glass containers. In Dartford, England, in 1812, Donkin and Hall set up the first cannery using tinned iron containers.
Today the world uses several million tonnes of tinplate annually for the canning industry, and a substantial amount of preserved food is packed into glass jars. The process of canning consists of taking cleaned food, raw or partly cooked but not intentionally sterilized, and packing it into a can that is sealed with a lid. The can is then heated, usually by steam under pressure, to a certain temperature for a period of time to allow penetration of the heat to the centre of the can, destroying the microbial life. The can is then cooled in air or chlorinated water, after which it is labelled and packed.
Changes in processing have occurred over the years. Continuous sterilizers cause less damage to cans by impact and allow cooling and drying in a closed atmosphere. Foods can also be heat preserved in retortable pouches. These are bags of small cross-sectional area made from laminates of aluminium and heat-sealable plastics. The process is the same as for conventional canning, but better taste properties are claimed for the products because sterilization times can be reduced. Very careful control of the retorting process is essential to avoid damage to the heat seals with subsequent bacterial spoilage.
Aseptic packaging
There have been recent developments in the aseptic packaging of food. The process is fundamentally different from conventional canning. In the aseptic method the food container and closure are sterilized separately, and the filling and closing are done in a sterile atmosphere. Product quality is optimal because heat treatment of the foodstuff can be controlled precisely and is independent of the size or material of the container. Of concern is employee exposure to the sterilizing agents. It is likely that the method will become more widely used because overall it should result in energy savings. To date most progress has been made with liquids and purées sterilized by the so-called HTST process, in which the product is heated to a high temperature for a few seconds. Developments on particulate foodstuffs will follow. One likely benefit in food factories will be the reduction of noise if rigid metallic containers are replaced. Such containers may also cause problems by contaminating preserved food with lead and tin. These are minimized by new-type two-piece containers drawn from lacquered tinplate and three-piece containers with welded instead of soldered side seams.
Frozen packaging
The frozen food industry utilizes all methods of deep-freezing fresh food at temperatures below their freezing point, thus forming ice crystals in the watery tissues. The food may be frozen raw or partially cooked (e.g., animal carcasses or made-up meat dishes, fish or fish products, vegetables, fruits, poultry, eggs, ready-made meals, bread and cakes). Frozen perishable products can be transported over long distances and stored for processing and/or sale when demand arises, and seasonal products can be available at all times.
Food for freezing must be in prime condition and prepared under strict hygienic control. Packaging materials should be vapour- and aroma-proof and resistant to low temperatures. The quality of the product depends on the rate of freezing: if too slow, the structure of the food may be damaged by large ice crystals and enzymatic and microbiological properties destroyed. Small items, such as shrimps and peas, can be frozen quickly, which makes for an improvement in quality.
The various methods of freezing include: air freezing, blast freezing, fluid-bed freezing, fluid freezing, contact freezing, liqui-freezing and dehydro-freezing.
Air freezing in its simplest form involves placing food in trays on shelves in a cold store at approximately –30 ºC for a time varying from a few hours to 3 days, depending on size. Blast freezing, a more complicated technique, uses a rapidly circulating stream of cold air, sometimes combined with cold spirals, which removes heat by means of radiation. Temperatures range between –40 and –50 ºC, and the maximum air speed is 5 m/s. Blast freezing may be carried out in tunnel freezers, often equipped with conveyors to carry the food through to cold-storage rooms. When the freezer is adjacent to the cold store, the tunnel is often closed with an air curtain instead of doors.
Fluid-bed freezing is used for chopped or sliced vegetables, peas and so on, which are placed on a perforated belt through which a stream of air is blown. Each item is coated with ice and thus retains its shape and separateness. The frozen vegetables may be stored in large containers and repackaged when needed in small units. In fluid freezing (one of the oldest known methods) the food, usually fish, is immersed in a strong solution of brine. Salt may penetrate unwrapped goods and even wrappings, affecting the flavour and hastening rancidity. This method had declined in use but is now gaining ground again as more effective plastic wrapping materials are developed. Poultry is frozen by a combination of the fluid- and air-freezing methods. Each bird, packed in polyethylene or similar material, is first sprayed or immersed in a fluid to freeze its outer layer; the inside is afterwards frozen in a blast freezer.
Contact freezing is the common method for foodstuffs packed in cartons, which are placed between hollow shelves through which a cooling fluid is circulated; the shelves are pressed flat against the cartons, usually by hydraulic pressure.
In liqui-freezing, the product is placed on a conveyor belt which is passed through a tank of liquid nitrogen (or occasionally liquid carbon dioxide) or through a tunnel where liquid nitrogen is sprayed. Freezing occurs at a temperature as low as –196 ºC, and not every type of product or wrapping can withstand this cold. Dehydro-freezing, which removes some of the water before freezing, is used for certain vegetables and fruits. A considerable reduction of weight is achieved, involving lower transport, storage and wrapping costs.
During cold storage, the product must be kept at a temperature of –25 to –30 ºC, and good air circulation must be maintained. Transport of frozen goods has to be in refrigerated wagons, lorries, ships and so on, and during loading and unloading, the goods must be exposed to as little heat as possible. Usually, firms producing frozen food also prepare the raw material, but sometimes this treatment is carried out in separate establishments. In beef and poultry operations, carbon dioxide is often used to cool and preserve product during shipping.
Hazards and Their Prevention
Injury hazards
The most common causes of injuries in the food industry are hand tools, especially knives; operation of machinery; collisions with moving or stationary objects; falls or slips; and burns.
Injuries caused by knives in meat and fish preparation can be minimized by design and maintenance, adequate work areas, selection of the right knife for the job, provision of tough protective gloves and aprons and correct training of workers on both the sharpening and the use of the knife. Mechanical cutting devices also pose a hazard, and good maintenance and adequate training of workers is critical to prevent injuries (see figure 1).
Figure 1. Carving frozen whale meat on a band saw without adequate machine guarding and electrical precautions, Japan, 1989
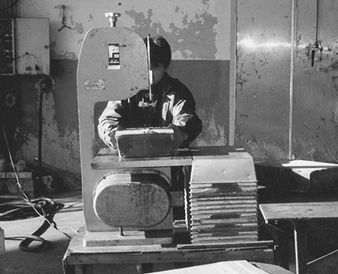
L. Manderson
Although accidents involving transmission machinery are relatively infrequent, they are likely to be serious. Risks related to machines and handling systems must be studied individually in each industry. Handling problems can be addressed by close examination of injury history for each particular process and by use of appropriate personal protection, such as foot and leg protection, hand and arm protection and eye and face protection. Risks from machinery can be prevented by secure machinery guarding. Mechanical handling equipment, especially conveyors, is widely employed, and particular attention should be paid to in-running nips on such equipment. Filling and closing machines should be totally enclosed except for the intake and discharge openings. The intakes of conveyor belts and drums, as well as pulleys and gearing, should be securely protected. To prevent cuts in canning, for example, effective arrangements for clearing up sharp tin or broken glass are required. Serious injury due to the inadvertent start-up of transmission machinery during cleaning or maintenance can be avoided by strict lockout/tagout procedures.
Falling accidents are most often caused by:
- The state of the floor. Accidents are possible when floors are uneven, wet or made slippery by the type of surface; by products; by fatty, oily or dusty waste; or, in cold rooms, from humid air condensing on the floors. Anti-slip floors help to prevent slips. Finding the proper surface and cleaning regimen, along with good housekeeping and proper footwear, will help prevent many falls. Curbs around machines containing water will prevent water flowing onto the floor. Good drainage should be provided to remove rapidly any accumulating liquids or spillage that occurs.
- Uncovered pits or drainage channels. Maintenance of covers or barricading of the hazard is necessary.
- Work at heights. Provision of safe means of access to equipment and storage areas, sound ladders and fall protection (including body harnesses and lifelines) can prevent many hazards.
- Steam or dust. Operations that generate steam or dust may not only make the floor slippery but also prevent good visibility.
- Insufficient or inconsistent lighting. Illumination needs to be bright enough for employees to be able to observe the process. The perception of inadequate lighting occurs when warehouses appear dark compared to production areas and people’s eyes do not adjust when moving from one light level to the other.
Burns and scalds from hot liquors and cooking equipment are common; similar injuries arise from steam and hot water used in equipment cleaning. Even more serious accidents can occur due to explosion of boilers or autoclaves due to lack of regular examination, poor employee training, poor procedures or poor maintenance. All steam equipment needs regular and careful maintenance to prevent major explosion or minor leaks.
Electrical installations, especially in wet or damp places, require proper grounding and good maintenance to control the common hazard of electrical shock. In addition to proper grounds, outlets protected with ground fault interrupters (GFIs) are effective in protecting from electrical shock. Proper electrical classification for hazardous environments is critical. Often flavours, extracts and dusty flammable powders such as grain dust, corn starch or sugar (thought of as foodstuffs rather than hazardous chemicals) may require classified electrical equipment to eliminate ignition during process upsets or excursions. Fires may also occur if welding is done around explosive/combustible organic dusts in grain elevators and mills. Explosions may also occur in gas or oil-fired ovens or cooking processes if they are not installed, operated or maintained correctly; provided with the essential safety devices; or if proper safety procedures are not followed (especially in open flame operations).
Strict product sanitation control is vital at all stages of food processing, including in slaughterhouses. Personal and industrial hygiene practices are most important in guarding against infection or contamination of the products. The premises and equipment should be designed to encourage personal hygiene through good, conveniently situated and sanitary washing facilities, showerbaths when necessary, provision and laundering of suitable protective clothing and provision of barrier creams and lotions, where appropriate.
Strict equipment sanitation is also vital to all stages of food processing. During the regular operation of most facilities, safety standards are effective to control equipment hazards. During the sanitation cycle, equipment must be opened up, guards removed and interlock systems disabled. A frustration is that the equipment is designed to run, but clean-up is often an afterthought. A disproportional share of the most serious injuries happen during this part of the process. Injuries are commonly caused by exposure to in-running nip points, hot water, chemicals and acid or base splashes, or by cleaning moving equipment. Dangerous high-pressure hoses which carry hot water also pose a hazard. Lack of equipment-specific procedures, lack of training and the low experience level of the typical new employee pressed into a cleaning job can add to the problem. The hazard is increased when equipment to be cleaned is located in areas that are not easily accessible. An effective lockout/tagout programme is essential. Current best practice to help control the problem is designing of clean-in-place facilities. Some equipment is designed to be self-cleaning by use of high-pressure spray balls and self-scrubbing systems, but too often manual labour is required to address trouble spots. In the meat and poultry industries, for example, all cleaning is manual.
Health hazards
Infections and infectious or parasitic diseases spread by animals or the waste products of animals used in manufacture are common occupational problems in the food industry. These zoonoses include anthrax, brucellosis, the leptospiroses, tularemia, bovine tuberculosis, glanders, erysipeloid, Q fever, foot-and-mouth disease, rabies and so on. Some food handlers may be subject to a wide variety of skin infections, including anthrax, actinomycosis and erysipeloid. Certain dried fruits are infested with mites; this can affect workers in sorting operations.
Apart from specific prophylactic vaccination against infectious diseases, proper gloves, good personal hygiene and the sanitary facilities to enable this (which are a prerequisite of any food industry as a protection to the product) are the most valuable preventive measures. Good washing facilities, including showers, and appropriate protective clothing are essential. Efficient medical care, especially for treatment of minor injuries, is an equally important requirement.
Contact dermatitis and allergies of the skin or respiratory system caused by organic products, animal or vegetable, are also common. Primary dermatitis can be caused by irritants such as acids, alkalis, detergents and water used in cleaning; friction from fruit picking and packing; and the handling of sugar, which is much used in food manufacture. Secondary sensitization results from the handling of many fruits and vegetables. Organic dusts from grain or flour can also cause respiratory diseases (e.g., “baker’s asthma”) and must be controlled. Too often the food industry considers the ingredients they use to be merely ingredients, rather than chemicals that can have health effects when employees are exposed to either industrial strengths or industrial quantities of “normal” household kitchen ingredients.
Cumulative trauma disorders
Many of the meat, poultry, fish and food processing plants involve highly repetitious and forceful work. The very nature of the products is such that manual labour often is needed to manipulate product when inspecting or loading fragile products into packaging or during the scale-up of a product before high-volume equipment is purchased or installed. Further, handling of boxes for shipping can cause back injuries. Three things to watch for are tasks involving extreme postures, high forces or high levels of repetition. Combinations of more than one factor make the problem more critical. Early detection and treatment of affected workers is desirable. Ergonomic redesign of equipment and other changes discussed in specific articles in this chapter will decrease the incidence of these hazards.
Refrigerants such as anhydrous ammonia, methyl chloride and other halogenated aliphatic hydrocarbons used in freezing and cold storage bring risks of poisoning and chemical burns. Emergency planning in addition to the normal fire planning is important. Training of workers in evacuation procedures is also necessary. Escape-type respiratory protection may be needed during evacuation from some areas of the facility. For some chemicals, sensors in the building are used to provide early warning to all employees through a central alarm system to signal the need to evacuate. Worker reactions to increases in ammonia levels must be taken seriously, and affected workers must be evacuated and treated. Ammonia leaks warrant strict attention and contiuous monitoring. Evacuation may be required if levels start to rise, before dangerous levels are reached. A central assembly point should be selected so that those who are evacuated are not in danger of being downwind of the refrigerant leak. Chemical protective clothing will be needed to aggressively approach the system leak to contain the release. Anhydrous ammonia and the less frequently used refrigerants, such as propane, butane, ethane and ethylene, are also flammable and explosive. Leaks from pipes are usually due to inadequate maintenance and can be prevented with adequate attention. Adequate measures should be taken for explosion prevention and firefighting.
Pesticides, fumigants and other hazardous materials must be kept under strict control and used only according to the manufacturer’s guidance. Organophosphate pesticides should only be used when accompanied with biological monitoring to assure the control of exposure.
The traditional tin/lead soldering of the side seam of a food can and the awareness of the problem of lead levels in food products have resulted in studies of environmental lead levels in can-making units and blood lead levels in workers. Evidence has shown both to be raised, but neither the environmental threshold limit value (TLV) nor the currently acceptable blood lead levels have ever been found to be exceeded. Thus, the results are consistent with a “low risk” lead process.
Carbon dioxide, used in cooling refrigerated products that are to be shipped, must also be kept under strict controls. Adequate ventilation must be provided over dry ice bins to prevent the gas from causing ill effects.
Exposure to cold can range from handling and storage of raw materials in winter or in processing and store rooms cooled with “still air”, to extremes of cold in air-blast refrigeration of raw materials, as in the ice cream and frozen foods industry. Cold-store workers may suffer impairment of health through exposure to cold if adequate protective clothing is not supplied. Exposure to cold is most critical for employees with sedentary jobs in very cold environments. Barriers should be used to deflect cold breezes from workers standing near fans used to circulate air. Job rotation to more active or warmer locations is advisable. In large tunnel freezing plants, it may be fatal for workers to stay in the rapidly moving stream of air, even if dressed in polar clothing. It is particularly important to prohibit entry into a tunnel freezer in operation and to make effective interlocking arrangements or use confined-space entry protocol to ensure that freezers cannot be started up while workers are still inside them. Warm lunchrooms and provision of hot drinks will mitigate the effects of cold work.
Heat, often combined with high humidity in cooking and sterilizing, can produce an equally intolerable physical environment, where heat stroke and heat exhaustion are an issue. These conditions are found especially in processing that entails evaporation of solutions, such as tomato paste production, often in countries where hot conditions already prevail. It is also prevalent on kill floors of slaughterhouses. Effective ventilation systems are essential, with special attention to condensation problems. Air conditioning may be necessary in some areas.
A serious health hazard in most modern plants, especially with canning, is exposure to noise. Putting additional high-speed machines in a limited space continues to drive noise levels up, despite best efforts to keep them below 85 dBA. The manufacture, conveying and filling of cans at speeds of up to 1,000 per minute leads to exposure of operators to a noise level of up to 100 dBA at frequencies ranging from 500 to 4,000 Hz, a dose equivalent of about 96 dBA, which if uncontrolled will lead in many cases to noise-induced deafness over a working lifetime. Certain engineering techniques can lead to some noise reduction; these include sound-absorbent mounting, magnetic elevators, nylon-coated cables and speed-matching in can conveyor systems. However, some radical change in the industry, such as the use of plastic containers, is the only hope for the future of producing a reasonably noise-free environment. At present, a hearing conservation programme based on audiometric examinations, hearing-protection equipment and education should be instituted. Noise refuges and personal ear protection should be provided.
Where ionizing radiation is used, the full precautions applicable to such work (e.g., radiation protection, hazard monitoring, health screening and periodic medical examinations) are necessary.
Medical supervision of workers is desirable; many food factories are small and membership in a group medical service may be the most effective way of securing this.
Health and safety committees that effectively involve the entire organization, including production operators, in the development of plant programmes is the key to a safe operation. Too often the food industry is not considered to be particularly hazardous, and a feeling of complacency develops. Often materials used are ones that people are familiar with and hence individuals may not understand the hazards that can arise when industrial strengths or quantities are employed. Plant employees who understand that safety rules and procedures are in place to protect their health and safety and not simply to meet government requirements are key to the development of a quality safety programme. Management must establish practices and policies that will allow employees to develop those beliefs.
Fibre Sources for Pulp and Paper
The basic structure of pulp and paper sheets is a felted mat of cellulose fibres held together by hydrogen bonds. Cellulose is a polysaccharide with 600 to 1,500 repeated sugar units. The fibres have high tensile strength, will absorb the additives used to modify pulp into paper and board products, and are supple, chemically stable and white. The purpose of pulping is to separate cellulose fibres from the other components of the fibre source. In the case of wood, these include hemicelluloses (with 15 to 90 repeated sugar units), lignins (highly polymerized and complex, mainly phenyl propane units; they act as the “glue” that cements the fibres together), extractives (fats, waxes, alcohols, phenols, aromatic acids, essential oils, oleoresins, stearols, alkaloids and pigments), and minerals and other inorganics. As shown in table 1, the relative proportions of these components vary according to the fibre source.
Table 1. Chemical constituents of pulp and paper fibre sources (%)
|
Softwoods |
Hardwoods |
Straw |
Bamboo |
Cotton |
|
|
Carbohydrates |
|||||
|
a-cellulose |
38–46 |
38–49 |
28–42 |
26–43 |
80–85 |
|
Hemicellulose |
23–31 |
20–40 |
23–38 |
15–26 |
nd |
|
Lignin |
22–34 |
16–30 |
12–21 |
20–32 |
nd |
|
Extractives |
1–5 |
2–8 |
1–2 |
0.2–5 |
nd |
|
Minerals and other |
|
|
|
|
|
nd = no data available.
Coniferous and deciduous trees are the major fibre sources for pulp and paper. Secondary sources include straws from wheat, rye and rice; canes, such as bagasse; woody stalks from bamboo, flax and hemp; and seed, leaf or bast fibres, such as cotton, abaca and sisal. The majority of pulp is made from virgin fibre, but recycled paper accounts for an increasing proportion of production, up from 20% in 1970 to 33% in 1991. Wood-based production accounted for 88% of worldwide pulp capacity in 1994 (176 million tonnes, figure 1); therefore, the description of pulp and paper processes in the following article focuses on wood-based production. The basic principles apply to other fibres as well.
Figure 1. Worldwide pulp capacities, by pulp type
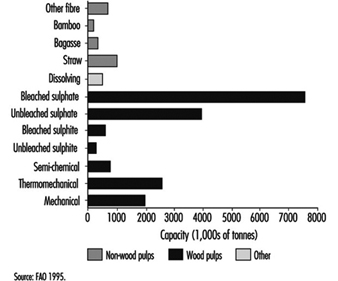
Coffee Cultivation
It is thought that the word coffee derives from Kaffa, a village in Ethiopia where the plant is thought to have its origin. Some, however, consider that the word stems from qahwa, meaning wine in Arabic. Coffee cultivation spread the world over, starting in Arabia (one species is called Coffea arabica, and a variety is Moka, named after an Arab village), passing through many countries, such as Ceylon, Java, India, the Philippines, Hawaii and Viet Nam, among others, some of which are important producers to this day. In America, coffee was introduced from plants previously adapted to the climate in Amsterdam and Paris, planted in Martinique, Surinam and French Guyana, from where it was brought to Brazil, the largest producing country in the world.
World production may be estimated from figure 1. The 1995–96 crop generated wealth estimated at approximately US$27 million, indicating the economic significance of this product worldwide.
Figure 1. World coffee production for 1995 - 96
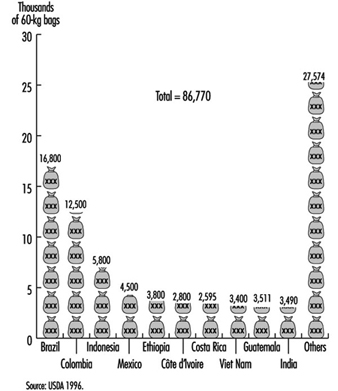
The trend towards a global economy, growing competition and the search for technologies with higher productivity also have effects upon coffee cultivation. Mechanization is being disseminated and updated. Moreover, new methods of cultivation are introduced, among them high-density cultivation, in which the distance between plants is being reduced. This modern method increases the number of coffee trees from 3,000 or 4,000 to 100,000 plants per hectare, with an increase in productivity of around 50% over the traditional method. This procedure is important for workers’ health, since lower risks are involved and less herbicide is applied, especially after the third year. On the other hand, there is an increase in the frequency of tree cutting and higher demand for control of fungus disease in the plants.
Coffee is highly sensitive to fluctuations in international commerce; many countries tend to replace coffee with other crops in which financial return is more predictable. In Brazil, for instance, coffee represented 68% of the total volume of exports in 1920; in the 1990s it is only 4%. Coffee is being replaced by soy bean, citric fruits, corn, latex and especially sugar cane.
It is extremely difficult to obtain a reliable estimate of the total labour force involved in coffee cultivation because the number of employed workers is quite variable. During harvest, a large number of seasonal workers are hired, to be dismissed soon after the crop is over. Moreover, in small properties, very often workers are not legally registered, and therefore are not shown in official reports. In Brazil in 1993, for a production of 28.5 million coffee bags, the number of workers was estimated at 1.1 million in direct and 4 to 5 million in indirect jobs. If the same parameters are applied to world production for the same year, coffee workers around the world could be estimated at approximately 3.6 million.
It is equally difficult to know the average figure of workers per rural property. In general, small or medium-sized properties are predominant. The sex and age distribution of the working population is equally unknown, even though female population among workers is increasing and children are known to be employed in coffee plantations. Figures for unionized workers vary according to the labour policies in each country, but they are known to be generally scarce.
Operations
Coffee cultivation and treatment involve the following steps: tree abatement; soil preparation; planting (small plants are usually grown in nurseries in the same or in external properties); treatment (soil correction, fertilizing, pest control and terrain cleaning manually or with herbicides); fruit picking (ripe fruit is usually red and therefore called a berry—see figure 2; sieving to get rid of impurities; transportation; washing to remove pulp and membranes; sun drying, revolving grains with a rake, or mechanical drying through hot air blasting; hand separation of grains; storing in silos; and bagging.
Figure 2. High-density coffee cultivation showing berries
[Missing]
Potential Risks
Risk factors that may affect workers’ health in coffee cultivation are the same as for agricultural workers in general.
From tree abatement and terrain preparation to the final storage of coffee bags, each step may involve several risk factors for workers’ health and safety. Injury risks are present mainly in mechanized processes, tree abatement, terrain preparation, mechanical picking, transportation of coffee and workers as well, fruit treatment (including the risk of boiler explosion) and use of hand tools (very often improvised or without maintenance).
Potential risks of occupational diseases due to physical conditions are related to heat exposure in drying operations, solar radiation, machine noise, ergonomic problems from hand tools, vibration from machinery and tractors, and cold and humidity from outdoor exposure.
The main chemical agents present as potential risks for workers’ health are pesticides and herbicides. Those most often used are gliphosate as an herbicide, copper salts as fungicides and organophosphorus compounds for other pests commonly found on coffee trees. The number of pesticide applications varies according to tree age, soil composition, climatic conditions, vegetation species or variety, cultivation system (e.g., high or low density) and other factors. Spraying is usually done individually with backpack equipment, or from tractors. Large amounts are usually required, and it is said that “without spraying no crop is available”.
Chemical fertilizers may also present a health risk. Often used are compounds derived from boron, zinc, nitrogen, sodium, potassium, calcium, magnesium and sulphur. The release of particles from fertilizer handling should be kept under control.
Biological agents may represent important risks for workers’ health. They may include, for instance, bites or stings from snakes, spiders, bees, mosquitoes and acarids, some of them important as disease vectors. In certain areas, endemic diseases may be serious risks for coffee workers.
Ergonomic, psychosocial and organizational factors are discussed below.
Health Effects
Examples of injuries related to work are cuts from hand tools, sprains and fractures from machines and injuries from tractors. Fatal injuries, even if unusual, have occurred as a result of overturning of tractors or inadequate vehicles used in transportation of workers. When artificial drying is employed, heat sources may cause burns and explosions.
Occupational diseases may result from exposure to solar ultraviolet radiation; cutaneous conditions may range from a simple erythema to skin cancer. Hearing loss among machine operators, pulmonary allergic conditions, poisoning from herbicides and pesticides, callosities, lung diseases, bone and circulatory conditions due to vibration, and muscular and skeletal trouble due to poor ergonomic positions or excessive weight (one coffee bag can weigh 60 kg) are other occupational conditions that may occur among coffee cultivation workers. Although primarily a problem among workers processing coffee beans, green bean handlers have complained of respiratory and eye problems. Coffee bean dust has been associated with occupational dust diseases.
Tropical diseases such as malaria, yellow fever, filariasis, trypanossomiasis, leishmaniasis and onchocercosis are prevalent in certain cultivating areas. Tetanus is still prevalent in many rural areas.
More complex health problems related to psychosocial and organizational factors may also affect coffee workers. Since large numbers of workers are required during harvest, and very few during the rest of the year, seasonal contracts are usually practised, often resulting in difficult health problems.
In many cases, workers leave their families and remain during the harvest season in precarious lodgings under inadequate sanitary conditions. If the planting area is close to town, the farmer will contract only one man in the family. However, to increase the profit, the worker himself may bring his whole family to help, including women and children. In some areas, the number of children at work is so high that schools will be closed during the whole harvest season.
In this type of seasonal activity, workers will turn from one type of cultivation to another, according to each harvest period. Since men leave their families, women are called “widows with living husbands”. Very often, a man will raise another family, away from his original town.
Proper compliance with labour legislation and social security is usually restricted to large plantations, and labour inspection in rural areas is generally ineffective. Health care is usually very limited. Duration of work is extended to many hours daily; weekends and normal vacations are seldom respected.
These psychosocial and organizational factors result in marked deterioration in workers’ health, manifested through early ageing, low life expectancy, increase in prevalence and longer duration of diseases, malnutrition (eating the food taken to the field in cans without heating it has led to workers being given a nickname—boias frias in Portuguese), anaemia and hypovitaminoses leading to loss of disposition to work, mental trouble and other manifestations.
Prevention
Preventive measures concerning coffee are the same that apply to rural work in general. Collective protection includes machine guarding, care in application of pesticides and herbicides, mechanizing operations that require undue effort and energy consumption, and adequate transportation of workers. In high-density plantations, regular cutting will not allow the trees to grow, which will eliminate the use of dangerous and uncomfortable ladders for hand picking. When drying requires the use of boilers, careful periodic preventive maintenance is of utmost importance. Biological pest control and proper selection of species resistant to plagues are important preventive measures concerning pesticides, avoiding workers’ disease and environmental protection as well.
Implementation of the use of recommended PPE is difficult because such equipment is usually not adapted to climatic conditions or to the biotype of workers. Moreover, there is usually no educational orientation to facilitate the use, and the selection of equipment is not always correct. Equipment in general use is restricted to boots, hats and clothing to protect from the weather, even though hand, lung, eye and ear protection may be required.
Prevention to control psychosocial and organizational factors may bring up many difficulties. Workers’ awareness should be raised through educational activities, especially in unions and other workers’ organizations, increasing perceptions about workers’ rights to better living and working conditions; moreover, employers should develop their perceptions concerning their social responsibilities towards the labour force. The State should exercise an effective and constant orientation and enforcement wherever legal action is required. Some countries have developed rules and regulations specifically applicable to rural workers. In Brazil, for example, Rural Regulatory Standards establish general directives concerning safety in rural activities, the organization of occupational health services and safety committees in plantations, use of personal protective equipment and handling of chemicals (pesticides, fertilizers and soil-correcting products).
Health control through occupational medicine should cover the evaluation of health effects due to exposure to pesticides, ultraviolet radiation, excessive noise and many other hazards. It may, in many circumstances, be more necessary to control worm diseases, anaemia, hypertension, behavioural problems, eye defects and similar problems, due to their high prevalence in rural areas. Health education should be stressed, as well as tetanus immunization, including for pregnant workers to prevent neonatal tetanus. In some regions, immunization against yellow fever is necessary. Chemoprophylaxis is recommended in areas where malaria is endemic, together with the use of repellents and a preventive orientation against mosquitoes, until sanitation is adequate to control or suppress vectors of the aetiological agent. Serum against snake poison should be available.
Acknowledgement: The authors are obliged to the cooperation received from Professor Nelson Batista Martin, from the Institute of Rural Economy, State Secretary of Agriculture, Sao Paulo; Andre Nasser and Ricardo Luiz Zucas, from the Brazilian Rural Society; and Monica Levy Costa, from the School Health Center, School of Public Health, Sao Paulo University.
Migrant and Seasonal Farmworkers
Migrant and seasonal farmworkers represent a large, global population with the double hazard of occupational health hazards of farming superimposed on a foundation of poverty and migrancy, with its associated health and safety problems. In the United States, for example, there are as many as 5 million migrant and seasonal farmworkers, although precise numbers are not known. As the total farm population has decreased in the United States, the proportion of hired farmworkers has increased. Globally, workers migrate in every region of the world for work, with movement generally from poorer to wealthier countries. In general, migrants are given more hazardous and difficult jobs and have increased rates of illness and injury. Poverty and lack of adequate legal protection exacerbate the risks of occupational and non-occupational disease.
Studies of hazardous exposures and health problems in this population have been limited because of the general paucity of occupational health studies in agriculture and the specific difficulties in studying farmworkers, due to their migratory residence patterns, language and cultural barriers, and limited economic and political resources.
Migrant and seasonal agricultural workers in the United States are predominantly young, Hispanic males, although farmworkers also include whites, blacks, Southeast Asians and other ethnic groups. Almost two-thirds are foreign born; most have low levels of education and do not speak or read English. Poverty is a hallmark of agricultural workers, with over half having family incomes below the poverty level. Substandard working conditions prevail, salaries are low and there are few benefits. For example, less than one-fourth have health insurance. Seasonal and migrant agricultural workers in the United States work about half the year on the farm. Most work is in labour-intensive crops such as harvesting of fruits, nuts or vegetables.
The general health status of agricultural workers directly derives from their working conditions and low income. Deficiencies exist in nutrition, housing, sanitation, education and access to medical care. Crowded living conditions and inadequate nutrition may also contribute to the increased risks of acute, infectious illnesses. Farmworkers see a physician less often than non-farmworking populations, and their visits are overwhelmingly for treatment of acute illnesses and injuries. Preventive care is deficient in farmworker populations, and surveys of farmworker communities find a high prevalence of individuals with medical problems requiring attention. Preventive services such as vision and dental care are seriously deficient, and other preventive services such as immunizations are below the population averages. Anaemia is common, probably reflecting poor nutritional status.
The poverty and other barriers for migrant and seasonal farmworkers generally result in substandard living and working conditions. Many workers still lack access to basic sanitary facilities at the worksite. Living conditions vary from adequate government-maintained housing to substandard shacks and camps used while work exists in a particular area. Poor sanitation and crowding may be particular problems, increasing the risks of infectious diseases in the population. These problems are exacerbated among workers who migrate to follow agricultural work, reducing community resources and interactions at each living site.
Various studies have shown a greater burden of infectious diseases on morbidity and mortality in this population. Parasitic diseases are significantly increased among migrant workers. Increased deaths have been found for tuberculosis, as well as many other chronic diseases such as those of the cardiovascular, respiratory and urinary tracts. The greatest increase in mortality rates is for traumatic injuries, similar to the increase seen for this cause among farmers.
The health status of children of farmworkers is of particular concern. In addition to the stresses of poverty, poor nutrition and poor living conditions, the relative deficiency of preventive health services has a particularly serious impact on children. They also are exposed to the hazards of farming at a young age, both by living in the farming environment and by doing agricultural work. Children under 5 years of age are most at risk of unintentional injury from agricultural hazards such as machinery and farm animals. Above 10 years of age, many children begin working, particularly at times of acute labour need such as during harvesting. Working children may not have the necessary physical strength and coordination for farm labour, nor do they have adequate judgement for many situations. Exposure to agrochemicals is a particular problem, since children may not be aware of recent field application or be able to read warnings on chemical containers.
Farmworkers are at increased risk of pesticide illness during work in the fields. Exposures most commonly occur from direct contact with the spray of application equipment, from prolonged contact with recently sprayed foliage or from drift of pesticide applied by aircraft or other spray equipment. Re-entry intervals exist in some countries to prevent foliar contact while the pesticide on foliage is still toxic, but many places have no re-entry intervals, or they may not be obeyed to hasten the harvest. Mass poisonings from pesticide exposure continue to occur among agricultural workers.
The greatest workplace hazard to farmworkers is from sprains, strains and traumatic injuries. The risk of these outcomes is increased by the repetitive nature of much labour-intensive agricultural work, which often involves workers bending or stooping to reach crops. Some harvesting tasks may require the worker to carry heavy bags full of the harvested commodity, often while balancing on a ladder. There is substantial risk of traumatic injuries and musculoskeletal strains in this situation.
In the United States, one of the most serious causes of fatal injuries to farmworkers is motor vehicle accidents. These often occur when farmworkers are driving or being driven to or from the fields very early or late in the day on unsafe rural roads. Collisions may also occur with slow-moving farm equipment.
Dust and chemical exposures result in an increased risk of respiratory symptoms and disease in farmworkers. The specific hazard will vary with the local conditions and commodities. For example, in dry-climate farming, inorganic dust exposure may result in chronic bronchitis and dust-borne diseases of the lung.
Skin disease is the most common work-related health problem among agricultural workers. There are numerous causes of skin disease in this population, including trauma from using hand equipment such as clippers, irritants and allergens in agrochemicals, allergenic plant and animal materials (including poison ivy and poison oak), nettles and other irritant plants, skin infections caused or exacerbated by heat or prolonged water contact, and sun exposure (which can cause skin cancer).
Many other chronic diseases may be more common among migrant and seasonal farmworkers, but data on actual risks are limited. These include cancer; adverse reproductive outcomes, including miscarriage, infertility and birth defects; and chronic neurologic disorders. All of these outcomes have been observed in other farming populations, or those with high-level exposure to various agricultural toxins, but little is known about actual risk in farmworkers.
Health Effects and Disease Patterns
Health effects found in food processing are similar to those found in other manufacturing operations. Respiratory disorders, skin diseases and contact allergies, hearing impairment and musculoskeletal disorders are among the most common occupational health problems in the food and beverage industry (Tomoda 1993; BLS 1991; Caisse nationale d’assurance maladie des travailleurs salariés 1990). Thermal extremes are also a concern. Table 1 shows rankings of the three most common occupational diseases in this industry in selected countries.
Table 1. Most common occupational diseases in the food and drink industries in selected countries
|
Country |
Year |
Occupational diseases |
|||
|
Most common |
Second most common |
Third most common |
Other |
||
|
Austria |
1989 |
Bronchitis, asthma |
Hearing impairment |
Skin diseases |
Infections transmitted by animals |
|
Belgium (food) |
1988 |
Diseases induced by inhalation of substances |
Diseases induced by physical agents |
Skin diseases |
Infections or parasites from animals |
|
Belgium (drink) |
1988 |
Diseases induced by physical agents |
Diseases induced by chemical agents |
Diseases induced by inhalation of substances |
– |
|
Colombia |
1989 |
Hearing impairment |
Respiratory disorders (asthma) |
Musculoskeletal disorders |
Skin diseases |
|
Czechoslovakia |
1988 |
Respiratory disorders |
Musculoskeletal disorders |
Digestive disorders |
Circulatory disorders, skin diseases |
|
Denmark |
1988 |
Physical coordination disorders |
Skin diseases |
Hearing impairment |
Infections, allergies |
|
France |
1988 |
Asthma and other respiratory disorders |
Strains in various parts of body (knees, elbows) |
Septicemia (blood poisoning) and other infections |
Hearing impairment |
|
Poland |
1989 |
Respiratory disorders |
Skin diseases |
Infections |
Hearing impairment |
|
Sweden |
1989 |
Musculoskeletal disorders |
Allergies (contact with chemical agents) |
Hearing impairment |
Infections |
|
United States |
1989 |
Disorders associated with repeated trauma |
Skin diseases |
Diseases due to physical agents |
Respiratory conditions associated with toxic agents |
Source: Tomoda 1993.
Respiratory System
Respiratory problems can largely be classified as rhinitis, which affects the nasal passages; broncho-constriction in the major airways; and pneumonitis, which consists of damage to the fine structures of the lung. Exposure to airborne dust from various foodstuffs, as well as chemicals, may lead to emphysema and asthma. A Finnish study found chronic rhinitis common among slaughterhouse and pre-cooked foods workers (30%), mill and bakery workers (26%) and food processing workers (23%). Also, food processing workers (14%) and slaughterhouse/pre-cooked foods workers (11%) suffered from chronic coughs. The causative agent is flour dust in bakery workers, while temperature variations and various kinds of dust (spices) are believed to cause disease in other branches.
Two studies in the former Yugoslavia found a much higher prevalence of chronic respiratory symptoms than in a control group. In a study of spice workers the most common complaint (57.6%) was dyspnea or breathing difficulty, followed by nasal catarrh (37.0%), sinusitis (27.2%), chronic cough (22.8%) and chronic phlegm and bronchitis (19.6%). A study of animal food processing workers found that in addition to the animal food processing ingredients, exposure included powdered coriander, garlic dust, cinnamon dust, red paprika dust and dust from other spices. Non-smokers studied showed a significantly higher prevalence of chronic phlegm and chest tightness. Smokers had a significantly higher prevalence of chronic coughs; chronic phlegm, chronic bronchitis and chest tightness were also observed. The frequency of acute respiratory symptoms associated with the working day was high for the exposed group, and respiratory ventilatory capacity of smokers was significantly lower than predicted. The study therefore concluded an association exists between exposure to animal food dust and the development of respiratory disorders.
Industrial injury compensation in the United Kingdom recognizes occupational asthma from the handling of enzymes, animals, grains and flour. Exposure to cinnamic aldehyde from tree bark and sulphur dioxide, a bleaching agent and fumigant, cause a high prevalence of asthma in cinnamon workers in Sri Lanka. Dust exposure is minimal for the workers who peel the bark, but workers in the local buyers’ stores are exposed to high levels of dust and sulphur dioxide. A study found 35 of 40 cinnamon workers complained of chronic coughs (37.5%) or suffered from asthma (22.5%). Other abnormalities included weight loss (65%), skin irritation (50%), hair loss (37.5%), eye irritation (22.5%) and rashes (12.5%). For workers who work under similar high concentrations of airborne dust of vegetable origin, asthma is highest in cinnamon workers (22.5%, compared with 6.4% in tea workers and 2.5% in kapok workers). Smoking is not believed to be directly related to the coughs, since similar symptoms occurred in 8 non-smoking women and 5 men who smoked about 7 cigarettes a day. Irritation of the respiratory mucosa by cinnamon dust causes the coughing.
Other studies examined the relationship between respiratory disorders and the allergens and antigens originating in foodstuffs, such as egg protein and seafood products. While no specific workplace dust could be linked to the various acute and chronic respiratory disorders among the exposed workers, the results of the studies indicate a strong association between the disorders and the work environment.
Use of microbiology has long been a part of food production. In general, most of the micro-organisms used in the food and drink industries are considered to be harmless. Wine, cheese, yogurt and sour dough all use a microbial process to yield a usable product. Production of proteins and enzymes increasingly use biotechnological techniques. Certain species of aspergillus and bacillus produce amylases that convert starches into sugar. Yeasts turn starch into acetone. Tricoderma and Penicillium produce cellulases that break down cellulose. As a result, spores of fungi and actinomycetes are widely found in food processing. Aspergillus and Penicillium are frequently present in the air in bakeries. Penicillium is also found in dairy and meat processing plants; during the maturation of cheeses and sausages, there can be abundant surface growth. Cleaning steps, prior to sale, disperse them into the air, and workers may develop allergic alveolitis. Occupational asthma cases have association with many of these organisms, while some are suspected of causing infection or carrying mycotoxins. The enzymes trypsin, chymotrypsin and protease are associated with hypersensitivity and respiratory disease, particularly among laboratory workers.
In addition to the airborne particulate originating from foodstuffs and microbial agents, inhalation of hazardous chemical substances used as reagents, refrigerants, fumigants and sanitizers may cause respiratory and other disorders. These substances are found in solid, liquid or gaseous form. Exposure at or above recognized limits often results in skin or eye irritation and respiratory disorders. Headaches, salivation, burning of the throat, perspiration, nausea and vomiting are symptoms of intoxication due to overexposure.
Ammonia is a colourless gas refrigerant, cleaning agent and fumigant for foodstuffs. Exposure to ammonia can result in corrosive burns or blistering of skin. Excessive and prolonged exposure can produce bronchitis and pneumonia.
Trichloroethylene, hexane, benzene, carbon monoxide (CO), carbon dioxide (CO2) and polyvinyl chloride (PVC) are frequently found in food and beverage plants. Trichloroethylene and hexane are used for olive oil extraction.
CO, a colourless, odourless gas, is difficult to detect. Exposure occurs in smokehouses that are poorly ventilated or while working in grain silos, wine fermentation cellars or where fish are stored. Dry-ice freezing or chilling, CO2-freeze tunnels and combustion processes expose workers to CO2. Intoxication symptoms of overexposure to CO and CO2 include headache, dizziness, drowsiness, nausea, vomiting and, in extreme cases, even death. CO also can aggravate heart and respiratory symptoms. The acceptable exposure limits, set by several governments, permit 100 times greater exposure to CO2 than CO to trigger the same response.
PVC is used for packaging and food-wrap materials. When PVC film is heated, thermal degradation products cause irritation to the eyes, nose and throat. Workers also report symptoms of wheezing, chest pains, breathing difficulties, nausea, muscle pains, chills and fever.
Hypochlorites, acids (phosphoric, nitric and sulphuric), caustics and quaternary ammonium compounds are frequently used in wet cleaning. Microbiology labs use mercury compounds and formaldehyde (gas and formalin solution). Disinfection in the lab uses phenolics, hypochlorites and glutaraldehyde. Irritation and corrosion to eyes, skin and lungs occur with excessive exposure and contact. Improper handling can release highly toxic substances, like chlorine and sulphur oxides.
The National Institute for Occupational Safety and Health (NIOSH) in the United States reported worker breathing difficulties during washing of poultry with super-chlorinated water. The symptoms included headaches, sore throat, tightness in the chest and difficulty breathing. Chloramine is the suspected agent. Chloromines can form when ammonia-treated water or amine-treated boiler water contacts hypochlorite solutions used in sanitation. Cities have added ammonia to water to prevent the formation of halomethanes. Air sample methods are not available for chloramines. Chlorine and ammonia levels are not predictive as indicators of exposure, as testing found their levels to be well below their limits.
Fumigants prevent infestation during storage and transport of food raw materials. Some fumigants include anhydrous ammonia, phostoxin (phosphine) and methyl bromide. The short duration of this process makes respiratory protection the cost-effective strategy. Proper respiratory protection practices should be observed when handling these items until air measurements of the area are below applicable limits.
Employers should take steps to assess the level of toxic contamination at the workplace and ensure that exposure levels do not exceed limits found in safety and health codes. Contamination levels should be measured frequently, especially following changes in processing methods or the chemicals used.
Engineering controls to minimize the risk of intoxication or infection have two approaches. First, eliminate the use of such materials or substitute a less hazardous material. This may involve replacing a powdered substance with a liquid or slurry. Second, control the exposure through reducing the level of air contamination. Workplace designs include the following: total or partial enclosure of the process, suitable ventilation systems and restricted access (to reduce exposed population). An appropriate ventilation system is instrumental in preventing the dispersal of spores or aerosols throughout the workplace. Substitution of vacuum cleaning or wet cleaning for compressed-air blow-out of equipment is critical for dry materials that could become airborne during cleaning.
Administrative controls include worker rotation (to reduce exposure period) and off-shift/weekend hazardous task work (to reduce exposed population). Personal protective equipment (PPE) is the least favoured exposure control method due to high maintenance, availability issues in developing countries and the fact that the worker must remember to wear it.
PPE consists of splash goggles, face shields and respirators for workers mixing hazardous chemicals. Worker training on use and limitations, plus equipment fitting, must occur for the equipment to adequately serve its purpose. Different types of respirators (masks) are worn depending on the nature of the work and the level of the hazard. These respirators range from the simple half facepiece for dust and mist, through chemical air purifying of various facepiece types, up to self-contained breathing apparatus (SCBA). Proper selection (based on hazard, face-fit and maintenance) and training assure effectiveness of the respirator in reducing exposure and the incidence of respiratory disorders.
Skin
Skin problems found in the food and drink industries are skin disease (dermatitis) and contact allergies (e.g., eczema). Due to sanitation requirements, workers are constantly washing their hands with soap and using hand-dip stations that contain quaternary ammonium solutions. This constant wetting of the hands can reduce the lipid content of the skin and lead to dermatitis. Dermatitis is an inflammation of the skin as a result of contact-exposure to chemicals and food additives. Work with fats and oils can clog the pores of the skin and lead to acne-like symptoms. These primary irritants account for 80% of all occupational dermatitis seen.
There is growing concern that workers may become highly sensitized to microbial proteins and peptides generated by fermentation and extraction, which can lead to eczema and other allergies. An allergy is a hypersensitive response of any type that is greater than that which normally occurs in response to antigens (not-self) in the environment. Allergic contact dermatitis is rarely seen before the fifth or seventh day after exposure is initiated. Hypersensitivity occupational dermatitis is also reported for work with enzymes, such as trypsin, chymotrypsin and protease.
Chlorinated solvents (see “Respiratory system” section above) stimulate the epidermal cells to undertake peculiar growth patterns. This keratin stimulation may lead to tumour formation. Other chlorinated compounds found in soaps for antibacterial purposes can lead to photosensitivity dermatitis.
Reduction of exposure to causative agents is the principle preventive method for dermatitis and contact allergies. Adequately drying foodstuffs prior to storage and clean-condition storage can control airborne spores. PPE such as gloves, masks and uniforms keep workers from direct contact and minimize the risk of dermatitis and other allergies. Latex glove materials can cause allergic skin reactions and should be avoided. Proper application of barrier creams, where permitted, can also minimize contact with the skin irritant.
Infectious and parasitic diseases of animal origin are the occupational diseases most specific to the food and drink industries. The diseases are most common among meat-packing and dairy workers as a result of direct contact with infected animals. Agricultural workers and others are also at risk due to their contact with these animals. Prevention is particularly difficult since the animals may not give any overt signs of disease. Table 2 lists the types of infections reported.
Table 2. Types of infections reported in food and drink industries
|
Infections |
Exposure |
Symptoms |
|
Brucellosis (Brucella melitensis) |
Contact with infected cattle, goats and sheep (Northern and Central Europe and North America) |
Constant and recurring fever, headaches, weakness, joint pain, night sweats and loss of appetite; can also give rise to symptoms of arthritis, influenza, asthenia and spondylitis |
|
Erysipeloid |
Contact of open wounds with infected pigs and fish (Czechoslovakia) |
Localized redness, irritation, a burning sensation, pain in the infected area. It can spread to the bloodstream and lymph nodes. |
|
Leptospirosis |
Direct contact with infected animals or their urine |
Headaches, aching muscles, eye infections, fever, vomiting and chills; in more serious cases, kidney and liver damage, plus cardiovascular and neurological complications |
|
Epidermycosis |
Caused by a parasitic fungus on the skin of animals |
Erythema and blistering of skin |
|
Dematophytosis (ringworm) |
Fungal disease through contact with skin and hair of infected animals |
Localized hair loss and small crusts on the scalp |
|
Toxoplasmosis |
Contact with infected sheep, goats, cattle, pigs and poultry |
Acute stage: fever, muscle pain, sore throats, headaches, swollen lymph nodes and enlarged spleen. Chronic infection leads to development of cysts in the brain and muscle cells. Foetal transmission causes still- and premature births. Full-term babies can have brain and heart defects and may die. |
|
Papilloma viral lung cancers |
Regular contact with live animals or animal flesh coupled with exposure to polycyclic aromatic hydrocarbons and nitrites |
Lung cancers in butchers and slaughterhouse workers studied in England, Wales, Denmark and Sweden |
The fundamental principle for preventing the contraction and spread of infectious and parasitic skin diseases is personal hygiene. Clean washrooms, toilets and shower facilities should be provided. Uniforms, PPE and hand towels need to be washed and in some cases sterilized frequently. All wounds should be sterilized and dressed, regardless of how slight, and covered with protective gear until healed. Keeping the workplace clean and healthy is just as important. This includes the thorough washing of all equipment and surfaces that contact animal flesh after each workday, the control and extermination of rodents and the exclusion of dogs, cats and other animals from the workplace.
Vaccination of animals and inoculation of workers are measures many countries take to prevent infectious and parasitic diseases. Early detection and treatment of diseases with antibacterial/anti-parasitic drugs is essential to contain and even eradicate them. Workers should be examined as soon as any symptoms, such as recurring coughs, fever, headaches, sore throats and intestinal disorders, appear. In any case, workers should undergo medical examinations at established frequencies, including pre-placement/post-offer baseline exams. In some countries, authorities must be notified when examination detects work-related infection in the workers.
Noise and Hearing
Hearing impairment occurs as a result of continuous and prolonged exposure to noise above recognized threshold levels. This impairment is an incurable illness causing communication disorders and is stressful if the work demands concentration. As a result, psychological and physiological performance can deteriorate. There is also an association between high noise level exposure and abnormal blood pressure, heartbeat, respiration rate/volume, stomach and intestinal spasms and nervous disorders. Individual susceptibility, exposure duration and noise frequency plus intensity are factors that determine the exposure risk.
Safety and health codes vary from country to country, but worker exposure to noise is usually limited to 85 to 90 dBA for 8 continuous hours, followed by a 16-hour recovery time below 80 dBA. Ear protection should be made available at 85 dBA and is required for workers with a confirmed loss and for 8-hour exposures at or above 90 dBA. Annual audiometric testing is recommended, and in some countries required, for this exposed population. Noise measurements with a meter such as the American National Standards Institute (ANSI) Type II sound meter should be taken at least every 2 years. Readings should be repeated whenever equipment or process changes could increase the ambient noise levels.
Ensuring that noise exposure levels are not hazardous is the primary strategy for noise controls. Good manufacturing practices (GMPs) dictate that control devices and their exposed surfaces be cleanable, do not harbour pests and have necessary approvals to contact food or be ancillary to food production. The methods adopted also depend on the availability of financial resources, equipment, materials and trained staff. One of the most important factors in noise reduction is the design of the workplace. Equipment should be designed for low noise and low vibration. Replacing metal parts with softer materials, like rubber, can reduce noise.
When new or replacement equipment is purchased a low-noise type should be selected. Silencers should be installed at air valves and exhaust pipes. Noise-producing machines and processes should be enclosed to reduce to a minimum the number of workers exposed to high noise levels. Where permitted, noise-proof partitions and noise-absorbing ceilings should be installed. Removal and cleaning of these partitions and ceiling tiles need to be included in the maintenance costs. The optimum solution is usually a combination of these measures, adapted to the needs of each workplace.
When engineering controls are not feasible or when it is impossible to reduce noise below harmful levels, PPE should be used to protect the ears. Protective equipment availability and worker awareness is important to prevent hearing impairment. In general, a selection of plugs and earmuffs will lead to greater acceptance and wearing.
Musculoskeletal System
Musculoskeletal disorders were also reported in the 1988–89 data (see table 1]). Data in the early 1990s noted more and more workers reporting occupational musculoskeletal disorders. Plant automation and work whose pacing is regulated by a machine or conveyor belt occurs today for more workers in the food industry than ever before. Tasks in automated plants tend to be monotonous, with workers performing the same movement all day long.
A Finnish study found that nearly 40% of survey participants reported performing repetitive work all day. Of those performing repetitive work, 60% used their hands, 37% used more than one part of the body and 3% used their feet. Workers in the following occupational groups perform repetitive work for two-thirds or more of their working hours: 70% of cleaners; 67% of slaughterhouse, pre-cooked food and packaging workers; 56% of warehouse and transport workers; and 54% of dairy workers.
Ergonomic stresses arise because most food products come from natural sources and are not uniform. Meat handling requires workers to handle carcasses of varying sizes. With the introduction of poultry sold in parts in the 1960s, more birds (40%, up from less than 20%) were cut into parts. Workers must make many cuts using sharp tools. Changes in US Department of Agriculture (USDA) inspection procedures now permit average line speeds to increase from 56 to 90 birds per minute. Packaging operations may involve repetitive hand and wrist motions to place finished items undamaged into trays or packs. This is especially true for new products, as the market may not justify high-volume operations. Special promotions, including recipes and coupons, may require that an item be manually inserted into the package. Ingredient packaging and workplace layout may require lifting beyond the action limits recommended by occupational health agencies.
Repetitive strain injuries (RSIs) include inflammation of the tendon (tendinitis) and inflammation of the tendon sheath (tenosynovitis). These are prevalent among workers whose jobs require repetitive hand movements, like meatpacking workers. Tasks that repeatedly combine the bending of the wrist with gripping, squeezing and twisting motion can cause carpal tunnel syndrome (CTS). CTS, characterized by a tingling sensation in the thumb and first three index fingers, is caused by inflammation in the wrist joint creating pressure on the nerve system in the wrist. Misdiagnosis of CTS as arthritis can result in permanent numbness and severe pain in the hands, elbows and shoulders.
Vibration disorders also accompany an increased level of mechanization. Food workers are no exception, although the problem may not be as serious as for certain other industries. Food workers using machines such as band saws, mixers and cutters are exposed to vibration. Cold temperatures also increase the probability of vibration disorders to the fingers of the hand. Five per cent of the participants in the Finnish study noted above were exposed to a fairly high level of vibration, while 9% were exposed to some level of vibration.
Excessive exposure to vibration leads, among other problems, to musculoskeletal disorders in the wrists, elbows and shoulders. The type and degree of disorder depend on the type of machine, how it is used and the level of oscillation involved. High levels of exposure can result in growth of a protuberance on the bone or the gradual destruction of the bone in the joint, resulting in severe pain and/or limited mobility.
Rotation of workers with a view to avoiding repetitive motions may reduce the risk by sharing the critical task across the team. Teamwork by task rotation or two-person handling of awkward/heavy ingredient bags can reduce the stress on a single worker in material handling. Tool maintenance, especially knife sharpening, also plays an important role. An ergonomic team of management and production workers can best address these issues as they arise.
Engineering controls focus on reduction or elimination of the 3 primary causes of musculoskeletal problems—force, position and repetition. The workplace should be analysed to identify needed changes, including workstation design (favouring adjustability), working methods, task automation/mechanical assists and ergonomically sound hand tools.
Adequate training should be provided to workers using knives on keeping the knife sharp to minimize force. Also, plants must provide adequate knife-sharpening facilities and avoid the cutting of frozen meat. Training encourages workers to understand the cause and prevention of musculoskeletal disorders. It reinforces the need to use correctly the tools and machines specified for the task. It should also encourage workers to report medical symptoms as soon as possible. Elimination of more invasive medical intervention by restriction of duties and other conservative care, is effective treatment of these disorders.
Heat and Cold
Thermal extremes exist in the food work area. People must work in freezers with temperatures of –18 °C or below. Freezer clothing helps insulate the worker from the cold, but warm break rooms with access to warm liquids must be provided. Meat-processing plants must be kept at 7 to 10 °C. This is below the comfort zone and workers may need to wear additional clothing layers.
Ovens and steam cookers have radiant and moist heat. Heat stress can occur during season changes and heat waves. Copious amounts of fluids and salting of foods may relieve the symptoms until the worker can acclimatize, usually after 5 to 10 days. Salt tablets are not recommended due to complications of hypertension or gastrointestinal upset.
Wood Handling
Wood may arrive at a pulp mill woodyard in the form of raw logs or as chips from a lumber mill. Some pulp mill operations have on-site sawmills (often called “woodrooms”) which produce both marketable lumber and stock for the pulp mill. Sawmilling is discussed in detail in the chapter Lumber. This article discusses those elements of wood preparation which are specific to pulp mill operations.
The wood preparation area of a pulp mill has several basic functions: to receive and meter the wood supply to the pulping process at the rate demanded by the mill; to prepare the wood so that it meets the mill’s feed specifications for species, cleanliness and dimensions; and to collect any material rejected by the previous operations and send it to final disposal. Wood is converted into chips or logs suitable for pulping in a series of steps which may include debarking, sawing, chipping and screening.
Logs are debarked because bark contains little fibre, has a high extractives content, is dark, and often carries large quantities of grit. Debarking can be done hydraulically with high-pressure water jets, or mechanically by rubbing logs against each other or with metal cutting tools. Hydraulic debarkers may be used in coastal areas; however, the effluent generated is difficult to treat and contributes to water pollution.
Debarked logs may be sawn into short lengths (1 to 6 metres) for stone groundwood pulping or chipped for refiner mechanical or chemical pulping methods. Chippers tend to produce chips with a considerable size range, but pulping requires chips of very specific dimensions to ensure constant flow through refiners and uniform cooking in digesters. Chips are therefore passed over a series of screens whose function is to separate chips on the basis of length or thickness. Oversized chips are rechipped, while undersized chips are either used as waste fuel or are metered back into the chip flow.
The requirements of the particular pulping process and chip conditions will dictate the duration of chip storage (figure 1; note the different types of chips available for pulping). Depending on fibre supply and mill demand, a mill will maintain a 2 to 6 week unscreened chip inventory, usually in large outdoor chip piles. Chips may degrade through auto-oxidation and hydrolysis reactions or fungal attack of the wood components. In order to avoid contamination, short-term inventories (hours to days) of screened chips are stored in chip silos or bins. Chips for sulphite pulping may be stored outside for several months to allow volatilization of extractives which may cause problems in subsequent operations. Chips used in kraft mills where turpentine and tall oil are recovered as commercial products typically proceed directly to pulping.
Figure 1. Chip storage area with front end loaders

George Astrakianakis
Case Study: Family Farms
The family farm is an enterprise and a homestead on which both children and the elderly are likely to be present. In some parts of the world, farm families live in villages surrounded by their farm land. The family farm combines family relationships and child raising with the production of food and other raw materials. Family farms range from small, subsistence or part-time operations worked with draught animals and hand tools to very large, family-held corporations with numerous full-time employees. Types of family farms are distinguished by national, regional, cultural, historical, economic, religious and several other factors. The size and type of operations determine the demand for labour from family members and the need for hired full- or part-time workers. A typical farm operation may combine the tasks of livestock handling, manure disposal, grain storage, heavy equipment operation, pesticide application, machinery maintenance, construction and many other jobs.
The Organization for Economic Cooperation and Development (OECD 1994) reports several trends in agriculture, including:
- the increasing economic dominance of large, highly mechanized producers
- the increase in off-farm employment as the principal source of income for small farms
- the controlling role of national and international agricultural policies and trade agreements.
The concentration of farm operations and the reduction in the number of family farms has been recognized for decades. These economic forces affect the work processes, workload and safety and health of the family farm. Several key changes are occurring in family farming as a direct result of these economic forces, including expanding workloads, increasing reliance on hired labor, use of new techniques, unsupervised adolescents and struggling to maintain economic viability.
Children nearing adolescence contribute to family farm productivity. Small and medium-size family farms are likely to rely on this labor, especially when adult family members work off the farm. The result may be unsupervised work by farm children.
Hazards
The family farm is a hazardous work environment. It is one of few hazardous workplaces where multiple generations of family members may live, work and play. A farm can be the source of many and differing life-threatening hazards. The most important indicator for safety and health is workload per worker—both physical labor and decision-making or mental workload. Many serious injuries happen to experienced farmers, working with familiar equipment in familiar fields, while doing tasks that they have been performing for years and even decades.
Hazardous agricultural materials including pesticides, fertilizers, flammable liquids, solvents and other cleaners are responsible for acute and chronic illnesses in farm workers and family members. Tractors, augers and other mechanized equipment have permitted a dramatic increase in the land and livestock that can be worked by a single farmer, but mechanization has contributed to severe injuries in agriculture. Machinery entanglement or tractor rollover, livestock, operating equipment on public roads, falling or being struck by falling objects, material handling, confined spaces and exposures to toxins, dust, moulds, gases, chemicals, vibration and noise are among the principal risks for illness and injury on farms. Climate and topography (e.g., weather, water, slopes, sinkholes and other obstacles) also contribute to the hazards.
Overall, agricultural occupations produce some of the highest rates of death and injury of all types of jobs. Unfortunately, farm children are at great risk along with their parents. As farm families attempt to remain profitable as they expand, family members may take on too high a workload and place themselves at greatly increased risk of fatigue, stress and injury. It is under these conditions that farm children are most likely to try to help out, often working unsupervised. In addition, unrelenting stressors associated with farming may lead to depression, family breakup and suicide. For example, principal owner-operators on single-family farms appear to be at particularly high risk for suicide when compared to other rural residents (Gunderson 1995). Further, the costs of illnesses and injuries are most often borne by the family member(s), and by the family enterprise—both as direct medical costs and in the reduction of labour necessary to maintain the operation.
Prevention
Classic agricultural safety and health programmes emphasize improved engineering design, education and good practices. Special attention on these farms needs to be placed on age-appropriate tasks for children and older adults. Young children should neither be allowed near operating farm equipment nor ever ride on tractors and other farm equipment. They should also be excluded from farmstead buildings that present hazards including electricity, confined spaces, chemical storage areas and operating equipment (National Committee for Childhood Agricultural Injury Prevention 1996). Warning labels should be maintained on equipment and chemicals so adults are informed of hazards and can thus better protect their families. The availability of experienced part-time or full-time workers reduces the burden on the family during periods of high workloads. The abilities of older adults should be a factor in the tasks that they perform.
Self-reliant farmers, determined to complete tasks regardless of the risks, may ignore safe work practices if they perceive them to interfere with farm productivity. Improving safety and health on family farms requires engaging the active participation of farmers and farm workers; improving attitudes, behavioral intentions and work practices; recognizing farm economics and productivity as powerful determinants in shaping the structure and organization of the enterprise; and including agricultural specialists, equipment dealers, insurance agents, bankers, local media, youth and other community members in generating and sustaining a broad climate of farm and community safety.
Urban Agriculture
Agriculture conducted in urban areas is a major contributor to food, fuel and fibre production in the world, and it exists largely for the daily needs of consumers within cities and towns. Urban agriculture uses and reuses natural resources and urban wastes to produce crops and livestock. Table 1 summarizes the variety of farming systems in urban areas. Urban agriculture is a source of income for an estimated 100 million people, and a source of food for 500 million. It is oriented to urban markets rather than national or global markets, and it consists of many small-scale farms and some large-scale agribusinesses. Urban farmers range from a household garden in 20 m2 or less, to a small-scale farmer making a living on 200 m2, to a large-scale operator who may rent 10 hectares in an industrial zone (UNDP 1996).
Table 1. Farming systems in urban areas
|
Farming systems |
Product |
Location or technique |
|
Aquaculture |
Fish and seafood, frogs, vegetables, seaweed and fodder |
Ponds, streams, cages, estuaries, sewage, lagoons, wetlands |
|
Horticulture |
Vegetables, fruit, herbs, beverages, compost |
Homesites, parks, rights-of-way, containers, rooftops, hydroponics, wetlands, greenhouses, shallow bed techniques, layered horticulture |
|
Floriculture |
Flowers, insecticides, house plants |
Ornamental horticulture, rooftops, containers, greenhouses, rights-of-way |
|
Husbandry |
Milk, eggs, meat, manure, hides, and fur |
Zero-grazing, rights-of-way, hillsides, cooperatives, pens, open spaces |
|
Agroforestry |
Fuel, fruits and nuts, compost, building material |
Street trees, homesites, steep slopes, vineyards, green belts, wetlands, orchards, forest parks, hedgerows |
|
Mycoculture |
Mushrooms, compost |
Sheds, cellers |
|
Vermaculture |
Compost, worms for animal and fish feed |
Sheds, trays |
|
Sericulture |
Silk |
Homesites, trays |
|
Apiculture |
Honey, pollination, wax |
Beehives, rights-of-way |
|
Landscape gardening, arboriculture |
Grounds design and upkeep, ornamentation, lawns, gardens |
Yards, parks, play fields, commercial frontage, road sides, lawn and garden equipment |
|
Beverage crops cultivation |
Grapes (wine), hibiscus, palm tea, coffee, sugar cane, qat (tea substitute), matte (herbed tea), banana (beer) |
Steep slopes, beverage processing |
Sources: UNDP 1996; Rowntree 1987.
Landscaping, an offshoot of architecture, has emerged as another urban agriculture endeavour. Landscape gardening is the tending of plants for their ornamental appearance in public parks and gardens, private yards and gardens, and industrial and commercial building plantings. Landscape gardening includes lawn care, planting annuals (bedding plants), and planting and caring for perennials, shrubs and trees. Related to landscape gardening is grounds keeping, in which playing fields, golf courses, municipal parks and so on are tended (Franck and Brownstone 1987).
Process Overview
Urban agriculture is seen as a method for establishing ecological sustainability for towns and cities in the future. Urban agriculture usually engages shorter-cycle, higher-value market crops and uses multi-cropping and integrated farming techniques located where space and water are scarce. It uses both vertical and horizontal space to its best advantage. The principal feature of urban farming is the reuse of waste. The processes are typical of agriculture with similar inputs and steps, but the design is to use both human and animal wastes as fertilizer and water sources for growing vegetation. In this near idealized model, external inputs still exist, however, such as pesticides (UNDP 1996).
In the special case of landscaping, appearance is the product. The care of lawns and ornamental trees, shrubs and flowers are the focus of the landscape operation. In general, the landscaper purchases planting stock from a nursery or a turf farm, plants the stock and cares for it routinely and frequently. It typically is labour and chemical intensive, and the use of hand and power tools and lawn and garden equipment is also common. Grass mowing is a routine chore in landscaping.
Hazards and Their Control
Urban agriculture is typically small scale, close to housing, exposed to urban pollutants, engaged in the reuse of waste and exposed to potential theft of products and related violence. The hazards related to various types of agriculture, pesticides and composting discussed elsewhere in this volume are similar (UNDP 1996).
In the developed countries, suburban farms and landscaping enterprises make use of lawn and garden equipment. This equipment includes small tractors (tractor attachments such as mowers, front-end loaders and blades) and utility haulers (similar to all-terrain vehicles). Other tractor attachments include tillers, carts, snow blowers and trimmers. These tractors all have engines, use fuel, have moving parts, carry an operator and are often used with towed or mounted equipment. They are substantially smaller than the typical agricultural tractor, but they can be overturned and cause serious injury. The fuel used on these tractors poses a fire hazard (Deere & Co. 1994).
Many of the tractor attachments have their own peculiar hazards. Children riding with adults have fallen from the tractor and been crushed under the wheels or chopped by mower blades. Mowers pose two types of hazards: one is potential contact with rotating blades and the other is being struck by objects thrown from the blades. Both front-end loaders and blades are operated hydraulically, and if left unattended and elevated, pose a hazard of falling onto anyone who gets a body part under the attachment. Utility haulers are inexpensive when compared to the cost of a small truck. They can turn over on steep terrain, especially when turning. They are dangerous when used on public roads because of the possibility of collision. (See table 2 for several safety tips for operating some types of lawn and garden equipment.)
Table 2. Safety advice for using mechanical lawn and garden equipment
Tractors (smaller than regular farm equipment)
Prevent rollovers:
- Do not drive where the tractor can tip or slip; avoid steep slopes; watch for rocks, holes
and similar hazards.
- Travel up and down slopes or hillsides; avoid travelling across steep slopes.
- Slow down and use care in turning to prevent tipping or losing steering and braking control.
- Stay within the tractor load limits; use ballast for stability; refer to the operator’s manual.
Never allow extra riders.
Maintain safety interlocks; they ensure that powered equipment is disengaged
when the operator is not seated or when starting the tractor.
Rotary lawn mowers (tractor mounted or walk-behind type)
Maintain safety interlocks.
Use proper blades and guards.
Keep all safety blades and guards in place and in good condition.
Wear substantial closed-toe shoes to prevent slipping and protect against injury.
Do not allow anyone to put their hands or feet near the mower deck or discharge chute
while the machine is running; stop the mower if children are nearby.
When leaving the machine, shut it down.
To prevent thrown object injuries:
- Clear the area to be mowed.
- Keep the mower deck guards, discharge chute, or bag in place.
- Stop the mower whenever someone comes near.
When working on mower (on push or walk-behind type mowers), disconnect the spark plug
to prevent engine starting.
Avoid fires by not spilling fuel on hot surfaces nor handling fuel near sparks or flames;
avoid the accumulation of fuel, oil and trash around hot surfaces.
Front-end loaders (attached to lawn and garden tractors)
Avoid overloading.
Back down ramps and steep inclines with the loader bucket lowered.
Watch the driving route rather than watching the bucket.
Operate the hydraulic loader controls only from the tractor seat.
Use the loader only for materials that it was designed to handle.
Lower the bucket to the ground when leaving the machine.
Utility haulers (similar to all-terrain vehicles but designed for off-the-road work)
Avoid rollovers:
- Practise driving on smooth terrain before driving on rough terrain.
- Do not speed; slow down before turning (especially on slopes).
- Reduce speed on slopes and rough terrain.
- Watch for holes, rocks and other hidden hazards.
Never allow extra riders.
Avoid tipping over by distributing the cargo box load so it is not too high or too far to rear.
Avoid an upset when raising the cargo box by staying clear of the edge of loading docks
or embankments.
When towing loads, place weight in the cargo box to assure traction.
Avoid driving on public roads.
Children should not operate these machines.
A helmet is recommended head protection.
Source: Adapted from Deere & Co. 1994.
More...
Environmental Protection and Public Health Issues
Overview
The food industry is directly dependent on the natural environment for a supply of raw materials to produce contaminant-free products for human consumption. Due to the extensive processing of a great volume of materials, potential impact on the environment is considerable. This is also true of the beverage industry.
Environmental concern with respect to the food industry focuses more on organic pollutant loadings than on the impact of toxic substances. If pollutant loadings are inadequately prevented or controlled, they will strain community pollution control infrastructure or produce negative impacts on local ecosystems. Production techniques that control product losses serve the double function of improving yield and efficiency while at the same time reducing potential waste and pollution problems.
While the availability of potable water is essential, the food-processing industry also requires very large volumes of water for a wide variety of non-consumption uses, such as for initial cleaning of raw material, fluming, blanching, pasteurizing, cleaning of processing equipment and cooling of finished product. Water uses are identified by quality criteria for different applications, with the highest quality uses often requiring separate treatment to assure complete freedom from odour and taste and to ensure uniform conditions.
The processing of very large volumes of material introduces a potentially great solid waste problem in the production phase. Packaging waste has been the subject of increasing concern with regard to the post-consumer phase of a product’s life cycle. In certain branches of the food industry, processing activities are also associated with potential air emissions and odour control problems.
Despite considerable variation among specific industry sub-sectors, approaches to the prevention and control of pollution share many general characteristics.
Water Pollution Control
The food-processing industry has a raw waste effluent before treatment that is extremely high in soluble organic matter. Even small, seasonal plants are likely to have waste loads comparable to those of populations of 15,000 to 25,000, with large plants approximating the population-equivalent waste load of a quarter of a million people. If a stream or waterway receiving effluent is too small and organic waste too large in volume, the organic waste will utilize the dissolved oxygen in the process of being stabilized and will pollute or degrade the water body by reducing the dissolved oxygen value below that required by normal aquatic organisms. In most cases the waste from food-processing plants is amenable to biological treatment.
The strength of wastewater varies considerably according to plant, specific process and raw product characteristics. From an economic point of view, it is normally less costly to treat a high-strength, low-volume waste than a large-volume, diluted waste. For this reason, effluent with a high biological oxygen demand (BOD), such as the blood of chickens or meat, should be kept out of poultry and meatpacking plant sewers to reduce pollution load, and retained in containers for separate disposal in a by-products or rendering plant.
Waste streams with extreme pH (acidity) values should be carefully considered because of their effect on biological treatment. The combination of acid and basic waste streams may result in neutralization, and, where possible, cooperation with adjacent industries may be very beneficial.
The liquid portion of food-processing waste is normally screened or separated after settling, as a preliminary step in any treatment process, so that these wastes can be disposed of as garbage or combined with other solids in a by-products recovery programme.
The treatment of wastewater can be accomplished by a variety of physical, chemical and biological methods. As secondary processes are more expensive, maximum use of primary treatment is critical in reducing loads. Primary treatment includes processes such as settling or plain sedimentation, filtration (single, dual and multi-media), flocculation, flotation, centrifugation ion exchange, reverse osmosis, carbon absorption and chemical precipitation. Settling facilities range from simple settling ponds to sophisticated clarifiers designed specifically for the particular waste stream characteristics.
The use of biological secondary treatment to follow primary treatment is frequently a necessity to reach wastewater effluent standards. As most food and beverage industry wastewaters contain mainly biodegradable organic pollutants, biological processes used as secondary treatment seek to reduce the BOD of the waste stream by mixing higher concentrations of organisms and oxygen in the waste stream to provide rapid oxidation and stabilization of the waste stream prior to their discharge back to the environment.
Techniques and combinations of techniques may be adapted to address specific waste situations. For example, for dairy wastes, anaerobic treatment to remove the major portion of the pollutant load, with aerobic post-treatment to further reduce the residual BOD and chemical oxygen demand (COD) down to low values and remove nutrients biologically, has proven to be effective. The biogas mixture of methane (CH4) and CO2 that is produced from anaerobic treatment can be captured and used as an alternative to fossil fuels or as a source for electrical power generation (typically 0.30 m3 biogas per kg of COD removed).
Other secondary methods that are widely used include the activated sludge process, aerobic trickling filters, spray irrigation and the use of a variety of ponds and lagoons. Odour nuisances have been associated with ponds of inadequate depth. Odours from anaerobic processes can be removed by the use of soil filters that can oxidize objectionable polar gases.
Air Pollution Control
Air pollution from the food industry generally revolves around the question of objectionable odours rather than toxic air emissions, with a few exceptions. For this reason, for example, many cities have regulated the location of slaughterhouses under their health codes. Isolation is one obvious way to reduce community complaints about odours. However, this does not remove the odour. Odour control measures such as absorbers or scrubbers may sometimes be necessary.
One major health concern in the food industries is leaks of ammonia gas from refrigeration units. Ammonia is a severe eye and respiratory irritant, and a major leak into the environment could require evacuation of local residents. A leak control plan and emergency procedures are necessary.
Food processes that use solvents (e.g., edible oil processing) may emit solvent vapours into the atmosphere. Closed systems and recycling of solvents is the best method of control. Industries such as sugar-cane refining, which use sulphuric acid and other acids, may release sulphur oxides and other contaminants into the atmosphere. Controls such as scrubbers should be used.
Solid Waste Management
Solid waste can be quite considerable. Tomato waste for canning, for example, may represent 15 to 30% of total quantity of product processed; with peas and corn, waste is in excess of 75%. By isolating solid wastes, the concentration of soluble organics in wastewater may be reduced and the drier solid wastes may be more easily used for by-product or feeding purposes and as fuel.
Utilization of process by-products in a manner that provides income will reduce the total cost of waste treatment and eventually the cost of the final product. Waste solids should be evaluated as sources of food for plants and animals. A growing emphasis has been devoted to the development of markets for by-products or for the compost produced by converting waste organic materials to an innocuous humus. Table 1 provides examples of uses for by-products from the food industry.
Table 1. Examples of uses for by-products from the food industry
|
Method |
Examples |
|
Anaerobic digestion |
Digestion by mixed bacteria population to yield methane and CO2 |
|
Animal feed |
Directly, after pressing or drying, as fodder ensiling or as supplement |
|
Composting |
Natural microbiological process in which organic components decompose under controlled aerobic conditions |
|
Edible fibre |
Method for utilizing organic solids by filtering and hydration |
|
Fermentation |
Combination of starch, sugar and alcohol-bearing substances |
|
Incineration |
Burning of biomass as fuel |
|
Pyrolysis |
Transformation of nut shells and fruit pits into charcoal briquets |
|
Soil amendment |
Fertilizing of soils with low nutrient and organic matter content |
Source: Adapted from Merlo and Rose 1992.
Water Reuse and Effluent Reduction
Extensive dependence on water by food-processing industries has encouraged the development of conservation and reuse programmes, especially in locations of water scarcity. Reuse of process water can provide substantial reductions in both water consumption and waste load, with reuse in many lower-quality applications not requiring biological treatment. However, any potential for anaerobic fermentation of organic solids must be avoided so that corrosive, odourous decomposition products do not affect equipment, work environment or product quality. Bacterial growth can be controlled by disinfection and by changing environmental factors such as pH and temperature.
Table 2 presents typical water reuse ratios. Factors such as the location of sprays, water temperature and pressure are key factors influencing the volume of water required for processing operations. For example, water used as a cooling medium to cool cans and for air conditioning may later be used for primary washing of vegetables and other products. The same water later may be used for fluming waste material, and finally a portion of it may be used to cool ashes in the powerhouse.
Table 2. Typical water reuse ratios for different industry sub-sectors
|
Sub-sectors |
Reuse ratios |
|
Beet sugar |
1.48 |
|
Cane sugar |
1.26 |
|
Corn and wheat milling |
1.22 |
|
Distilling |
1.51 |
|
Food processing |
1.19 |
|
Meat |
4.03 |
|
Poultry processing |
7.56 |
Water conservation techniques and waste prevention techniques include the use of high-pressure sprays for clean-up, elimination of excessive overflow from washing and soaking tanks, substitution of mechanical conveyors for water flumes, use of automatic shut-off valves on water hoses, separation of can cooling water from the composite waste flow and recirculation of can cooling water.
Pollution loads at processing plants can be reduced through modified processing methods. For example, most pollution load generated from fruit and vegetable processing originates in the peeling and blanching operations. By moving from conventional water or steam blanching to a hot gas blanching process, pollution loads can be reduced by as much as 99.9%. Similarly, dry caustic peeling can cut BOD by more than 90% in comparison to conventional peeling processes.
Energy Conservation
Energy needs have risen with the increased sophistication of the food industry. Energy is required for a wide a variety of equipment such as gas-fired ovens; dryers; steam boilers; electrical motors; refrigeration units; and heating, ventilation and air-conditioning systems.
As the cost of energy has risen, there has been a trend to install heat recovery equipment to conserve energy and to investigate the feasibility of alternative energy sources in various food-processing situations such as cheese processing, food dehydration and water heating. Energy conservation, waste minimization and water conservation are all mutually supportive strategies.
Consumer Health Issues
The increasing separation of the consumer from the food- production sector that has accompanied urbanization globally has resulted in a loss of the traditional means used by the consumer to ensure the quality and safety of food, making the consumer dependent on a functional and responsible food-processing industry. Increased dependence on food processing has created the possibility of exposure to pathogen-contaminated food from a single production facility. To provide protection from this threat, extensive regulatory structures have been established, especially in the industrialized countries, to protect public health and to regulate the use of additives and other chemicals. Harmonization of regulations and standards across borders is emerging as an issue to ensure the free flow of food among all the world’s countries.
Dairy industry wastewater treatment
The dairy industry is made up of a large number of relatively small plants supplying products such as milk, cheese, cottage cheese, sour cream, ice cream, whey solids and lactose.
The dairy industry has long been a proponent of aerobic biological wastewater treatment. Many dairy plants have invested heavily in activated sludge, biotower, sequencing batch reactor and package treatment systems. Interest in water and energy conservation has led many dairy facilities to reduce water consumption. This trend, with the presence of normally high-strength wastewater streams in dairy plants, has resulted in the design and construction of numerous anaerobic wastewater treatment systems.
Pulping
Pulping is the process by which the bonds within the wood structure are ruptured either mechanically or chemically. Chemical pulps can be produced by either alkaline (i.e., sulphate or kraft) or acidic (i.e., sulphite) processes. The highest proportion of pulp is produced by the sulphate method, followed by mechanical (including semi-chemical, thermomechanical and mechanical) and sulphite methods (figure 1). Pulping processes differ in the yield and quality of the product, and for chemical methods, in the chemicals used and the proportion that can be recovered for reuse.
Figure 1. Worldwide pulp capacities, by pulp type
Mechanical Pulping
Mechanical pulps are produced by grinding wood against a stone or between metal plates, thereby separating the wood into individual fibres. The shearing action breaks cellulose fibres, so that the resulting pulp is weaker than chemically separated pulps. The lignin connecting cellulose to hemicellulose is not dissolved; it merely softens, allowing the fibres to be ground out of the wood matrix. The yield (proportion of original wood in pulp) is usually greater than 85%. Some mechanical pulping methods also use chemicals (i.e., the chemi-mechanical pulps); their yields are lower since they remove more of the non-cellulosic materials.
In stone groundwood pulping (SGW), the oldest and historically most common mechanical method, fibres are removed from short logs by pressing them against a rotating abrasive cylinder. In refiner mechanical pulping (RMP, figure 2), which gained popularity after it became commercially viable in the 1960s, wood chips or sawdust are fed through the centre of a disc refiner, where they are shredded into finer pieces as they are pushed out through progressively narrower bars and grooves. (In figure 2, the refiners are enclosed in the middle of the picture and their large motors are on the left. Chips are supplied though the large diameter pipes, and pulp exits the smaller ones.) A modification of RMP is thermomechanical pulping (TMP), in which the chips are steamed before and during refining, usually under pressure.
Figure 2. Refiner mechanical pulping

One of the earliest methods of producing chemi-mechanical pulps involved pre-steaming logs before boiling them in chemical pulping liquors, then grinding them in stone grinders to produce “chemi-groundwood” pulps. Modern chemi-mechanical pulping uses disc refiners with chemical treatment (e.g., sodium bisulphite, sodium hydroxide) either prior to, during or after refining. Pulps produced in this manner are referred to either as chemi-mechanical pulps (CMP) or chemi-thermomechanical pulps (CTMP), depending on whether refining was carried out at atmospheric or elevated pressure. Specialized variations of CTMP have been developed and patented by a number of organizations.
Chemical Pulping and Recovery
Chemical pulps are produced by chemically dissolving the lignin between the wood fibres, thereby enabling the fibres to separate relatively undamaged. Because most of the non-fibrous wood components are removed in these processes, yields are usually in the order of 40 to 55%.
In chemical pulping, chips and chemicals in aqueous solution are cooked together in a pressure vessel (digester, figure 3) which can be operated on a batch or continuous basis. In batch cooking, the digester is filled with chips through a top opening, the digestion chemicals are added, and the contents cooked at elevated temperature and pressure. Once the cook is complete, the pressure is released, “blowing” the delignified pulp out of the digester and into a holding tank. The sequence is then repeated. In continuous digesting, pre-steamed chips are fed into the digester at a continuous rate. Chips and chemicals are mixed together in the impregnation zone at the top of the digester and then proceed through the upper cooking zone, the lower cooking zone, and the washing zone before being blown into the blow tank.
Figure 3. Continuous kraft digestor, with chip conveyor under construction

Canfor Library
The digesting chemicals are recovered in most chemical pulping operations today. The principal objectives are to recover and reconstitute digestion chemicals from the spent cooking liquor, and to recover heat energy by burning the dissolved organic material from the wood. The resulting steam and electricity supplies some, if not all, of the mill’s energy needs.
Sulphate Pulping and Recovery
The sulphate process produces a stronger, darker pulp than other methods and requires chemical recovery to compete economically. The method evolved from soda pulping (which uses only sodium hydroxide for digestion) and began to gain prominence in the industry from the 1930s to 1950s with the development of chlorine dioxide bleaching and chemical recovery processes, which also produced steam and power for the mill. The development of corrosion-proof metals, such as stainless steel, to handle the acidic and alkaline pulp mill environments also played a role.
The cooking mixture (white liquor) is sodium hydroxide (NaOH, “caustic”) and sodium sulphide (Na2S). Modern kraft pulping is usually carried out in continuous digesters often lined with stainless steel (figure 3). The temperature of the digester is raised slowly to approximately 170°C and held at that level for approximately 3 to 4 hours. The pulp (called brown stock because of its colour) is screened to remove uncooked wood, washed to remove the spent cooking mixture (now black liquor), and sent either to the bleach plant or to the pulp machine room. Uncooked wood is either returned to the digester or sent to the power boiler to be burned.
The black liquor collected from the digester and brown stock washers contains dissolved organic material whose exact chemical composition depends on the wood species pulped and the cooking conditions. The liquor is concentrated in evaporators until it contains less than 40% water, then sprayed into the recovery boiler. The organic component is consumed as fuel, generating heat which is recovered in the upper section of the furnace as high-temperature steam. The unburned inorganic component collects at the bottom of the boiler as a molten smelt. The smelt flows out of the furnace and is dissolved in a weak caustic solution, producing “green liquor” containing primarily dissolved Na2S and sodium carbonate (Na2CO3). This liquor is pumped to a recausticizing plant, where it is clarified, then reacted with slaked lime
(Ca(OH)2), forming NaOH and calcium carbonate (CaCO3). The white liquor is filtered and stored for subsequent use. CaCO3 is sent to a lime kiln, where it is heated to regenerate lime (CaO).
Sulphite Pulping and Recovery
Sulphite pulping dominated the industry from the late 1800s to the mid-1900s, but the method used during this era was limited by the types of wood which could be pulped and the pollution created by discharging untreated waste cooking liquor into waterways. Newer methods have overcome many of these problems, but sulphite pulping is now a small segment of the pulp market. Although sulphite pulping usually uses acid digestion, both neutral and basic variations exist.
The cooking liquor of sulphurous acid (H2SO3) and bisulphite ion (HSO3–) is prepared on-site. Elemental sulphur is burned to produce sulphur dioxide (SO2), which is passed up through an absorption tower that contains water and one of four alkaline bases (CaCO3, the original sulphite base, Na2CO3, magnesium hydroxide (Mg(OH)2) or ammonium hydroxide (NH4OH)) which produce the acid and ion and control their proportions. Sulphite pulping is usually carried out in brick-lined batch digesters. To avoid unwanted reactions, the digester is heated slowly to a maximum temperature of 130 to 140°C and the chips are cooked for a long time (6 to 8 hours). As the digester pressure increases, gaseous sulphur dioxide (SO2) is bled off and remixed with the raw cooking acid. When approximately 1 to 1.5 hours of cooking time remains, heating is discontinued and the pressure is decreased by bleeding off gas and steam. The pulp is blown into a holding tank, then washed and screened.
The spent digestion mixture, called red liquor, can be used for heat and chemical recovery for all but calcium-bisulphite-base operations. For ammonia-base sulphite pulping, the dilute red liquor is first stripped to remove residual SO2, then concentrated and burned. The flue gas containing SO2 is cooled and passed through an absorption tower where fresh ammonia combines with it to regenerate the cooking liquor. Finally, the liquor is filtered, fortified with fresh SO2 and stored. The ammonia cannot be recovered because it is converted into nitrogen and water in the recovery boiler.
In magnesium-base sulphite pulping, burning the concentrated pulping liquor gives magnesium oxide (MgO) and SO2, which are easily recovered. No smelt is produced in this process; rather MgO is collected from the flue gas and slaked with water to produce magnesium hydroxide (Mg(OH)2). SO2 is cooled and combined with the Mg(OH)2 in an absorption tower to reconstitute the cooking liquor. The magnesium bisulphite (Mg(HSO3)2) is then fortified with fresh SO2 and stored. Recovery of 80 to 90% of the cooking chemicals is possible.
Recovery of sodium-base sulphite cooking liquor is more complicated. Concentrated spent liquor is incinerated, and approximately 50% of the sulphur is converted into SO2. The remainder of the sodium and sulphur is collected at the bottom of the recovery boiler as a smelt of Na2S and Na2CO3. The smelt is dissolved to produce green liquor, which is converted to sodium bisulphite (NaHSO3) in several steps. The NaHSO3 is fortified and stored. The regeneration process produces reduced sulphur gases, in particular hydrogen sulphide (H2S).
Greenhouse and Nursery Operations
The nursery industry raises plants for the replanting market (see figure 1). Hardy plants are grown outside, and the less hardy plants are propagated and raised inside, typically in greenhouses, to protect them from cold temperatures or too much solar radiation or wind. Many plants grown inside during harsh growing conditions are grown outside in favourable weather conditions. Typical nursery crops are trees and shrubs, and the typical greenhouse crops include flowers, vegetables and herbs. The nursery industry grows plants for the replanting market, but greenhouses are also used for growing crops for seasonal markets, such as tomatoes during the freezing months of winter.
Figure 1. Setting coffee plants in a nursery in Cote d’Ivoire
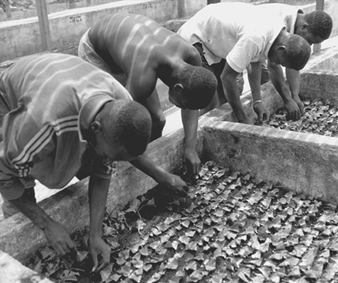
The plant nursery industry constitutes a large and growing sector of agriculture. In California, where there are more than 3,000 commercial nursery operations, nursery crops are a high value-per-acre commodity, ranking fifth in state farm income. As with much of western US agriculture, the employee population is dominated by workers from Mexico or other Central American countries. The majority of these workers are not migrant, but are settled in local communities with their families (Mines and Martin 1986). Most speak Spanish only or as a primary language and have little or no formal education. Wages are low for most jobs, and there is a labour surplus. Similar situations exist throughout the world.
Nursery work is considered a comparatively good job by most agricultural workers because it is year-round, comparatively well-paid and frequently includes workers’ compensation insurance and employee health benefits. Few workers belong to labour organizations in this industry, and most workers are employed directly by the enterprise rather than by farm labour contractors.
Greenhouses provide a controlled environment for plants and are used for a variety of purposes, which include growing rare and exotic plants, protecting producing plants (such as flowers, tomatoes and peppers) from winter weather and starting seedlings. The controlled environment within a greenhouse is advantageous to those who wish to grow crops year-round, regardless of seasonal conditions outdoors. Greenhouse operations have expanded in temperate climates. For example, in the Ukraine, the total area of greenhouses has grown from 3,070 hectares (ha) in 1985 to 3,200 ha in 1990 to an estimated 3,400 ha in 1995 (Viten, Krashyyuh and Ilyna 1994).
The gable (equal sloping roof) greenhouse is typical. It provides good exposure to winter sunlight, drainage and wind protection. The framing materials for greenhouses include wood, aluminium or a combination of steel pipe and wood. Side walls or siding can be made from a variety of materials including plywood, aluminium, wood or vinyl. In the Ukraine, 60% of the greenhouses have masonry block walls. Covers include glass or plastic, and in some parts of the world, the glass-covered house is called a glasshouse. The plastic can be either rigid or a flexible film. Rigid plastics used as covers include fibreglass, acrylic and polycarbonate. Flexible plastic covers include polyethylene, polyvinyl chloride and polyester. Polycarbonate, which withstands breakage from thrown objects, and the flexible plastics require frequent replacement. Covers can vary from clear to opaque, and they serve three purposes. One is to let sunlight in for the plants. Another is for heating within an enclosure. The last is protecting the plants from environmental stress, including snow, rain, hail, high winds, birds, small animals and insects.
The greenhouse operation requires the control of temperature, humidity and ventilation, using artificial heat sources, exhaust and inlet fans, shading (such as with movable slats or netting), cooling equipment (such as wet-pad or evaporative cooling), humidification and climate-control equipment (Jones 1978).
Nursery and greenhouse workers are exposed to a variety of hazards, including skin irritants, dust, noise, heat stress, musculoskeletal disorders (sprains and strains), pesticides and injuries related to vehicles, machines, slips and falls and electricity. The hazards discussed below are limited to ergonomic hazards in nursery work and pesticide hazards in greenhouse work. Many of these hazards are common for the two operations.
Nursery Operations
Typical operations at a large wholesale nursery specializing in container-grown outdoor bedding and ornamental plants consist of four stages:
- Propagation stage. New plants are started in a specialized medium using one of four standard methods: cuttings from mature plants, tissue culture, seeds and grafting.
- Replanting stage. As plants grow they are replanted into individual plastic containers called “cans” (typically 2 or 3 times during the early growth cycle). A powered conveyor carries the new, larger cans past a hopper where they are filled with soil. As the cans continue down the conveyor, plants are manually transplanted into them, and finally they are manually transferred onto a trailer for transport to the field.
- Growing stage or field operations. Plants are held in outdoor groups until fully mature. During this period, tasks include watering, pruning, fertilizing and weeding, tying-staking-shaping and spacing as plants grow.
- Shipping. Mature plants are removed to the shipping area, labelled, organized by order load, and loaded into trucks. This operation can also include truck unloading at retail sites.
Ergonomic hazards
Nursery work, as with other agricultural commodities, has a pattern of high rates of sprain and strain injuries. AgSafe data (1992) suggest that 38.9% of all reported injuries in horticultural specialties (including nurseries) were sprains and strains, slightly above the proportion for agriculture as a whole. Overexertion as a cause of injury for this area was cited for 30.2% of reported injuries, also above the proportion for the industry as a whole.
The most common risk factors for the development of work-related musculoskeletal problems have been identified as occurring in the following job tasks:
During propagation, the worker stands or sits at a work table, empties a basket of plant cuttings, and uses hand shears to cut them into smaller pieces. The shears are held in the dominant hand; plant material is grasped with the other hand. After each piece of plant material is cut, the shears must be disinfected by dipping them in a solution in a small container in the work bench.
When cutting, one hand is engaged in very repetitive gripping, with an average of 50 to 60 cuts per minute. Mild to moderate wrist flexion and ulnar deviation occur throughout the cutting cycle. The other hand is used to hold the cuttings, orient them for cutting, and discard the remains in a bin. Moderate wrist extension and ulnar deviation occur throughout this cycle also.
Workers in this specialized job are highly skilled and work virtually full-time year-round without rotation into other jobs. Workers report pain and numbness in the hand, wrist and arm. After a period of years on this job, they demonstrate an elevated incidence of carpal tunnel syndrome.
In transporting plants from a conveyor belt to a trailer, the worker grasps 3 or 4 3.8-litre containers in each hand and places them on a trailer located either to one side of or behind him or her. This job cycle is repeated 13 to 20 times per minute. Risk factors include highly repetitive gripping, high pinch forces and awkward postures, including trunk, lumbar and shoulder flexion.
In transporting plants from a trailer to a planting bed, the worker grasps 3 or 4 3.8-l containers in each hand, carries them up to 17 m, and places them on the ground along a predetermined row. This job cycle is repeated 3 to 5 times per minute. Handling cans is a nearly full-time, year-round job for many workers. It is associated with pain in the fingers and hands, upper extremities and lower back. Because field workers tend to be younger, the predicted high rate of chronic back injury is not documented at this time.
The pruner works with various shears to snip unwanted or dead parts off the tops and sides of plants. The worker is usually standing or bent over to reach plants. The dominant hand holds the shears and is engaged in very repetitive gripping, with an average of 40 to 50 cuts per minute. The fingers of the same hand are also used to pinch off small twigs or other plant parts. The nondominant hand grasps the can for a rapid pick and place, and also holds the cuttings in a static grip with a moderate wrist flexion and ulnar deviation present throughout the cutting cycle. Because pruning is a part-time task for most field workers, some relief and recovery are achieved due to task variation. However, it is associated with pain in the fingers and hand, wrist, upper extremities and lower back.
To allow plants adequate room to grow and expand, spacing must be done periodically. This entails grasping and lifting 3 to 4 plants in each hand, carrying them a short distance, and placing them on the ground in rows. This cycle is repeated 3 to 5 times per minute. Like pruning, spacing is a part-time task for most field workers, allowing opportunity for relief and recovery. It is also associated with pain in fingers and hands, wrists, upper extremities and lower back.
Most nursery jobs are human-energy intensive, and this, coupled with the repetitive nature of many tasks, leads to substantial risk of repetitive-motion injuries. Tools to assist the workers by improving body posture and reducing the energy requirements of particular tasks have just begun to be developed.
Greenhouse Operations
Typical operations in a greenhouse vary depending on whether the purpose is to grow rare and exotic plants, production plants or seedlings. The growing of rare or exotic plants is a year-round enterprise. Production plants are typically grown within the greenhouse to protect them from the weather; thus, greenhouses can be used seasonally. The growth of seedlings is similar to nursery operations, but the market is plants for spring replanting after the last freeze. The tasks involved in greenhouse growing include putting the soil into small containers, planting the seed in each of the containers, watering and fertilizing the plants, trimming or thinning the plants as needed (see figure 2), applying fumigants or pesticides and transporting the plants or product from the greenhouse. Soil filling and planting has become a mechanized operation in the production greenhouse. The composition of the potting soil may be a mix of peat, perlite and vermiculite. Trimming may be mechanized, depending upon the crop. Watering may be directly with a hose or through an automated sprinkler or piping system. Nutrients are added to the water to fertilize the plants. Application of pesticides by hand sprayer is typical. Soil sterilization is done either by steam or chemicals, including dibromochloropropane (DBCP). The transport of plants or product is typically a manual exercise.
Figure 2. Clipping (mowing) tobacco transplants in a greenhouse in North Carolina

Pesticides Used in Greenhouses
Diseases and insects that attack plants can result in major problems for greenhouse operators. Often, preventing such damage is easier than trying to eradicate the pests afterward. Some common pests that inflict the most damage on greenhouse crops are insects, fungi, viruses, bacteria and nematodes. To combat these undesirable organisms, special chemicals (pesticides) are applied to the plants to kill the pests.
There are many ways of applying pesticides so that they are effective. The most common application methods are: liquid sprays, mists, dusts, fogs, smokes, aerosol canisters and granules. Pesticide sprays involve the use of a water/pesticide mixture contained in a tank that has a hose with a spray nozzle attached to it. Under pressure, the mixture is directed onto the plants as liquid droplets. Mists are generated by a technique similar to the spray technique, but the resulting droplets are smaller. Pesticide dusts are often released into the air and allowed to settle onto the plant surface. Foggers use heating devices to generate very small droplets directed at the plants. Pesticide smokes are generated by igniting a sparkler and placing it in a canister that contains the chemical.
Aerosol canisters are pressurized metal containers that release the pesticide to the air when a valve is opened. Finally, granular pesticides are placed on top of the soil and then watered. The watering dissolves the granules and transports the chemical to the roots of the plant, where it can either kill organisms in the soil or be absorbed by the plant and kill organisms that feed on it.
With each different method of application of a pesticide comes the hazard of being exposed to the chemical. The two most common routes of exposure are through the skin (dermal) and through the lungs (respiratory). Another, but less common, route of exposure is by ingesting food or drinks contaminated with pesticides. Greenhouse workers who handle the chemicals or the treated plants may be poisoned if proper safety precautions are not followed.
Ways to avoid poisoning include proper use of greenhouse ventilation systems, using and maintaining the appropriate PPE (suits, gloves, respirators, boots—see figure 3), observing recommended re-entry times and following the pesticide label instructions. Some additional safety precautions are: storage of all pesticides inside a locked, well-ventilated area; posting signs in areas where plants have been treated; and comprehensive pesticide training that includes proper application and handling techniques. Finally, all pesticide applicators should be trained in appropriate disposal techniques for old pesticides and empty pesticide containers.
Figure 3. Worker in full protective gear applies pesticides in a greenhouse.

Bleaching
Bleaching is a multi-stage process that refines and brightens raw pulp. The objective is to dissolve (chemical pulps) or modify (mechanical pulps) the brown-coloured lignin that was not removed during pulping, while maintaining the integrity of the pulp fibres. A mill produces customized pulp by varying the order, concentration and reaction time of the bleaching agents.
Each bleaching stage is defined by its bleaching agent, pH (acidity), temperature and duration (table 1). After each bleaching stage, the pulp may be washed with caustic to remove spent bleaching chemicals and dissolved lignin before it progresses to the next stage. After the last stage, the pulp is pumped through a series of screens and cleaners to remove any contaminants such as dirt or plastic. It is then concentrated and conveyed to storage.
Table 1. Bleaching agents and their conditions of use
|
Symbol |
Concentration |
pH |
Consistency* |
Temperature |
Time (h) |
|
|
Chlorine (Cl2) |
C |
2.5–8 |
2 |
3 |
20–60 |
0.5–1.5 |
|
Sodium hydroxide (NaOH) |
E |
1.5–4.2 |
11 |
10–12 |
<80 |
1–2 |
|
Chlorine dioxide (ClO2) |
D |
~1 |
0–6 |
10–12 |
60–75 |
2–5 |
|
Sodium hypochlorite (NaOCl) |
H |
1–2 |
9–11 |
10–12 |
30–50 |
0.5–3 |
|
Oxygen (O2) |
O |
1.2–1.9 |
7–8 |
25–33 |
90–130 |
0.3–1 |
|
Hydrogen peroxide (H2O2) |
P |
0.25 |
10 |
12 |
35–80 |
4 |
|
Ozone (O3) |
Z |
0.5–3.5 |
2–3 |
35–55 |
20–40 |
<0.1 |
|
Acid washing (SO2) |
A |
4–6 |
1.8–5 |
1.5 |
30–50 |
0.25 |
|
Sodium dithionite (NaS2O4) |
Y |
1–2 |
5.5–8 |
4–8 |
60–65 |
1–2 |
* Concentration of fibre in water solution.
Historically, the most common bleaching sequence used to produce market-grade bleached kraft pulp is based on the five-stage CEDED process (see table 1 for definition of symbols). The first two stages of bleaching complete the delignification process and are considered extensions of pulping. Because of environmental concerns about chlorinated organics in pulp mill effluents, many mills substitute chlorine dioxide (ClO2) for a portion of the chlorine (Cl2) used in the first bleaching stage (CDEDED) and use oxygen (O2) pre-treatment during the first caustic extraction (CDEODED). The current trend in Europe and North America is towards complete substitution with ClO2 (e.g., DEDED) or elimination of both Cl2 and ClO2. Where ClO2 is used, sulphur dioxide (SO2) is added during the final washing stage as an “antichlor” to stop the ClO2 reaction and to control the pH. Newly developed chlorine-free bleaching sequences (e.g., OAZQP, OQPZP, where Q = chelation) use enzymes, O2, ozone (O3), hydrogen peroxide (H2O2), peracids and chelating agents such as ethylene diamine tetracetic acid (EDTA). Totally chlorine-free bleaching had been adopted at eight mills worldwide by 1993. Because these newer methods eliminate the acidic bleaching steps, acid washing is a necessary addition to the initial stages of kraft bleaching to allow removal of metals bound to the cellulose.
Sulphite pulps are generally easier to bleach than kraft pulps because of their lower lignin content. Short bleaching sequences (e.g., CEH, DCEHD, P, HP, EPOP) can be used for most paper grades. For dissolving-grade sulphite pulps used in the production of rayon, cellophane and so on, both hemicellulose and lignin are removed, requiring more complex bleaching sequences (e.g., C1C2ECHDA). The final acid wash is both for metal control and antichlor purposes. The effluent load for dissolving-grade sulphite pulps is much greater because so much of the raw wood is consumed (typical yield 50%) and more water is used.
The term brightening is used to describe bleaching of mechanical and other high-yield pulps, because they are whitened by destroying chromophoric groups without dissolving the lignin. Brightening agents include H2O2 and/or sodium hydrosulphite (NaS2O4). Historically, zinc hydrosulphite (ZnS2O4) was commonly used, but has been largely eliminated because of its toxicity in effluent. Chelating agents are added before bleaching to neutralize any metal ions, thereby preventing the formation of coloured salts or the decomposition of H2O2. The effectiveness of mechanical pulp bleaching depends on the species of wood. Hardwoods (e.g., poplar and cottonwood) and softwoods (e.g., spruce and balsam) that are low in lignin and extractives can be bleached to a higher brightness level than the more resinous pine and cedar.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."